
Abstract
The study investigated the effect of the solution treatment process on the corrosion behavior and microstructure of the duplex stainless steel. It was also aimed to reveal this effect comparatively depending on the chemical composition and alloying element content. For this purpose, UNS S32205 and UNS S32760 alloys were treated at 1000 °C, 1020 °C and 1040 °C for an hour. A solution treatment temperature was determined according to Thermo-Calc analysis. The examined samples were characterized by an optical microscope, scanning electron microscope, and XRD analysis. Also, electrochemical impedance spectroscopy and potentiodynamic polarization analyses revealed the corrosion properties of solution-treated samples. Microstructural studies showed that enhanced solution treatment temperature increased ferrite content for both alloys. A lower solution treatment temperature caused the formation of sigma in the microstructure of S32760 alloy. On the other hand, the charge transfer resistance of the passive layer was reduced after solution treatment at 1000 °C and 1020 °C, indicating decreasing corrosion resistance. A higher austenite ratio in S32205 led to pitting, while corrosion resistance improved with higher treatment temperatures. The presence of the sigma phase in S32760 significantly impacted corrosion properties by increasing ion transfer on the surface, leading to reduced corrosion resistance. It was determined that solution treatment at 1040 °C was appropriate for both alloys to achieve the desired microstructure and corrosion properties.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Due to the double-phase structure, duplex stainless steels (DSSs) exhibit higher corrosion and mechanical properties. The microstructure has an equal proportion of phases in terms of ferrite and austenite.[1,2,3,4] The ferrite provided mechanical strength and pitting resistance, while the austenite supplied ductility and corrosion resistance. The alloys are widely used in shipbuilding, chemical storage, desalination, and petrochemical industries.[5,6,7,8]
DSSs pay attention owing to higher pitting corrosion resistance. The presence of molybdenum is the main factor that increases the pitting corrosion resistance of DSSs. The addition of molybdenum improves the localized corrosion resistance of the DSSs. This phenomenon can be seen as a combination of various effects. Mesquita et al.[9] studied the passivation behavior of different stainless steels in alkaline and neutral conditions. It was revealed that molybdenum enhanced the protectiveness of the passive layer via the formation of the molybdenum-rich oxide.
Moreover, Kaneko and Isaacs[10] emphasized that the repassivation characteristic of the DSS could be developed with the molybdenum. Besides, Tobler and Virtanen[11] claimed that molybdenum formed MoO2− during the dissolution of the metal in an aggressive environment, and MoO2− ions restrain the Cl− adsorption on the corrosion surface. However, molybdenum increases the precipitation of the intermetallic sigma between 600 and 1000 °C, and the sigma leads to a reduction in corrosion resistance and mechanical properties.[12,13,14] Generally, sigma forms in the iron-chromium-nickel and iron-chromium systems, but the presence of molybdenum enhances the formation kinetics.[15]
Generally, the desired properties and phase fraction of the DSSs can be obtained by the solution treatment (ST) process. This process provides proper ferrite and austenite phase balance with sigma-free microstructure. Moreover, the ST ensures the dissolution of inclusions and elimination of macro-segregations, besides obtaining the desired ferrite and austenite proportion. Various researchers have studied the ST process of the DSSs. Generally, ST of the DSSs was carried out above 1000 °C to avoid sigma precipitation. Tavares et al.[16] investigated the microstructure properties of the UNS S31803 DSS alloy followed by various cooling conditions. It was revealed that ST could obtain sigma-free microstructure at 1000 °C followed by water quenching. Hosseini et al.[17] studied UNS S32750 DSS alloy, and it was emphasized that sigma-free microstructure could be obtained above 1010 °C. Also, Cojocaru et al.[18] indicated that ST could achieve equal weight fractions of ferrite and austenite phases at 1050 °C followed by water quench in UNS S32750 DSS.
On the other hand, the increased ST temperature also negatively affects the microstructural and corrosion properties of the DSSs. Li et al.[19] stated that raising the temperature from 980 to 1350 °C could provide a nearly fully ferritic microstructure, causing corrosion behavior to deteriorate. In the meantime, increasing ST temperature causes a grain coarsening in the ferrite and austenite phases.[20] Excessive ferrite fraction and grain coarsening reduce the corrosion and mechanical properties of the DSSs.[21] As a result, the ST parameters depend on the chemical composition of the DSSs, and the properties of the structure can vary depending on the ST parameters. Thus, proper ST is critical to achieving the desired microstructural and corrosion properties in DSSs.
This study investigates on the effect of solution treatment behaviour and process parameters on the microstructure and corrosion properties of duplex stainless steels with two different chemical compositions. For this purpose, various ST temperature values were applied to UNS S32205 and UNS S32760 alloys, and the microstructural and corrosion behavior of the solution-treated samples were investigated comparatively. The microstructure of the samples was studied by X-ray diffraction (XRD), optical microscopy (OM), and scanning electron microscopy (SEM), while electrochemical techniques were studied to determine the corrosion behavior.
Materials and Methods
Materials
UNS S32205 DSS and UNS S32760 super DSS alloys were used in the experimental studies. Initial samples were obtained with 20 mm in height and 20 mm in diameter. The chemical compositions of the alloys can be seen in Table S1 (see electronic supplementary Table S1).
Thermo-Calc Analysis
Phase diagrams of the UNS S32205 and UNS S32760 alloys were calculated using Thermo-Calc 2022 software. The phase diagrams were modeled based on each alloy's chromium, nickel, molybdenum, and nitrogen content. Also, the precipitation temperature of the sigma phase was determined via Thermo-Calc calculations.
Solution Treatment
Solution treatment processes were carried out for both S32205 and S32760 alloys in the experimental studies. The samples were heated at 6 °C/min. Both alloys were annealed at 1000 °C, 1020 °C, and 1040 °C for an hour, followed by quenching.
X-ray Diffraction (XRD) Analysis
The analyses were conducted with a 1 deg/min scan rate at 20–90 deg 2theta range (Rigaku Miniflex 600). The Joint Committee classified the obtained Powder Diffraction Standards (JCPDS) data.
Microstructure
Solution-treated samples were polished following the standard grinding process. The electrolytic technique performed the etching process in 10 pct wt KOH solution for up to 2 min. Various times were used in the etching process owing to the variation in the microstructure of the samples. OM-Nikon Eclipse MA100 and SEM-Hitachi SU3500 T2 studied the microstructure. The phase fractions of the analyzed samples were calculated by image analysis. The EDS analysis was carried out to reveal the phase compositions.
Corrosion Tests
The corrosion behavior was investigated with Ivium Compactstat via electrochemical techniques. The testing sample was a working electrode, the Ag/AgCl solution was the reference electrode, and the platinum was a counter electrode. Moreover, the surface area ratio of the platinum and testing sample was determined to be 4. The potentiodynamic polarization (PDP) and electrochemical impedance spectroscopy (EIS) techniques were used to investigate corrosion properties. Before the experiments, an open circuit potential (OCP) was studied in a 3.5 pct NaCl solution. The PDP tests were performed according to ASTM G5-94. Corrosion current density (icorr), corrosion potential (Ecorr), and corrosion rate values were obtained using Tafel curves. Moreover, the EIS tests were carried out in a 3.5 wt pct NaCl solution. Before EIS tests, a similar procedure was applied to samples as PP tests. The EIS tests were performed at the OCP over a frequency range of 0.1 Hz to 10 kHz with an AC of 10 mA, and Nyquist and Bode plots were also obtained.
Results and Discussion
Thermo-Calc Models and Solution Treatment Process
The calculated phase diagrams of the UNS S32205 and UNS S32760 alloys are given in Figure S1 (see electronic supplementary Figure S1). The diagrams show the iron-chromium binary system for constant nickel, molybdenum, and nitrogen content. The solidification of the alloys initially took place by α-ferrite (BCC) followed by γ-austenite (FCC) formation. The upper-temperature limit of the sigma precipitation was calculated as 972 °C and 1029 °C for the UNS S32205 and UNS S32760 alloys, respectively. The sigma phase formation temperature was increased by about 50 °C in the UNS S32760 alloy, compared to the UNS S32205. The higher chromium and nickel content of the UNS S32760 formed a more stable sigma phase and expanded the temperature range at which the sigma phase precipitates. Generally, the studies indicate that the upper-temperature value of the sigma phase formation is between 950 and 1000 °C.[22,23,24,25,26] However, some researchers indicated that increasing the alloying element ratio can enhance the upper-temperature limit of the sigma phase.[17,27] The Thermo-Calc analysis was compatible with the results revealed by these researchers.
On the other hand, Figure S1c compares the ST temperature values of the DSS used in the literature. It was observed in the literature that the ST process was applied starting from 980 °C. The ST temperature increased with the increasing content of the chromium and molybdenum. The higher ST temperature values improved the dissolution of precipitates like sigma, carbides, and nitrides. However, a higher ST temperature value also led to excessive ferrite formation, resulting in the embrittlement of the structure.[28,29,30,31] According to Thermo-Calc analysis results and literature review, the ST process was performed at 1000 °C, 1020 °C and 1040 °C. The lowest ST temperature was determined to be 1000 °C to investigate the sigma’s dissolution temperature limit for the UNS S32205 and UNS S32760 alloys. Moreover, the highest ST temperature was limited to 1040 °C to prevent excessive ferrite formation.
XRD Analysis
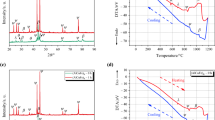
XRD analysis of the studied samples is given in Figure S2 (see electronic supplementary Figure S2). The UNS S32205 alloy consisted of primary peaks of the ferrite and austenite phases for all applied ST temperatures. No secondary phase existence was detected for the S32205 alloy after the ST processes. The XRD analysis results of the solution-treated S32205 results were compatible with the Thermo-Calc analyses. However, it was determined that the peak intensity of the ferrite increased with the enhanced ST temperature while the peak intensity of the austenite phase decreased. The phenomenon was related to the excessive ferrite formation at higher process temperatures.[32] The ferritization effect of the higher temperature values was observed even with an increase in the ST temperature of 40 °C for S32205 alloy.
On the other hand, XRD analyses revealed different results for the UNS S32760 alloy. The basic peaks of the ferrite and austenite were obtained for the UNS S32760 treated at 1040 °C. Additionally, the S32760 samples consisted of a sigma phase besides the ferrite and austenite after the ST process was applied at 1000 °C and 1020 °C, as seen in Figure S2(b). XRD results of the S32760 alloy were compatible with Thermo-Calc analysis. It was observed that the sigma phase dissolution temperature increased for the S32760 alloy owing to high chromium and molybdenum content. Thus, the relatively low ST temperature values (1000 °C and 1020 °C) determined to prevent excessive ferrite formation were insufficient to obtain a sigma-free microstructure.
OM, SEM, and EDS Analysis
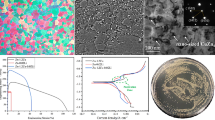
Figure S3 depicts the OM micrographs of the solution-treated samples (see electronic supplementary Figure S3). OM analyses were compatible with the XRD analysis results. Ferrite and austenite were seen as grey and white phases in Figure S3(a) through f, respectively. Moreover, sigma (dark phase) was observed in the microstructure of the S32760 annealed at 1000 °C and 1020 °C, as seen in Figure S3(b) and (d). As mentioned previously in XRD analyses, the existence of the sigma phase could not be hindered in the ST process applied at 1000 °C and 1020 °C. As a result, the phase was observed at ferrite/austenite and ferrite/ferrite grain boundaries.
Phase fractions of the samples are given in Figure S4 (see electronic supplementary Figure S4). Ferrite and austenite phase fractions of the S32205 alloy were determined as 48.097±1.792 and 51.903±1.792 pct after applied ST at 1000 °C, respectively. Moreover, increasing the ST temperature from 1000 to 1040 °C caused a ferritization effect, and the average ferrite fraction increased from 48.097 to 55.976 pct. Despite the increase in the ferrite ratio, the ferrite phase was proper for the desired ferrite-austenite phase balance for DSSs.[33] Therefore, applied ST temperature values provided the desired ferrite/austenite phase balance for the S32205 alloy. On the other hand, the sigma ratio of the S32760 was determined as 18.801±0.935 and 16.374±1.483 pct after the ST process at 1000 °C and 1020 °C, respectively. The sigma phase consisted of chromium and molybdenum, and the phase’s growth occurred towards the chromium-rich ferrite phase. Therefore, lower ferrite ratios were obtained in the samples where the sigma phase was formed.[34] At 1040 °C, where the sigma phase was dissolved entirely, ferrite and austenite phase ratios were determined as 48.396±1.793 and 51.604±1.793 pct, respectively. Compared to the behavior ST behavior of S32205 alloy, enhancing the process temperature from 1000 to 1040 led to a slighter decrease in the austenite phase ratio in S32760 alloy. The dissolution of the sigma reduced the ferritization during the ST process.
SEM images and the EDS analyses of the obtained phases are seen in Figure S5 (see electronic supplementary Figure S5) and Table S2 (see electronic supplementary Table S2), respectively. The austenite and ferrite were observed as white and dark phases, respectively. Also, the sigma was seen as a brighter phase compared to ferrite and austenite. It was mentioned in XRD and OM analyses that the sigma was observed in the microstructure of S32760 alloy annealed at 1000 °C and 1020 °C. As seen in Figure S5(b) and (d), the sigma precipitated preferentially at the ferrite/austenite and ferrite/ferrite grain boundaries.
Moreover, it was seen that increasing ST temperature value caused the phase to become more fragmented. The phenomenon indicated that the sigma phase was dissolving during the ST process. Generally, ferrite was characterized by a higher amount of chromium and molybdenum, and austenite was defined by a higher amount of nickel.[35] The ferrite phase was enriched regarding chromium and molybdenum with increasing ST temperature. Increasing ST process temperature increased the solubility of ferrite-stabilizing elements such as chromium and molybdenum in the ferrite. However, the amount of sigma decreased as the ST temperature increased, and chromium and molybdenum diminished in the sigma phase. The stability of the sigma was reduced owing to a decrease in chromium and molybdenum, and the dissolution of the sigma occurred in the S32760 alloy. In addition, it was observed that the chromium, nickel, and molybdenum contents of the phases in S32760 alloy were higher than those of S32205 alloy due to the higher alloying element content of S32760 alloy.
Corrosion
The PDP curves and the PDP test results can be seen in Figure S6 (see electronic supplementary Figure S6) and Table S3 (see electronic supplementary Table S3), respectively. Solution-treated samples possessed similar polarization characteristics. The Ecorr and icorr values represented corrosion potential and current density, respectively. Ecorr indicates a potential value where the corrosion initiates, and the icorr value represents the surface’s dissolution rate. The lowest corrosion properties were obtained in the sigma phase containing S32760 samples, which were annealed at 1000 °C and 1020 °C. It was determined that these samples showed a lower resistance to corrosion resistance (a lower Ecorr), and a higher tendency to dissolution was observed on the surface during the corrosion (a higher icorr). It was seen clearly that the sigma phase deteriorated the corrosion behavior significantly. However, the sigma phase was dissolved completely at 1040 °C, and the Ecorr value was increased from − 0.5472 to − 0.0132.
The sigma-free microstructure delayed the dissolution of the surface. At the same time, the corrosion current density value, which represents the dissolution rate of the surface, was reduced from 52.280 × 10−8 A/cm2 to 3.8130 × 10− 8 A/cm2, and the corrosion rate was significantly decreased. The chromium-depleted zones were formed around the chromium-rich sigma precipitates. These zones were sensitive to Cl− ions, preferential regions for corrosion initiation were formed, and pits were observed. The dissolution within the pits occurred via Fe2+/3+, Cr3+, Ni2+, and Cl− ions by electro-migration.[36] Accordingly, a rapid dissolution occurred through pit formation in the sigma-containing samples.
On the other hand, the corrosion behavior of the S32205 alloy was improved with increasing ST temperature. No significant difference in Ecorr values was observed in the S32205 alloy with increasing ST temperature. However, the dissolution rate decreased significantly during the corrosion. The icorr value of the S32205 was decreased from 20.165 × 10−8 to 6.747 × 10−8 A/cm2, while the corrosion rate reduced from 2.6841 × 10−3 to 0.8785 × 10−3 mm/year. The ST treatment of S32205 alloy at different temperatures resulted in a microstructure consisting of ferrite and austenite phases. As discussed in microstructure analyses, increasing process temperature enhanced the ferrite ratio to 55.976 pct. The pitting corrosion is dominant in the corrosion damage formation in a chloride ion-rich environment.[37] Also, Zhang et al.[38] stated that the pitting resistance of the DSSs was related to the pitting resistance of the weaker phase. Therefore, pit formation was governed by the austenite phase after low-temperature ST treatment. In contrast, the increasing ferrite phase ratio caused the transfer of the pit formation from austenite to ferrite. Accordingly, the corrosion properties of S32205 alloy were improved with increasing ST temperature and ferrite ratio.
Additionally, a significant pitting potential (Epit) value was determined for the samples S32205 solution treated at 1000 °C, and S32760 solution treated at 1000 °C and 1020 °C. The sigma phase caused the observation of the pitting potential. The Epit was increased from − 0.120 to − 0.020 V with a decreasing sigma ratio, indicating the increasing pitting resistance. Moreover, the higher austenite ratio caused the formation of Epit for the S32205 solution treated at 1000 °C. As stated earlier, pit formation was governed by the weaker phase, and a higher austenite ratio reduced the pitting resistance resulting from Epit's observation.
The Nyquist plots, Bode plots, and the equivalent electrical circuits are given in Figure S7 (see electronic supplementary Figure S7). Also, the results of the EIS tests are shown in Table S4 (see electronic supplementary Table S4). The Nyquist plots had a randel-like feature (Figure S7(a)). Also, S32205 and S32760 alloys treated at 1040 °C exhibited a nearly linear characteristic. The Nyquist plots were compatible with the PDP tests. Lower impedance values were obtained in the samples S32205 treated at 1000 °C and S32760 treated at 1000 °C and 1020 °C. The decrease in impedance values indicated the pitting corrosion. On the other hand, the high phase angles at low frequencies in Bode phase plots (Figure S7(b)) indicated the passivated surface of the S32205 and S32750 alloys treated at 1040 °C.[39] The chromium oxide protective layer observed maximum peak angles in the medium frequency range.[40]
The equivalent electrical circuits used to fit the impedance data for the samples that did not exhibit Epit and exhibited Epit are given in Figure S7(c) and (d), respectively. Also, Rsolution, Rpass, RRi, Rpit, CPEpass, and CPEpit represented the solution resistance, charge resistance of the passive layer, pit-solution resistance, charge resistance of the pit, capacitance of the passivated layer, and capacitance of the pit, respectively. Q is determined as the constant phase element because the measured capacitance is often not ideal.[41] The EIS tests were performed in a 3.5 pct NaCl solution for all samples, and accordingly, the R solution was determined to have similar values. The Rpass values of the sigma-free samples were higher than the Rsolution, indicating the protectiveness of the passive layer in 3.5 pct NaCl solution. It was seen that the Rpit and capacitance value of S32760 alloy increased by enhancing the ST temperature from 1000 to 1020 °C. It was determined that sigma phase formation decreased with increasing process temperature, and corrosion properties were improved. Accordingly, the formation of pits was reduced, and the dissolution kinetics were slowed down. Thus, Rpit increased due to decreased ion transfer from the surface to the solution. However, the increased capacitance value indicated a protective layer with less defect content and better corrosion properties. In the S32205 alloy, it was seen that Rpass and capacitance values increased with increasing process temperature, indicating an improvement in corrosion properties. A comparison of S32760 and S32205 alloys determined that the Rpit and capacitance values of S32760 alloy were higher than S32205. A higher alloying element content of S32760 alloy, especially molybdenum content, resulted in better corrosion properties. In addition, the ST process applied at 1040 °C possessed the best corrosion properties for both alloys.
Conclusion
The effect of solution treatment on the microstructure and corrosion behavior of the DSSs were comparatively studied in terms of S32205 and S32760 alloys. The results were summarized as follows:
The microstructure consisted of austenite and ferrite after the solution treatment process of S32205. It was determined that the ferrite ratio increased, and the austenite ratio decreased with enhanced process temperature. In the S32760 alloy, it was observed that the sigma phase precipitated, besides the ferrite and austenite phases, after the processes were applied at 1000 °C and 1020 °C. It was determined that the sigma was dissolved entirely, and the microstructure consisted of ferrite and austenite after the process applied at 1040 °C.
It was observed that the higher austenite ratio caused pitting formation in S32205 alloy, and corrosion properties improved with increasing solution treatment temperature. On the other hand, the presence of the sigma phase significantly affected the corrosion properties of S32760 alloy, and the sigma increased ion transfer on the surface, resulting in a drastic decrease in corrosion resistance.
It was concluded that it was appropriate to perform the solution treatment at 1040 °C to obtain the desired microstructure and corrosion properties in S32205 and S32760 alloys.
References
S. Amatsuka, M. Nishimoto, I. Muto, M. Kawamori, Y. Takara, and Y. Sugawara: NPJ. Mater. Degrad., 2023, vol. 7, p. 15. https://doi.org/10.1038/s41529-023-00335-8.
G. Yalciner, G. Ozer, A. Kisasoz, and A. Karaaslan: Mater. Res. Express, 2019, https://doi.org/10.1088/2053-1591/ab6f3a.
Q. Li, H. Zuo, J. Feng, Y. Sun, Z. Li, L. He, and H. Li: Mater. Technol., 2023, vol. 38(1), p. 2166216. https://doi.org/10.1080/10667857.2023.2166216.
S. Oh, D. Kim, K. Kim, D. Kim, W. Chung, and B. Shin: Int. J. Electrochem. Sci., 2023, vol. 18(12), p. 100351. https://doi.org/10.1016/j.ijoes.2023.100351.
Z. Liu, Y. Xie, L. Zhang, W. Zhao, C. Zhao, and H. He: Mater. Today Commun., 2023, vol. 35, p. 106215. https://doi.org/10.1016/j.mtcomm.2023.106215.
A. Kisasoz, A. Karaaslan, and Y. Bayrak: Metal Sci. Heat Treat., 2017, https://doi.org/10.1007/s11041-017-0081-5.
J. Luo, S. Li, L. Mao, and G. Shi: J. Constr. Steel Res., 2023, vol. 205, p. 107882. https://doi.org/10.1016/j.jcsr.2023.107882.
E.M. Westin and S. Wessman: Weld World, 2024, https://doi.org/10.1007/s40194-024-01715-7.
T.J. Mesquita, E. Chauveau, M. Mantel, and R.P. Nogueira: Appl. Surf. Sci., 2013, vol. 270, pp. 90–97. https://doi.org/10.1016/j.apsusc.2012.12.118.
M. Kaneko and H.S. Isaacs: Corros. Sci., 2002, vol. 44(8), pp. 1825–34.
W.J. Tobler and S. Virtanen: Corros. Sci., 2006, vol. 48(7), pp. 1585–1607. https://doi.org/10.1016/j.corsci.2005.05.049.
B. Özbay Kısasöz, İ Tütük, S. Acar, and A. Kısasöz: Mater. Test., 2024, https://doi.org/10.1515/mt-2023-0325.
R.O. Sousa, P. Lacerda, P.J. Ferreira, and L.M.M. Ribeiro: Metall. Mater. Trans. A Phys. Metall. Mater. Sci., 2019, vol. 50(10), pp. 4758–78. https://doi.org/10.1007/s11661-019-05396-6.
A. Kisasoz, G. Ozer, and A. Karaaslan: Mater. Res. Express, 2019, https://doi.org/10.1088/2053-1591/ab4b38.
A. Kisasoz, S. Gurel, and A. Karaaslan: Met. Sci. Heat Treat., 2016, vol. 57(9–10), pp. 544–47. https://doi.org/10.1007/s11041-016-9919-5.
S.S.M. Tavares, V.F. Terra, J.M. Pardal, and M.C. Fonseca: J. Mater. Sci., 2005, vol. 40, pp. 145–54.
V.A. Hosseini, L. Karlsson, S. Wessman, and N. Fuertes: Materials, 2018, https://doi.org/10.3390/ma11060933.
E.M. Cojocaru, et al.: J. Market. Res., 2020, vol. 9(4), pp. 8592–605. https://doi.org/10.1016/j.jmrt.2020.05.127.
S. Li, Y. Wang, H. Zhang, S. Li, G. Wang, and X. Wang: J. Nucl. Mater., 2013, vol. 441(1–3), pp. 337–42. https://doi.org/10.1016/j.jnucmat.2013.06.017.
Y. Zhou and D.L. Engelberg: Mater. Chem. Phys., 2022, https://doi.org/10.1016/j.matchemphys.2021.125183.
S. Li, Y. Wang, and X. Wang: Mater. Sci. Eng. A, 2015, vol. 625, pp. 186–93. https://doi.org/10.1016/j.msea.2014.11.065.
M. Martins and L.C. Casteletti: Mater Charact, 2009, vol. 60(8), pp. 792–95. https://doi.org/10.1016/j.matchar.2009.01.005.
C.S. Huang and C.C. Shih: Mater. Sci. Eng. A, 2005, vol. 402(1–2), pp. 66–75. https://doi.org/10.1016/j.msea.2005.03.111.
Y.Q. Wang, J. Han, H.C. Wu, B. Yang, and X.T. Wang: Nucl. Eng. Des., 2013, vol. 259, pp. 1–7. https://doi.org/10.1016/j.nucengdes.2013.02.037.
S.K. Ghosh and S. Mondal: Mater Charact, 2008, vol. 59(12), pp. 1776–783. https://doi.org/10.1016/j.matchar.2008.04.008.
J.W. Elmer, T.A. Palmer, and E.D. Specht: Mater. Sci. Eng. A, 2007, vol. 459(1–2), pp. 151–55. https://doi.org/10.1016/j.msea.2007.01.071.
K. Ogawa and T. Osuki: ISIJ Int., 2019, vol. 59, pp. 122–28. https://doi.org/10.2355/isijinternational.ISIJINT-2018-477.
H. Luo, X.G. Li, C.F. Dong, and K. Xiao: Arab. J. Chem., 2017, vol. 10, pp. S90-94. https://doi.org/10.1016/j.arabjc.2012.06.011.
Y.H. Yang, B. Yan, J. Wang, and J.L. Yin: J. Alloys Compd., 2011, vol. 509(36), pp. 8870–79. https://doi.org/10.1016/j.jallcom.2011.06.099.
R. Badji, M. Bouabdallah, B. Bacroix, C. Kahloun, K. Bettahar, and N. Kherrouba: Mater. Sci. Eng. A, 2008, vol. 496(1–2), pp. 447–54. https://doi.org/10.1016/j.msea.2008.06.024.
T.H. Chen and J.R. Yang: Mater. Sci. Eng. A, 2001, vol. 311, p. 28.
C.H. Magalhaes, G.L. de Faria, L.E. Lagoeiro, and J.D. Silva: Mater. Res., 2017, vol. 20, pp. 1470–79. https://doi.org/10.1590/1980-5373-MR-2016-1122.
M. Rahmani, A. Eghlimi, and M. Shamanian: J. Mater. Eng. Perform., 2014, vol. 23, pp. 3745–53. https://doi.org/10.1007/s11665-014-1136-z.
N. Llorca-Isen, H. Lopez Luque, I. Lopez-Jimenez, and M.V. Biezma: Mater Charact, 2016, vol. 112, pp. 20–29. https://doi.org/10.1016/j.matchar.2015.12.004.
Y. Han, Z.H. Liu, C.B. Wu, Y. Zhao, G.Q. Zu, W.W. Zhu, and X. Ran: Tungsten, 2023, vol. 5, pp. 419–39. https://doi.org/10.1007/s42864-022-00168-z.
W. Yongqiang, S. Hao, L. Na, X. Yanhao, and J. Hemin: Int. J. Electrochem. Sci., 2018, vol. 13, pp. 9868–87. https://doi.org/10.20964/2018.10.38.
ŞH. Atapek, M. Tümer, A. Kısasöz, T. Mert, and M.Z. Kerimak: Mater. Chem. Phys., 2024, vol. 313, p. 128811. https://doi.org/10.1016/j.matchemphys.2023.128811.
H. Tan, Y. Jiang, B. Deng, T. Sun, J. Xu, and J. Li: Mater Charact, 2009, vol. 60, pp. 1049–54. https://doi.org/10.1016/j.matchar.2009.04.009.
L. Jinlong, L. Tongxiang, W. Chen, and D. Limin: Mater. Sci. Eng. C, 2016, vol. 62, pp. 558–63. https://doi.org/10.1016/j.msec.2016.02.008.
J.O. Gerald, L. WenGe, L. Zhang, Z. YuanTao, and L.C. Long: Mater. Chem. Phys., 2020, vol. 239, p. 122010. https://doi.org/10.1016/j.matchemphys.2019.122010.
M. Hoseinpoor, M. Momeni, M.H. Moayed, and A. Davoodi: Corros. Sci., 2014, vol. 80, pp. 197–204. https://doi.org/10.1016/j.corsci.2013.11.023.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare the following financial interests/personal relationships which may be considered as potential competing interests. The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tütük, İ., Ural, M.M., Özer, G. et al. Influence of Solution Treatment Process on the Properties of Duplex Stainless Steels: A Comparative Study on Microstructure and Corrosion Properties of UNS S32205 and UNS S32760. Metall Mater Trans B (2024). https://doi.org/10.1007/s11663-024-03154-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11663-024-03154-7