
Abstract
This paper presents the casting of volumetric glass components from glass waste as an alternative glass-recycling approach. The approach is characterized by its flexibility to accommodate a variety of compositions and ability to yield volumetric (solid or thick-walled) glass products that can tolerate higher contamination rates without a significant compromise to their properties. The novelty of the proposed glass-to-glass recycling method lies in the “as-received” recycling of glass waste, using relatively low forming temperatures (750–1200 °C). This reduces both the need for expensive, labour-intensive and logistically complex purifying, segregation and treatment (e.g. removal of coatings) techniques, and the required energy and CO2 emissions for product forming. Aim of this paper is to provide an overview of the potential but also of the technical and supply-chain challenges and limitations that still need to be tackled, in order to introduce this recycling approach to the market. Addressing the supply-chain barriers of glass recycling, the principal challenges linked to the collection and separation of glass waste and the established quality standards for the prevailing glass production technologies are identified, in order to argue upon the potential of this new recycling approach. In continuation, addressing the technical challenges that are mainly linked to contamination, an overview is provided of the main experimental findings on the influence of cullet contaminants and casting parameters on the generation of defects, and how these affect the mechanical properties. The experiments study a broad variety of glass compositions, including soda-lime, borosilicate, aluminosilicate and lead/barium glasses, and different levels of cullet contamination, of embedded (e.g. frit, wire) or external (e.g. stones, glass ceramics) character. Based on the cullet characteristics and imposed firing schedules, different glass quality grades arise and critical defects are highlighted. Thereafter, the most promising glass waste sources that can be recycled via this novel recycling approach are distinguished and directions for future research are highlighted.
Similar content being viewed by others


1 Introduction
Glass waste treatment and recycling is a currently unresolved, pressing problem. Apart from container glass being successfully recycled in a closed-loop in Europe, the rest of the commercial glass waste is, in its majority, downcycled or landfilled. This comes down to the lack of infrastructure for the collection, separation and purification of glasses different in composition and surface treatment than container glass, the distrust of glass producers to pollute their ovens with recycled cullet of various compositions, and the quality reduction that typical thin-walled glass products experience when contaminated by recycled cullet. In pursuit of feasible solutions to this problem, this review paper follows a two-fold research approach:
-
(i)
First, an overview of the current glass recycling situation in Europe is provided, pinpointing the challenges and impediments that prevent the closed-loop recycling of -other than container- glass products. Based on the findings, an immediate glass recycling solution is suggested that can circumvent the identified impediments: the “recycling as-received” casting method, for the production of voluminous glass products for architectural and interior design applications.
-
(ii)
In continuation, an overview of the conducted melting experiments using the aforementioned method is provided. This section investigates the impact that different contaminants within the as-received glass sources may have on the integrity, homogeneity, colour, and strength of the recycled cast glass components. Focus is given on the most challenging contaminants that are typically rejected by the glass industry. This overview is conducted by combining a significant amount of unpublished experimental work (mainly concerning melting experiments, chemical composition analyses and defect characterization) with prior published data by the authors (focusing on flexural strength).
Based on the presented state-of-the-art and the extended experimental overview, a discussion is initiated on the most promising glass waste streams for achieving top-quality cast components, on methods of improving the quality of contaminated glass sources, and on the future steps to be taken for introducing the “recycling as-received” casting method to the market. The discussion results in cullet and recycled cast glass classification schemes, based on their kiln-casting ease, criticality of resulting defects, strength and colour.
2 Methodology
Regarding the mapping methods of current glass recycling status, data are collected from literature research, field visits to glass production and glass recycling plants (e.g. Maltha Recycling Nederland, AGC Belgium, Magna Glaskeramiek), and interviews with recycling organizations and companies (e.g. Vlakglasrecycling Nedeland, Coolrec, LightRec).
The experimental procedures conducted at the TU Delft Glass Lab involve the following consecutive steps:
-
i.
Cullet evaluation Various types of commercial glass waste cullet are collected by the authors or provided by glass producers and glass recycling companies. These streams typically involve the main glass compositional families of soda lime silica, borosilicate, aluminosilicate and lead/barium silicate, while specialty glasses are excluded from this study. The glass composition and type of contamination of the samples are examined by visual inspection and determined, where applicable, by X-ray fluorescent (XRF) analyses conducted with a Panalytical Axios Max WDXRF spectrometer.
-
ii.
Cullet preparation The glass cullet is cleaned with isopropanol. Easily detectable contaminants of equal or considerably larger size than the glass shards (e.g. metal or plastic pieces) are manually removed, while traces smaller than 3 mm are kept within the cullet samples. Coatings, fritting and other surface treatments are left as-is. If required, the glass cullet sample is crushed into fine particles (e.g. 1–2 mm) or powdered using a Retsch vibratory disc mill with hardened steel grinding discs, and metal sieves of various sizes.
-
iii.
Casting experiments The kiln-casting technique is used to produce recycled specimens in various different sizes, namely 50 × 50 × 50 mm, 100 × 100 × 10 mm, 350 × 350 × 10 mm, 30 × 30 × 240 mm and 30 × 20 × 350 mm. More specifically about the casting process, each cullet type is positioned in separate disposable investment moulds made out of silica plaster (Crystalcast M248) in a random or structured manner. The moulds are then introduced in an ROHDE ELS 200S or ELS 1000S electric kiln, fired at relatively low forming temperatures (750–1200 °C) and then controllably cooled and annealed in the same kiln according to their chemical composition and size. The employed lower forming temperatures than those typically followed by the glass industry for glass forming aim to reduce the energy and CO2 emissions linked to glass making.
-
iv.
Specimen preparation and evaluation Integral specimens are further cut in size, if required, using a water-cooled rotary diamond wheel cutter, and then ground and polished using a Provetro flat grinder and diamond abrasive discs in multiple steps from 60 to 600 grit. A Keyence VHX-7000 digital microscope (20–200 × zoom) lens is used to evaluate the different types of defects present in the glass, as a result of the present contaminants and the followed casting parameters. Cross polarized light techniques are used to qualitatively evaluate the presence of residual stresses within the glass. A selection of specimens are further evaluated in terms of flexural strength by conducting 4-point bending experiments. The experimental data on flexural strength exclusively concern prior published work (mainly in Bristogianni et al. 2020; Bristogianni et al. 2021a, b), therefore the reader is referred to the relevant publications for detailed information on the experimental conditions applied in each case (see Table 5). It is important to mention that these tests were conducted using a limited number of specimens per case (e.g. 3–5), and different experimental fixtures and specimen sizes were employed in each study. Therefore, the results are only indicative of the strength differences between glass types and do not allow for statistical conclusions or the extraction of design values.
3 Review of current glass recycling status
3.1 Recycling status of glass products in the EU
There is currently a continuous urge to develop and utilize recyclable and reusable materials in the building sector in order to reduce the substantial CO2 emissions and end-of-life waste generated by it—the latter accounting for approximately 25–30% of all waste generated in the EU (Surgenor et al. 2018). This shift in materialization is further supported by international guidelines, such as the European Green Deal and EU’s 2050 climate neutrality target (European Commission). Glass, with an annual production of 35.4–36.8 Mt in EU in 2018–2020 according to Glass Alliance Europe, is an excellent candidate in the transition to a low-carbon, resource-efficient future: glass, crushed into cullet (broken glass), can be returned to the melting furnace and be indefinitely recycled in a closed-loop without loss of properties. Here, a distinction should be made between internal and external cullet, and pre-consumer and post-consumer cullet. According to (Vieitez Rodriguez et al. 2011):
-
Internal cullet originates from offcuts and rejects during the production and cold end of the manufacturing process (e.g. cutting or pre-stressing), or the transition phases of product changes (e.g. thickness and colour changes) and can be immediately absorbed in the melting process as raw material. As this cullet never leaves the manufacturing plant, it is not considered waste.
-
Pre-consumer cullet concerns glass waste originating from further processing of products containing glass, which have left the specific facility in which the glass has been generated, but have not yet reached the consumer market; e.g. from further processing (e.g. transformation sites and coating lines, losses during laminating, bending) or during transportation and placement.
-
Post-consumer cullet is waste glass originating after the use of glass products at the customer market. The composition of post-consumer cullet can be highly variable and cannot be well defined, which generally limits its recyclability.
-
External cullet, which is waste glass that is collected and/or reprocessed with the purpose of recycling can include both pre- and post-consumer waste.
The use of cullet can generally lead to significant cost savings as a result of the reduction in both energy and raw material requirements:
-
(i)
It reduces the amount of accumulated waste and the extraction of raw materials. Specifically, each tonne of cullet saves 1.2 tonnes of raw materials, including 850 kg of sand (Hestin et al. 2016; Surgenor et al. 2018).
-
(ii)
It reduces the energy consumption by 2.5–3% for every 10% of cullet added to the melting batch (Nilsson et al. 2007) and the CO2 emissions required to melt the glass by 300 kg per tonne of cullet used (Hestin et al. 2016).
-
(iii)
It increases the service life of a glass melting furnace by up to 30% due to decreased melting temperatures and a less corrosive batch (Worrell et al. 2008).
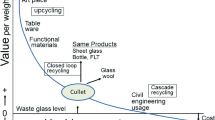
However, despite the common notion that glass is 100% recyclable, at present, only the container glass industry, accounting for ≈ 62%/22 Mt of the EU28 glass production (Harder 2018), implements successful closed-loop glass recycling with an average recycling rate of 76% within the EU28 (FEVE 2016, 2019).Footnote 1 For the remaining types of glass waste (≈38%/13.5 Mt of the total glass production within EU28 (Harder 2018)), the closed-loop or glass-to-glass recycling rate is, at present, remarkably less (see Fig. 1). Specifically, in the flat glass industry (≈ 10.2–10.8 Mt annual production), which includes the Construction & Demolition (C&D) and automotive sector, end-of-life, post-consumer, glass is seldom recycled back into flat glass products; instead it is moderately down-cycled to glass bottles, processed into low-value products or landfilled (Hestin et al. 2016). Even in the Netherlands, where, through the establishment of the nationwide Foundation “Vlakglas Recycling Nederland” (VRN), the highest percentage of recycling C&D glass (80%) is achieved, the majority of the collected glass is either down-cycled into bottles (42.8%), or processed into aggregates and insulation products such as glass wool (41.2%). Only 7.5% of the collected float glass is recycled back into the same product in the Netherlands (Vlakglas Recycling Nederland 2020).

Other glass products result mostly in glass waste, either because they follow different compositions than soda-lime or because they present a high degree of contamination. These include household utensils and appliances (e.g. tableware, ovenware, mirrors), building waste (eg. glass tiles), electronic waste (e.g. light bulbs/tubes, mobile phone screens, Liquid Crystal Displays, solar panels, Cathode Ray Tubes) and industrial/laboratory waste, to name a few (see Table 1). The systematic recovery and recycling of such glass products in a closed-loop manner is seldom observed. With the exemption of a few successful cases, such as the energy-saving lamp recycling in NL by Stichting LightRec and Wecycle, the recycling percentage of this vast variety of glass products back to glass is close to zero. In essence, glass waste, particularly originating from the post-consumer phase, remains a significant and unresolved problem.
3.2 Principal challenges in recycling glass (other than containers)
The limited closed-loop recycling of non-packaging glass can be attributed to several factors that can be grouped under (i) the supply-chain barrier and (ii) the technical barrier.
3.2.1 Supply-chain barrier
The supply-chain barrier concerns the logistics and legislation involved in collecting, treating and recycling glass products; accordingly, it mainly refers to external glass cullet. To this end, the main challenges revolve around the widely variable legislations, recycling mandates and waste management plans per country and the lack of a recycling-back-to-glass provision and properly organized collection, sorting, treatment & recycling schemes for glass other than (soda-lime glass) packaging. Challenging logistics can further diminish the environmental & economic benefits of glass recycling. Specifically, labor-intensive, non-standardized manual dismantling processes (e.g. when glass is part of a framed window and not a stand-alone product), associated also with the vast variety and types of end glass products further contribute into making glass recycling less economically attractive. Moreover, due to the high weight to volume ratio of glass, transportation costs of external cullet to the treatment and recycling plants can amount to as much as one third of the total costs of recycling (Rose and Nothacker 2019)Footnote 2 and can be responsible for the highest amount of CO2 emissions produced in eventually substituting raw materials with cullet (Surgenor et al. 2018). To this end, the set-up of recycling infrastructures in local/regional level can be vital in enhancing the recyclability of glass and rendering it more sustainable. A good example towards this direction is Saint-Gobain’s Glass Forever Cullet Return initiative for post-consumer flat glass recovery and recycling (Saint Gobain), providing its own transportation scheme and trailer collectors to interested parties, as well as offering a cullet crushing machine that can be used to separate glass from glazed units.
3.2.2 Technical barrier
The technical barrier is linked to the composition of the glass cullet and specifically to the inability of the current glass production, predominantly of flat glass products, and recycling technologies to accommodate variations in chemical compositions and virtually any contamination. In particular, cullet of dissimilar glass compositions cannot be easily mixed, due to variations in thermal expansion coefficient (CTE), melting temperature and annealing temperature and rate, as shown in Table 1. This, in combination with the discussed supply-chain barrier, renders particularly challenging the recycling of glass compositions and respective products that are produced in relatively smaller batches and which lack an established recycling collecting scheme. This refers to, for example, high-quality/high-value aluminosilicate and borosilicate glasses that require higher working temperatures than common soda-lime glass and present a considerably reduced thermal expansion coefficient.
Recipe compatibility does not necessarily permit a closed-loop glass recycling either, as colour contamination is also considered critical in current glass recycling schemes. This is also reflected in the closed-loop glass recycling rates of different coloured containers, as shown in Table 2. Green glass, where a mixture of different colours can be used in higher amounts, can be produced of up to 90–95% recycled glass, whereas for brown glass the recycling rate drops to 70% and for clear glass this is reduced to no more than 60%. In float lines, stringent optical-quality standards linked as well to colour contamination, render compatible-in-composition external (pre- or post-consumer) cullet, yet with small quantities of colour additives, to be commonly rejected in order to prevent a slightly altered tint in the end product. According to (GTS 2007), cullet for use in flat glass manufacture should be of known origin, consist of clear soda lime silica window glass and contain less than 5% lightly tinted flat glass.
Contamination, even from small quantities of impurities, remains the main technical obstacle in glass recycling, particularly concerning the production of flat glass products, such as architectural and automotive glass. Contamination can be infeasible (e.g. adhesives, lamination, fritting) or technically strenuous (e.g. coatings, metal frames) to remove; which in turn can diminish the environmental and financial benefits of recycling cullet. This is subject to the amount of treatment and sorting needed. Typically the following treatments occur: initial manual visual inspection and sorting for elimination of foreign matter, crushing via a roller mill,Footnote 3 removal of organics by washing or drying and sieving, magnetic separation of ferrous metals, separation of non-ferrous metals by eddy current, size classification with a vibrating screen, cyclonic/air separation of lighter materials, incl. light metals, plastics, paper, and automated optical sorting into different colours (this step also may remove other opaque non-glass materials) (Vieitez Rodriguez et al. 2011). Even small amounts of impurities, e.g. ceramics and stones (CSP), or metals such as nickel and iron, can lead to undesirable inclusions in the glass, discoloration or even damage of the float tank.Footnote 4 In high percentages of cullet, the control of composition and hence of the physical characteristics of the glass melt can be significantly reduced, which in turn can compromise the quality and properties of the final product (Scalet et al. 2013). In thin-walled and flat glass products, the acceptable level of contamination is linked to a great extent to their limited thickness, where it results in defects at, or close to, the surface. These defects are known to act as stress concentrators and form a prime cause of failure (Aldinger and Collins 2016; Vieitez Rodriguez et al. 2011; Bartuška 2008), or they can simply result in blemishes that compromise the optical quality of transparent glass.
Due to all the above, strict quality prerequisites are imposed, particularly for flat glass products. As an example, the allowed contamination rate for external cullet in float glass production is merely 2 ppm for ferrous impurities and 0.5 ppm for non-ferrous metals, whereas for container glass it is 50 ppm and 20 ppm respectively (Vieitez Rodriguez et al. 2011), as shown in Table 3. According to (GTS 2007) cullet used for flat glass manufacture, should not contain any wired glass, laminated glass, container glass, glass of other compositions (lead, borosilicate), dark tinted glass, windscreens and glass ceramics (see Table 4).
These, stringent quality standards, in turn, force large-scale flat glass producers to, in principle, reject the use of external cullet, restricting the industrial ability to close the recycling loop. With the exception of unmodified and uncontaminated float glass, glass cannot flow back into the original flat glass production system. As a consequence, float lines rely mainly on internal (e.g. flat glass edge trims) and pre-consumer cullet from processors of float glass which can guarantee specific cullet properties, in order to maintain the precise chemical composition and final glass tint per production plant (see Table 4).Footnote 5 This fact is strongly illustrated by the percentages of cullet material used in Saint Gobain’s flat glass furnaces in 2018: from the 31% total cullet used in their melting process, 19% was internal cullet (not considered waste), 11% was pre-consumer cullet and only 1% was post-consumer cullet (Saint Gobain).
The lack of properly informing and raising awareness to the public on the glass types that can be recycled, further contributes to the contamination problem, as due to “wish-cycling”, considerable amounts of glass have to be eventually down-cycled or landfilled due to recipe mismatchFootnote 6 or external contamination. To this end, the establishment of national and international protocols on the quality of the collected glass, such as the one published by (Wrap 2008) would be very helpful.
3.3 The potential of recycling glass waste into volumetric glass products via casting
In effect, closed-loop recycling of post-consumer glass is only achieved in the packaging industry, as glass bottles are virtually mono-material and bear little risk of external contamination compared to other glass products; at the same time they can also afford higher contamination rates than e.g. flat glass products (see Table 3). Other glass products, once entering the consumer market and considered post-consumer glass waste, are either down-cycled or landfilled. This is particularly the case for flat glass products, where standards on allowable contamination are the strictest, and special glass products, where the vast variety of end products leads to difficult-to-predict levels of contamination and to a wide range of chemical compositions.
The above observations stress the importance of improving the recycling rate of particularly post-consumer glass (excl. container glass) back to glass products. However, this is a multi-factor challenge that cannot be tackled in a sole solution. Nonetheless, the development of an alternative glass-recycling process which can be achieved on a local level and which has the flexibility to accommodate a variety of compositions and tolerate higher contamination rates in the end glass products, can be a significant contribution in tackling the glass waste problem. Equally importantly, key for the expansion of glass recycling is the design of end products with the provision of using glass waste as the initial material source.
This research introduces the casting of volumetric glass components from glass waste as an alternative glass-recycling approach, characterized by its flexibility to accommodate a variety of compositions and ability to yield volumetric (solid or thick-walled) glass products that can tolerate higher contamination rates without a significant compromise to their properties. The novelty of the proposed glass-to-glass recycling method lies in the “recycling as-received” approach at relatively low forming temperatures (750–1200 °C) that reduces the required operational energy and CO2 emissions. Using impure, external glass cullet as a source for new glass components is a notable departure from the traditional approach of strict glass homogeneity.
Addressing aspects of the value-chain barrier, to reduce the expensive, labour-intensive and logistically complex purifying and separating techniques for the discarded glass, through the casting method it is intend to incorporate different glass compositions and accommodate a higher contamination rate at the batch of the final recycled glass product. Moreover, recycling by casting can be achieved on a local/regional level, even by small-scale glass casting studios, without major alternations to their existing infrastructure; this minimizes relevant investments and logistic challenges related to waste collection, transportation, and associated CO2 emissions and costs.
Addressing aspects of the technical barrier, compared to thin-walled glass elements, volumetric (solid or thick-walled) cast glass components present a higher tolerance in size and number of defects from contamination (Bristogianni et al. 2021a, b; Bristogianni et al. 2020). This is attributed to the increased volume and proportionally confined surface area of such components that results in the majority of defects occurring in the bulk; such defects are rarely subjected to critical stresses and are thus, considered less critical than surface flaws (Bristogianni et al. 2020). Due to the kiln-casting method and the use of disposable plaster-silica moulds it is also anticipated by the authors that higher amounts of corrosive glass recipes (e.g. aluminosilicate) and metals can be tolerated in the kiln without causing its damaging, as these substances largely remain within the moulds.
Moreover, glass casting is a versatile process that allows to switch between, or even mix, different glass recipes in the same furnace and by the same moulds after every annealing cycle, without incurring production loss. In comparison, a change in the raw material batch at the continuous float lines can result in the discard and loss of up to 7 days of production for successfully altering the material composition in the continuous ribbon, according to AGC Belgium.
A broad variety of glass compositions (Scholtens 2019; Bristogianni et al. 2018; Yu et al. 2020; Bristogianni et al. 2020) and mixtures of different glass compositions (Anagni 2019) have already been successfully recycled by kiln-casting at TU Delft (Fig. 2). Recycling via kiln-casting of different glass compositions back to glass products, has been successfully done by (Magna Glaskeramik), which makes cast glass panes out of 100% recycled glass from industrial production plants and bottle production plants, and Spring Pool Glass which produces high-fire resistant, porous building blocks out of flat-panel display (e-waste) glass (glassOnline 2018); whereas (Snøhetta 2020) has recently developed glass tiles from microwave oven glass. Numerous artists have also experimented with recycled glass and kiln-casting, such as Hanna Gibson, who has made glass figures from a variety of glass waste, incl. container glass, windscreens, mobile phone screens and deposited artistic glass (20–21 Visual Arts Centre) and Tyra Oseng-Rees, who makes fused glass architectural panels from locally sourced waste glass bottles (Oseng-Rees and Donne 2015).

Glass kiln-cast panels (350*350*10 mm) made at TU Delft from glass waste cullet, namely Cathode-Ray Tube (CRT) front screen (a), transition float glass from clear to blue (b), CRT back screen and crystal coloured glass (c), enamel float glass (d), automotive glass (e) and oven doors (f)
4 Review of experimental work based on the “recycling as-received” casting method
4.1 Specimen selection, categorization and assessment criteria
Based on the current glass recycling state analysis (Sect. 3), it is concluded that the experimental efforts on recycling by casting should be focused on pre-consumer and post-consumer types of glass waste, excluding the study of internal cullet, which currently is internally recycled in a closed-loop by each manufacturer. Container glass is also excluded from this study, due to its accomplished high closed-loop recycling rate in the EU. Extra attention is, however, to be given to pre- and post-consumer glass cullet types containing contaminants that currently classify them as non-recyclable, leading to the rejection of the particular cullet streams by the industry. Purer glass cullet samples will be mentioned in the study, as a point of reference and comparison to the contaminated cases. Figure 3 provides an overview of the different types of cullet included in this study, and how these are structured in pre-consumer and post-consumer categories, and sub-organized into float glass and other glass types. The gathered experimental data concern to a great extent unpublished experimental work by the authors and gathered information from previously published work (Bristogianni et al. 2018, 2020, 2021a, b; Scholtens 2019; Yu et al. 2020) enriched with additional experiments and images. Aim is to provide an integral picture on the recycling potential and challenges of each glass category.

Overview of glass types included in this study
For each melting experiment, the glass composition (XRF analysis), type of contamination, cullet size, as well as the forming temperature followed, and the type of expected defects are reported (Table 5). Further on, the glass specimens are evaluated based on criteria found relevant during the review analysis:
-
(i)
Recycling ease This is linked with the required temperature to form each glass. High temperatures, above 1200 °C, result in mould corrosion and often fracture of the glass due to its bonding to the mould. The recycling ease is ranked as facile, moderate, difficult and challenging, judging on the easiness of achieving an integral, glass component at the examined processing temperature.
-
(ii)
Crystallization tendency Presence of certain compounds may trigger the crystallization of the melt.
-
(iii)
Colouration Colour shifts due to the presence of contaminants are reported.
-
(iv)
Stress induction The stress caused by the presence of defects is characterized in 4 levels, based on their impact on the integrity of the component. This stress can be catastrophic, weakening, tolerated or not-detected.
-
(v)
Flexural strength (if available) The flexural strength values mentioned concern only a limited number of conducted tests, and therefore only serve as an indication and not as a design value.
It should be noted that -given the aim to keep the forming temperature low for environmental benefits, the viscosity of the melts during forming ranges between ≈106–104 dPa·s, which is higher than the 102 dPa·s forming viscosity typically used by the industry. As a result, the glass specimens do not fully homogenize, while particles of higher melting point (e.g. stones, glass ceramics, steel) will remain entirely or partially intact within the glass network.
A key selection of melting experiments is presented in Table 5. Analysis of this experimental work, as well as complimentary experiments conducted at lower temperatures that reveal additional transformation stages of the glass cullet and its contaminants, are provided in Sects. 4.2 and 4.3.
4.2 Experimental work on pre-consumer glass waste
Studies on pre-consumer glass waste allow the isolation of each glass composition as well as the studying of a limited number of associated contaminants (e.g. single float glass pane containing one type of coating). In this manner, straightforward information can be obtained on the reaction of each glass composition and each contaminant to different firing schedules, and how the occurring casting defects affect the strength and aesthetics of each recycled component.
4.2.1 Float Glass (Soda lime silica)
4.2.1.1 Pure
Kiln-casting experiments employing pure clear float, annealed or fully tempered glass, conducted at 50°–100 °C above the liquidus point (TL corresponds to ≈ 104 dPa·s viscosity) result in relatively homogeneous components, with a minimum amount of gaseous inclusions under prolonged dwell times at top temperature (e.g. 4–10 h based on specimen size) are imposed (Fig. 4a). The liquidus point varies according to the exact chemical composition and has been estimated at a temperature range of 1045–1080 °C for a selection of tested float samples. Tinted float glass, due to its darker colour (higher Fe2O3 content) heats up and cools down in a faster rate than clear float, and even if subjected to the same firing schedule, it may acquire an altered thermal history which will be reflected in the structure of its glass network. Small alterations in the chemical composition and thermal history between float glass samples (pure and tinted) will result in noticeable differences in strength. As an example, recycled beams kiln-cast from pure fully-tempered float shards at 1120 °C presented an average flexural strength of 45.7 MPa, while beams from dark blue float produced using the same firing schedule showed an average flexural strength of 63.3 MPa. Samples kiln-cast at 970 °C develop crystallization at the cullet interfaces (Fig. 4b). When such crystalline formations are exposed to the surface of maximum tensile stress (e.g. bottom central region of a beam specimen during bending), they will significantly reduce the flexural strength down to 25.6 MPa. However, if these formations are only situated in the bulk, the glass sample will have a comparable flexural strength to that of a homogeneous component (Bristogianni et al. 2020, 2021a, b).

a 50 mm cubic sample kiln-cast at 1120 °C for 2 h from standard float glass panes. The limited dwell time at forming temperature resulted to the insufficient removal of bubbles and yellow colour streaks (caused by volatile components in the composition, see red arrow) at the top section of the sample. b Crystalline interfaces (red arrow) within a glass sample kiln-cast at 970 °C for 10 h from standard float glass panes, as seen through crossed polarized light
4.2.1.2 Coated float
Coatings typically consist of metal oxides that are either applied during the float line process by pyrolysis (e.g. hard coatings) or off-line by magnetron sputtering (e.g. soft-coatings). Float glass samples with soft, hard, dichroic and mirror coatings have been successfully kiln cast at 1120 °C. Soft (ZnO based) and hard (SnO2 based) coatings burn off during this forming process, and even if their original colour is dark, this is not reflected in the final component. Traces of these coatings may appear as subtle bubble veils, however a fast forming and cooling firing schedule may intensify their appearance (Fig. 5a). Considering the very low thickness ratio between these coatings (only a few μm) and the coated glass (typically 6–15 mm), in combination with their burning/evaporation at higher temperatures, minimum impact is expected at the mechanical and physical properties of the recycled components. Indeed, Yu et al. (2020) experimentally showed that kiln-cast glass out of soft and hard coated float cullet had similar strength, stiffness and CTE to standard float cullet recycled with the same method. Dichroic (ZnO, SnO2 and NiO based) coatings dissolve in the glass melt in a similar fashion at 1120 °C, but remain prominent at lower processing temperatures, e.g. 800–850 °C, although thinning of the coating layer is observed (Fig. 5d–f). Mirrors (ZnO, BaO, TiO2 and Fe2O3 based) kiln-cast with the same firing schedule, may slightly colour the specimen according to the type of protective paint layer used, while pronounced bubble veils and cord (glassy inclusion of different composition from the glass matrix) will appear in the glass, at the prior position of the coating (Fig. 5b). At lower temperatures, e.g. 970 °C, the mirror coating and its protective exterior paint will promote the crystallization of the glass, most probably due to the TiO2 content, which is a typical nucleating agent (Fig. 5c).

a 50 mm cubic specimen out of soft-coated float panes, kiln-cast at 1120 °C for 2 h; The insufficient dwell time at top temperature resulted in distinct vertical bubble veils of yellow hue (red arrow) that resemble the vertical manner with which the glass panes were positioned inside the mould prior to firing. b Recycled mirrors at 1120 °C for 10 h; the coating and protective paint layer of the mirrors dissolved, resulting in cord (red arrow), bubbles and coloration of the glass. c recycled mirrors at 970 °C; the paint and coating reacted with the investment mould, resulting in a crystallized surface of yellow hue. d Deposition of dichroic float shards in a 100*100 mm investment mould. e The fusion of dichroic float shards for 8 h at 850 °C caused thinning and colour alterations to the original coating. f The dichroic coating is not detectable when the sample (100*100*10 mm) is fired at 1120 °C for 6 h
4.2.1.3 Fritted float
Fritted or enamelled float is produced by the deposition and thereafter fusion of a continuous or patterned frit layer on a float glass surface. The resulting fritted layer can be 15–350 μm thick according to its application process and is composed of a mixture of glass and ceramic particles (Wilson and Elstner 2018). In terms of chemical composition, thickness and colour intensity, these ceramic layers are much more prominent than the previously described metal oxide coatings. Testing of various enamelled float samples at a temperature range of 850–1120 °C shows distinct transformations according to the present chemical compounds and firing schedule. More specifically, the colouration of a white frit based on TiO2 and ZnO seems to vanish in samples formed at 1120 °C, however evident cord is observed throughout the entire volume, at the prior position of the glass cullet interfaces (Fig. 6b). This cord is related to the compositional variations occurring to the cullet interfaces during fusion and melting, due to the volatility of ZnO and the incorporation of TiO2 in the melt. Upon inspection of the specimens through crossed-polarized filters, a bottom zone of pronounced isochromatic fringes can be observed, in contrast to the remaining specimen volume. The addition of titanium oxide in soda lime glasses increases the refractive index of the glass (Karlsson et al. 2016), and therefore can be associated with the isochromatic fringes detected during examination under polarized light. At 970 °C, the white colouration of the frit layer will remain in the glass, and the TiO2 content will contribute to the crystallization of the sample (Fig. 6a). Orange/brown fritted float kiln-cast at 850 °C for 8 h shows thinning of the coating layer, yet the colours remain evident (Fig. 6c). At 1120 °C the ceramic layer (based on PbO, TiO2, CdO and S) is almost entirely vanished and only local yellow colour streaks appear in the glass sample (Fig. 6d). Darker-fritted samples on the other hand are persistent at 1120 °C, and the recycled glass samples will contain intense colour streaks and incorporated dark-green crystalline flakes in their mass (Fig. 6e). The crystalline flakes are attributed to the presence of Cr2O3 that has an exceptionally high melting point (2435 °C). Blue fritted float recycled at the same temperature shows mainly blue streaks associated with Co3O4 and given that the Cr2O3 content is minimal, only local traces of crystalline flakes are observed (Fig. 6f). On the other hand, the black fritted float of higher Cr2O3 content results in less green streaks (less frit gets dissolved), while the Cr2O3 based ceramic layer remains to a great extent intact in shape, although thinning is observed together with a colour shift from black to dark green. Overall, all observed defects are tolerated by the glass network and do not induce critical stresses. However, structural testing showed that extended zones of crystalline interfaces resulting from the recycling of full coated float glass surfaces with black enamel can reduce the strength if exposed at the glass surface and subjected to a high tensile stress. The reported average flexural strength (41.7 MPa) is lower than the strength of purer soda lime specimens, and fracture initiates at a glass zone adjacent to such a crystalline interface.

a sample kiln-cast at 970 °C for 10 h using low-iron float shards fully coated with white enamel; crystallization has developed at the coated interfaces (red arrow). b Inspection under polarized light of a low-iron float white enamel recycled sample at 1120 °C for 10 h; compositional variations in the glass due to the melting of the enamel manifest as cord (red arrow) and isochromatic fringes (bottom part of the glass). c Kiln-cast sample using float shards with orange/brown frit at 850 °C for 8 h. d Upon kiln-casting at 1120 °C for 10 h, only minor colour streaks (red arrow) will remain from the orange/brown frit. e Black enamel will remain prominent at 1120 °C (10 h), in the form of green crystalline flakes (red arrow); only minor green streaks will appear around the flakes. f Blue frit will mainly dissolve into blue colour streaks (red arrow) when fired at 1120 °C for 6 h; small crystalline flakes of green colour (yellow arrow) will appear if Cr2O3 is present in the frit
4.2.1.4 Wired float
Wired glass comprises a steel wire embedded within a soda lime silica glass (float glass composition) during forming. The separation of the two materials is particularly challenging. Kiln-casting of the composite cullet is however possible, resulting in integral components. Specimens produced at 1120 °C turn black (dark amber) and non-light transmitting at thicknesses above ≈10 mm due to the partial diffusion of the outer surface of the steel wires into the glass (Fig. 7a). The XRF analysis on the black glass shows a soda lime glass with 0.4% Fe2O3 and 0.2% S content. Considering the initial 0.1% Fe2O3 and 0.3% S content in the original float glass, it can be seen that the increase in iron oxide content is related to the diffusion of iron from the steel wires to the glass. Moreover, carbon released from the wires acts as a strong reducing agent during melting. Iron interacts with the sulphur found in the float glass melt and, due to the reducing conditions, forms a ferric-sulphide chromophore, which produces a deep amber colour even in small amounts (Schreurs and Brill 1984, Hubert et al. 2017, Paynter and Jackson 2018). Apart from the surface diffusion actions, the majority of the wires’ cross section is still present within the glass, without causing fracture to the surrounding network. Grinding and polishing of the glass surface exposes these steel threads and water causes their rusting. The exposed wires further damage the polishing disks, and as a consequence, deep scratches may appear on the machined glass surface (Fig. 7b). Although the wires are tolerated within the glass, it is expected that their role is weakening, given the difference in thermal expansion coefficient between the two materials. Studies in literature on wired glass report reduced strength over standard float, due to the induced stresses at the interface of the two materials (Mai et al. 1982; Perova et al. 1983).

a 50 mm cubic specimen kiln-cast at 1120 °C (10 h) out of wired float glass. b Microscope image showing a ground surface from the cubic specimen; cracking is generated during post-processing along the metal wire (red arrow), indicating the susceptibility of the glass at this location
4.2.2 Other glass types
4.2.2.1 Soda borosilicate (pure)
Soda borosilicate, and specifically the chemical composition of Schott DURAN® and Corning® Pyrex® 7740, is the most common borosilicate type, widely applicable in everyday glass products that require resistance to thermal shock and chemical corrosion (e.g. oven-trays, microwave turntables, laboratory tubes, pharmaceutical vials). This type of glass can be kiln-cast at 1120 °C into a fairly homogeneous glass, however, given its higher viscosity than soda lime silica glass (104.5 dPa·s vs. 103.5 dPa·s for the specific temperature), a higher content of bubbles will appear in the samples. These bubbles are often structured in bubble veils (Fig. 8a, b), the amount of which corresponds to the initial number of interfaces between the cullet pieces, and the arrangement of the cullet inside the mould. As an example, beams produced by vertically placing solid rods (ø24 mm) inside the mould resulted in significantly less bubbles than beams where 6–8 mm shards were horizontally stacked in the mould, preventing the escape of gases during forming. Bubble veils exposed to the surface of a structural component can be strength reducing if this surface experiences tensile stress. The reported average flexural strength of soda borosilicate kiln-cast at 1120 °C ranges from 42.5 to 54 MPa, according to the beam size and bubble content exposed at the surface. Specimens kiln-cast at 1070 °C presented extensive bubble veils at the surface of the specimens, which reduced their strength down to 30 MPa. Although the risk of crystallization is low when kiln-casting at temperatures above 1070 °C, crystalline structures are formed at the cullet interfaces of samples produced at lower temperatures, like 970 °C (Fig. 8c). These crystallized interfaces are found to be a major weakening point when exposed to the surface, reducing the flexural strength of the glass to 12.4 MPa.

a 30*30*240 mm borosilicate specimen kiln-cast at 1120 °C (10 h); multiple bubble veils (red arrow) appear in the bulk, as reminiscence of the shape of the borosilicate shards and how they were placed inside the mould. b microscope view of the bubble veils. c 50 mm cubic specimen produced at 970 °C (10 h) using borosilicate rods that had been geometrically stacked inside the mould; white crystalline interfaces develop along the rods as they connect to each other with heat
4.2.2.2 C-fiber glass (pure)
C-fiber glass is a modified soda-lime silicate, containing ≈5% of B2O3, 5% Al2O3 and 3% K2O. These additions to the main composition contribute to a stronger yet more flexible glass network, and reduce the viscosity of the melt. The glass can be kiln-cast into highly homogeneous components at 1020 °C, however the top surface may exhibit cord due to the volatilization of boron and alkali elements at this zone (Fig. 9a), and should be cut off upon post-processing. The tested specimens showed a higher flexural strength in comparison to soda-lime silica glass, namely an average of 73.4 MPa. Samples kiln-cast at 820 °C presented crystallization along the cullet interfaces (Fig. 9b), and had a reduced strength of 52.2 MPa.

a Polarized view of a kiln-cast C-fiber glass specimen at 1020 °C; cord and isochromatic fringes appear at the top part of the glass specimen, as a result of local compositional variation occurring by volatile components. b Crystals forming along the cullet interfaces, in a kiln-cast C-fiber glass component at 820 °C
4.2.2.3 Aluminosilicate
The recycling of aluminosilicate glass compositions employed in thin cover glass applications on liquid crystal screens (LCD) has been evaluated. Such compositions, as seen in Table 1, typically have a considerably higher softening and melting point than the other listed glass families, requiring therefore higher processing temperatures. Nonetheless, the kiln-casting of chemically strengthened thin glass, and in particular of an alkali rich composition (16.7% content) with a moderate alumina content (13%) was found possible at a relatively low temperature (970 °C). The sample resulted in a transparent glass of yellow hue and increased amount of bubbles due to the high viscosity of the glass at the chosen processing temperature (Fig. 10a). Given however the corrosive character of aluminosilicate melts, castings at higher temperatures (e.g. 1250 °C) were proven challenging when standard silica-based investment moulds were employed, as corrosion of the later would readily occur. The recycling of new generation smartphone screens imposes, however, additional challenges, apart from the high melting temperature and corrosive character of aluminosilicate glasses. Chemically strengthened lithium boroaluminosilicate glasses with embedded nano-ceramic crystals or glass ceramic reinforcement are developed for increased drop and scratch resistance (SCHOTT 2022, Apple Inc. 2021). Similar technology is applied for the back-cover of smartphone devices, with the glass being additionally treated with an opaque, metal oxide based coating. Experimental testing with such samples suggests multiple difficulties in achieving a transparent glass by kiln-casting, at temperatures below ≈1300 °C. Due to the high alumina (> 20%) and low alkali content (< 10%) of such recipes, full fusion of the cullet starts only above 1200 °C. At this range, the specimens fully crystallize due to the presence of ceramic crystals. If opaque coatings are present, they do not burn off entirely at these temperatures (Fig. 10b). In fact, given the increased coating to thin glass thickness ratio (compared to that of coated float glass), the coating residue upon kiln-casting has a prominent role within the recycled component. Higher processing temperatures can lead to glass samples with a lower degree of coating contamination, however research is required on mould materials that are resistant to corrosion and can allow for the separation of the glass object from the mould upon cooling.

a Recycling of an alkali-rich aluminosilicate at 970 °C. b Coating residue (yellow colour) in a crystallized low-alkali aluminosilicate sample produced at 1200 °C
4.2.2.4 Lead-barium silicate
Lead and/or barium silicate glasses facilitate the recycling by casting process, as these compositions are characterized by lower viscosities, based on their PbO/Ba content. They can be kiln-cast at a lower temperature range (≈750–900 °C) and are resistant to crystallization (Bristogianni et al. 2018; Kosmal et al. 2017). Lead silicate glass originating from the cullet rejection stream of glass art foundries (≈ 25–30% PbO content), if contaminated with colorants, cannot be reintroduced in the furnace and is disposed as chemical waste due to its lead content. This stream, however, is a favourable source for producing uniquely patterned and pristine glass elements for architectural glass applications. Attention should be given however to colour instabilities, especially above 1000 °C, when melting lead glass under reducing conditions (e.g. from organic contamination in the cullet or kiln atmosphere) (Inano et al. 2018). Reducing atmosphere results in the generation of elemental Pb already below 700 °C, and segregation of the metal from the glass melt as the viscosity reduces (Inano et al. 2018; Bartuška 2008). Consequently, small lead particles are dispersed in the glass or even settled at the bottom of the sample, shifting its colour into grey. It is also found that yellow or orange coated lead glass will turn to black upon remelting (Fig. 11a, b). This is associated to the reaction of lead with the Cadmium Sulfide (CdS) and Cadmium Selenide (CdSe) colourants. Other colours (e.g. blue, green) have been found stable at forming temperatures such as 870 °C (Fig. 11c).

Lead silicate shards with orange and yellow coating prior a and after b firing at 1200 °C for 10 min; the orange/yellow colour turns into black. c Kiln-cast lead silicate specimen at 870 °C; blue, pink and white colours remained stable, while black colour streaks correspond to previously introduced orange cullet. d Undissolved iron oxide coating on a specimen produced at 870 °C using lead silicate cullet from the funnel of a CRT screen
Another common source of lead silicate and barium silicate glass waste is the Cathode Ray Tubes (CRT) that are not produced anymore and thus their closed-loop recycling is not an option. Lead glass (≈25% PbO) used for the funnel part of Cathode Ray Tubes has an inner coating of iron oxide and an outer coating of graphite (Méar et al. 2006). The graphite coating (grey black in colour) is loosely applied at the glass surface, can be partially removed with isopropanol, and is not traceable upon its kiln-casting at 870 °C. At the same temperature, the iron coating (dark red) thins down if situated at the bulk of the glass, but will retain its shape if in contact with the investment mould (Fig. 11d). The traced coating at the bottom surface can be easily removed by post-processing the final glass component. The front part of the CRT consists of a barium-strontium silicate of dark grey colour.
Flexural strength testing on pure lead glass (28.7% PbO, coloured) and pure Ba/Sr CRT glass showed an average of 35.3 MPa and 51.2 MPa respectively. The low strength of lead glass can be explained by the low dissociation energy and packing density of its glass network ( et al. 2020). This adds on the susceptibility of lead glass towards scratching (Ainsworth 1954). Ba/Sr silicate glass is a more favourable choice in this sense for structural glass applications. The strength and E modulus of this glass type is found to be comparable to this of soda lime silica. Yet, its lower forming temperature and resistance to devitrification benefits the production process of kiln-casting.
4.3 Experimental work on post-consumer glass waste
This section concerns the experimental work conducted on as-received glass waste that was sorted by recycling companies in The Netherlands and Belgium. The tested samples give an overview of common external contaminants that can be expected in each type of glass, as a result of the method used for their collection and sorting. As an example, a much more variable mixture of glass products is expected to be found in a construction and demolition glass container (e.g. windows with coatings and adhered frames, mirrors, ceramic panels) than an automotive glass container. Sorting by product, as for example encountered in the recycling of electronics (e.g. microwaves, television screens), could in theory result in the sorting of the same type of glass per product, however, cheaper glass replacement parts of other than the original glass recipe often are used for the repair of electronic devices, and complicate the recycling process. Manual versus automated separation of the glass can have a large impact on the cullet quality. For example, by manual separation of the glass as followed in the sorting of electronic waste (e.g. at Coolrec), stones, clay and organic materials often encountered in the cullet of automated sorting, can be avoided. However, the presence of different glass compositions (due to cheaper alternatives as described above) cannot be detected. Metal or plastic parts adhered on the glass are also commonly found in such samples as a result of improper separation of the glass from the device. The automated sorting process can avoid metals, CSP contamination of above 3 mm size, and foreign to soda lime silica glass compositions, but this results in a considerable quantity of shoot-out glass. The utilization of such shoot-out qualities for kiln-casting is also discussed below.
4.3.1 Float glass (Soda lime silica)
4.3.1.1 Float combo
These cullet samples consist of a combination of transparent (clear and tinted) shards of flat glass. More specifically, variable yet compatible soda lime silica float glass compositions are encountered, including tinted float compositions, and float with coatings. These samples are also heavily contaminated by Lithium Aluminosilicate (LAS) glass ceramics of transparent yellow or brown colour. If the LAS cullet pieces are manually sorted out of the sample, then the kiln-casting of integral glass pieces is possible at 1120 °C. These samples are heavily corded and characterized by random colour streaks, yet their flexural strength (46.5 MPa) can be comparable to the lower end of strength range found for recycled kiln-cast specimens using pure float glass cullet. The kiln-casting of the original cullet sample at the same temperature is not possible, as the presence of the glass ceramics leads to the immediate shuttering of the sample upon cooling (Fig. 12a). Processing of the sample into fine cullet (e.g. 1–3 mm) or powder may lead to seemingly intact kiln-cast components, however inspection under the microscope reveals the presence of multiple glass ceramic inclusions, which cause micro-cracks to the surrounding glass network (Fig. 12b). The original cullet is therefore unsuitable for kiln-casting at the examined temperatures.

a A distinct volume of white (light transparent yellow prior to heating) glass ceramic (red arrow) within the glass volume of a float combo sample recycled at 1120 °C, is the cause of catastrophic fracture of the sample. b Powdered float combo powder recycled at 1120 °C; the sample fails to homogenize at this temperature and multiple glass ceramic inclusions (red arrow) spread throughout the sample causing micro-cracks to the glass network. Sample prepared by Matskidou (2022)
4.3.1.2 Float metal
The “Float Metal” cullet quality is the result of the shoot-out process from the metal separator sorter. The sample may include float glass shards with mirror coatings, wired glass, float glass with adhesively bonded metal components, lose metal parts, and glass of different compositions. For the recycling by kiln-casting experiments, metal parts (lose or attached on glass) were manually removed. The kiln-casting of the sorted glass shard sample at 1120 °C cracked at several locations upon cooling (Fig. 13a), yet the fracture origins were not associated with the presence of metal parts from the wired glass, but with the inclusion of other than soda lime silica glass types in the sample (e.g. borosilicate, see Fig. 13b). Grinding down the shards into fine cullet did not prevent the occurrence of cracks. Powdering the sample, resulted in an integral kiln-cast component, however inspection under the microscope and polarized light revealed localized stress and associated micro-cracks (Fig. 13c). Moreover, the powdered cullet sample also resulted to an excessive amount of bubbles, which are weakening the glass sample.

Kiln-cast specimens at 1120 °C using float metal cullet (a, b) and powder (c), prepared by Matskidou (2022). Both specimens cracked due to the inclusion of foreign glass
4.3.1.3 Oven doors
This cullet stream consists of manually sorted low-iron tempered float glass (from various producers) containing white/black frit, originating from the glass doors of domestic ovens. Upon kiln-casting of the cullet at 1120 °C, the white frit (TiO2 based) will dissolve in the melt, while the black (Cr2O3, CuO, PbO based) will turn into dark green crystalline flakes of eskolaite (Cr2O3) that are embedded in the glass. The crystalline flakes are often surrounded by green colour streaks, showing the partial dissolution of the frit (Fig. 14a, b). Frequent cord is encountered as well, as a result of the kiln-casting of various float glass compositions, and the dissolution of the white frit. The crystalline flakes are tolerable when situated in the bulk, but may react with the investment mould during kiln-casting resulting to surface stones that reduce the strength of the component. The average flexural strength of such samples was found at 37.5 MPa, approximately 18% lower than the strength of pure float kiln-cast samples at the same temperature (45.7 MPa).

Oven door glass specimens kiln-cast at 1120 °C. The black frit results in crystalline flakes of eskolaite (a, red arrow), which are often surrounded by green colour streaks. Variations in the black frit used between manufacturers may lead to blue or black colour streaks as well (b)
4.3.1.4 Refrigerator glass
This sample is in the form of fine cullet of float glass. White fritting is often encountered on the glass surface. Stones, sand and dirt are also found in the sample. The resulting kiln-cast specimens at 1120 °C present colour streaks, multiple bubbles and several stones (< 3 mm) that do not cause damage to the glass, unless situated at the top surface that shrinks freely during cooling (Fig. 15 a, b). The glass mixture seems to be more resistant to crystallization than typical float glass, as almost no traces of crystalline patterns are found at the top surface of the glass component.

Kiln-cast specimen at 1120 °C using refrigerator glass cullet. Colour streaks (read arrow), bubbles, and stones (blue arrow) are present in the glass (a). The stones at the surface may induce localized micro-cracks at the surrounding glass (b, polarized view)
4.3.1.5 Automotive glass
Car windshield glass waste comprises float glass from various producers, often tinted or coated, and is ground in fine cullet form. It is considerably contaminated by stones, sand, dust, PVB foil, and metal traces, which are difficult to manually remove given the small size of the cullet. The resulting glass, when kiln-cast at 1120 °C has a dark green colour, with several stones and crystalline flakes (resulting from the frit) floating within the glass network (Fig. 16a, b). Especially stones, often as big as 3–4 mm, are responsible for the weakening of this recycled glass. When situated close or at the surface of the component, they can easily lead to cracking during post-processing or loading. The flexural strength was found to be much lower than other tested soda lime silica samples, at 41.4 MPa for small beams (30*30*240 mm) and at 30.1 MPa when the sample’s size would increase (20*30*350 mm) and thus more defects were present at the surface. Cracks originating from stones embedded in the bulk were not observed.

Kiln-cast specimens at 1120 °C using automotive glass. a Micro-cracks in the glass extend from the periphery of the stone (red arrow), upon polishing of the sample. b Stone in the bulk of the glass, surrounded by a green dissolution sack and clustering of bubbles; no cracks are observed in this case
4.3.2 Other glass types
4.3.2.1 Borosilicate mixture
Two different samples of borosilicate cullet were evaluated, one originating from an automated sorting process and one from a manual process. Both waste samples were kiln-cast at 1120 °C. The automated-sorting samples presented catastrophic cracking and intense crystallization upon cooling (Fig. 17a, b). This is attributed to the presence of soda lime silicate contamination in the cullet. The manually sorted glass cullet included traces of metal, cork and plastic contamination. The resulting sample was quite homogeneous with small inclusions of metal in the bulk (Fig. 17c), and showed a relatively high flexural strength (66.9 MPa), however due to the limited number of tested samples, this result is not conclusive.

a, b The recycling at 1120 °C of borosilicate glass cullet that was automatically sorted was not successful due to the contamination of the sample by foreign glass. c Borosilicate cullet manually sorted had a much higher quality and lead to a good quality glass when kiln-cast at 1120 °C (10 h); minor inclusions (red arrows) are tolerable
4.3.2.2 Microwave turntable glass
Microwave turntables are typically made by an alkali-borosilicate composition. However, in case of failure, consumers often replace the original turntables with cheaper alternatives, which are usually made from soda lime silica glass. This results in the contamination of this particular glass waste stream, and the two types of glass cannot be sorted manually. The received samples contain big shards of glass turntables of both compositions (cannot be distinguished), with minor dirt, organic residue, and burning stains on their surface. The breaking of the pieces in small shards and kiln-casting at 1120 °C results in a sample with multiple cracks upon cooling, local opalescence and local surface crystallization from the glass-mould reaction (Fig. 18a). Opalescence, which exhibits a white blue tint in reflective light and orange through transitive light (Fig. 18b) suggests the phase separation occurring when two glasses of different refractive index are mixed (Shelby 2015). XRD analysis on the kiln-cast sample revealed the presence of cristobalite, but no other traces of crystalline material such as glass ceramics. The cracking is therefore entirely attributed to the intermixing of soda lime silica and borosilicate glass. Grinding the shards into cullet (3–6 mm) resulted in a seemingly integral piece, however, cracks in the form of knots and local opalescence were also observed (Fig. 18c). Powdering the shards and kiln-casting at the same temperature showed improved results, however still small cracks and opalescence occurred, together with a high bubble content (Fig. 18d), rendering all attempts of recycling of this glass stream unsuccessful.

a 50 mm cubic kiln-cast specimen at 1120 °C (10 h) using microwave glass shards; cracking, white opalescence and surface crystallization are detected. b Inspection of an opalescent zone of the previously described sample under polarized light; excessive stress concentration is indicated by the isochromatic fringes. c Kiln-cast specimen at 1120 °C (10 h) using microwave fine cullet; small semi-circular cracks (red arrow) and localized opalescence occur in the sample. d: Inspection of a knot under polarized light; the observed cracks are linked with the stress manifested by the isochromatic fringes
4.3.2.3 E-fiber glass
E-fibers are low in alkali and have a much higher content of CaO and Al2O3 than C-fibers, which make their recycling by casting more difficult due to the increase in the viscosity of the melt and higher tendency of crystallization. Post-consumer fibers, are expected to be contaminated with organofunctional silane coatings (Thomason 2019). The tested sample was provided in fine-powdered form so contamination by metal, stones or other materials was not traceable by optical inspection. Kiln-casting at 1120 °C of 50 mm cubic samples resulted in an excessive amount of bubbles and corrosion of the investment mould that would lead to cracking of the glass. Reinforcement of the mould with kiln-wash (a paste of alumina, kaolin and silica, Bullseye Glass Co. 2000) and kiln-casting of thinner elements resulted in integral components, of almost opaque green colour due to the increased amount of bubbles that diffused the light by multiple reflection (Fig. 19a). The bubbles varied in size (17–650 μm, increasing from bottom to top, see Fig. 19b). Higher processing temperatures and/or the addition of flux compounds are required to achieve more homogeneous components.

a, b Recycling of E-fiber glass powder at 1120 °C resulted in an almost opaque green sample due to the extensive population of bubbles
4.3.2.4 Lead/Barium silicate
This sample originates from the manual sorting of CRT screens from different manufacturers. Both the funnel (Lead containing) and panel (Barium Strontium containing) glass are included in the cullet. Samples of this cullet kiln-cast at 870 °C were heavily corded due to the compositional variations and presented multiple crystalline inclusions of black colour, possibly from the reduction of PbO (Fig. 20). One beam was tested in flexure, reporting a low flexural strength of 33.3 MPa.

Kiln-cast beam from manually sorted CRT screens, prepared at 870 °C (10 h)
5 Discussion
5.1 Quality of recycled components and the effect of contamination
The melting experiments on various types of glass waste reveal a broad pallet of recycled glass qualities. The cullet characteristics and thermal history are the main parameters affecting the properties of the resulting kiln-cast glass and occurring defects. The occurring defects can be classified in stress inducing and strength reducing, and their impact on the glass component can be tolerable, weakening or catastrophic. The size, quantity, location (bulk vs. surface), and combination of defects further determines the quality grade of the component (Fig. 21).

Parameters affecting the quality grade of the recycled kiln-cast glass components
More specifically, starting from the cullet characteristics, these are determined by the chemical composition of the glass, its size and its contaminants:
-
Chemical composition: The chemical composition defines the recycling ease and glass network strength. Recycling is facilitated when glasses of lower-viscosity are employed, such as lead silicates, Ba/Sr silicates and C-Fiber glass, and lower processing temperatures can be used (e.g. 820–1020 °C). Glasses containing a high amount of aluminium oxide (e.g. Aluminosilicates, E-fibers) and glasses with low alkali content (e.g. borosilicates) have a higher viscosity that makes their recycling more difficult (Fig. 22). Crystallization can be prevented when the glasses are processed at a temperature above their liquidus point. For typical float glass compositions this was found to be around 1060 °C, while for C-glass, lead and Ba/Sr silicates was even lower. In high-viscosity melts, however, the corresponding liquidus temperature may not be realistic for the kiln-casting method. At the tested temperature range (820–1200 °C), the aluminosilicates containing embedded nano-ceramic crystals were the only samples to entirely crystallize due to their composition. Regarding the strength of the glass network, this is defined by the bond strength of the composing compounds and molar volume (spacing and organization of the molecules). Lead silicate samples, due to the weakness of the PbO bond and the large size of the Pb atoms, showed the lowest flexural strength, when compared to other recycled glass compositions of pure grade. C-fiber glass presented, on the contrary, the highest strength, due to the advantageous effect of the 5% Al2O3 content in combination with the flexibility of its glass network (Bristogianni et al. 2020).
-
Cullet size The size of the cullet, in combination with contaminants surrounding each cullet piece, will determine the meso-level structure of the recycled glass. Large shards may result in distinct structures (glassy or crystalline) within the glass, while smaller cullet will result in random patterns. Powdering of the cullet will increase the homogeneity of the recycled sample but also the bubble content due to the higher amount of entrapped air between the powder particles.
-
Contamination contaminants can be categorized into embedded and external. Embedded contamination refers to infeasible or strenuous to remove elements (e.g. coatings, fritting, wired glass, adhesively bonded components) that are linked with the glass product and, if applicable, with its incorporation within a system (e.g. window frame, electronic device). External contaminants are relevant to the post-consumer waste glass streams and to the quality of waste collection, sorting and recycling into cullet. A more sophisticated recycling system could reduce or avoid the presence of external contaminants, in antithesis to the embedded contaminants, which are technically and economically challenging to remove.

Recycling by kiln-casting ease based on the chemical composition of the tested glasses
The thermal history employed for the recycling by kiln-casting of each glass type can favour the removal of contaminants (e.g. coatings) or intensify their effect (e.g. promote crystal formation around a defect). For example, a short dwell time at forming temperature (2 h at 1120 °C) showed inadequate removal of coating-associated bubbles in soft coated float or mirror specimens versus a prolonged heating (10 h). Forming below the liquidus point would lead to the formation of crystalline interfaces between the cullet pieces. The removal of frit, even of light colour, was not successful at such temperatures (e.g. 970 °C) either.
The combined effect of the cullet characteristics and thermal history will result in stress inducing and strength reducing defects. Strength reducing defects can be bubbles or undissolved frit flakes that interrupt the glass network. Such defects, if situated in the bulk of the component, are not intrusive. Stress inducing defects have a more severe character, based on the level of deviation of the thermal expansion and stiffness between the glass matrix and the defect. Based on the kiln-casting results of various float glasses, formed just above their liquidus point, a ranking of the severity of different contaminants is made (Fig. 23). Glass ceramics and foreign glass inclusions of lower CTE lead to catastrophic results, regardless the size of the cullet. Stones will be tolerated in small size < 2 mm, but will weaken the sample when present at larger diameters, as they induce cracks to the surrounding glass (see automotive glass example). Metal inclusions in the form of wire or small traces will not lead to immediate cracking of the glass matrix, but will locally weaken the glass during loading due to stress concentration. Dark coloured frits containing Cr2O3 will result in crystalline flakes suspended in the glass. Such flakes if in contact with the investment mould during casting may develop into stones that weaken the component (Fig. 24a), yet if situated in the glass bulk, they are tolerated. The effect of light-coloured frits and coatings is minimal, provided that sufficient forming time is applied to guarantee the incorporation of the coatings/frits to the glass melt and the removal of excess bubbles.

Ranking of the impact each type of flaw may have on the hosting glass network

a Fractured surface of an automotive glass sample, kiln-cast at 1120 °C; a Cr2O3 based crystalline flake (green colour) interacted with the mould during forming, resulting into a white 3-dimensional surface stone that became the fracture origin of the sample during loading in flexure. b Fracture origin of a recycled borosilicate beam at 1070 °C; the repetitive interruption of the surface by bubbles lead to the weakening and eventual failure of the sample during bending
The classified as catastrophic or highly weakening contaminants were all of external character and were found in the post-consumer glass waste streams, while embedded contamination resulted mainly in tolerable defects. Post-consumer glass waste also showed a higher content of tolerable defects due to the variability of the cullet. In these cases, although each defect, for example, a bubble, has a negligible impact on the strength, its frequent repetition (e.g. see bubble content in E-fiber glass in Fig. 19b, or bubble veil in Fig. 24b) and combination with other defect types results in the eventual weakening of the component. The above observations intensify the need of meticulous sorting of post-consumer glass waste. A product labeling system similar to the one implemented by the plastic recycling industry with identification codes based on composition, the installation of distinct glass recycling bins and an increase of the consumers' awareness can assist in controlling this problem. The experimental results also highlight the plausibility of recycling by kiln-casting into voluminous components glass containing contaminants of embedded character. Such contaminants prove to have a milder impact on the strength of the recycled component.
Based on the criticality, repetition and location of the encountered defects in each recycled glass type, and in combination with the bending test results, a grading on the strength of the studied glasses is presented in Fig. 25. This ranking takes into account the glass quality achieved when kiln-casting the cullet above its liquidus point (up to 100 °C higher), where a higher degree of homogeneity can be expected. It can be seen that most of the glasses ranking as “unsuitable” concern post-consumer glass streams that contain external contaminants of critical nature. If such contaminants were to be removed from the cullet, then considerable improvement in the quality would be expected. Apart from the type and population of defects present in each glass, the chemical composition plays an important role on the strength of the glasses. As an example, the lead silicate specimens have a relatively low strength despite the lack of weakening or repetitive tolerable defects in their network. Recycling by casting at temperatures below the liquidus point (examples excluded from Fig. 25), although beneficial in terms of energy savings, leads to significant strength reduction, rendering the resulting recycled glasses suitable for low-strength applications only.

Quality grading of tested glass waste types, based on the strength obtained for castings performed slightly above the glasses’ liquidus point
Light transmittance and colouration of the recycled glasses are also important criteria, when investigating possible product applications. In Fig. 26, the produced glasses (forming temperature set above the liquidus point) are ranked from clear to dark, providing an overview of the transparency level to be expected per glass cullet type. In addition, opaque or marble-looking glasses can be achieved by casting below the liquidus point, yet considerable strength reductions need to be taken into account as a consequence of this action.

Light transmittance ranking of the recycled kiln-cast glasses. Non-suitable or challenging to recycle by kiln-casting glasses have been excluded from the ranking
Figures 23, 25, 26 suggest that a wide variety of glass properties and qualities can occur from the recycling by casting method. Systematic mechanical testing of the resulting recycled glass variants is required to provide reliable design data to engineers and product designers, to assist them on applying the created materials in new products according to their characteristics.
5.2 Improving the quality by engineering composite glasses
The recycling by kiln-casting of post-consumer glass waste resulted in considerably lower glass quality than of that achieved by recycling pre-consumer (free of external contaminants) glass waste. However, taking into account that voluminous cast glass components mainly fail due to surface flaws (Bristogianni et al. 2021a, b), a strategy of composite glasses can be formulated to improve the strength. Such composite glasses can consist of a core produced by the lower grade, post-consumer glass waste (in cullet or powder form) and a surrounding surface of purer quality glass (Fig. 27). The surrounding surface can consist of pre-consumer glass of the same compositional family, provided that it does not contain embedded contaminants that can be stress inducing (e.g. metal wires). Milder embedded contaminants (e.g. coatings, light-colour frits) in the pre-consumer glass waste have a calculable amount that can be taken into account when engineering composite glasses. Apart from engineering distinct quality zones, overall reinforcement of a poorer quality glass with a purer glass can improve as well the performance of the glass component. The manner of structuring the two cullet grades inside the mould, the viscosity differential between the two glasses, the cullet size difference and the chosen forming temperature are crucial parameters in determining the type of composite glass (distinct quality zoning versus overall reinforcement). Prior flexural testing on composite specimens (Bristogianni et al. 2021a, b) showed that by adding 30% of a pure compatible soda lime silica pre-consumer cullet to the post-consumer automotive glass cullet, overall reinforcement was achieved leading to strength improvement by 29%. Moreover, a 25% addition of tinted high performing float glass (63.2 MPa) as a distinct surface layer to a lower performing float (45.7 MPa), improved the flexural strength of the later by 19%. The further exploration of this concept can lead to the utilization of post-consumer glass that is currently discarded due to its lower quality, while achieving a reliable structural performance due to the purity of the added reinforcing glass cullet.

Composite kiln-cast component consisting of a clear soda lime silica zone and a heavily contaminated zone from a poorer quality post-consumer soda lime silica powder (b). The layering of the glass component is achieved by structuring the different glass sources inside the investment mould based on their viscosity and size (a). c Close-up of the pure to contaminated glass transition; high population of crystals is detected in the contaminated zone that are tolerable if situated in the bulk
Composite cast glasses can be of value not only in structural applications, but also in architectural and interior design products. Abrupt or gradient transitions from opaque to clear, or dark to clear colour can be achieved, serving complex demands on shading or privacy (Fig. 28).

Composite kiln-cast components showing abrupt and gradient transitions between opaque or dark tinted and clear glass
6 Conclusions
Supply-chain and technical barriers currently prevent the closed-loop recycling of -other than container- glass waste, of both pre- and post-consumer level. Legislation and logistics on waste management turn the recycling into a challenging and economically non-attractive process. The refusal of glass producers to accept recycled cullet reinforces the problem. From a technical perspective, contaminants in the cullet can cause stress concentrations or optical blemishes in thin-walled, highly homogeneous glass products that render them unsuitable for use. Removing these contaminants is often infeasible (e.g. adhesives, lamination, fritting, colour) or technically strenuous (e.g. coatings, metal frames), diminishing the environmental and financial benefits of recycling cullet. In addition, further contamination occurs (e.g. metal, CSP, glass ceramics) as a result of the disposal and sorting process of glass waste, which downgrades the quality of the cullet. Many of the above obstacles can be circumvented if an alternative recycling path is adopted, which involves the recycling “as is” of glass waste into voluminous cast glass components. Such components can be cast from different glass compositions and can tolerate a higher rate of contamination, especially in their bulk.
Experimental exploration of the feasibility of this alternative recycling route involved the kiln-casting at relatively low forming temperatures (750–1200 °C) of a variety of commercial glass compositions, including soda lime silica, borosilicate, aluminosilicate and lead/barium glasses, containing different levels of cullet contamination, of embedded (e.g. frit, wire) or external (e.g. stones, glass ceramics) character. The glass cullet types were assessed based on their recycling ease, and on the strength and defects of the glass that would result from their kiln-casting at a temperature just above their liquidus point. A broad range of material qualities resulted from this experimental investigation.
Lower viscosity glasses, such as lead silicates, Ba/Sr silicates and C-Fiber glass facilitated the most the recycling process, followed by the float soda lime silica glass family. Glasses with low alkali content (e.g. borosilicates) or a high content of aluminium oxide (e.g. Aluminosilicates, E-fibers) required higher temperatures for their recycling back to glass, imposing challenges to the kiln-casting process, such as mould corrosion or increased energy demands. The chemical composition also played a role on the strength of the recycled components, with lead silicate glass showing the lowest flexural strength (35.5 MPa) -among fairly homogeneous glass specimens produced from pre-consumer cullet, and C-fiber glass the highest (73.4 MPa). Pre-consumer float soda lime silica glass ranged from 45.7 MPa to 63.3 MPa according to compositional variations. The strength of glass was reduced in the case of post-consumer glass waste recycling. As an indication, automotive glass presented a flexural strength of 30.1 MPa. In fact, catastrophic or highly weakening contaminants such as glass ceramics, foreign glass compositions of lower CTE, and CSP, were all found to be of external character and encountered in the post-consumer glass waste streams. Embedded contamination (e.g. coatings, fritting) resulted mainly in tolerable or negligible defects of gaseous or glassy character, with the exception of metal wiring (in wired glass) and dark-frit. Although the latter two did not impact the integrity of the component, degradation of the surrounding glass network is expected with time, as well as stress concentrations during loading that will reduce the strength. The experimental results suggest that if certain external contaminants were to be removed from the post-consumer cullet, then this would automatically shift the grading of the recycled products from “unsuitable” to moderate or even strong. Regarding glass types that resulted in weak or moderate strength recycled components, these could either be applied in lower-strength applications (e.g. tiles or interior partitions respectively) or reinforced by composite action. Composite glasses, consisting of a strong surface out of pure, pre-consumer glass cullet of high quality, and a core our of a post-consumer glass of lower quality, were proven to have an increased strength versus glasses kiln-casting only by using the lower quality grade.
The broad pallet of strength and optical qualities achieved from the recycling of the various types of glass waste streams (Fig. 29) suggests the large application potential of these glasses in various markets, among which the field of structural glass, architecture and interior design is perhaps the most straightforward (Fig. 30). Towards this goal, the establishment of recycling infrastructures in local/regional level are suggested, in combination with labelling systems that promote the easy separation of different glass compositions and the engagement of the public. Small-scale glass foundries in local/regional level can be employed to cast the collected waste into useful glass products. The establishment of national and international protocols on the recycling of other than container glass and the encouragement of the state to make use of recycled materials (by updating current waste management legislations and providing economic incentives) can play a key role in solving the problem of glass waste. Systematic testing of the material properties of the different recycled cast glass will provide engineers and product designers with design values and convince glass manufacturers and consumers that using recycled cast glass is worth the “risk”.

Wide range of kiln-cast glasses evolved from the recycling of various different glass waste streams. Systematic validation is required to identify the mechanical properties and quality grade of each recycled cast glass and provide the industry with design data

Structural cast glass components out of different glass waste streams, to be used in an interlocking wall system
Notes
According to (FEVE 2020) glass is the most recycled closed-loop packaging material in Europe.
For example according to (Hestin et al. 2016), in UK, treatment facilities do not set up/collect skips more than 50 km away from their treatment centre or at least from their storage facilities, for the transport cost outweighs the benefits of using cullet.
According to Vlakglas, the current recycling infrastructure allows for the crushing of glass up to 30 mm in thickness without damaging the crushing blade.
Non-glass material components such as ceramics and porcelain have higher melting points than glass and might not melt in the furnace (depending on their size); metal contaminants may cause damage to the furnace (Vieitez Rodriguez et al. 2011); for example old wine bottle caps that had lead, caused liquid metallic lead downward drilling to the furnace.
Several float glass manufacturers have revealed that they are confident in recycling e.g. coated glass, which is discarded during internal processing back to float (pre-consumer glass waste); however, they will not accept for recycling the same coated glass if returned by the final user (post-consumer glass waste), due to fears of additional, external contamination.
A common “wish-cycling” approach that hinders recycling due to recipe incompatibility is the deposition of domestic lead crystal tableware, borosilicate light bulbs and TV screens at the collection banks of container glass.
References
20-21 Visual Arts Centre: Brick by Brick Artists: Hannah Gibson. http://www.2021visualartscentre.co.uk/exhibitions/brick-by-brick/brick-by-brick-artists-hannah-gibson/. Accessed from 16 Mar 2022
Ainsworth, L.: The diamond pyramid hardness of glass in relation to the strength and structure of glass. Soc. Glass. Technol. 38, 501–547 (1954)
Aldinger, B.S., Collins, B.K.: Color Atlas of Stones in Glass. American Glass Research, Butler, PA (2016)
Anagni, G.M.: Recycled glass mixture as cast glass components for structural applications towards sustainability. Politecnico di Milano + TU Delft (2019)
Apple Inc.: Apple awards Corning $45 million from its Advanced Manufacturing Fund. https://www.apple.com/newsroom/2021/05/apple-awards-corning-45-million-from-its-advanced-manufacturing-fund/ (2021). Accessed from 20 May 2022
Bartuška, M.: Glass Defects. Práh, (2008)
Bristogianni, T., Oikonomopoulou, F., Justino de Lima, C.L., Veer, F.A., Nijsse, R.: Structural cast glass components manufactured from waste glass: diverting everyday discarded glass from the landfill to the building industry. Heron 63, 57–102 (2018)
Bristogianni, T., Oikonomopoulou, F., Yu, R., Veer, F.A., Nijsse, R.: Investigating the flexural strength of recycled cast glass. Glass Struct. Eng. 5(3), 445–487 (2020). https://doi.org/10.1007/s40940-020-00138-2
Bristogianni, T., Oikonomopoulou, F., Veer, F.A.: On the flexural strength and stiffness of cast glass. Glass Struct. Eng. 6(2), 147–194 (2021a). https://doi.org/10.1007/s40940-021-00151-z
Bristogianni, T., Oikonomopoulou, F., Veer, F., Nijsse, R.: Exploratory study on the fracture resistance of cast glass. Int. J. Struct. Glass Adv. Mater. Res. 5, 195–225 (2021b). https://doi.org/10.3844/sgamrsp.2021.195.225
Bullseye Glass Co.: Material Safety Data Sheet, Kiln wash. https://warm-glass.co.uk/amfile/file/download/file/96/product/324/ (2000)
European Commission: Delivering the European Green Deal. https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal/delivering-european-green-deal_en. Accessed from 14 Mar 2022
FEVE: Container glass collection for recycling rates in Europe. www.feve.org. Brussels, (2016)
FEVE. www.feve.org (2019). Accessed from 11 Mar 2022
FEVE: Statistics. https://feve.org/about-glass/statistics/ (2020). Accessed from 11 Mar 2022
Glassonline: Spring Pool Glass: new life for old glass. https://www.glassonline.com/spring-pool-glass-new-life-for-old-glass/ (2018). Accessed from 16 Mar 2022
GTS: Specification for Flat Glass Cullet used in Flat Glass Manufacture - Draft. Glass Technology Services (GTS), Sheffield/UK, (2007)
Harder, J.: Glass recycling – Current market trends. In: recovery - Recycling Technology Worldwide, vol. 5. recovery, Germany, (2018)
Hestin, M., de Veron, S., Burgos, S.: Economic study on recycling of building glass in Europe. https://glassforeurope.com/wp-content/uploads/2018/04/Economic-study-on-recycling-of-building-glass-in-Europe-Deloitte.pdf. Deloitte, (2016)
Hubert, M., Faber, A.J., Sesigur, H., Akmaz, F., Kahl, S.R., Alejandro, E., Maehara, T.: Impact of redox in industrial glass melting and importance of redox control. In: Sundaram, S. (ed.) 77th Conference on Glass Problems: Ceramic Engineering and Science Proceedings. pp. 113–128. (2017)
Inano, H., Tomita, K., Tada, T., Hiroyoshi, N.: Lead generation and separation mechanisms from lead silicate glass by reduction-melting. J. Ceram. Soc. Jpn. 126(8), 595–601 (2018). https://doi.org/10.2109/jcersj2.18090
Kasper, A.: Recycling of cullet into flat glass melting furnaces. In: A Collection of Papers Presented at the 66th Conference on Glass Problems: Ceramic Engineering and Science Proceedings, vol. 27. Waltroud M. Kriven, Illinois (2006)
Kosmal, M., Reben, M., Pichniarczyk, P., Ziąbka, M., Skrzypek, S.: Surface crystallization and phase evolution of BaO–SrO–TiO2–SiO2–Al2O3-based glass ceramics. J Therm Anal Calorim (2017). https://doi.org/10.1007/s10973-017-6566-z
Mai, Y.W., Richardson, K.M., Cotterell, B.: Thermal stress fracture of wire glass. Matér. Constr. 15(85) (1982)
Magna Glaskeramik. https://www.magna-glaskeramik.com/
Martlew, D.: Chapter 5: viscosity of molten glasses. In: Properties of Glass-Forming Melts. CRC Press Taylor & Francis Group, USA (2005)
Matskidou, I.: RE-Facade Glass Panels: made by Construction & Demolition Recycled Glass. MSc thesis, Delft University of Technology (2022)
Méar, F., Yot, P., Cambon, M., Ribes, M.: The characterization of waste cathode-ray tube glass. Waste Manage. 26(12), 1468–1476 (2006). https://doi.org/10.1016/j.wasman.2005.11.017
Nilsson, L., Persson, P.O., Rydén, L., Darozhka, S., Zaliauskiene, A.: Cleaner Production: Technologies and Tools for Resource Efficient Production. Baltic University Press, Uppsala (2007)
Oikonomopoulou, F.: Unveiling the third dimension of glass. Solid cast glass components and assemblies for structural applications. PhD, TU Delft (2019)
Oseng-Rees, T.E., Donne, K.: Innovation and development of a new recycled glass material. Glass Technol. Eur. J. Glass Sci. Technol. Part A 56, 43–51 (2015). https://doi.org/10.13036/17533546.56.2.43
Paynter, S., Jackson, C.M.: Mellow yellow: an experiment in amber. J. Archaeol. Sci. Rep. 22, 568–576 (2018). https://doi.org/10.1016/j.jasrep.2017.11.038
Perova, A.A., Abramyan, É.A., Shekhter, F.L.: The strength of patterned and wired flat glass. Glass Ceram 40(9), 461–463 (1983)
Rose, A., Nothacker, K.: Recycling of flat glass in the building industry - Analysis of the current situation and derivation of recommendations for action. In. ift Rosenheim, Rosenheim, (2019)
Saint Gobain.: A guide for improved cullet recycling. Lionet, J. (ed.). www.vetrotech.com/de-at/document/2775 Accessed from 29 Jul 2022
Scalet, B.M., Garcia Munoz, M., Sissa, A.Q., Roudier, S., Delgado Sancho, L. : Best Available Techniques (BAT) Reference Document for the Manufacture of Glass. In. European Commission Joint Research Centre, Luxembourg, (2013)
Scholtens, E.: Recycling borosilicate glass for application in an interlocking cast glass component facade system applied in Casa de Musica. MSc thesis, Delft University of Technology (2019)
SCHOTT: SCHOTT Xensation® α Datasheet. https://www.schott.com/en-gr/products/xensation-p1000336/downloads (2022)
Schreurs, J.W.H., Brill, R.H.: Iron and sulfur related colors in ancient glasses. Archaeometry 26(2), 199–209 (1984). https://doi.org/10.1111/j.1475-4754.1984.tb00334.x
Shand, E.B., Armistead, W.H.: Glass Engineering Handbook. McGraw-Hill Book Company, New York (1958)
Shelby, J.E.: Lecture 4. Color in Commercial Glasses. In: Glass Processing Course. International Materials Institute for New Functionality in Glass (IMI-NFG), Lehigh University, (2015)
Snøhetta: Common Sands – Forite https://snohetta.com/projects/569-common-sands-forite (2020). Accessed from 16 Mar 2022
Surgenor, A., Holcroft, C., Gill, P., DeBrincat, G.: Building glass into the circular economy. How to guide. ARUP, UK, (2018)
Thomason, J.L.: Glass fibre sizing: a review. Compos. A Appl. Sci. Manuf. 127, 105619 (2019). https://doi.org/10.1016/j.compositesa.2019.105619
Vieitez Rodriguez, E., Eder, P., Villanueva, A., Saveyn, H.: End-of-waste criteria for glass cullet: technical reports. In. JRC European Commission, Institute of Prospective Technological Studies, Seville, (2011)
Vlakglas Recycling Nederland: Vlakglas Recycling Nederland Jaarverslag 2020. Netherlands, (2020)
Wilson, H.R., Elstner, M.: Spot Landing: Determining the Light and Solar Properties of Fritted and Coated Glass. In: Louter, B., Belis, Veer, Nijsse (ed.) Challenging Glass 6 - Conference on Architectural and Structural Applications of Glass, Delft University of Technology 2018
Worrell, E., Galitsky, C., Masanet, E., Graus, W.H.J.: Energy Efficiency Improvement and Cost Saving Opportunities for the Glass Industry. An ENERGY STAR Guide for Energy and Plant Managers. https://www.energystar.gov/sites/default/files/buildings/tools/Glass-Guide.pdf. Ernest Orlando Lawrence Berkeley National Laboratory, California, (2008)
Wrap: Quality protocol Flat glass. The quality protocol for the production of processed cullet from waste flat glass. https://wrap.org.uk/resources/guide/quality-protocol-production-processed-cullet-waste-flat-glass. wrap, environment agency, UK, (2008)
Yu, R., Bristogianni, T., Veer, F.A., Nijsse, R.: The application of waste float glass, recycled in structural beams made with the glass casting method. In: Louter, C., Bos, F. & Belis, J. (ed.) Challenging Glass Conference: Conference on Architectural and Structural Applications of Glass, CGC 7, Gent (2020)
Acknowledgements
Τhe authors are grateful to Dr. Fred Veer for his scientific guidance and feedback throughout this research, Rong Yu, Mariska van der Velden, Isidora Matskidou, Anurag Sonar and Anna Maria Koniari for their for their valuable assistance with the preparation of part of the glass specimens shown in this paper, and Mauro Overend and Rob Nijsse for their support. Ruud Hendrikx is acknowledged for the XRF and XRD characterizations. The authors would also like to express their gratitude to Cor Wittekoek (Vlakglasrecycling) and Danny Timmers (Maltha Glasrecycling Nederland) for their help. The authors are thankful to Maltha Recycling Nederland, AGC Belgium, Vlakglasrecycling Nedeland, Coolrec, Sibelco, Royal Leerdam Crystal and Schott for their contribution in glass cullet.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bristogianni, T., Oikonomopoulou, F. Glass up-casting: a review on the current challenges in glass recycling and a novel approach for recycling “as-is” glass waste into volumetric glass components. Glass Struct Eng 8, 255–302 (2023). https://doi.org/10.1007/s40940-022-00206-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40940-022-00206-9