
Abstract
A systematic comparison of the tensile and compressive response of glass ceramic Macor, with zero porosity and low density, is carried out by using flattened Brazilian disk and cylindrical specimen from quasi-static to dynamic loading conditions. The experiments were performed on a screw driven Zwick machine and an in-house built split Hopkinson bar synchronized with a high speed photographic system. Likewise, the loading rate dependent fracture toughness is also investigated by using a notched semi-circular Brazilian disk. A digital image correlation technique is adopted to assist in the monitoring of strain field, crack initiation and propagation under dynamic loading conditions. Both tensile and compressive strength show loading rate dependencies, however, the static and dynamic tensile strengths are only 20% of the compressive strengths without confinement and less than 10% of the confined compressive strength. The microstructural characterization reveals the fracture mechanisms in unconfined Macor are predominantly transgranular with mica platelets and cleavage planes, which are influenced by the loading mode and loading rate. However, the Macor with confinement shows ductile fracture micrographs with a shear localization zone consisting of fine particles. With the use of Macor ceramic as a model material, the paper presents an economical approach to investigate the loading mode and pressure dependent failure of ceramic materials. This will support the characterization of dynamic properties of current and future developed advanced ceramics for demanding applications in the aero engine.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Advanced ceramic materials with high hardness and relatively low density are very attractive for structural applications. The essential brittleness of advanced ceramics, however, limits their performance in service. The wide use of advanced ceramic materials requires an understanding of their deformation and failure mechanism, which will benefit the optimization of the structural design.
A series of standard techniques under static loading is available for testing the mechanical properties of ceramic materials, such as compressive strength [1] and flexural strength [2]. However, the ceramics employed in aerospace engineering and armour design always undergo high speed deformation process, as can be found in the works of Townsend and Field [3, 4], Bourne and Rosenberg et al. [5, 6] in the Cavendish Laboratory. Analysis of such impact events requires the understanding of dynamic mechanical properties of ceramic materials. The tensile strength is an important mechanical property of brittle materials [7]. However, the tensile test under static or dynamic conditions can be challenging and is very sensitive to the specimen alignment and attachment methods. The conventional direct tensile test with a dog-bone specimen is not suitable for ceramic material and is difficult to manufacture. Several indirect tensile approaches have been developed to measure the tensile strength of brittle materials. The Brazilian disk is relatively simpler to manufacture compared to the dog-bone specimen. The Brazilian test, as a typical indirect test which is convenient to conduct through the far filed compressive loading technique [8, 9], has been increasingly popular for the study of the tensile response of brittle materials [10]. The Brazilian test with an arc form anvil for the contact surface was proposed by Mellor and Hawkes [11], in order to reduce the local contact stress concentration. Palmer and Field [12], Williamson et al. [13], Grantham and Siviour et al. [14] in the Cavendish Laboratory showed that this configuration effectively prevented the premature edge failure by reducing the shear stress near the contact points. Another kind of tensile test reported by our Oxford colleagues Johnson and Ruiz [15] was the spalling test using a brittle ceramic rod impacted axially by a Hopkinson pressure bar. The dynamic Brazilian test was conducted in parallel, and it was suggested that the use of curved anvils would reduce the compressive Hertzian contact stresses. Recently, Khosravani et al. [16, 17] reviewed the applicability of the Brazilian test and spalling test using a Hopkinson pressure bar to evaluate the tensile strength of brittle materials. A flattened Brizillian disc (FBD) test, in which the two flat planes were machined on two sides of the disk, was proposed by Wang et al. [18, 19] to reduce stress concentration close to the loading area and was used to successfully measure the tensile strength. From the literature, the Hopkinson bar, or Kolsky bar [20,21,22], is an important technique for characterizing the dynamic behavior of materials, including the strength of brittle materials, as can be seen from the very recent works of Khosravani et al. [16] and Cao et al.[23].
Fracture toughness is an intrinsic property of brittle materials to resist crack initiation and propagation. The mechanisms of impact damage would be affected by the fracture toughness of brittle materials, see Ruff et al. [24], Townsend and Field [25]. The dynamic fracture toughness is important for the understanding of fracture properties of brittle materials at high strain rates. Rittel and Maigre [26] investigated dynamic fracture properties of PMMA using a compact compression specimen and Hopkinson compression bar, and reported the loading rate dependent fracture toughness of PMMA. Belenky et al. [27] adopted a one-point impact technique to characterize the static and dynamic fracture properties of transparent nanograined alumina. Samborski and Sadowski [28] studied the fracture toughness of alumina ceramic under static and dynamic loading conditions and analyzed the porosity effects on fracture toughness. The notched semi-circular Brazilian (NSCB) specimen subjected to a three-point bending loading, initially proposed by Chong and Kuruppu [29,30,31], has been increasingly used to determine the fracture toughness of brittle materials. Liu et al. [32] measured the fracture toughness of polymer-bonded explosive material using NSCB specimens. Both the NSCB test and three-point bending test were carried out by Chen et al. [33, 34], and good consistency was found in the measurements of the dynamic fracture toughness of ceramic materials.
The glass ceramic Macor is increasingly implemented in aerospace engineering [35, 36] and high precision engineering applications [37, 38]. The viscoelastic property of Macor was reported by Bagdassarov [39], together with the internal friction and the shear modulus. So et al. [40] studied the ultrasonic property of Macor at low temperature by using pulse-echo approach. In service, Macor would be subjected to high speed impact. Several studies concerning the dynamic mechanical response of Macor have been carried out in the last two decades across a series of strain rates. Chen et al. [41] investigated the pressure dependent constitutive behaviour of Macor ranging from quasi-static to high strain rate loading, and found that the compressive strength increased with the increase of the confined pressure. Dong et al. [42] reported the rate dependent tensile strength and flexural strength of Macor. From the literature review, one can find that a systematic comparison between tensile and compressive responses, and the fracture toughness measurement for glass ceramic Macor have been seldom reported. Recently, DIC with non-contact characteristics is increasingly employed for the displacement and strain field measurements [34, 43,44,45]. Compared to the traditional strain gauge methodology with contact characteristics and a limited number of measurement points, the DIC method provides a direct measurement of the displacement or strain field. Chen et al. [43] studied the tensile strength of several brittle materials by combining the DIC and strain gauge measurements in the Brazilian test. Bhattacharya and Goulbourne [46, 47] used the DIC technique to investigate the dynamic deformation mechanism of a ceramic using DIC to obtain the full field deformation measurement. The real time monitoring of dynamic deformation and failure process of Macor is still missing, and the fractographic studies under different loading modes (and confinement conditions) are less well reported.
As an excellent electrical and thermal insulator, Macor offers good performance in electrical components, such as sensors and resistors in the engine control, management, and thermal protection systems in aero engine. Macor used in these components would be subjected to impact loading with complex stress states. Consequently, the dependence of the dynamic fracture behavior of Macor on the loading mode and lateral confinement is of considerable interest to designers. In this work, the flattened Brazilian test and the notched semi-circular bending test, complemented by DIC techniques, were carried out to study the tensile strength and mode I fracture toughness of glass ceramic Macor under static and dynamic loading conditions. Likewise, the compressive tests without confinement and with lateral confinement were also conducted to compare the tensile strength and compressive strength. These studies are vital in order to understand the dynamic response of Macor and provide useful information to guide the engineering design. The methodology and techniques used in the present work will also support the characterization of the impact performance of advanced ceramic materials [48] in aero engine system. The material, specimen geometries and experimental setups are introduced in "Material and Methods" section. The next section presents the experimental results using different specimens and techniques. "Discussion" section discusses the main outcome of the present paper, followed by conclusions.
Materials and Methods
Material and Specimens
Macor is a unique white color, odorless, porcelain-like (in appearance) glass ceramic composite consisting of 55% fluorophlogopite mica phase and 45% borosilicate glass made by Corning Inc. This ceramic shows zero porosity and a low density of 2.52 g/cm3. Table 1 lists the compounds of Macor quoted from the manufacturer [49].
The FBD specimens were machined into 9.66 mm diameter and 4 mm length (thickness) cylinders with two parallel sections corresponding to the loading angle 2θ = 30°, as can be seen in Fig. 1. The tensile stress αt at the center of the FBD is given by

Schematic diagram of FBD specimen
where k is the non-dimensional stress factor related to the loading angle, here k = 0.92 [18, 33] for the loading angle 2θ = 30°. F is the applied load on the parallel surfaces, B is the thickness of the disk, and D is the diameter of the disk.
A semi-circular specimen with a notch along the symmetrical line, initially proposed by Chong and Kuruppu [29, 30], was used for the bending test in order to measure the fracture toughness of Macor. Figure 2 shows the diagram of the NSCB test, which is similar to the three point bending test. The notched specimen sits on a base with two supporting points, and the load F is applied through the top face of the specimen. Here, a is the pre-notch length 2.5 mm, D is the diameter of the specimen 10 mm, B is the thickness of specimen 4 mm, and 2S is the distance between two supporting points which is equal to 8 mm. The base is made from a Ti6Al4V alloy.

Schematic diagram of the NSCB specimen
A formula to determine the history of mode-I stress intensity factor \({\text{K}}_{\text{I}}\text{(t)}\) of the NSCB specimen is given by
\({\text{F(t)}}\) is the force history. When 0.25 \(\le \frac{a}{D} \le\) 0.35 and \(\frac{\text{2S}}{{\text{D}}}\)=0.8, the dimensionless stress intensity factor \({\text{Y}}_{\text{k}}\) is expressed as follows [33, 50]:
The fracture toughness \({\text{K}}_{\text{IC}}\) is given by
Here, \({\text{F}}_{\text{max}}\) is the maximum applied force. According to the ASTM standard procedure E399, and the approaches proposed by Zhou et al. [51], Liu and Chen [32, 33, 50], the fracture toughness \({\text{K}}_{\text{IC}}\) is an intrinsic property of Macor ceramic to resist crack initiation and propagation, and can be obtained from the peak value of \({\text{K}}_{\text{I}}\text{(t)}\), which corresponds to the stress intensity factor at the maximum applied force.
Cylindrical specimens with diameter 5 mm and length 5 mm were used for the compression tests. A series of previous studies showed that the hydrostatic pressure greatly influences the deformability of brittle materials, and the relevant techniques to confine brittle materials can be found in the works of Chen et al. [41, 52], Subhash and co-workers [53, 54] and Rittel et al. [55,56,57]. Here, the dynamic confinement was applied by a mechanical approach from metallic sleeves with low-strain hardening undergoing plastic deformation to obtain an almost constant confined pressure [55, 56]. Different confinement levels were achieved by sleeves machined from Al 6061 alloy and Ti6Al4V alloy with a wall thickness of 0.7 mm ± 0.005 mm. The specimen assembly is schematically shown in Fig. 3, with a Ti6Al4V alloy adapter on top of the specimen to complete the assembly. The Macor specimens and sleeves were machined to a high accuracy such that the grease lubricated specimen can be tightly inserted with sufficient hand pressure. The friction between the sleeve and the specimen is assumed to be negligible in the present work. The specimen was loaded through the adapter by the incident Hopkinson bar. According to the detailed analysis in Refs. [55, 56], the axial stress αaxial and radial stress q are given by

Schematic diagram of confinement assembly and the stress states
where F is the applied force, σy, t, and r are the yield stress, wall thickness and inner radius of the metallic sleeve. Here, low and high confinements correspond to Al sleeve and Ti6Al4V sleeve respectively. The material properties of two sleeve materials were measured using cylindrical specimens at the same strain rates as Macor specimens. An image of the above specimens is shown in Fig. 4.

Image of Macor specimens for the tests under different loading conditions
Experimental setup
The quasi-static tests were carried out using a 50 KN screw-driven Zwick machine under displacement control mode at a loading speed of 0.05 mm/s. The Zwick machine is synchronized with an IDS (Image Development Systems) UEye USB 3.0 Camera with high resolution images (2456 × 2054 pixels) at a frame rate of 5 fps. Dynamic loading tests were conducted using a bespoke designed 16 mm diameter split Hopkinson compression bar synchronized with high speed photographic equipment.
Figure 5a shows the image of the Hopkinson bar setup, with the corresponding schematic in Fig. 5b. Specifically, the incident and transmitted bars were made from Ti6Al4V alloy with lengths equal to 2.7 m, together with a 2.5 m projectile also made from Ti6Al4V alloy. The high speed images recorded by a Kirana camera with a Tamron SP60mm Macro lens have a resolution of 924 × 748 pixels, at a framing rate of 5 × 105 fps and shutter speed 2 us. A similar system has been used by Evers et al. [58] for the tests of Nacre-like alumina, and recently by Varley et al. [59] and Zhang et al. [60, 61]. A commercial software, LaVision Davis,Footnote 1 was used for the DIC analysis of the dynamic deformation processes. A detailed description of the DIC technique is given in Appendix A.

Hopkinson bar system for dynamic tests. a Image of the Hopkinson bar system. b Schematics of the experimental setup, and the typical camera view of a FBD specimen missing in caption chk with ms
For the Hopkinson bar technique, the stress wave propagation analysis can be found in De Cola et al. [62], Gustavo et al. [63] and Zhang et al. [60]. Two sets of strain gauges 1 and 2 are attached on the incident bar, with a further set of gauge 3 on the output bar. The amplitude of the stress waves was determined by D’Alambert’s solution of the wave equations. The stress and strain evolutions were obtained by the classical Kolsky bar analysis [21]. A 0.7–1 mm thickness neoprene rubber sheet was used as a pulse shaper and placed at the impact end of input bar to control the rise time of the incident wave signal and to achieve the dynamic force equilibrium, which is crucial for valid measurements using the Hopkinson bar. Figure 6a shows typical strain gauge signals for a FBD test. Figure 6b compares the input side force obtained from the incident and reflected signals and the output side force measured directly from the transmitted signal. The differences between the forces suggested by Ravichandran and Subhash [64] and Khosravani et al. [65], can be evaluated by a factor \({\text{R}}_{\text{f}}\) = \(2\left|\frac{\text{F\_in-F\_out}}{\left(\text{F\_in+F\_out}\right)}\right|\), where F_in and F_out are the input and output forces, respectively. Initial \({\text{R}}_{\text{f}}\) shows a high value as the stress wave starts propagating into the specimen. Shortly after, Rf decreases significantly with an average value of 0.03. This is similar to the observations of Tzibula et al. [66], Zhang et al. [67] and Hoffmann et al. [68], indicating that dynamic force equilibrium is confirmed in the setup. The output force is used for the stress measurement of the specimen.

Typical measurements on the Hopkinson bar system. a Raw strain gauge signals. b Dynamic force equilibrium missing chk with ms
Experimental Results
Dynamic FBD Test
A typical tensile stress history of the FBD specimen tested with the Hopkinson bar system is presented in Fig. 7, together with the crack open displacements (COD) from the virtual gauges of length 0.8 mm at the two locations shown in Fig. 8. Between the time 130 us to 204 us, the stress increases almost linearly until the peak stress is reached, followed by a rapid load drop and the dramatic increase of COD. The magnitude of tensile failure stress is 100 MPa. Figure 8 shows the tensile strain distribution on the FBD specimen at two consecutive stages at the maximum tensile stress and immediately after. The specimen is loaded on the right side by the Hopkinson incident bar. Clearly, the failure initiates very close to the centre of the specimen (white arrowed position a) and shortly after forms an open crack propagating to the two ends of the specimen along the loading direction, resulting in the final splitting of the whole specimen. Due to the linear increase of the tensile stress, a constant loading rate can be determined by the tangent line (arrowed) in Fig. 7, which is important for the accurate measurement of the tensile strength.

Typical tensile stress and COD as a function of time in a dynamic FBD test

Tensile strain distribution from DIC analysis at two consecutive stages a 205 us and b 207 us. The virtual gauges at locations a, b are used to measure the COD. The Hopkinson incident bar locates at the right end of the specimen
The comparison of quasi-static and dynamic tensile strength is shown in Fig. 9. The average dynamic tensile strength is 101 ± 12 MPa (standard deviation), which is higher than the average quasi-static tensile strength 73 ± 6 MPa. Although the standard deviation under dynamic condition is twice that for the quasi-static condition, the effect of loading rate on the tensile strength of Macor is clear.

Tensile strength measurements under quasi-static and dynamic loading conditions
Dynamic NSCB Test
The NSCB specimen with pre-notch was dynamically loaded on the Hopkinson bar, and the stress intensity factor history is given in Fig. 10. The COD results as a function of time are extracted from two positions a and b close to the pre-notch tip. The COD curves remain approximately zero up to 46 us in Fig. 11, followed by a rapid non-linear increase when the stress intensity factor (load) drops rapidly after the peak. The closer to the pre-notch tip, the larger COD appears at corresponding times.

Typical stress intensity factor and COD evolution as a function of time in a dynamic NSCB test

Tensile strain distribution from DIC analysis before crack initiation at a 42 us, after crack initiation at b 52us and c 66us
Figure 11 shows the corresponding tensile strain distributions at three instants before and after the crack initiation, together with the displacement vector fields of the NSCB specimen. The local tensile strain concentration is obvious at the pre-notch tip and the crack propagates along with the orientation of the notch. The two half sections of the NSCB specimen rotate in opposite directions and finally the specimen splits into two parts.
The fracture toughness values under quasi-static and dynamic loading conditions are compared in Fig. 12. The quasi-static loading rate is ranging from 1.89 to 3.15 MPa \(\sqrt{\mathrm{m}}\)/s, while the dynamic loading rate is within the region of 0.52 × 105 − 1.36 MPa × 105 \(\sqrt{\mathrm{m}}\)/s. The average quasi-static fracture toughness is 1.58 ± 0.18 MPa \(\sqrt{\mathrm{m}}\). Figure 12 clearly shows the influence of loading rate on the fracture toughness measurements. The average dynamic fracture toughness 2.34 ± 0.18 MPa \(\sqrt{\mathrm{m}}\) is apparently higher than the average quasi-static fracture toughness, with a dynamic amplification factor of approximately 1.5.

Measured fracture toughness under quasi-static and dynamic loading conditions
Dynamic Compression Test
Figure 13 presents the engineering stress history of a cylindrical specimen under compressive loading at high strain rate of 330/s. The high speed images at different stages are shown in Fig. 14. The magnitude of compressive maximum stress is 510 MPa. A very small surface crack (white arrow) can be observed at stage 2. The failure occurs due to the fracture of two small areas (white arrows) close to the right end of specimen at stage 3. This is followed by a damage-induced material softening after the maximum strength point at stage 4, with an additional crack observed at the surface centre. The two further axial splitting areas (white arrows) can be seen at stage 5. The fragmentation of Macor specimen after the complete fracture, which is not marked in the stress history, is shown at stage 6 in Fig. 14

Typical compressive stress history under dynamic loading condition

High speed images showing the failure process of the specimen under dynamic compression at strain rate of 330/s. The failure regions are arrowed. Stage 6 shows the fragmentation of Macor after the complete fracture
Figure 15 shows the typical strain distributions from DIC analysis before the total fracture. The failure initiation locates at the top right edge of the specimen. The splitting at the centre of the specimen (black arrow) can be seen in the field of tensile strain \({\varepsilon }_{yy}\). The strain distribution shows that the tensile strain would be higher than the axial strain \({\varepsilon }_{xx}\) and the shear strain \({\varepsilon }_{xy}\), indicating an additional tensile failure mode due to the radial expansion of specimen under dynamic compressive loading.

Axial, extensive, and shear strain distributions of the compressive specimen at 90 us prior to stage 4
Figure 16 shows the typical engineering stress histories from compression testing at strain rates about 200 /s-400 /s for Macor specimens without confinement and two levels of confinement. Here, Al and Ti6Al4V sleeves result in dynamic confined pressures of about 86 MPa and 252 MPa respectively. The unconfined specimen shows a rapid load drop after the peak stress. When the lateral confinement is introduced, the engineering stress appears to be different. The low and high confinements see the peak stress increases to 600 MPa and 1.1 GPa respectively. The stress stays at a constant value before decreasing slowly instead of suddenly load drop. The increasing stress with high confinement indicates the role of lateral confinement in postponing damage and final fracture of the specimen.

Engineering stress as a function of time for the specimens without and with lateral confinements
The unconfined specimen tested at high strain rates was fragmented completely. With lateral confinement, the brittle fragments of Macor were retained by the plastically deformed sleeve. Figure 17 shows the typical recovered confined specimen containing a 45° crack (dash arrow) with respect to the axial loading direction. The propensity to fragment appears to be suppressed by the confined pressure. The fracture of Macor with high confinement transforms to a ductile failure mode with a conical plug as indicated in Fig. 17.

Recovered failed specimen with crack, and conical fractured specimen under high confinement at high strain rates
Figure 18 compares compressive strength under quasi-static and dynamic loading conditions. The dynamic compressive strength of Macor without confinement is at the level of 470 MPa. This is higher than the average quasi-static compressive strength value of 378 MPa, with a dynamic amplification factor of about 1.25. With the introduction of lateral confinement, the compressive strength increases to approximately 602 MPa and 1100 MPa under low and high confinement conditions respectively.

Comparison of unconfined and confined compressive strength of Macor under quasi-static and dynamic loading conditions. The average value and the standard deviation are also plotted
Microstructural Characterization
Fracture mechanisms of the broken FBD specimens under quasi-static and dynamic loading conditions, the broken compressive specimen and NSCB specimens under quasi-static loading are characterized under a Carl Zeiss Evo LS15 VP-Scanning Electron Microscope. The compressive specimen and NSCB specimen were fragmented randomly using the present Hopkinson bar system, consequently, it is impossible to characterize the fracture surfaces of interest.
Figure 19a, b show fracture surfaces of the mid-section of FDB specimens under quasi-static and dynamic loading conditions, with the corresponding higher magnification micrographs given in Fig. 19c and Fig. 19d. The fracture mechanisms are predominantly transgranular under both quasi-static and dynamic loading conditions. Fractures propagate mainly along with the mica-glass interfaces and the cleavage planes, which is a typical failure mechanism in mica-glass ceramic [69]. Examples of the cleavage plane (arrow) and bright transgranular fracture surface (circle) can be seen in Fig. 19c. The fracture surface of a dynamically broken FBD specimen in Fig. 19d shows finer cleavage facets with more transgranular fractured mica platelets compared to that in statically broken FBD specimen in Fig. 19c.

Comparison of fractographic images for a statically and b dynamically broken FBD specimens, higher magnification of c statically and d dynamically broken FBD specimens, e statically broken compressive specimen, f statically broken NSCB specimen
The micro-morphology of statically broken compressive specimen in Fig. 19e presents smooth cleavage planes (arrow) and a number of short fiber-like lamellar mica phases (dashed arrow) with bright transcrystalline fracture surface (circle). The fracture surfaces under tension and compression loading modes are generally similar. The content of transgranular fractured randomly oriented mica-like platelets and cleavage planes in Fig. 19e are more than that in Fig. 19c from the tensile fracture surface.
Regarding the statically broken NSCB specimen with mode I fracture mode, the cleavage facet (arrow), lamellar mica platelet (dashed arrow) and bright transgranular fracture surface (circle) can be found in Fig. 19f. This fracture surface seems similar to the statically broken FBD specimen in Fig. 19c. Although Macor presents a macro brittle behaviour, the mica-glass interlocked phases show micro effective ductility [39, 70] and consequently provide good load bearing capacity.
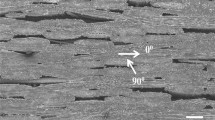
Considering the fracture surfaces of the dynamically broken specimen with a conical plug under high confinement condition, Fig. 20a shows a smooth shear zone (arrowed) and Fig. 20b presents the elongated microstructures on the edge of the cone, both indicating the shear failure in the confined Macor specimen. A closer observation of the smooth shear zone (Fig. 20c) shows the elongated fine particles with 5–10 um width marked by a dashed arrow. These fine particles are also randomly distributed in the fracture surface in Fig. 20d with a few mica platelets marked with a circle. The fine particles are caused by the crushing/pulverization of the Macor with high confinement. The fracture micrographs of the dynamically broken specimen with high confinement present a completely different failure mechanism of Macor ceramic in a comminuted state, compared to those in Fig. 19.

Representative fracture morphology from a conical plug in dynamically broken specimen under high confinement. a Smooth shear localization zone b microstructure on the edge of the cone c higher magnification of the localization zone d magnified microstructure on the edge of the cone
Discussion
With the development of precision processing technology, much work has been carried out to study the compressive response of advanced ceramic materials in recent years. The increasing implementation of advanced ceramic materials into applications, in which the materials would undergo high speed deformation process, drew lots of attention to the measurement of dynamic compressive strength. Due to the excellent heat insulation and low density, the glass ceramic Macor is increasingly used in the electrical components and thermal protection systems in aerospace engineering. Studies concerning the loading mode and lateral confinement dependent dynamic fracture behavior of Macor are of considerable interest to engineers. This work reports our comparative study for compressive and tensile strength values of the Macor ceramic, with all measurements performed in the same laboratory, using the exact same experimental setup from quasi-static to dynamic loading. In addition, the NSCB specimen is employed to determine the mode I fracture toughness of Macor. The high speed photography and DIC technique were used to monitor dynamic deformation and failure processes of the Macor ceramic.
A notable example of compression testing of brittle material is the recent investigation on the loading rate dependent compression strength of boron carbide carried out by Swab et al. [71]. A dumbbell-shaped specimens were used to avoid stress concentrations at the interface between the loading platens and the specimen [72]. The present work, however, adopts cylindrical specimens to measure the compressive strength of Macor, due to the complexity associated with the manufacturing of dumbbell-shaped ceramic specimens. In order to reduce stress concentrations and friction between the specimen and loading platens, the ends of the input bar, output bar and specimen were polished and manufactured with high parallelism geometric tolerance. Additionally, a small amount of lubrication was used. The pulse shaping technique was employed to increase the rise time of stress wave and achieve dynamic force equilibrium. The above precautions ensured that the values of uniaxial compressive strength measured at quasi-static and high strain rate are in good agreement with the previous results reported by the manufacturer [49] and Chen and Ravichandran [41]. In addition to reporting the sole result of the global mechanical response, here, the dynamic compressive deformation and failure process of Macor were monitored using high speed photography technique. A very small surface crack formed before the peak stress, this was followed by the failure resulting from the fracture of two small areas close to the end of specimen. The subsequent load drop indicated a damage-induced material softening. Later, additional cracks formed on the surface at the centre of the specimen, leading to the final fragmentation of Macor ceramic.
Compared to the compressive test, the tensile testing is more complicated, particularly under dynamic loading condition. Another exceptional example of tensile testing of brittle material was recently performed by Swab et al. [73], for the measurement of quasi-static uniaxial tensile strength of a boron carbide. They found that flexure strength tests predicted the uniaxial tensile strength well. In the present work, the FBD specimen was used for the determination of the static and dynamic tensile strength of Macor. Extra care has been taken in the dynamic force equilibrium by using pulse shaping technique. The applicability of the Brazilian test to evaluate the dynamic tensile strength of brittle materials, can be found in the recent review of Khosravani et al. [16]. With the assistance of high speed photography and DIC techniques, the FBD specimen with two flat planes showed the advantage of reducing stress concentration close to the loading point. The average tensile strength 101 ± 12 MPa MPa at dynamic loading is 1.4 times higher than the average tensile strength 73 ± 6 MPa at quasi-static loading. The standard deviation of 12 MPa in dynamic tensile strength measurement is found to be higher than that of 6 MPa under quasi-static condition. Due to the brittle property of Macor ceramic, the dynamic loading rate was more difficult to control, compared to the quasi-static loading. Note that the values of dynamic tensile strength are averaged between the loading rates from 7 × 105 to 1.5 × 106 MPa/s. The variation of loading rate may affect the dynamic tensile strength and contribute to the observed variation. Similarly, the scatter could also be related to material inconsistency and the manufacturing process [74]. The flexural strength of Macor quoted by the manufacturer, 94 MPa with unspecified test condition, is between the quasi-static and dynamic tensile strength measurements in the present work. The present dynamic tensile strength agrees with the dynamic flexural strength measured by Dong et al. [42]. However, the tensile strength value from Dong et al. [42] using Brazilian discs is less than 50% of the measured flexural strength value, less than 50% of the flexural strength from the manufacturer, and less than 50% of the tensile strength in the present work. Without monitoring the dynamic deformation process [42], it’s difficult to evaluate the problem arising due to stress concentrations at the loading position and the initiation of failure in the Brazilian test. Here, the high speed images clearly showed that, the dynamic failure initiated at the centre of the FBD specimen and then formed an open crack propagating to the specimen ends along the loading direction. This results in the final splitting of the FBD specimen. This information confirms the validity of the tensile test of Macor using a FBD specimen.
The above comparison of compressive and tensile tests shows that both static and dynamic tensile strengths are approximately 20% of the corresponding compressive strengths. The microstructural characterization shows that FDB specimens present predominantly transgranular fracture mode with the cleavage facet and bright transgranular fracture surface. The fracture surface of dynamically broken FBD specimen seems to show denser cleavage facets with more mica flakes, compared to that in statically broken FBD specimen. The FBD specimen fails by an extensive splitting. The fracture in compressive specimen also shows a mode I cracking (Fig. 15). The fracture surfaces of the compression specimen and the FBD specimen present similar microstructures. These indicate a similar formation mechanism of mode I crack in compressive specimen and FBD specimen [75].
Further fracture toughness characterization of Macor shows clearly the loading rate effect on the fracture toughness, with the average dynamic fracture toughness being about 1.5 times higher than the average quasi-static fracture toughness. The average quasi-static fracture toughness 1.58 ± 0.18 MPa \(\sqrt{\mathrm{m}}\) is in good agreement with the standard fracture toughness value of 1.53 MPa \(\sqrt{\mathrm{m}}\) quoted by the manufacturer. The high speed images of the NSCB specimen show that a crack follows the concentrated strain region in the orientation of the pre-notch towards the loading position, and the specimen finally breaks into two parts. This aggress with the observation in the test of an alumina ceramic using NSCB specimen reported by Chen et al. [41].
Hydrostatic pressure has been reported to increase the deformability of brittle materials, e.g., Farbaniec et al. [76], Chocron et al. [77], Forquin et al. [78], Ma and Ravi-Chandar [79]. This work shows that the brittle characteristics of Macor can be suppressed by the lateral confinement without load drop. In this study, the confining pressure was provided by the plastically deformed sleeves with low-strain hardening to obtain an almost constant radial confined stress, an experimental technique proposed by Rittel et al. [55, 56, 80]. Adopting this technique to characterize the confined response of ceramic would be of interest. Here, extra care was taken in machining the Macor specimen and the metal sleeves. With a certain amount of grease lubrication, the specimen can be tightly inserted into the metallic sleeve with sufficient hand pressure. A good advantage of this method is that no direct measurement of the confining pressure is required, as this can be calculated from the elastoplastic response of the sleeve material. The dynamic compressive strength significantly increases with the increasing confinement pressure and becomes one order of magnitude higher than the dynamic tensile strength. It’s also interesting to note that, the recovered confined Macor specimens contain a 45 degree crack with respect to the axial loading direction. This is slightly different from the process of fault formation reported by Chen and Ravichandran [41], with the cracks propagating from the corners into the specimen and intersecting near the middle. Similarly, the confined Macor transforms from a brittle fragmentation to a conical plug fracture mode indicating the ductile failure feature (Fig. 17). Microstructural characteristics of this shear failure mode in Macor are absent from the published literature. Here, observation of the fracture surface in Fig. 20 shows a ductile failure with shear zones and fine particles in the dynamically broken Macor specimen with high confinement. The fine particles, resulting from crushing/pulverization of the Macor, are influenced by the local stress states [81,82,83]. As the deformation continues, the cracked structure is further pulverized under dynamic compression loading.
Future work will aim at investigating the test methodology using dumbbell-shaped specimen [71, 84] and the numerical modeling with the currently available and further measured experimental results. Efforts will be made to develop the confined tensile test technique to reveal the potential pressure dependent tensile response in order to provide the whole picture of the tensile and compressive properties of Macor and other advanced ceramics [48, 58, 85,86,87] in aerospace engineering applications. Likewise, the Hopkinson bar system will be improved to better recover the dynamically deforming specimens.
Conclusion
This paper reports the loading rate dependent tensile strength, compressive strength and fracture toughness of a glass ceramic Macor. Differences in the tensile and compressive responses of Macor are compared. A series of results have been obtained using the cylindrical specimen, FBD specimen and NSCB specimen. The main outcomes are summarized as follows:
-
Valid FBD tests have been performed with the assistance of high speed photography. The crack initiated at the center of the FBD specimen, then propagated along the mid-section line towards the loading points and resulted in the final splitting fracture of the specimen.
-
The dynamic amplification factors of tensile strength, compressive strength and fracture toughness of Macor ceramic are similar and in the range of 1.25–1.50.
-
The measured tensile strength of Macor is only 20% of the compressive strength under quasi-static and dynamic loading conditions.
-
The tensile strength can be less than 10% of the compressive strength with lateral confinement.
-
The fracture surfaces in unconfined Macor present predominantly transgranular fracture with randomly oriented mica-like flakes. The Macor ceramic shows macro brittle behaviour, while the mica-glass interlocked phases indicate the micro effective ductility.
-
The Macor with confinement dynamically failed in a ductile mode with a conical plug. The corresponding microstructural characterization shows ductile fracture micrographs with shear localization zones consisting of fine particles.
Although the ceramics show high compressive strength and a capacity to enhance strength, this work suggests it is important to simultaneously and quantitatively consider the low tensile strength response of ceramic materials. The methodology and techniques used in the present work will support the characterization of impact damage and ballistic performance of current and future advanced ceramics in demanding applications.
Notes
LaVisionUK Ltd, 2 Minton Place Victoria Road, Bicester OX26 6QB, UK.
References
A. Standard, C1424-04 (2004) Standard test method for monotonic compressive strength of advanced ceramics at ambient temperature. ASTM International, West Conshohocken, PA
A. Standard, ASTM-C1161 (1994) Standard test method for flexural strength of advanced ceramics at ambient temperature. ASTM International, West Conshohocken, PA
D.W. Townsend, J.E. Field (1987) Investigation of the impact performance of various glass and ceramic systems. Annual report, July 1985-July 1986, in, Cambridge Univ. (UK). Cavendish Lab.
Field JE, Sun Q, Townsend D (1989) Ballistic impact of ceramics. Inst Phys Conf Ser 102:387–393
Bourne N, Rosenberg Z, Crouch I, Field JE (1994) The effect of microstructural variations upon the dynamic compressive and tensile strengths of aluminas. Proc R Soc London Ser A 446:309–318
Murray N, Bourne N, Rosenberg Z (1998) The dynamic compressive strength of aluminas. J Appl Phys 84:4866–4871
Cadoni E (2010) Dynamic characterization of orthogneiss rock subjected to intermediate and high strain rates in tension. Rock Mech Rock Eng 43:667–676
Timoshenko S, Goodier J (1951) Theory of elasticity. McGraw-Hill, New York, pp 412–108
SRM (1978) Suggested methods for determining tensile strength of rock materials. Int J Rock Mech Min Sci Geomech Abstracts 15:99–103
A. Standard, 496/C 496M-04 (2004) Standard test method for splitting tensile strength of cylindrical concrete specimens. 4:5
Mellor M, Hawkes I (1971) Measurement of tensile strength by diametral compression of discs and annuli. Eng Geol 5:173–225
Palmer S, Field JE, Huntley J (1993) Deformation, strengths and strains to failure of polymer bonded explosives. Proc R Soc Lond Ser A 440:399–419
Williamson D, Palmer S, Proud W, Govier R (2009) Brazilian disc testing of a UK PBX approaching the glass transition condition. In: AIP conference proceedings, American Institute of Physics, pp 494–497
Grantham SG, Siviour CR, Proud WG, Field JE (2004) High-strain rate Brazilian testing of an explosive simulant using speckle metrology. Meas Sci Technol 15:1867–1870
Johnstone C, Ruiz C (1995) Dynamic testing of ceramics under tensile stress. Int J Solids Struct 32:2647–2656
Khosravani MR, Weinberg K (2018) A review on split Hopkinson bar experiments on the dynamic characterisation of concrete. Constr Build Mater 190:1264–1283
Khosravani MR, Wagner P, Fröhlich D, Weinberg K (2019) Dynamic fracture investigations of ultra-high performance concrete by spalling tests. Eng Struct 201:109844
Wang Q, Jia X, Kou S, Zhang Z, Lindqvist P-A (2004) The flattened Brazilian disc specimen used for testing elastic modulus, tensile strength and fracture toughness of brittle rocks: analytical and numerical results. Int J Rock Mech Min Sci 41:245–253
Wang Q-Z, Xing L (1999) Determination of fracture toughness KIC by using the flattened Brazilian disk specimen for rocks. Eng Fract Mech 64:193–201
Hopkinson B (1914) A method of measuring the pressure produced in the detonation of high explosives or by the impact of bullets. Proc R Soc Lond Ser A 89:411–413
Kolsky H (1949) An investigation of the mechanical properties of materials at very high rates of loading. Proc Phys Soc Sect B 62:676
Quinn RM, Zhang LH, Cox MJ, Townsend D, Cartwright T, Aldrich-Smith G, Hooper PA, Dear JP (2020) Development and validation of a Hopkinson bar for hazardous materials. Exp Mech 60:1275–1288
Cao S, Yilmaz E, Song W (2018) Dynamic response of cement-tailings matrix composites under SHPB compression load. Constr Build Mater 186:892–903
Ruff A, Wiederhorn S (1979) Treatise on materials science and technology, vol 16. Academic Press, London
Townsend D, Field JE (1990) Fracture toughness and hardness of zinc sulphide as a function of grain size. J Mater Sci 25:1347–1352
Rittel D, Maigre H (1996) An investigation of dynamic crack initiation in PMMA. Mech Mater 23:229–239
Belenky A, Bar-On I, Rittel D (2010) Static and dynamic fracture of transparent nanograined alumina. J Mech Phys Solids 58:484–501
Samborski S, Sadowski T (2010) Dynamic fracture toughness of porous ceramics. J Am Ceram Soc 93:3607–3609
Chong K, Kuruppu M (1984) New specimen for fracture toughness determination for rock and other materials. Int J Fract 26:R59–R62
Chong KP, Kuruppu MD, Kuszmaul JS (1987) Fracture toughness determination of layered materials. Eng Fract Mech 28:43–54
Kuruppu MD, Chong KP (2012) Fracture toughness testing of brittle materials using semi-circular bend (SCB) specimen. Eng Fract Mech 91:133–150
Liu Y, Cendón D, Chen P, Dai K (2017) Fracture of PBX notched specimens: experimental research and numerical prediction. Theoret Appl Fract Mech 90:268–275
Chen P, Guo B, Chen J (2018) Comparative study of the dynamic fracture toughness determination of brittle materials using the Kolsky-Hopkinson bar machine. In: Othman R (ed) The Kolsky-Hopkinson bar machine. Springer International Publishing, Cham, pp 143–156
Chen P, Zhou Z, Ma S, Ma Q, Huang F (2011) Measurement of dynamic fracture toughness and failure behavior for explosive mock materials. Front Mech Eng 6:292
Beckwith I, Miller C III (1990) Aerothermodynamics and transition in high-speed wind tunnels at NASA Langley. Annu Rev Fluid Mech 22:419–439
Maiti HS (2020) Transparent and machinable glass-ceramics, handbook of advanced ceramics and composites: defense, security, aerospace and energy applications. Springer, Berlin, pp 461–493
OToole L, Kang C, Fang F (2019) Advances in rotary ultrasonic-assisted machining. Nanomanufact Metrol 3:1–25
Comte M (2021) Commercial applications of glass-ceramics. In: Montagne L (ed) From glass to crystal. EDP Sciences, Les Ulis, pp 361–374
Bagdassarov N (1999) Viscoelastic behaviour of mica-based glass-ceramic aggregate. Phys Chem Miner 26:513–520
So JH, Green D, Yun S (2003) Ultrasonic properties of fluorosilicate glass-ceramics at cryogenic temperatures. J Mater Sci 38:2007–2010
Chen W, Ravichandran G (1997) Dynamic compressive failure of a glass ceramic under lateral confinement. J Mech Phys Solids 45:1303–1328
Dong S, Xia K, Huang S, Yin T (2011) Rate dependence of the tensile and flexural strengths of glass–ceramic Macor. J Mater Sci 46:394–399
Chen J, Guo B, Liu H, Liu H, Chen P (2014) Dynamic Brazilian test of brittle materials using the split Hopkinson pressure bar and digital image correlation. Strain 50:563–570
Stirling RA, Simpson DJ, Davie CT (2013) The application of digital image correlation to Brazilian testing of sandstone. Int J Rock Mech Min Sci 60:1–11
Quino G, Chen Y, Ramakrishnan KR, Martínez-Hergueta F, Zumpano G, Pellegrino A, Petrinic N (2020) Speckle patterns for DIC in challenging scenarios: rapid application and impact endurance. Meas Sci Technol 32:015203
Bhattacharya R, Goulbourne NC (2013) Deformation mechanisms in Mn+1AXn phase ternary ceramics at high strain rates. In: Chalivendra V, Song B, Casem D (eds) Dynamic behavior of materials, vol 1. Springer, New York, pp 583–597
Bhattacharya R, Goulbourne NC (2016) Heterogeneous strain evolution in representative polycrystalline MAX phases. Int J Solids Struct 81:13–22
Spriet P (2014) CMC applications to gas turbines, ceramic matrix composites: materials, modeling and technology. Wiley, Hoboken, NJ, pp 591–608
MACOR Machinable Glass Ceramic. In: Corning Incorporated.
Zhou Z, Chen P, Duan Z, Huang F (2011) Comparative study of the fracture toughness determination of a polymer-bonded explosive simulant. Eng Fract Mech 78:2991–2997
Zhou Y, Xia K-W, Li X, Li H-B, Ma G, Zhao J, Zhou Z, Dai F (2007) Suggested methods for determining the dynamic strength parameters and mode-I fracture toughness of rock materials. In: Ulusay R (ed) The ISRM suggested methods for rock characterization, testing and monitoring. Springer, Cham, pp 35–44
Chen W, Ravichandran G (1994) Dynamic compressive behaviour of ceramics under lateral confinement. Le J de Phys 4:C8-177-C178-182
Shafiq M, Subhash G (2016) Dynamic deformation characteristics of zirconium diboride–silicon carbide under multi-axial confinement. Int J Impact Eng 91:158–169
Huang C, Subhash G (2003) Influence of lateral confinement on dynamic damage evolution during uniaxial compressive response of brittle solids. J Mech Phys Solids 51:1089–1105
Rittel D, Brill A (2008) Dynamic flow and failure of confined polymethylmethacrylate. J Mech Phys Solids 56:1401–1416
Rittel D, Hanina E, Ravichandran G (2008) A note on the direct determination of the confining pressure of cylindrical specimens. Exp Mech 48:375–377
Stivi N, Sidess A, Rittel D (2020) The mechanical response of Hysol 4183 under constant strain rate loading and creep. Mech Time-Depend Mater 24:301–315
Evers K, Falco S, Grobert N, Todd RI (2020) Nacre-like alumina with unique high strain rate capabilities. J Eur Ceram Soc 40:417–426
Varley L, Rutherford M, Zhang L, Pellegrino A (2020) The mechanical response of wet volcanic sand to impact loading, effects of water content and initial compaction. J Dyn Behav Mater 6:358–372
Zhang L, Townsend D, Petrinic N, Pellegrino A (2021) Pressure and temperature dependent dynamic flow and failure behavior of PMMA at intermediate strain rates. Int J Impact Eng 158:104026
Zhang L, Townsend D, Petrinic N, Pellegrino A (2022) The dependency of compressive response of epoxy syntactic foam on the strain rate and temperature under rigid confinement. Compos Struct 280:114853
De Cola F, Pellegrino A, Glößner C, Penumadu D, Petrinic N (2018) Effect of particle morphology, compaction, and confinement on the high strain rate behavior of sand. Exp Mech 58:223–242
Quino G, Tagarielli VL, Petrinic N (2020) Effects of water absorption on the mechanical properties of GFRPs. Compos Sci Technol 199:108316
Ravichandran G, Subhash G (1994) Critical appraisal of limiting strain rates for compression testing of ceramics in a split Hopkinson pressure bar. J Am Ceram Soc 77:263–267
Khosravani MR, Silani M, Weinberg K (2018) Fracture studies of ultra-high performance concrete using dynamic Brazilian tests. Theoret Appl Fract Mech 93:302–310
Tzibula S, Lovinger Z, Rittel D (2018) Dynamic tension of ductile polymers: experimentation and modelling. Mech Mater 123:30–42
Zhang L, Pellegrino A, Townsend D, Petrinic N (2020) Strain rate and temperature dependent strain localization of a near α titanium alloy. Int J Impact Eng 145:103676
Hoffmann J, Cui H, Petrinic N (2018) Determination of the strain-energy release rate of a composite laminate under high-rate tensile deformation in fibre direction. Compos Sci Technol 164:110–119
Chyung C, Beali G, Grossman D (2020) Microstructures & mechanical properties of mica glass-ceramics. In: Thomas G, Fulrath RM, Fisher RM (eds) Electron microscopy and structure of materials. University of California Press, Berkeley, pp 1167–1194
Lawn BR, Padture NP, Cait H, Guiberteau F (1994) Making ceramics" ductile". Science 263:1114–1116
Swab JJ, Meredith CS, Casem DT, Gamble WR (2017) Static and dynamic compression strength of hot-pressed boron carbide using a dumbbell-shaped specimen. J Mater Sci 52:10073–10084
Chen W, Subhash G, Ravichandran G (1994) Evaluation of ceramic specimen geometries used in a split Hopkinson pressure bar. Dymat J 1:193–210
Swab JJ, Pittari JJ, Gamble WR (2019) Uniaxial tensile strength and fracture analysis of a hot-pressed boron carbide. J Eur Ceram Soc 39:1965–1973
Scapin M, Peroni L, Avalle M (2017) Dynamic Brazilian test for mechanical characterization of ceramic ballistic protection. Shock Vib 2017:1–10
Hui Y, Li W, Zhu W-G, Wu H-B (2019) Study of fracture mechanism of machinable mica glass-ceramics under quasi-static conditions. Glass Phys Chem 45:555–564
Farbaniec L, Hogan J, Xie K, Shaeffer M, Hemker K, Ramesh K (2017) Damage evolution of hot-pressed boron carbide under confined dynamic compression. Int J Impact Eng 99:75–84
Chocron S, Anderson CE Jr, Dannemann KA, Nicholls AE, King NL (2012) Intact and predamaged boron carbide strength under moderate confinement pressures. J Am Ceram Soc 95:350–357
Forquin P, Nasraoui M, Rusinek A, Siad L (2012) Experimental study of the confined behaviour of PMMA under quasi-static and dynamic loadings. Int J Impact Eng 40:46–57
Ma Z, Ravi-Chandar K (2000) Confined compression: a stable homogeneous deformation for constitutive characterization. Exp Mech 40:38–45
Rittel D, Dorogoy A (2008) A methodology to assess the rate and pressure sensitivity of polymers over a wide range of strain rates. J Mech Phys Solids 56:3191–3205
Shockey DA, Marchand A, Skaggs S, Cort G, Burkett M, Parker R (1990) Failure phenomenology of confined ceramic targets and impacting rods. Int J Impact Eng 9:263–275
Nesterenko V, Meyers M, Chen H (1996) Shear localization in high-strain-rate deformation of granular alumina. Acta Mater 44:2017–2026
Shih C, Nesterenko V, Meyers M (1998) High-strain-rate deformation and comminution of silicon carbide. J Appl Phys 83:4660–4671
Swab JJ, Chen W, Hogan J, Liao H, Lo C, Mates S, Meredith C, Pittari JJ, Rhorer R, Quinn GD (2021) dynamic compression strength of ceramics: what was learned from an interlaboratory round robin exercise? J Dyn Behav Mater 7:34–47
Ji W, Parker B, Falco S, Zhang JY, Fu ZY, Todd RI (2017) Ultra-fast firing: effect of heating rate on sintering of 3YSZ, with and without an electric field. J Eur Ceram Soc 37:2547–2551
Norton AD, Falco S, Young N, Severs J, Todd RI (2015) Microcantilever investigation of fracture toughness and subcritical crack growth on the scale of the microstructure in Al2O3. J Eur Ceram Soc 35:4521–4533
Dancer CEJ, Spawton JNF, Falco S, Petrinic N, Todd RI (2019) Characterisation of damage mechanisms in oxide ceramics indented at dynamic and quasi-static strain rates. J Eur Ceram Soc 39:4936–4945
Pan B, Lu Z, Xie H (2010) Mean intensity gradient: An effective global parameter for quality assessment of the speckle patterns used in digital image correlation. Opt Lasers Eng 48:469–477
Pan B, Asundi A, Xie H, Gao J (2009) Digital image correlation using iterative least squares and pointwise least squares for displacement field and strain field measurements. Opt Lasers Eng 47:865–874
GmbH LaVision (2015) Product-manual for DaVis 8.3: imaging tools. LaVision GmbH, Gottingen
I.D.I.C. Society (2018) A good practices guide for digital image correlation. In: Idics: International Digital Image Correlation Society.
Sasso M, Mancini E, Chiappini G, Sarasini F, Tirillò J (2018) Application of DIC to static and dynamic testing of agglomerated cork material. Exp Mech 58:1017–1033
Acknowledgements
The authors thank Mr. P. Tantrum, Mr. S. Carter, Mr. J. Fullerton, Mrs. K. Bamford and Dr. K. Dragnevski for their assistance. The favor from Dr. G. Quino at the University of Bristol is acknowledged. Previous discussions with Prof. BQ Guo and Prof. PW Chen in the State Key Laboratory of Explosion Science and Technology, and with Prof. WN Chen at the Purdue University, and a recent discussion with Dr. L. Farbaniec at the University of Oxford are appreciated. We also thank the anonymous reviewers for their insightful comments and suggestions.
Author information
Authors and Affiliations
Contributions
Longhui Zhang: Conceptualization, methodology, Investigation, visualization, writing – original draft, writing—review, and editing. David Townsend: Visualization, Writing—review, and editing. Nik Petrinic: Resource, Antonio Pellegrino: Visualization, Writing—review, and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships or that could have appeared to influence the work reported in this paper. Correspondence and request can be addressed to Dr. Longhui Zhang.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
The DIC technique supported the observation of dynamic deformation processes of Macor ceramic. The DIC analysis was performed with LaVision Davis commercial software. The Macor specimens were spayed painted with black ink using an airbrush in order to produce a random speckle pattern. The quality of the speckle pattern was verified using the mean intensity gradient (MIG) [88]. The MIG values of about 30 were calculated for the speckled region of interest in Macor specimens, which can be considered of good quality and to provide small errors in the DIC measurements [45, 88]. The high speed images were processed using a Least-Squares Matching algorithm [89] with a subset size of 13 × 13 pixels and a 3 pixels step size. An affine shape function and a 6th order spline sub-pixel image interpolation scheme [90], were adopted in the matching process. The calculation settings are listed in Table 2.
As suggested by the DIC good practice guide [91] and Sasso et al. [92], a set of 20 images illustrating unloaded cylindrical compression, FBD and NSCB specimens was analyzed to assess the quality of the correlation. Figure 21a illustrates representative strain noise distributions measured on three specimens. The strains show minor noise oscillations predominantly of magnitude below 0.07%. Similar noise oscillations trends can be observed in the displacements of FBD and NSCB specimens in Fig. 21b. The displacement noise oscillations have a magnitude of less than 0.005 mm around zero. These are representative of the measurement uncertainties of strains and displacements in the present system. It is noted that the purpose of DIC technique in the present work is to assist the monitoring of dynamic deformation process of Macor ceramic.
See Appendix Table 2 and Appendix Fig. 21.

Noise evaluation of the DIC system for the observation of dynamic deformation of Macor. a Strain noise evaluation. b Displacement noise evaluation
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhang, L., Townsend, D., Petrinic, N. et al. Loading Mode and Lateral Confinement Dependent Dynamic Fracture of a Glass Ceramic Macor. J. dynamic behavior mater. 8, 255–272 (2022). https://doi.org/10.1007/s40870-022-00330-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40870-022-00330-1