
Abstract
Laminated safety glass is an important component of modern façade structures and is used when higher safety requirements are demanded. The interlayer increases the stiffness due to the available shear action, ensures the residual load-bearing capacity of the structure in the event of failure and holds broken pieces of glass in place. However, the stiffness and tensile strength of conventional interlayers such as EVA or PVB are known to strongly depend on time and temperature. This phenomenon is particularly critical for the behavior of glass panes during impact and after breakage when high tensile stresses occur in the interlayer. A film with higher stiffness, lower time and temperature dependence can be laminated between two layers of interlayer material to improve laminated glass behavior. Given the need to conserve resources and reduce weight, the question arises as to whether such an interlayer could also be used to meet the safety requirements for laminated glass made out of thin glass. In this study, the influence of a multilayer interlayer of EVA and a stiff core film of modified polyester (MPE) in glass laminates was examined. For this purpose, the material and composite behaviors were experimentally studied and evaluated. This article presents the test setup and the results. The focus is on comparing the properties of interlayers with and without MPE films. The results show that the impact strength of thin glass laminates is improved by the multilayer interlayer.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction and motivation
When higher safety requirements are demanded for glass in building constructions, like for glazing with fall protection, laminated safety glass is used. Laminated safety glass consists of at least two panes of glass and a polymer interlayer. In most cases, polyvinyl butyral (PVB) is used. Other interlayer materials include ethylene vinyl acetate (EVA) or ionomers. The mechanical properties of the interlayer greatly influence the properties of laminated safety glass.
When the glass is intact, the interlayer provides shear coupling between the glass panes. The shear coupling depends, among other things, on the shear stiffness of the interlayer material and the adhesion between the interlayer and the glass. The shear stiffness decreases with increasing temperature and loading time but increases with increasing loading rate. To ensure good force transformation between interlayer and glass and prevent delamination during shear deformation, sufficient adhesion between the materials is essential.
In case of glass breakage, the interlayer holds the glass fragments together, allowing the transmission of compressive forces between them to provide residual capacity and impact resistance. Depending on the properties of the interlayer, there may also be a residual load-bearing capacity at larger deformation, when direct contact between the glass fragments is no longer present. During impact and post-breakage when both glass panes are broken, the interlayer is loaded in tension. Consequently, excessive tensile forces can cause increased deformation or potential tearing of the film.
Antolinc (2020) conducted three-point bending tests on laminated glass with EVA and PVB films at 23 °C, 35 °C, and 60 °C to examine the effect of temperature on failure mechanics. The results indicate that at 60 °C, the post-breakage stiffness of both films is significantly reduced. At this temperature, the specimens with EVA film tore, and the sheets split in two, compromising their stability after breakage. The results indicate that the tensile strength at high temperatures decrease due to melting of the material.
Castori und Speranzini (2017) conducted four-point bending tests using multilayer interlayer composed of EVA and a stiff PET film to determine the influence on breaking load and residual load after glass breakage. An increase in both the breaking load and residual load was observed with the addition of the stiff PET film compared to the pure EVA test specimens. This indicates that the multilayer shows a higher load capacity without breaking. No tests on the pure interlayer materials were performed in this study. It should be noted that these interlayers are from other manufacturers compared to the materials used in this study and may therefore have different properties.
The question therefore arises as to whether it is possible to improve the impact resistance and residual load-bearing capacity of laminated glass by integrating a transparent film such as modified polyester (MPE) or polycarbonate (PC) with higher stiffness and lower temperature dependency. When considering resource conservation and weight reduction in façade construction, it is worth exploring whether safety requirements can also be met with laminated glass made out of thin glass by integrating a stiff interlayer.
To address this question, material tests were first carried out on the MPE and EVA films used in this paper. Afterwards, laminated glass samples were used to study the influence on the composite. Figure 1 shows an overview of the different experimental investigations that are presented in this paper. First, the thermophysical properties of both materials were investigated using differential scanning calorimetry (DSC) and dynamic mechanical thermal analysis (DMTA). Moreover, tensile tests were conducted on EVA, MPE and multilayer films to examine the material behavior under tensile load and to evaluate the influence of different EVA to MPE ratios. Afterward, small double-lap shear tests were performed to determine the influence of the MPE film on the adhesion between the layers. The maximum shear strength, shear deformation and failure mode were investigated at different temperatures to determine whether the adhesion is sufficiently high. To test the impact resistance of laminated glass made of thin glass (2 × 2 mm), a ball drop test was used. As a reference, specimens with a pure EVA interlayer were used for all tests.

Overview of the test program for investigating the properties of the interlayer with a stiff MPE film
2 Experimental investigation
2.1 Material and lamination process
EVA is a copolymer composed of ethylene and vinyl acetate. For lamination, a vacuum laminator or, alternatively, an oven with a vacuum bag can be used. In this investigation, commercially available EVA (evguard® laminating film) was used. For lamination, a vacuum laminator with a bottom heating plate was used. Figure 2 (left) shows the time–temperature curve for 2 × 2 mm glass. The laminated specimens were heated to a temperature of 90 °C and maintained at this temperature for 10 min to ensure uniform melting of the interlayer. Then, the temperature was increased to 140 °C for cross-linking for duration of 20 min. At this temperature, peroxides decompose and start a chemical cross-linking reaction. This results in the formation of covalent bonds between the polymer chains (Fig. 2, right).

Left: Lamination process. Right: Cross-linking process of EVA (Hirschl et al. 2016)
As a result, crosslinked EVA is classified as a duroplastic elastomer. Cross-linking influences the mechanical properties of the material. Compared to that of a non cross-linked EVA film, the tensile strength increases, while the elongation at break decreases (Bornemann et al. 2021). The degree of cross-linking depends on the lamination temperature and time as well as the formulation of the EVA film (Hirschl et al. 2016). The thickness of the glass panes determines the lamination time required to achieve the same cross-linking in the EVA for all specimens. To account for each additional millimeter, the cross-linking time (at 140 °C) should be increased by 5 min (Folienwerk Wolfen 2018)Footnote 1.
For the stiff interlayer film, a modified polyester (MPE) is used. The MPE film used is an amorphous, transparent thermoplastic polymer. The stiffness and tensile strength of MPE depend on the exact composition of the polymer and the additives used. Therefore, these values as well as the glass transition temperature are determined in this study. For the experimental investigations, MPE films with thicknesses of 0.2 mm, 0.4 mm, and 0.6 mm were used.
To produce the multilayer films, the MPE film was placed between two layers of EVA film and then laminated to produce material samples or composite samples. To produce material samples for uniaxial tensile tests, a PTFE film was inserted between the glass and the interlayer to block adhesion but under the same conditions during lamination.
2.2 Material investigation
2.2.1 Differential scanning calorimetry (DSC)
DSC is a thermal analysis method for identifying characteristic temperatures. For this purpose, the heat flow through the test sample is compared to that through the reference sample. This method is described in more detail in ISO 11357-1. In this study, the samples were analyzed at a heating rate of 10 K/min between 10 and 200 °C. A DSC Netzsch 204 F1 Phoenix was used. The aim was to determine the glass transition temperature (Tg) of the MPE film and the melting and cross-linking temperatures of the EVA film. The degree of cross-linking of the EVA film was also determined by DSC. This was done to ensure that sufficient cross-linking was achieved by the used lamination process.
Figure 3 shows temperature-heat flow curves for a non cross-linked EVA film (dark orange) and a cross-linked EVA film after lamination (light orange). The endothermic melting reaction with the two peaks starts at approximately 30 °C and ends at 80 °C. The differences in the peak temperatures may be due to the different thermal prehistories of the samples. At a temperature of approximately 130 °C, the curve of the non cross-linked film begins to increase. At this temperature, the exothermic cross-linking reaction begins. The peak of the reaction is observed at a temperature of 155 °C. The exothermic reaction of the already laminated film (light orange) is considerably lower, due to the fact that a significant part of the cross-linking reaction occurred during the lamination process. The peak is observed at a temperature of 164 °C. To determine the degree of cross-linking, it is necessary to determine the enthalpy (area under the peak) of the cross-linking peak from a cross-linked and non-cross-linked sample. The degree of crosslinking is calculated according to Eq. 1.

Left: DCS set-up with the test sample and reference sample. Right: Temperature-heat flux diagram for non-cross-linked EVA (before lamination, dark orange), cross-linked EVA (after, lamination, light orange) and MPE (green)
The degree of cross-linking for 6 tested samples was 75.9 ± 4.8%, which is sufficient. The temperature-heat flow curve for MPE (green) shows a step between 100 °C and 110 °C which indicates the glass transition. The glass transition temperature (Tg) of the MPE film (green) was 106 °C by use of the inflection point of the curve (Fig. 3).
2.2.2 Dynamic mechanical thermal analysis (DMTA)
DMTA was performed with a Netzsch DMA 242 C. DMTA was used to determine the storage modulus E’ and loss factor tanδ of EVA and MPE to obtain insight into the temperature dependence of the material properties. The glass transition temperature (Tg) can also be detected by DMTA. The materials were tested in tensile mode with a temperature sweep between -80 °C and 120 °C, a heating rate of 3 K/min and a frequency of 1 Hz. The tests were carried out with a force amplitude of 5 N up to a maximum deformation of 30 μm (Fig. 4).
For the EVA film, the Tg is − 27.5 °C (peak loss factor). This means that the EVA film is in the entropy-elastic range throughout the relevant temperature range. The value is comparable to those determined in Schuster et al. (2018), where the Tg was determined using different methods and ranged between -40 °C and -20 °C for the same film material. The Tg determined with DMTA via the peak of the loss factor was 115 °C for MPE. The glass transition temperature Tg can be determined using various measuring and evaluation methods, which result in slightly different values. The difference of 10 K compared to the DSC results falls within the expected deviations. MPE has a Tg outside the relevant temperature range for LSG between -20 °C and 80 °C. Therefore, sudden changes in the mechanical properties, especially the stiffness, are not expected between these temperatures.
At 23 °C, the storage modulus (E') of EVA was 11 N/mm2, while the corresponding value for MPE was approximately 124 times higher at 1366 N/mm2. When the temperature was increased to 50 °C, the storage modulus of EVA decreased to 3 N/mm2, whereas MPE maintained a substantial modulus of 1255 N/mm2 or 92% of the initial value. This shows that the MPE film retains a high stiffness even at high temperatures. After reaching a temperature of 100 °C, the stiffness of MPE decreases rapidly. By integrating the MPE film between two EVA films, the Young’s modulus of the multilayer interlayer should be increased compared to that of a pure EVA film. In addition to stiffness, tensile strength and elongation at break are important values for determining the performance of an interlayer.
2.2.3 Uniaxial tensile tests
To evaluate the behavior of the materials, especially MPE, uniaxial tensile tests were performed according to EN ISO 527-1 (2019). Tensile tests of EVA have already been presented in multiple publications. Centelles (2020a; b) examined two different EVA films that differed significantly in terms of tensile strength, stiffness and the dependency of different displacement rates. Bornemann et al. (2022) also used evguard®. For this film, only a weak dependency on the displacement rate was visible. The temperature had a significant influence on the stiffness, tensile strength and elongation at break. In this study, EVA samples were also tested to obtain comparable results for EVA and MPE because different sample geometries and test speeds were used in the literature.
Due to the high elongation of EVA, small specimens according to EN ISO 527-2 (2012) were used in this study. The tests were carried out at a test speed of 1 mm/min up to an elongation of 5% and then at a speed of 50 mm/min until breakage. To determine the Young’s modulus, the axial strain was measured with a video extensometer. Due to the large elongations of EVA and the limitations of the measuring range of the video extensometer, for the elongation at break, the strain was calculated using the crosshead travel and the clamping length.
The Young's modulus was evaluated between strains of 0.25% and 0.5% using the secant slope to eliminate measurement noise due to the small forces required at the start and initial slip. Engineering stresses and strains are used.
Two different materials (pure EVA and pure MPE) were tested at 3 different temperatures: − 20 °C, 23 °C, and 50 °C. For each series, five specimens were tested. All EVA samples were cross-linked. For the temperature test, all specimens were conditioned for 24 h at the test temperature and then tested in a temperature chamber. Specimens that did not break but slipped out of the clamps were excluded from the evaluation (Fig. 5).

Left: Set-up DMTA. Right: Temperature-storage modulus curve (solid line) and temperature-loss factor curve (dotted line) evaluated with DMTA

Left: Test setup for the uniaxial tensile test (Photo: Institute of Building Construction). Right: Dimensions of specimen type 5A
Figure 6 shows a representative engineering stress–strain curve from each test series (lines). The breaking strength and elongation at break of the individual test specimens are represented by the markers. The mean values and standard deviations of the individual test series can be found in Table 1.

Engineering stress–strain diagram with reference curve (lines) and breakage stress and strain (markers) for each specimen
The tensile tests show the typical stress–strain curve for EVA. At 23 °C, EVA has an elongation at break of 635.07 ± 28.87% with a tensile strength of 16.63 ± 1.80 N/mm2. The temperature clearly influenced the stiffness, tensile strength and elongation at break. For the EVA specimens at 50 °C, only the Young’s modulus was determined because the maximum crosshead movement was limited by the temperature chamber. At 23 °C, the results are in good agreement with those obtained from Bornemann et al. (2022). At − 20 °C, the samples tested in this study exhibit a tensile strength that is approximately 20 N/mm2 higher, with approximately 200% lower elongation at break; this could be due to slight changes in the test temperature, as this is close to the evaluated Tg. At 50 °C, a tensile strength lower than 10 N/mm2 as determined at 40 °C by Bornemann et al. (2022), is expected.
The samples made of MPE show a stress–strain curve typical for thermoplastic materials in the energy elastic range with a clear yield point and strain hardening before failure at strains between 124.65 ± 18.34% (23 °C) and 165.55 ± 17.52% (50 °C). Compared to that of EVA, the modulus of MPE at 23 °C is 100 times greater. The tensile strength was 2.5 times greater.
Additionally, tensile tests were conducted on multilayer films composed of EVA and MPE. A total of five test series with different thicknesses and EVA/MPE ratios were analyzed. The material behavior under tensile loading is comparable to that of specimens with MPE and has a yield point with subsequent strain hardening. Figure 7 shows the Young’s moduli determined from the tests (left) and the yield stresses and tensile strengths (right). Along the x-axis, the total thicknesses of both EVA and MPE are given. Moreover, the EVA/MPE ratio is given. For example, the multilayer with 0.76 mm EVA and 0.4 mm MPE has three layers (0.38 mm EVA + 0.4 mm MPE + 0.38 mm EVA) and an EVA/MPE ratio of 1.9.

Left: Young’s modulus of different interlayer thicknesses. Right: Yield strength and tensile strength
A multilayer comprising 0.76 mm EVA and 0.2 mm MPE (ratio of 1.9) exhibited a modulus of 545.67 ± 81.78 N/mm2. The Young’s moduli of the multilayer with a ratio of 3.8 were 309.27 ± 15.16 N/mm2 (0.76 mm EVA and 0.2 mm MPE) and 316.37 ± 24.06 N/mm2 (1.52 mm EVA and 0.4 mm MPE). It can be concluded that the multilayer stiffness increases with decreasing EVA/MPE ratio, while equal ratios result in equal stiffness values. This applies to the yield strength and breaking strength (Fig. 7, right). The elongation at breakage for the specimens with EVA and MPE was between 157 ± 14% and 171 ± 9%, respectively. The EVA/MPE ratio does not appear to affect elongation at break. Compared to those with pure EVA, specimens with a high content of MPE in comparison to EVA have a high Young’s modulus and increased tensile strength.
SentryGlas® exhibit similar stress–strain behavior with a pronounced yield point at small strains. Additionally, it has a comparable Young’s modulus at 20 °C [567 N/mm2 with a load duration of 1 min, given in Kuraray (2023)]. Kothe (2013) determined that the elongation at break was 325% and that the Tg ranged from 46°C to 59.7 °C, depending on the method used. This indicates that SentryGlas® can withstand greater deformation but is less temperature stable compared to the tested multilayer. For PVB, the common values are > 250% for elongation at break of and > 20 N/mm2 for tensile strength. These values are often also used as a reference for other interlayer materials. While these values are approximately achieved for the EVA film (the lower tensile strengths might be due to the test speed and specimen geometry), the elongation at break for multilayer films is less than the values required for PVB. However, as the stiffness is significantly increased, the same loads can be transferred without major deformation. Testing is required to determine whether the multilayer interlayer can increase the impact resistance and residual strength, particularly for thinner glass.
2.3 Shear test
As the multilayer consists of two different materials and three layers and is non-isotropic, shear tests are necessary. If the laminated glass is intact, the interlayer transfers the shear load between the panes. The interlayer must be able to withstand shear stresses without delamination. The shear bond for EVA has already been analyzed in several papers. Hána et al. (2020) considered the influence of different temperatures on the shear behavior. Brittle glass failure occurred at temperatures of 0 °C and 20 °C, and delamination occurred at temperatures of 40 °C and above. Centelles et al. (2020a; b) reported a mixture of delamination and direct glass failure at room temperature. However, it should be noted that both papers used a different EVA film than the one considered in this study.
The integration of the MPE films results in further potential failure modes. Cohesive failure in the MPE film or adhesive failure between the EVA and the MPE are possible. To evaluate this, shear tests were therefore carried out on laminated glass with multilayer interlayers at different temperatures. Samples with a pure EVA interlayer were used as a reference. The aim was to determine the influence of the MPE film on the stiffness, maximum shear strength and fracture pattern.
The test setup (Fig. 8) used in this paper was derived from Weimar (2011). Test specimens with two shear joints and a diameter of 35 mm are required for the test setup. In order to ensure good cross-linking of the EVA film, two laminates (250 mm × 250 mm) were produced. The glass thickness of the individual panes was 6 mm. The two laminates were then adhered together with a rigid epoxy resin to create the required thicknesses. The specimens were cut out of the laminate using a water jet cutting process (Fig. 8, right). To prevent direct glass-to-metal contact, thin cardboard was adhered to the contact points. All specimens were tested at a loading rate of 0.5 mm/min. Throughout the experiment, the force, traverse displacement, and deformation were measured directly at the testing apparatus using a video extensometer. This method serves to minimize influences resulting from deformations within the measurement chain.

Left: Test setup for the shear test. Right: Waterjet-cut specimen with two shear joints and sketch of the deformed specimen with shear strain γ, thickness of interlayer t0 and shear stress τ. (Photo: Institute of Building Construction)
A total of 9 test series were investigated, comprising three different interlayers. An EVA interlayer (0.76 mm) and two multilayer interlayers with EVA (0.76 mm) in combination with a MPE film (0.2 mm and 0.4 mm) were used. The tests were conducted at three different temperatures: − 20 °C, 23 °C, and 50 °C. The specimens were preconditioned for 24 h at the tested temperature. For each test series, 5 specimens were tested.
The interlayer thickness t0 was measured with an optical microscope in the middle and at the edge of a laminated glass pane for each interlayer combination after lamination. Images of a multilayer with 0.2 mm MPE and 0.76 mm EVA and a total nominal thickness of 0.96 mm are shown in Fig. 9 as an example. The total thickness at the middle was measured to be 0.964 mm and at the edge the thickness was 0.768 mm. For all the specimens that were waterjet-cut from the edges of a glass pane (marked in blue), the smaller thickness was used for the calculation.

Left: Laminate with waterjet-cut specimens. The two points where the thickness was measured with the microscope are marked with a cross. Center and right: Microscopic images of the multilayer interlayer with 0.2 mm MPE and 0.76 mm EVA. Center: Thickness at the center of the laminate. Right: Thickness at the edges of the laminate. (Photo: Institute of Building Construction)
The shear strain γ is calculated using the deformation from the video extensometer ΔL and the total thickness of the interlayer t0 (Eq. 2). For the test specimens with multilayer film, the total thickness of the interlayer was used to calculate the shear strain and shear modulus.
The shear stress was calculated according to Eq. 3.
The shear modulus was calculated using shear strains of γ1 = 0.1 and γ2 = 0.25 (Eq. 4). Between these values, all test series show linear-elastic behavior.
Figure 10 shows an average shear stress–strain curve for each series of tests. In a few cases, specimens fractured at low forces due to glass breakage. This could be due to a defect during the waterjet-cutting process. These specimens were discarded. There was an increase in deformation at the start of each test due to the thin cardboard between the glass and metal at 23 °C and − 20 °C without an increase in force. To eliminate this effect, the deformation was set to zero at a shear stress of 0.3 N/mm2. This results in a slight shift in the maximum stress, but as this was done for all the samples, the comparability is still given.

Average shear strain and shear stress curves at − 20 °C (dotted lines), 23 °C (solid line), 50 °C (dashed line)
The mean values of the shear modulus, maximum stresses, strains and most common failure modes for each series are given in Table 2. For the multilayer interlayer, the shear modulus and shear strain are effective values for the whole interlayer.
The solid line shows the test series at 23 °C. Until a shear strain of approximately 0.6 the specimens exhibit linear-elastic behavior. The shear modulus is between 1.65 ± 0.17 N/mm2 and 1.79 ± 0.10 N/mm2. At higher strains, the material exhibits non-linear behavior with decreased stiffness until the specimens show abrupt failure at a shear deformation between 4.01 ± 1.00 and 4.73 ± 0.86. There were no significant differences between specimens with and without MPE. The specimens without MPE exhibited a mixed failure mode with delamination and glass breakage. The specimens with MPE failed due to delamination between the EVA and glass. The failure between the EVA and MPE occurred in only one case, indicating that the adhesion between the EVA and MPE is at least as high as the adhesion between the EVA and glass.
At a temperature of 50 °C, a non-linear behavior was observed in the tested specimens. All specimens failed due to delamination between glass and EVA. There was no difference in the failure mode between the samples with pure EVA films and those with multilayer films. Compared to the specimens at 23 °C, the maximum force and deformation are lower at 50 °C, which indicates that the interlayer stiffness and adhesive shear strength between the EVA and glass decreases with temperature. The specimens exhibit visible and plastic deformation after failure (Fig. 11)

Different failure modes (Photo: Institute of Building Construction)
The specimens tested at − 20 °C show linear-elastic behavior, with an increase in shear strength and a decrease in deformation between 1.78 ± 0.69 and 1.00 ± 0.27. The shear stiffness significantly increased as the test temperature approached the glass transition temperature evaluated with DMTA tests. All specimens failed due to glass breakage with no visible plastic deformation after failure.
The interlayer with and without multilayer interlayer showed comparable results for stiffness, maximum shear deformation and shear strength. This finding is consistent with the observation that the failure modes do not depend on the interlayer. Apart from the tests at low temperatures, the test specimens failed due to the loss of adhesion between EVA and glass. It is therefore assumed that the adhesion between the EVA and MPE is sufficiently high to prevent delamination within the multilayer.
2.4 Impact resistance
To determine the influence of MPE on the impact resistance, ball drop tests according to EN 14449 Annex C.2 were performed. Laminated glass panes with dimensions of 500 mm × 500 mm were placed on a steel frame with elastomer strips and held in place by a 7 kg upper frame. A steel ball (1.03 kg) is dropped from a defined height onto the middle of the glass pane (Fig. 12). The test is passed when the ball does not penetrate the pane. A drop height of 4 m is recommended for laminated glass with 2 × 3 mm glass and 0.38 mm interlayer. The specimens consisted of laminated glass with 2 × 2 mm float glass panes and different interlayers. The thickness of 2 mm glass is lower than that of the glass panes typically used for laminated safety glass, but it is still widely available. In total, seven different interlayer compositions were tested to investigate the influence of different film thicknesses and multilayer compositions. The impact resistance of tin and air was tested. If the specimen did not fail, the next specimen was tested at a higher drop height with increments of 1 m. For each interlayer composition at least 5 specimens were tested (Fig. 13).

Left: Setup and dimensions of the ball drop test according to EN 14449 Annex C.2. Right: Specimen composition with glass sides

Specimens after the ball-drop test. Left: Without MPE film Right: The specimen with the MPE film shows plastic deformation without tearing of the interlayer. (Photo: Institute of Building Construction)
Both panes of all test specimens were broken by impact. The fracture pattern of most test specimens shows a ring-shaped crack pattern around the point of impact. In addition, smaller fragments detached at higher drop heights due to the greater impact energy. Large plastic deformations are possible for specimens with multilayer interlayers without tearing of the interlayer. The adhesion between the glass and the EVA was sufficient to hold glass fragments, but glass breakage within the thickness of the plane occurred, particularly at high drop heights.
The maximum drop heights without failure are presented in Fig. 14. A distinction was made between impact on the tin side and impact on the air side (see also Fig. 12). Two series (0.76 mm EVA + 0.4 mm MPE and 1.52 mm EVA + 0.2 mm MPE) did not fail at the maximum possible drop height of the test setup of 12 m.

Maximum ball drop height for specimens with different interlayer thicknesses and compositions
One finding is that there is a correlation between the interlayer thickness of the pure EVA interlayer and the maximum drop height. A greater interlayer thickness increases the maximum drop height. For example, specimens with an interlayer thickness of 0.38 mm reach a maximum height of 1 m, and with a 1.52 mm interlayer, a height of 6 m is achieved. For some interlayer thicknesses (e.g., 0.38 mm and 1.52 mm EVA) differences in maximum drop height were observed depending on whether the impact occurred on the air or tin side. The maximum drop height tended to be greater on the tin side than on the air side. However, this difference was only visible when the test on the tin side was just passed (e.g., with a tear in the interlayer film). Altenbach et al. (2022) and Naumenko et al. (2022) investigated the strength of float glass panes, considering the tin and air side, using a double ring bending test. The results show that the strength and crack distribution are significantly different. Simulated ball drop tests showed that these differences affect the time of failure. However, it has not been investigated to what extent these differences affect the passing of the test.
Our investigation also focused on the effects of integrating the MPE film into the interlayer. An increase in the maximum drop height was observed when the MPE film was integrated. By integrating a 0.2 mm MPE film between two 0.38 mm EVA films, an increase in drop height from 2 m (0.76 mm EVA) to 8 m was achieved. If the total thickness of the interlayer should not be increased, an interlayer of 0.4 mm EVA and 0.2 mm MPE can be used to increase the drop height to 6 m.
Comparatively, both the increase in the EVA film and the increase in the MPE film had a positive influence on the maximum drop height.
3 Conclusions and outlook
This paper investigated the influence of a multilayer interlayer on the behavior of laminated glass. Material tests on films (DSC, DMTA and uniaxial tensile tests) and laminated glass samples (shear tests, impact tests) were carried out for this purpose. The following findings can be derived from the experimental investigation.
-
In comparison to pure EVA, MPE has a 100-fold greater Young’s modulus and a 2.5-fold greater tensile strength. However, the elongation at break for MPE was 124.65 ± 18.34%, which is less than 250% typically required for PVB. Moreover, 250% is often used as a benchmark for other interlayer materials.
-
The shear tests showed no significant difference in shear strength or maximum shear deformation in the test specimens with multilayer interlayers, nor did the fracture pattern change as a result of the integration of the MPE film. Therefore, no delamination phenomena are expected to occur within the multilayer. Further studies, especially with aged specimens and longer load durations, will be needed to confirm these preliminary findings.
-
The impact resistance measured by ball drop tests could be significantly increased from 2 m (0.76 mm EVA) to 6 m (0.4 mm EVA + 0.2 mm MPE) by integrating the stiff MPE film even for low glass thicknesses. The specimens undergo large plastic deformations without tearing when the MPE film is integrated. Despite the low elongation at break in the tensile tests, the impact resistance is improved.
The ball drop tests show promising results, especially for thin glasses. It would be interesting to carry out further tests with different glass and film thicknesses and at different temperatures. Due to the lower temperature dependence of the MPE film, it is expected that the impact resistance will improve, particularly at higher temperatures. In addition, pendulum impact tests should be performed on specimens with selected interlayers to verify if the requirements for laminated safety glass are met.
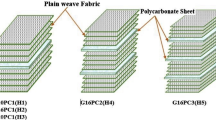
It would also be interesting to carry out additional tests on the shear and tensile behavior after aging. The consideration of other transparent plastics, such as polycarbonate (PC). Weimar and Andrés López (2018) have conducted numerous experiments on thin glass-polycarbonate composite panels. Their findings demonstrate that laminated glass comprising 0.85 mm thin glass with a 2 mm thick polycarbonate core and a 2 mm thick TPU interlayer can withstand the ball drop test at a height of 4 m. Given this result, it is worthwhile to examine the properties of laminated glass with thin PC films of approximately 0.4 mm.
In particular, the tensile strength and elongation at break should be further increased. The focus of this study was on the building industry; however, laminated glass with multilayer films is also interesting for the automotive industry, especially for windshields, where good impact resistance is important for safety reasons.
Notes
The Handling Guide recommends an additional 10 minutes per additional millimeter for 130 °C. Given that a higher cross-linking temperature was employed in this study, which accelerates the cross-linking process, the additional time per millimeter was reduced
References
Altenbach, H., Larin, O., Naumenko, K., Sukhanova, O., Würkner, M.: Elastic plate under low velocity impact: classical continuum mechanics vs peridynamics analysis. AIMS Mater. Sci. 9(5), 702–718 (2022). https://doi.org/10.1016/j.tafmec.2022.103264
Antolinc, D.: Three-point bending test of laminated glass with PVB and EVA interlayers at elevated temperature. In: Belis J., Bos, F., Louter, C. (eds.) Challenging Glass 7, Ghent (2020) https://doi.org/10.7480/cgc.7.4491
Bornemann, S., Henning, S., Naumenko, K., Pander, M., Thavayogarajah, N., Würkner, M.: Strength analysis of laminated glass/EVA interfaces: microstructure, peel force and energy of adhesion. Compos. Struct. 297, 115940 (2022). https://doi.org/10.1016/j.compstruct.2022.115940
Bornemann, S., Thavayogarajah, N., Riedel, K.: Untersuchung zur Vernetzung von EVA-basierter Verbundfolien und daraus resultierender Eigenschaften. In: Weller, B., Tasche, S. (eds.) Glasbau 2021, pp. 379–93, Ernst & Sohn, Berlin (2021) https://doi.org/10.1002/cepa.1620
Castori, G., Speranzini, E.: Structural analysis of failure behavior of laminated glass. Compos. Part B Eng. 125, 89–99 (2017). https://doi.org/10.1016/j.compositesb.2017.05.062
Centelles, X., Castro, J.R., Cabeza, L.F.: Double-lap shear test on laminated glass specimens under diverse ageing conditions. Constr. Build. Mater. 249, 118784 (2020a). https://doi.org/10.1016/j.conbuildmat.2020.118784
Centelles, X., Martín, M., Solé, A., Castro, J.R., Cabeza, L.F.: Tensile test on interlayer materials for laminated glass under diverse ageing conditions and strain rates. Constr. Build. Mater. 243, 118230 (2020b). https://doi.org/10.1016/j.conbuildmat.2020.118230
EN 14449: Glass in building—Laminated glass and laminated safety glass - Product standard. German and English version prEN (2017). https://doi.org/10.31030/2482079
Folienwerk Wolfen GmbH: Handling Guide evguard®—EVA Interlayer for laminated safety, security & design glass (2018)
Hána, T., Vokáč, M., Eliášová, M., Machalická, K.V.: Experimental investigation of temperature and loading rate effects on the initial shear stiffness of polymeric interlayers. Eng. Struct. 223, 110728 (2020). https://doi.org/10.1016/j.engstruct.2020.110728
Hirschl, Ch., Neumaier, L., Mühleisen, W., Zauner, M., Oreski, G., Eder, G.C., Seufzer, S., Berge, Ch., Rüland, E., Kraft, M.: In-Line determination of the degree of crosslinking of ethylene vinyl acetate in pv modules by Raman spectroscopy. Solar Energy Mater. Solar Cells 152, 10–20 (2016). https://doi.org/10.1016/j.solmat.2016.03.019
EN ISO 527-1: Plastics—Determination of tensile properties - Part 1: General principles. German version (2019) https://doi.org/10.31030/3059426
EN ISO 527-2: Plastics - Determination of tensile properties—Part 2: Test conditions for moulding and extrusion plastics. German version (2012) https://doi.org/10.31030/1860304
ISO 11357-1: Plastics—Differential scanning calorimetry (DSC) —Part 1: General principles (2023)
Kothe, M.: Alterungsverhalten von polymeren Zwischenschichtmaterialien im Bauwesen. Technische Universität Dresden [Dissertation], Dresden. (2013)
Kuraray: Technical data—Elastic properties. https://www.trosifol.com/fileadmin/user_upload/tools/downloads/technical_information/kuraray-Elastic-Properties.pdf (2023). Accessed 15 March 2024
Naumenko, K., Pander, M., Würkner, M.: Damage patterns in float glass plates: experiments and peridynamics analysis. Theor. Appl. Fract. Mech. 118, 103264 (2022). https://doi.org/10.1016/j.tafmec.2022.103264
Schuster, M., Kraus, M., Schneider, J., Siebert, G.: Investigations on the thermorheologically complex material behaviour of the laminated safety glass interlayer ethylene-vinyl-acetate. Glass Struct. Eng. 3, 373–388 (2018). https://doi.org/10.1007/s40940-018-0074-9
Weimar, T., Andrés López, S.: Research on Thin Glass-Polycarbonate Composite Panels. In: Challenging Glass Conference Proceedings, pp. 271–280. (2018) https://doi.org/10.7480/cgc.6.2148
Weimar, T.: Untersuchungen zu Glas-Polycarbonat-Verbundtafeln. Technische Universität Dresden [Dissertation], Dresden (2011)
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fleckenstein, E., Bornemann, S., Salam, M.A. et al. Influence of a multilayer interlayer with a stiff core on the performance of laminated glass. Glass Struct Eng (2024). https://doi.org/10.1007/s40940-024-00262-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40940-024-00262-3