
Abstract
The past 10–20 years have seen numerous academic papers describing the benefits of ionic liquids (ILs) and deep-eutectic solvents (DESs) for leaching, solvent extraction and electrowinning. The scientific community—including the authors of this opinion article—have frequently proclaimed these neoteric solvents as game-changers in extractive metallurgy. Despite this, there have been no commercial breakthroughs. In this paper we reflect on the reasons why ILs and DESs seem to have failed to impact on the metallurgical industry. These include: (1) issues with high viscosity; (2) limited chemical stability under the conditions of metallurgical processes; (3) difficulties with recycling and reuse; (4) a lack of demonstrated unit processes and flowsheets on the pilot scale; (5) insufficient material-property data available for engineering purposes; (6) the administrative burden of obtaining licenses and safety permits; (7) very high costs for large-scale operations; and (8) minimal added value compared to state-of-the-art hydrometallurgical processes. Our belief is that innovations in hydrometallurgy based on ILs or DESs are unlikely. Instead, we should be aiming for a deeper understanding of hydrometallurgical processes at the molecular level. This is because advances are more likely to derive from the refocused efforts of experienced IL/DES researchers investigating the speciation and chemical thermodynamics of hydrometallurgical solutions, which will then hasten the transition from linear to low-energy-input, circular hydrometallurgy.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Ionic liquids (ILs) have dominated the development of green or sustainable chemistry [1] since the introduction of the 12 Principles of Green Chemistry in 1998 [2]. These neoteric solvents became enormously popular thanks to an influential review paper by Tom Welton (Imperial College London, UK) in 1999 [3] and the enthusiastic promotion of ILs as green solvents by the late Ken Seddon (Queen’s University Belfast, UK) [4, 5]. Since ILs are solvents that only contain ions, without any neutral molecules, they have an extremely low vapor pressure and are thus virtually non-volatile. The green credentials of ILs are largely related to this lack of volatility, suggesting they are safer and environmentally friendlier than conventional molecular organic solvents, which are volatile organic compounds (VOCs).
At first, ILs were investigated as solvents in organic synthesis and catalysis [6, 7], but they also began to attract the interest of materials scientists [8, 9]. Thanks to their electrochemical stability in combination with an intrinsic electrical conductivity, ILs appeared to be ideal solvents for the electrodeposition of reactive metals that cannot be obtained from aqueous electrolytes, such as aluminum, magnesium, lithium and the rare-earth elements [10]. ILs have also been intensively investigated as alternative solvents for the synthesis of nanomaterials, in energy applications [11], and they are excellent solvents for the processing of biopolymers such as cellulose [12].
Not surprisingly, ILs also attracted the attention of researchers in extractive metallurgy, first as alternatives to the organic phase in solvent extraction and, later, as a replacement for the aqueous phase, in both leaching and solvent extraction [13,14,15]. ILs can act as electrolytes in the electrowinning and electrorefining of metals, including those that cannot be processed in aqueous solutions. Several fundamental studies have looked at the dissolution process for metal oxides and other metal compounds in ILs [16, 17]. There is also interest in applying ILs in froth flotation [18].
Unfortunately, ILs are too expensive for general use, which has led to the development of cheaper ionic-liquid-like solvents, and deep-eutectic solvents (DESs) in particular. Typically, DESs are composed of an ionic hydrogen-bond acceptor (e.g., choline chloride) and a molecular hydrogen-bond donor (e.g., urea, ethylene glycol or citric acid). The resulting mixture has a much lower melting point than its components and is usually a liquid at room temperature. The components are relatively inexpensive commodity chemicals. The concept of DESs was introduced by Andy Abbott and his coworkers (University of Leicester, UK) [19], who have intensively explored the properties and potential applications of these solvents [20]. Promising applications have been found in the metal-finishing industry, for instance, the electroplating of hard chrome from chromium(III) salts rather than from the carcinogenic chromium(VI) salts that are used in conventional chrome electroplating baths. DESs are also very useful for electropolishing metals [21]. Abbott’s group was the first to explore DESs as a combined solvent + lixiviant in extractive metallurgy [22]. In fact, they introduced the term ionometallurgy for extractive metallurgy with ILs or DESs, instead of the aqueous phase in hydrometallurgy [23]. Ionometallurgy can be considered as part of the broader field of solvometallurgy, i.e., extractive metallurgy with organic solvents rather than water [13]. DESs were initially used to recover metals from industrial process residues, such as electric arc furnace (EAF) dust [24,25,26], and later applied to metal ores and concentrates [27,28,29], as well for recycling the metals from end-of-life products.
At present, ILs and DESs are (still) immensely popular in the field of extractive metallurgy [30, 31]. Many research groups explore the use of these neoteric solvents for the recovery of valuable metals from end-of-life lithium-ion batteries (LIBs) [32,33,34]. ILs and DESs are used to leach battery cathode materials at temperatures up to about 200 °C, closing the gap between room-temperature molten salts and those for use at high temperatures [35, 36]. These solvents are also very popular for the recovery of rare-earth elements from end-of-life products. Common examples are fluorescent-lamp phosphor waste [37] and permanent magnets [38, 39]. Another trend is applying these solvents to recover the metals from low-grade metal-containing materials such as waste products from the alumina industry in the form of bauxite residue [40], and iron-rich sludges such as jarosite and goethite from the zinc industry [41, 42].
It cannot be denied that the properties of ILs and DESs are enthralling from a scientific point of view and many studies have yielded valuable insights into the behavior of complex fluids. This has led researchers, including the authors of this opinion article—who have more than 100 papers in the field of ILs/DESs applied to extractive metallurgy—to proclaim that these solvents will become game-changers.
However, today we concede that ILs and DESs have failed to deliver on expectations. This is despite concerted, long-lasting research programs to develop applications for ILs and DESs in extractive metallurgy. One industry expert commented during a discussion with the authors: “Why do we keep taking new, self-proclaimed technologies such as ionometallurgy seriously? I cannot see that anyone in industry would realistically consider their adoption in a flowsheet.”
ILs and DES have found few large-scale applications in other industrial sectors, such as the chemical industry. This small number contrasts with the masses of IL/DES-based academic papers that speculate on their wide-ranging potential [43, 44]. An anonymous reviewer of a project proposal submitted by the authors wrote: “Ionic liquids are not the panacea. They have been around for 20+ years, thousands of papers have been published on their use in separations, yet no large industrial operator is using them. Drumming the use of ionic liquids year after year without any examples of large-scale success makes it more difficult to present this approach as a reasonable option over time. If ionic liquids are so good for everything, why is no one willing to use them in the industry?” This begs the question: why do we have this dissonance between laboratory successes, on the one hand, and a lack of industrial implementation, on the other?
In this opinion article we explain why we believe ILs and DESs remain absent from industrial flowsheets. These ideas derive from our own experiences, as well as many discussions with industrial hydrometallurgists. The result is eight reasons why these solvents have not yet been applied in industrial (hydro)metallurgical processes: (1) issues with high viscosity (slow mass transfer, difficulties with pumping and stirring, cumbersome solid–liquid separation); (2) limited chemical stability under the conditions occurring in metallurgical processes (leaching, solvent extraction, electrowinning); (3) difficult recycling and reuse; (4) lack of demonstration unit processes and flowsheets on a pilot scale; (5) insufficient material-property data available for engineering purposes; (6) administrative burden to obtain licenses and safety permits (and the additional barrier of REACH registration in Europe); (7) too expensive for large-scale operations, especially for those dealing with low-grade ores or industrial process residues, and (8) limited added value compared to state-of-the-art hydrometallurgical processes. These reasons are discussed in more detail in the next sections. ILs and DESs are treated separately, although they share several similar properties, as will become evident from the text. But the differences are large enough to justify this separate treatment.
Chemical Composition and Properties
ILs are often defined as salts with a melting point below 100 °C. However, this definition is too arbitrary, since there are no fundamental differences between a salt that melts at 95 °C and one that melts at 105 °C. Therefore, it makes more sense to define ILs as solvents that are composed entirely of ions, in contrast to molecular solvents, which have only neutral molecules, and salt solutions, which are mixtures of ions and molecules. Many molecular solvents can exhibit a degree of dissociation (e.g., H2O ⇆ H+ + OH−), but the number of ions always remains extremely small compared to the total number of molecules. According to the definition of ILs as being solvents composed only of ions, DESs cannot be considered as a subclass of ILs, since DESs are mixtures of salts and molecules. Nevertheless, ILs and DESs share many features that give them unique solvent properties.
Ionic Liquids (ILs)
Typical ILs are organic salts with one or more alkyl chains attached to the cation. These alkyl chains lower the melting point because of the difficulty of stacking such alkyl chains in a crystal lattice and the tendency of the alkyl chains to have random molecular conformations. In general though, the longer the alkyl chains, the lower the melting point will be. Unfortunately, having long alkyl chains also increases the viscosity.
Another factor that contributes to a low melting point is the small electric charges at the cation and anion. Nearly all low-melting ILs have a cation with a + 1 charge and an anion with a − 1 charge, and these charges are often delocalized. Low, delocalized electrical charges lead to weaker electrostatic interactions than in simple inorganic salts and, hence, lower melting points. For instance, the melting point of NaCl is 801 °C, that of 1-butyl-3-methyl-imidazolium chloride is 70 °C, while 1-butyl-3-methylimidazolium bis(trifluoromethylsulfonyl)imide is a liquid at room temperature.
Commonly used IL cations are 1-alkyl-3-methylimidazolium, N-alkylpyridinium, N-alkyl-N-methylpyrrolidinium, tetraalkylammonium and tetraalkylphosphonium ions. IL anions can be inorganic, such as chloride, bromide, iodide, thiocyanate, tetrafluoroborate, hexafluorophosphate, bis(trifluoromethylsulfonyl)imide (= bistriflimide), or organic, such as acetate or salicylate. By combining these cations and anions, a wide range of ionic liquids can be obtained. Although in theory an infinite number of cation–anion combinations can be selected to design ILs, the number of ILs explored for use in solvent applications is surprisingly limited. Figure 1 shows examples of commonly used anions and cations in ILs.

Common cations and anions in ionic liquids
Although the physicochemical properties of ILs are very dependent on their chemical composition, we can make some generalizations. ILs have very low vapor pressures because they are not built up of neutral molecules (with weak intermolecular interactions) but rather of ions (with strong intermolecular interactions). Most ILs have no boiling point and they remain liquid until their thermal decomposition point is reached. ILs have an impressive operational temperature range, i.e., the temperature range between their melting and boiling/decomposition points. The operating range of water is 100 °C at atmospheric pressure, but that of many ILs is much wider, sometimes in excess of 250 °C. This means that ILs can be used, for instance, as solvents for leaching ores and concentrates above 100 °C without the need for an autoclave. Due their very low vapor pressure, ILs are endowed with a very high flash point and they are much less flammable than conventional organic solvents (although they can be combusted at sufficiently high temperatures). ILs have an intrinsic electrical conductivity, which means that they can be used as electrolytes for the electrowinning or electrorefining of metals. The electrochemical window of most ILs is much wider than that of aqueous electrolytes. Electrochemical windows of 4 V are not uncommon for ILs, whereas the electrochemical window of water is just 1.23 V. Such a wide electrochemical window means more reactive metals can be electrodeposited as well. It has also been stated that the intrinsic electric conductivity of ILs could lead to safer solvent extraction processes, because no electrostatic charges can build up in the solvent and hence electrostatic ignition of the diluent is avoided [45].
Such a suite of attractive properties leads many researchers to assume that ILs are a kind of “supersolvent” for all types of chemical compounds. However, archetypical ILs based on imidazolium cations and fluorinated anions are very poor solvents for simple inorganic salts such as NaCl [46]. This low solubility is due to the poor solvating power of ILs with weakly coordinated anions [BF4]−, [PF6]−, or [Tf2N]−, and to the moderate polarity of ILs, which is comparable to that of the lower alcohols. Determining reliable solubility data for inorganic salts in this type of ILs is challenging because it can take a long time to achieve equilibrium due to the high viscosity of these ILs. Moreover, if the ILs are not carefully dried prior to the solubility measurements, the observed solubilities might be due to the residual water rather than the IL itself [16]. The solubility of metal salts is higher in ILs with coordinating anions, such as chloride ions. Transition-metal chlorides are well soluble in chloride ILs, as they can form anionic chlorometallate complexes in the presence of an excess of chloride. For instance, the IL 1-butyl-3-methylimidazolium chloride, [C4mim]Cl, can dissolve more CoCl2 than required for the total conversion of [C4mim]Cl to [C4mim]2[CoCl4], since the newly formed ILs can act as a solvent for CoCl2, with the formation of [Co(CoCl4)3]4− complex anions [47]. However, the resulting liquid becomes so viscous that it loses all fluidity. Imidazolium ILs dissolve Ag2O, NiO, CuO and ZnO via a special mechanism called carbene formation, which means that a carbon–metal bond is formed between the C2 atom of the imidazolium ring and the metal center [48]. The water content has a strong influence on the solubility of metal salts in ILs. In general, the solubilities increase with increasing water content, unless hydrolysis reactions can take place, with the formation of poorly soluble metal hydroxides. However, it is not unreasonable to pose the question whether we can still speak of an IL after the addition of a significant amount of water. Would it not be better to refer to this mixture as merely a “concentrated aqueous electrolyte solution”?
ILs with a coordinating functional group covalently attached to the IL cation are excellent solvents for many metal oxides and metal compounds. Such ILs were originally called “task-specific” ionic liquids (TSILs). Now it is better to use the term “functionalized” ionic liquids. A well-known example of a functionalized IL is betainium bis(trifluoromethylsulfonyl)imide, [Hbet][Tf2N], which was developed by Koen Binnemans’ research group [49]. [Hbet][Tf2N] contains a carboxylic acid functional group (Fig. 2) and has been intensively studied for applications in extractive metallurgy [37, 38, 40, 50,51,52,53]. Because of the presence of the Brønsted-acidic carboxylic acid group, [Hbet][Tf2N] can dissolve many metal oxides, although it is a poor solvent for other metal compounds due to the poorly solvating properties of the IL cation and anion. Inspired by the example of [Hbet][Tf2N], similar functionalized ILs have been prepared, either with a carboxylic acid functional group [54], or with a more acidic sulfonic acid, alkylsulfuric acid or sulfamic acid functional groups [55,56,57].

Chemical structure of the IL betainium bis(trifluoromethylsulfonyl)imide, [Hbet][Tf2N]
Deep-Eutectic Solvents (DESs)
It is difficult to give a general definition of a deep-eutectic solvent (DES), but all the DESs share the property that they are mixtures with low enough melting points to make them suitable for use as organic solvents. Several types of DESs are known, but the most relevant type are DESs that are formed by mixing quaternary ammonium chlorides with a hydrogen-bond donor (HBD) (so-called Type III DESs) [58]. The charge of the chloride ion is delocalized via the hydrogen-bond network that is formed by complex formation between the chloride and the hydrogen-bond donor. By far the most often-used quaternary ammonium salt is choline chloride, because it is produced in large quantities (chicken feed additive), is relatively cheap, has a low toxicity and it is biodegradable [20, 59]. A wide variety of hydrogen-bond donors has been studied, such as urea, acetamide, ethylene glycol, glycerol, malonic acid, oxalic acid, levulinic acid, lactic acid and citric acid. A typical feature of a DES is that it has a much lower melting point than each of its individual components. Popular DESs are those obtained by mixing choline chloride and urea in a 1:2 molar ratio, or choline chloride and ethylene glycol in a 1:2 molar ratio. These mixtures are liquid at room temperature. Although DESs often have a significant water content, their properties are generally different to those of aqueous solutions. Just like ILs, DESs have tuneable solvent properties that can be optimized for a particular application. DESs share with ILs the properties of being liquids over a wide temperature range, non-volatility and non-flammability. DESs are easier to prepare than ILs since the procedure only involves the mixing of two components. They are much cheaper than ILs, but they are generally less stable. The concept of DESs has been extended to Low-Transition-Temperature Mixtures (LTTMs), where neutral compounds are also used as hydrogen-bond acceptors, such as amino acids [60].
Issues with High Viscosity
ILs and DESs have viscosities that are 2 to 3 orders of magnitude higher than those of water or molecular organic solvents. Most ILs have the fluidity of a thick oil or a syrup, and some are better described as a paste. The addition of water or an organic cosolvent greatly decreases the viscosity [61], but the addition of too much, transforms the IL into an aqueous or organic electrolyte, with the loss of the usual IL properties. Increasing the temperature is another way to reduce the viscosity. For instance, the viscosity of dry Aliquat 336 is 1500 cP (1500 mPa s) at 30 °C, but only 97 cP at 60 °C [62]. 1-Butyl-3-methylimidazolium chloride, [BMIM][Cl], has a viscosity of 11,000 cP at 30 °C and just 697 cP at 60 °C [63]. Dry DESs suffer from similar high-viscosity issues. The DES choline chloride–urea (in a 1:2 molar ratio) has, in its dry state, a viscosity of 856 cP at 30 °C and 93 cP at 60 °C [64]. When this hydroscopic DES is left exposed, it will absorb large amounts of water from the atmosphere, with a drastic reduction in viscosity as a result: the water-equilibrated DES then has a water-like fluidity. However, heating is energy-intensive if no exothermic process heat is available in the industrial plant. By adding too much water or an organic cosolvent, the typical properties of the IL or DES are lost and we have an aqueous or organic electrolyte solution instead.
The high viscosity of these solvents makes them difficult to handle in an industrial context: pumping, mixing and stirring such highly viscous liquids is not straightforward from an engineering point of view. Added to this, due to the slow mass transfer, chemical reactions have slow kinetics in viscous liquids. This is particularly problematic when leaching solids because these are heterogenous reactions occurring at the solid–liquid interface and so are normally diffusion-controlled. The settling of solid particles in highly viscous liquids is very slow when stirring is discontinued after leaching.
Besides the slow settling of solid particles in highly viscous ILs or DESs, the solid–liquid separation is a difficult process. Moreover, viscous liquids tend to stick to the surface of the residue particles, with a serious risk of losing some of the solvent. In conventional hydrometallurgy, filtration equipment is designed for the effective separation of liquids from solids, as well as for washing, with a minimal use of water. In some cases a belt filter with counter-current washing of the solid is preferred, while in other cases a membrane filter press offers the best solution. The leach residues or other filter cakes are washed with water and most of it is recycled internally in the plant. If needed, the solids can be further de-watered and even dried by evaporation. Such filtering, washing and drying operations are not straightforward when ILs or DESs are used as solvents. The washing of solid residues cannot involve the ILs or DESs themselves, and either water or a molecular organic solvent must be used instead, and so the water and solvent must be recovered afterwards, in a separate process step.
The non-volatility of ILs and DESs is a disadvantage when solids wetted by these solvents need to be dried: the ILs and DESs cannot be removed by evaporation. Only washing with water or an organic solvent can remove the IL or DES from the solid particle’s surface, but this, once again, introduces an extra step to separate the IL or DES from the solvent used for washing. To speed up the filtration of such viscous systems, pressurized filtration is recommended. DESs can be diluted with water prior to the filtration, but this involves the risk of precipitate formation in the leachate by hydrolysis of the metal ions, and the excess water needs to be removed afterwards.
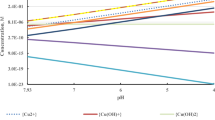
The high viscosity of ILs is a serious issue for solvent-extraction processes. Binnemans’ research group has shown that undiluted ILs can be used for the separation and purification of metal ions by solvent extraction. The rationale was to develop solvent phases free of molecular organic diluents and to achieve process intensification through high loading of the organic phases (smaller volumes of organic phases required). In collaboration with the company Umicore, a solvent-extraction process was developed to separate cobalt and nickel by extracting the cobalt from HCl solutions using an undiluted Cyphos IL 101 quaternary phosphonium IL [65]. An exceptionally high separation factor of more than 50,000 was achieved in a batch reactor. The experiments had to be performed at 60 °C to reduce the viscosity to a reasonable value: at this temperature the Cyphos IL 101 phase pre-saturated with the aqueous HCl solution had a viscosity of about 100 cP, which is about 200× more viscous than water at that temperature (0.4656 cP). The viscosity of the organic phase sharply increased as a function of cobalt concentration in the feed phase to about 800 cP at 40 g L−1 cobalt in the feed (Fig. 3). Hence, the advantage of a high loading of the organic phase was offset by the disadvantage of a much more viscous organic phase. In experiments with other extraction systems, for instance, the extraction of rare-earth ions from nitrate feed solutions [66], or the extraction of transition metals from chloride feed solutions [67], the viscosity of the organic phase dramatically increased with increased loading of the organic phase whenever multicharged anionic complexes are formed in the organic phase (e.g., the [CoCl4]2− complex in the Co/Ni system).

Reproduced with permission from Ref. [65]. Copyright Royal Society of Chemistry 2012
Viscosity of the IL phase after extraction at 60 °C as a function of cobalt concentration in the feed solution, for extraction by Cyphos IL 101 from HCl solution.
The Co/Ni solvent-extraction system described in the previous paragraph was demonstrated in continuous-countercurrent mode using mixer-settlers (Fig. 4) [68]. The high viscosity of the IL phase rendered the operation of the continuous process rather challenging. So, both pre-saturation of the IL with water and heating the IL to 60 °C reduced the viscosity to about 100 cP and made the highly viscous liquid appropriate for pumping.

Reproduced with permission from Ref. [68]. Copyright Royal Society of Chemistry 2013
Continuous extraction process for the separation of cobalt from nickel with the ionic liquid Cyphos IL 101 as the extraction phase. The different stages are (from left to right): an extraction stage, a washing stage and three stripping stages in counter-current mode. The heat-tracing cables around the mixer-settlers are clearly visible.
Similar issues with high viscosity during continuous-countercurrent solvent-extraction experiments with undiluted ionic liquids were encountered with other extraction systems, such as the extraction of indium [69], platinum-group elements [70] and rare-earth elements [71]. A general conclusion to be drawn from these studies is that the IL organic phases are too viscous to run in mixer-settlers at room temperature. Such experiments are only possible if the IL phase is diluted in a (expensive) molecular diluent such as para-cymene [72]. However, when using a molecular diluent, the advantages of the IL are lost and we are in fact just working with solvents containing the well-known basic extractants.
Limited Chemical Stability
While reading the literature on ILs it is possible to gain the impression that these solvents are very stable. This, however, is stretching the truth. Indeed, ILs have limited chemical stability under the conditions occurring in metallurgical processes, such as in leaching or electrowinning operations. This limited stability makes recycling ILs more challenging, especially if the decomposition products are difficult to remove from the parent IL. The decomposition products can have different chemical properties to that of the IL they are derived from. Clearly, this is problematic for process design. Moreover, it is important to realize that some decomposition products can be toxic. Also some ILs can be quite toxic [73, 74]. For instance, hydrophobic ammonium or phosphonium ILs turned out to be cytotoxic, whereas imidazolium ILs appeared to show neurological toxicity.
Another point of attention is the widespread use of ILs with fluorinated anions and the associated environmental problems. ILs with tetrafluoroborate (BF4−) and hexafluorophosphate (PF6−) anions are not stable in contact with water since the anions hydrolyze with the formation of hydrofluoric acid [75, 76]. The bis(trifluoromethylsulfonyl)imide (Tf2N−) anion has been promoted as a fluorinated anion that is stable against hydrolysis. ILs with this anion are popular as electrolytes for the electrodeposition of reactive metals such as aluminum and the rare-earth elements, and for studies of new battery electrolytes. Nonetheless, this anion is far less stable against electrochemical reductions than is often claimed [77, 78]. Tf2N− anions have a very poor biodegradability [74, 79].
In general, ILs have a poor stability against strong bases [80]. Quaternary ammonium ILs are susceptible to degradation via the Hofmann elimination reaction and α-carbon centered nucleophilic substitution. Quaternary phosphonium ILs are even less stable in alkaline media than the quaternary ammonium ILs, due to the tendency of phosphonium salts to be converted into phosphine oxides. Imidazolium cations have an acidic hydrogen atom in their C2 position (the carbon atom between the two nitrogen atoms) and this proton can be removed in relatively mild alkaline conditions, with the formation of a carbene (reactive species with a neutral carbon atom having two unshared valence electrons) and loss of the IL’s ionic character [48]. Hence, due to the limited stability of ILs in the presence of strong bases, ILs are not suitable for alkaline hydrometallurgy. For instance, it does not make sense to consider hydroxide ILs as alternatives to aqueous sodium hydroxide solutions for the digestion of bauxite in the Bayer process for alumina production, for the simple reason that no IL will survive the harsh conditions of the Bayer process.
Among the often-used ILs, imidazolium cations have a limited stability against oxidizing agents. For instance, they react with chlorine gas [81] and ozone [82]. In the presence of iron(III) salts as a catalyst, imidazolium ILs are rapidly decomposed by hydrogen peroxide (Fenton oxidation) [83]. As no detailed studies have been performed, there are questions about the long-term stability of imidazolium ILs towards potassium peroxymonosulfate (KHSO5, Oxone), although solutions of KHSO5 in the ionic liquids [C4mim][HSO4] gave very promising results for the leaching of sulfuric gold ores [84].
It is often claimed that ILs have a very high thermal stability and these claims are typically supported by dynamic thermogravimetric analysis (TGA) studies, often at rapid heating rates (10 °C min−1 or higher) in an inert atmosphere [85]. However, such TGA studies of pure ILs produce over-optimistic results. In an inert atmosphere, oxidative degradation reactions are suppressed and only pyrolysis reactions can be observed. In real processes, however, oxidation degradation is more important than pyrolysis. The presence of transition metals in ILs, as is the case in hydrometallurgical systems, can catalyze oxidation reactions. These effects are absent when pure ILs are investigated. Fast heating rates give a false impression of high thermal stability, as decomposition reactions and volatilization occur at a limited rate, and recorded temperatures are often far beyond the thermodynamic decomposition temperatures by the time measurable mass loss takes place. Therefore, the thermal stability of ILs should be assessed by isothermal TGA measurements, i.e., by measuring the mass loss as a function of time at a given temperature. On the other hand, there is also the risk of underestimating the thermal stability of ILs. This is the case if organic impurities present in the IL have a lower thermal stability than the IL under investigation, as illustrated for Cyphos IL 101 [86].
With DESs there are even more stability issues. DESs based on mixtures of choline chloride and dicarboxylic acids are great solvents for many transition-metal oxides, but they are not stable because the alcohol group of the choline (unavoidably) reacts with carboxylic acids to form esters, leading to degradation [87]. It has been stated that one of the major advantages of using DESs for the recycling of valuable metals from the cathode materials of lithium-ion batteries is that there is no need for adding a reducing agent to reduce the cobalt(III) to cobalt(II) in LCO (LiCoO2) or NMC cathode materials to enhance the leaching, unlike in conventional hydrometallurgical processes for the recycling of these materials [32]. Obviously, no reduction can occur in the absence of a reducing agent. The logical consequence is that if cobalt(III) is reduced in DESs, one of the DES components must act as the reducing agent (unless the copper or aluminum current collectors in shredded lithium-ion batteries are the reducing agents) [33]. This also implies that components of the DES are being oxidized and, hence, the DES is decomposing. In recent studies, a choline chloride–ethylene glycol (1:2) DES was used as a lixiviant at temperatures up 180 °C, for up to 24 h to leach the cobalt from LCO (LiCoO2) or NMC cathode materials. Surprisingly, the green character of the DES is highlighted in this application [32, 35, 88]. However, recent research in Binnemans’ group has shown that this DES is not thermally stable at such elevated temperatures and that even toxic decomposition products, such as trimethylamine or 2-chloroethanol, are formed [89].
The advantage of electrowinning in aqueous sulfuric acid electrolytes is that oxygen gas is formed at the anode. In chloride electrolytes, either oxygen gas or chlorine gas is formed, depending on the chloride concentration and the type of anode used. Some anodes are designed to promote oxygen gas formation over chlorine gas formation [90]. In the case of IL electrolytes, if no sacrificial electrodes are being used or sacrificial reagents are added (e.g., water or oxalic acid), oxidative breakdown of the IL components will take place in IL electrolytes. If the decomposition products are not volatile, there will be an accumulation of decomposition products in the electrolyte so that regeneration with the removal of these decomposition products is necessary. DESs are also susceptible to electrochemical decomposition reactions at the anode and/or cathode. Since most DESs contain choline chloride as the main component, chlorine gas formation is a common anode reaction, and this chlorine gas can further react with the organic components of the DES.
In an electrolyte for zinc electrodeposition that was composed of ZnCl2 dissolved in a DES based on choline chloride and ethylene glycol, a variety of chlorinated organic compounds was detected, including chloromethane, dichloromethane and chloroform [91]. The addition of water suppressed the formation of chlorinated compounds, but it also had a negative effect on the electrochemical window of the electrolyte.
Solutions of transition-metal ions in DESs are often not stable and precipitates are formed [92]. Binnemans’ group observed that solutions of cobalt(II) in different choline chloride based DESs tend to form cobalt-containing precipitates, probably polymeric complexes. It was also observed that lead spontaneously precipitated from choline chloride–ethylene glycol DES, without any possibility to control this process [93]. Such precipitates are not only problematic from the point of view of process control, but also change the overall composition of the DES and thus make recycling the DES more difficult (vide infra).
Difficult to Recycle and Reuse
One of the most purported advantages of ILs is that they can be recycled and reused over and over again, without any significant losses. Unfortunately, this is a misconception that originates from ILs being virtually non-volatile. It is true that ILs are not lost by evaporation due to their extremely low vapor pressure. However, this non-volatility makes the recycling more difficult because ILs cannot be recovered by distillation, in contrast to VOCs. In the case of water being the solvent, moist solids can be dried by evaporating the water, but solids wetted by ILs cannot be dried by evaporation. The only possibility to remove the IL is with a washing step, either with water (in the case of water-soluble ILs) or with an organic solvent (in the case of water-immiscible ILs). This washing step must be followed by an additional step to separate the IL from the water or solvent. The high viscosity of ILs, in combination with their ability to wet surfaces, means that ILs have a strong tendency to form a well-adhering liquid film around solid particles. The higher the specific area of the solid, the more IL will be lost by adsorption onto the surface of the particles, and the more important the washing step becomes. Unless a washing step is included, a lot of IL will be lost after the solid–liquid separation when filtering the IL from the solid leaching residue. Even worse is that many solid materials with exchangeable cations, such as clays, can undergo ion-exchange reactions with IL cations. The recovery of an IL from such an IL-cation-exchanged material is virtually impossible.
DESs are even more difficult to recycle because they are mixtures rather than pure compounds [94]. In the recycling process, it is necessary to ensure that the DES components are kept in their original molar ratio because the properties of the DES are strongly dependent on the molar ratio between the hydrogen-bond acceptor and the hydrogen-bond donor. Just like ILs, DES cannot be removed from DES-wetted solids by evaporation, and a washing step with water or an organic solvent is required. It is problematic that the different DES components often exhibit differences in solubility in the washing solvent so that one component is preferentially dissolved and, hence, the DES composition will change. Organic decomposition products can have unexpected behaviors in DESs, so they must be removed before the DES can be reused. Since leaching processes are never 100% selective, impurity metals are co-dissolved with the targeted metals. When the dissolved metals are recovered from the DES solvent by, for instance, precipitation, the impurities remain in the DES. It is very arduous to remove such impurities. Still, their removal is required because otherwise these impurities will accumulate in the DES and will cause engineering issues in the process. To make things worse, the tendency of DES components to coprecipitate with the metals, renders the recycling of DESs even more cumbersome.
When a DES is used as a lixiviant to recover valuable metals from the so-called “black mass” that is obtained after the pre-treatment of end-of-life lithium-ion batteries by pyrolysis and shredding, the resulting pregnant leach solution is a liquid with a very complex chemical composition, containing not only dissolved metals but also suspended solids such as graphite particles. Clearly, it is very difficult to recycle the DES from such a complex mixture.
In the case of solvent-extraction processes, the recycling of ILs and DESs is equally burdensome. The reaction mechanisms for extracting metal ions into an IL solvent phase are in many cases different from those observed for extraction into molecular solvents. The main issue is that the extraction of metal ions from an aqueous phase into an IL often happens via an ion-exchange mechanism. These IL losses, by dissolving ionic components in the aqueous phase, represent a serious problem that hampers the general applicability of ILs in industrial solvent-extraction processes for metal refining. Solvent extraction with a cation-exchange mechanism must be avoided if the organic phase comprises an IL with a hydrophilic cation (i.e., a cation with short alkyl chains), because the cation will inevitably be lost to the aqueous phase during this cation exchange. Cation exchange can be suppressed by using ILs with hydrophobic cations such as quaternary ammonium or phosphonium salts with long alkyl chains. In this way it is also possible to use non-fluorinated anions such as chloride or nitrate. Examples of such ILs with hydrophobic cations include Aliquat 336 or Cyphos IL 101 [65, 67]. Anion exchange is less of an issue if the IL contains chloride or nitrate anions. The loss of bis(trifluoromethylsulfonyl)imide anions to the aqueous phase occurred during the extraction of rare-earth ions by β-diketone extractants diluted in an IL diluent [95]. This contamination of the aqueous phase by IL components represents a major disadvantage that limits the general applicability of such solvent-extraction systems.
DESs can be used as the more polar phase (feed phase) in non-aqueous solvent extraction (NASX) [96]. However, DES components can be selectively lost by co-extraction with the metal to the less polar phase, as experienced by Binnemans’ group. Riaño et al. leached (roasted) Nd-Fe-B magnets with a choline chloride–lactic acid DES [97]. The resulting pregnant leach solution was subsequently extracted using the IL Aliquat 336 in a diluent. Upon extraction of the iron(III), some of the chloride ions of the DES were co-extracted. Similar chloride losses were observed for the extraction of iron(III) and zinc(II) from a leachate obtained by leaching jarosite residue from the zinc industry by choline chloride–ethylene glycol DES [93], and the extraction of cobalt(II) from a leachate obtained by leaching LiCoO2 cathode materials of lithium-ion batteries by choline chloride–citric acid DES [33]. Another issue that ILs and DES share with other organic solvents in non-aqueous solvent extraction systems is the large mutual solubility between the IL (or DES) and the other phase, which is often much larger than in aqueous systems. This is a critical issue for the development of solvent extraction processes, but it is often largely neglected by researchers.
Lack of a Demonstration of Unit Processes and Flowsheets on the Pilot Scale
Most IL and DES technologies are still at a low technology-readiness level (TRL) [98, 99] (Table 1): the majority of IL/DES processes do not go beyond TRL 3 (experimental proof of concept), where the first small laboratory experiments have been performed. These proof-of-concept experiments are simply too small scale and of too brief to establish the real potential of these technologies in industry. In short, there is insufficient evidence to show that these technologies will work in an industrial setting.
Most studies of ILs in hydrometallurgy, including most of Binnemans’ group, were done on a lab scale, in vials of a few mL. The cheaper range of DESs were adopted on a somewhat larger scale, but not often beyond that of a 250 mL beaker. Even on this small scale, there are very few examples of flowsheets that have been tested, including regeneration of the solvent. Many leaching (dissolution) studies are restricted to the leaching (dissolution) stage itself, neglecting the subsequent downstream stages of solution purification and metal recovery. Most researchers only study the leaching of synthetic materials or focus on major or valuable metals when leaching minerals, industrial process residues or end-of-life products, without giving enough attention to the impurity metals (many of which are potential hazardous elements such as arsenic, antimony or lead). In studies conducted by Binnemans’ group, leaching efficiencies and selectivities were found to deviate between real and synthetic lamp-phosphor waste. The functionalized IL protonated betainium bis(trifluoromethylsulfonyl)imide, [Hbet][Tf2N], yielded excellent results for synthetic lamp-phosphor mixtures [37], but gave poor selectivities when real lamp-phosphor waste was leached [100].
With this lack of pilot studies involving IL or DES processes, or even studies on a mini-pilot scale that demonstrate the behavior of these solvents systems over the long term (materials and energy balances, CAPEX and OPEX calculations, chemical stability, solvent losses, buildup of impurities, recyclability, rheology, phase disengagement and entrainment in solvent extraction), it is unsurprising that decision makers in industry remain unconvinced of the benefits of using ILs or DESs as solvents for metallurgical processes.
One of the few DES processes for metal recovery that has been demonstrated on a pilot scale is one developed at Leicester University (UK) to extract lead and zinc from electric arc furnace (EAF) flue dust, originating from the remelting of galvanized steel scrap [24, 26]. The process was demonstrated with 500 kg (TRL 6 to 7). The DES choline chloride: urea (1:2) selectively dissolved zinc and lead oxides, but did not dissolve iron and aluminum oxides. After leaching, the lead and zinc could be recovered by electrodeposition. However, the high viscosity of the DES (about 800 cP at 25 °C) disrupted the pumping, leading to a more difficult separation of the DES from the undissolved solids by filtration. The viscosity could be reduced by adding ethylene glycol to the DES [24]. A DES with the composition choline chloride: ethylene glycol: urea (1:1.5:0.5 molar ratio) had a viscosity of 56 cP at room temperature. However, the extraction efficiency of zinc was significantly lower when ethylene glycol was added. It was noted that upon scaling up the process to pilot-plant scale, the leaching efficiency improved due to more efficient stirring in the tank. It was also observed that the addition of particles to the DES lowered the viscosity further. A dust loading of up to 7 wt% was used, with a digestion time of at least 24 h. Hardly any iron was co-dissolved (< 1 ppm). The lead was recovered from the DES by cementation with zinc dust.
Experiments on the electrowinning of zinc showed that the process was very sluggish and that the current efficiency was relatively low (i.e., less than 75%). Therefore, the electrowinning of zinc from the DES was not economically feasible. The zinc was recovered from the DES by precipitating ZnCl2 with the addition of an aqueous NH3 solution to decrease the solubility. Solid ZnCl2 was filtered and the NH3 solution was boiled off, leaving just the DES, ready for reuse. Since ZnCl2 has a higher value than metallic zinc, this process was considered economically viable.
DES metal-finishing processes demonstrated on a pilot scale include chromium electroplating (1300 kg scale), aluminum electrodeposition (100 kg), zinc-tin barrel electroplating (400 kg), stainless-steel electropolishing (1300 kg), and silver immersion coating (900 kg) [22]. Still, we lack evidence for the long-term stability of the DES used in these tests.
Insufficient Material-Property Data for Engineering Purposes
Besides the lack of demonstrated IL and DES technologies (for extractive metallurgy) on a pilot scale, there is also a shortage of easily accessible data on the physicochemical and material properties of ILs and DESs. Such data are a prerequisite for engineers when they design metallurgical processes and plants. There are some initiatives, such as the Ionic Liquids Database (ILThermo v2.0), which provides open-access web data for the thermodynamic and transport properties of ILs, sponsored by the International Union of Pure and Applied Chemistry (IUPAC) [101, 102]. The database contains experimental data on phase transitions, volumetric and thermal properties, electrical conductivity, surface tension, refractive index, vapor pressures and activity coefficients. The database also includes information on binary and ternary mixtures with ILs and other solutes. Additionally, physicochemical properties of ILs have been compiled in books [103, 104]. However, the quality of some IL data reported in the open literature is a point of concern because reports on the same IL often show a large variation [105]. These discrepancies can be partly attributed to the IL’s purity. This is important because results are strongly influenced by the presence of impurities and especially by the water content of the IL. The values also show manifold disagreements due to inappropriate experimental procedures. This is, for instance, a problem when extremely low vapor pressures are measured. For this reason IUPAC recommends IL 1-methyl-3-octylimidazolium bis(trifluoromethylsulfonyl)imide, [C8mim][Tf2N] as a reference compound for testing experimental procedures. Unfortunately, this IL is not very relevant to hydrometallurgy [106, 107].
Whereas at least some information is available on the thermodynamic and transport properties of ILs, much less information is at hand with respect to the chemical resistance of different construction materials and reactor materials to ILs. The chemical reactivity of metals and alloys towards ILs must be thoroughly evaluated for longer times since such information is essential for the selection of materials for reactor vessels and piping that come into contact with these solvents. Clearly, only very limited studies are available on this topic [108]. Chloride ILs and choline chloride-based DESs face the same corrosion issues as observed in chloride hydrometallurgy. Poly(vinyl chloride) (PVC) is an often-used construction material in hydrometallurgical plants, but PVC can be dissolved in chloride ILs [109].
When discussing with industrial hydrometallurgists, it is evident that there is a major discrepancy between what engineers working in industry desire from solvents and what academic researchers imagine that ILs and DESs could offer. Engineers want to select a solvent from a set of possible solvents that are well characterized, have a long track record in industry, exhibit predictable behavior, are safe to work with and are low-cost. They are reluctant to work with neoteric solvents such as ILs and DESs as they are not at all familiar with them.
Administrative Burden to Get Licenses and Safety Permits
It is difficult to obtain environmental and safety permits for industrial processes that make use of ILs and DESs, mainly because the administrators involved in the licensing processes are insufficiently familiar with these solvents. Health, safety and environment (HSE) advisors and the authorities who deliver the required safety and environmental permits to authorize the building and startup of new plants prefer well-known chemicals over novel compounds, because of the easily available data and the mitigation of safety risks and process-performance risks.
One of the most recurrent selling points of these ILs and DESs is their “tuneability”. Researchers claim that a virtually unlimited number of ILs can be prepared by combining various cations and anions, making it possible to tailor the chemical and physical properties to a given application. Similar claims can be found for DESs, where the same tuneability of chemical and physical properties is possible with the proper choice of the hydrogen-bond donor and hydrogen-bond acceptor. Apart from doubts about the actual tuneability of new solvents (because optimizing an IL for a single property could lead to other physicochemical properties being less favorable), the promotion of an infinite number of different ILs and DESs is in conflict with one of the principles of circular hydrometallurgy: i.e., “Reduce chemical diversity” [110]. Moreover, this approach also overlooks the fact that there is strict legislation for the introduction of new chemicals on the market. In Europe, the need to register new chemicals under the so-called REACH (Registration, Evaluation, Authorization and restrictions of Chemicals) regulations, makes the commercialization of new chemicals extremely burdensome [111, 112]. Similar registration schemes exist in other parts of the world, such as China REACH. The very expensive and time-consuming environmental and toxicological studies that are required by REACH or their equivalents, undoubtedly impose a formidable obstacle to the adoption of new chemicals in the metallurgical industry, including ILs.
It is often claimed that one of the advantages of DESs is that they are composed of mixtures of known compounds so that there are no issues with REACH regulations, since mixtures of REACH-compliant compounds do not have to be registered separately. However, the registration under REACH not only applies to the chemicals themselves, but also to their new applications. A metallurgical company that intends to use ILs or DESs in one of their process steps needs to register their use in that particular unit process.
Too Expensive for Large-Scale Operations
Researchers in academia tend to overemphasize the technological performance of solvents and reagents, while disregarding process economics. However, there is a rule of thumb: if a technology is too expensive, it will not be implemented in industry. Industrial hydrometallurgists will agree that ILs are simply too expensive for large-scale applications, even considering the potential economies of scale with larger production volumes. It is difficult to report actual prices of ILs, because these are influenced by many parameters such as production scale, demand, purity, chemical composition, and number of synthesis steps. Nonetheless, prices of $1000 per liter are not uncommon for specialty ILs with fluorinated anions. More importantly, even the cheapest ILs are much more expensive than well-known polar organic solvents such acetonitrile or DMSO, which are already considered to be too expensive for extractive metallurgy. Although DESs are much cheaper than ILs, their cost remains prohibitive, especially for applications involving low-grade ores or industrial process residues where the intrinsic metal value embedded in the target material is limited.
It is often argued that the high prices of ILs and DESs are not necessarily an obstacle to the implementation of these solvents in industry because they can be recycled and reused many times without significant losses. However, as explained above, these solvents are difficult to recycle due to their high viscosity, the losses (of their components) to other phases, their low vapor pressure, and their limited chemical stability. These viscous solvents tend to be adsorbed as liquid films on the surface of leaching-residue particles and can only be recovered by an arduous, extensive washing procedure, which comes at an extra cost.
Ultimately, we have to admit that water is a wonderful solvent for extractive metallurgy, and that hydrometallurgy is hard to beat when it comes to extracting, recovering and refining metals. There are no solvents cheaper than water, although it is important to remember that there are significant costs associated to closing water loops and the purification of wastewater.
Too Limited Added Value
When reading the scientific literature on the applications of ILs and DESs, people not familiar with these solvents might gain the impression that they are a panacea for all the problems in extractive metallurgy and that they will be game-changers. However, as we critically reflect on ILs and DESs, we should pose the question: what advantages do these viscous, non-volatile, polar organic solvents offer that water cannot provide? The answer is that there are very few examples where ILs and DESs perform better than conventional aqueous systems. Claims relating to the paradigm-shifting, “eco-friendly” advantages of these solvents in extractive metallurgy are largely baseless. The claim that ILs and DESs should be used because they are environmentally benign simply does not make sense if the sole aim is to replace water as a solvent. Ideas that the adoption of ILs and DESs lead to more selective, cost-effective, sustainable processes, with less waste being generated with lower emissions, are not supported by the facts. If an IL or DES is only as good as another conventional solvent, there is no reason at all to select either one of them for that application.
In a comparative study of the behavior of a choline chloride–levulinic acid DES and an aqueous levulinic acid solution towards the leaching of rare-earth elements from fluorescent-lamp phosphors by Binnemans’ group, it was discovered that the choline chloride had no beneficial effect on the leaching process. On the contrary, the levulinic acid solution performed even better than the DES for the recovery of yttrium and europium from Y2O3:Eu3+ (YOX) phosphors [100]. In cases where the choline chloride did seem to have a positive effect, it is useful to investigate whether the choline chloride merely acts as a source of chloride ions, as a soluble chloride salt could have the same effect on the solubility. After all, the solubility of choline chloride in water is about 650 g/L, which corresponds to a chloride concentration of about 4.6 M.
Conclusions
After more than 20 years of research on ILs and DESs for the extraction, recovery and refining of metals, we must concede that the original, highly ambitious claims have not been realized. At present, no IL or DES process is being seriously considered for implementation in the metallurgical industry—and it is unlikely that this situation will change anytime soon. There are too many problems associated with these solvents that prevent their adoption in extractive metallurgy: too high viscosity, difficult to recycle, limited chemical stabilities in conditions relevant to hydrometallurgy, and the prohibitively high prices. Some of these difficulties could be partially overcome by further research activities. However, the majority represent intrinsic problems that will be difficult, if not impossible, to address. We have been pioneers in the field of ILs and DESs, but we now hold a pessimistic view about the future of ILs and DESs in extractive metallurgy. We are convinced that genuine breakthroughs in hydrometallurgy will not come from the use of neoteric solvents like ILs or DESs, but rather from a deeper understanding of hydrometallurgical processes at a molecular level.
Nonetheless, we see new opportunities. Over the years, tremendous research efforts have been devoted to the study of the physicochemical properties of ILs and DESs, using experimental, theoretical and modelling approaches. In fact, for 10–20 years, ILs and DESs have been studied more intensively than aqueous electrolyte solutions, with thousands of research papers as a result. This has led to the building up of vast expertise in how to study complex fluids in innovative ways. We propose that this expertise should be re-channelled to the study of speciation and the chemical thermodynamics of hydrometallurgical solutions. In this way the problem-solving abilities of the many IL/DES researchers could play a crucial role in the on-going transition from linear to low-energy-input, circular hydrometallurgy [110].
References
Welton T (2018) Ionic liquids: a brief history. Biophys Rev 10:691–706. https://doi.org/10.1007/s12551-018-0419-2
Anastas PT, Warner JC (1998) Principles of green chemistry. Oxford University Press, Oxford
Welton T (1999) Room-temperature ionic liquids. Solvents for synthesis and catalysis. Chem Rev 99:2071–2083. https://doi.org/10.1021/cr980032t
Seddon KR (1997) Ionic liquids for clean technology. J Chem Technol Biotechnol 68:351–356. https://doi.org/10.1002/(SICI)1097-4660(199704)68:4%3c351::AID-JCTB613%3e3.0.CO;2-4
Plechkova NV, Seddon KR (2008) Applications of ionic liquids in the chemical industry. Chem Soc Rev 37:123–150. https://doi.org/10.1039/b006677j
Wasserscheid P, Keim W (2000) Ionic liquids—new “solutions” for transition metal catalysis. Angew Chem Int Ed 39:3772–3789. https://doi.org/10.1002/1521-3773(20001103)39:21%3c3772::AID-ANIE3772%3e3.0.CO;2-5
Welton T (2004) Ionic liquids in catalysis. Coord Chem Rev 248:2459–2477. https://doi.org/10.1016/j.ccr.2004.04.015
Ma Z, Yu J, Dai S (2010) Preparation of inorganic materials using ionic liquids. Adv Mater 22:261–285. https://doi.org/10.1002/adma.200900603
Antonietti M, Kuang D, Smarsly B, Zhou Y (2004) Ionic liquids for the convenient synthesis of functional nanoparticles and other inorganic nanostructures. Angew Chem Int Ed 43:4988–4992. https://doi.org/10.1002/anie.200460091
Endres F (2002) Ionic liquids: solvents for the electrodeposition of metals and semiconductors. ChemPhysChem 3:144–154. https://doi.org/10.1002/1439-7641(20020215)3:2%3c144::AID-CPHC144%3e3.0.CO;2-#
MacFarlane DR, Tachikawa N, Forsyth M et al (2014) Energy applications of ionic liquids. Energy Environ Sci 7:232–250. https://doi.org/10.1039/C3EE42099J
Swatloski RP, Spear SK, Holbrey JD, Rogers RD (2002) Dissolution of cellose with ionic liquids. J Am Chem Soc 124:4974–4975. https://doi.org/10.1021/ja025790m
Binnemans K, Jones PT (2017) Solvometallurgy: an emerging branch of extractive metallurgy. J Sustain Metall 3:570–600. https://doi.org/10.1007/s40831-017-0128-2
Park J, Jung Y, Kusumah P et al (2014) Application of ionic liquids in hydrometallurgy. Int J Mol Sci 15:15320–15343. https://doi.org/10.3390/ijms150915320
Quijada-Maldonado E, Olea F, Sepúlveda R et al (2020) Possibilities and challenges for ionic liquids in hydrometallurgy. Sep Purif Technol 251:117289. https://doi.org/10.1016/j.seppur.2020.117289
Binnemans K (2007) Lanthanides and actinides in ionic liquids. Chem Rev 107:2592–2614. https://doi.org/10.1021/cr050979c
Richter J, Ruck M (2020) Synthesis and dissolution of metal oxides in ionic liquids and deep eutectic solvents. Molecules 25:8. https://doi.org/10.3390/molecules25010078
Tian G, Liu H (2022) Review on the mineral processing in ionic liquids and deep eutectic solvents. Miner Process Extr Metall Rev 1–24. https://doi.org/10.1080/08827508.2022.2123322
Abbott A, Capper G, Davies D, et al (2003) Novel solvent properties of choline chloride/urea mixtures. Chem Commun 70–71. https://doi.org/10.1039/b210714g
Smith EL, Abbott AP, Ryder KS (2014) Deep Eutectic Solvents (DESs) and their applications. Chem Rev 114:11060–11082. https://doi.org/10.1021/cr300162p
Abbott A, Capper G, Swain B, Wheeler D (2005) Electropolishing of stainless steel in an ionic liquid. Trans Inst Met 83:51–53. https://doi.org/10.1179/002029605X17657
Abbott AP (2022) Deep eutectic solvents and their application in electrochemistry. Curr Opin Green Sustain Chem 36:100649. https://doi.org/10.1016/j.cogsc.2022.100649
Abbott AP, Frisch G, Gurman SJ et al (2011) Ionometallurgy: designer redox properties for metal processing. Chem Commun 47:10031–10033. https://doi.org/10.1039/c1cc13616j
Abbott A, Collins J, Dalrymple I et al (2009) Processing of electric arc furnace dust using deep eutectic solvents. Aust J Chem 62:341–347. https://doi.org/10.1071/CH08476
Abbott AP, Frisch G, Hartley J, Ryder KS (2011) Processing of metals and metal oxides using ionic liquids. Green Chem 13:471–481. https://doi.org/10.1039/c0gc00716a
Abbott A, Capper G, Davies D, Shikotra P (2006) Processing metal oxides using ionic liquids. Miner Process Extr Metall 115:15–18. https://doi.org/10.1179/174328506X91293
Abbott A, Al-Bassam A, Goddard A et al (2017) Dissolution of pyrite and other Fe-S-As minerals using deep eutectic solvents. Green Chem 19:2225–2233. https://doi.org/10.1039/c7gc00334j
Abbott AP, Harris RC, Holyoak F et al (2015) Electrocatalytic recovery of elements from complex mixtures using deep eutectic solvents. Green Chem 17:2172–2179. https://doi.org/10.1039/c4gc02246g
Jenkin GRT, Al-Bassam AZM, Harris RC et al (2016) The application of deep eutectic solvent ionic liquids for environmentally-friendly dissolution and recovery of precious metals. Miner Eng 87:18–24. https://doi.org/10.1016/j.mineng.2015.09.026
Zante G, Boltoeva M (2020) Review on hydrometallurgical recovery of metals with deep eutectic solvents. Sustain Chem 1:238–255. https://doi.org/10.3390/suschem1030016
Dias RM, da Costa MC, Jimenez YP (2022) Perspectives of using DES-based systems for solid-liquid and liquid-liquid extraction of metals from E-waste. Minerals 12:710. https://doi.org/10.3390/min12060710
Tran MK, Rodrigues M-TF, Kato K et al (2019) Deep eutectic solvents for cathode recycling of Li-ion batteries. Nat Energy 4:339–345. https://doi.org/10.1038/s41560-019-0368-4
Peeters N, Binnemans K, Riaño S (2020) Solvometallurgical recovery of cobalt from lithium-ion battery cathode materials using deep-eutectic solvents. Green Chem 22:4210–4221. https://doi.org/10.1039/D0GC00940G
Padwal C, Pham HD, Jadhav S et al (2022) Deep eutectic solvents: green approach for cathode recycling of Li-Ion batteries. Adv Energy Sustain Res 3:2100133. https://doi.org/10.1002/aesr.202100133
Schiavi PG, Altimari P, Branchi M et al (2021) Selective recovery of cobalt from mixed lithium ion battery wastes using deep eutectic solvent. Chem Eng J 417:129249. https://doi.org/10.1016/j.cej.2021.129249
Wang Z, Li S, Li T et al (2022) Deep Eutectic Solvents (DESs) for green recycling of wasted Lithium-Ion Batteries (LIBs): progress on pushing the overall efficiency. Min Metall Explor 39:2149–2165. https://doi.org/10.1007/s42461-022-00660-7
Dupont D, Binnemans K (2015) Rare-earth recycling using a functionalized ionic liquid for the selective dissolution and revalorization of Y2O3:Eu3+ from lamp phosphor waste. Green Chem 17:856–868. https://doi.org/10.1039/c4gc02107j
Dupont D, Binnemans K (2015) Recycling of rare earths from NdFeB magnets using a combined leaching/extraction system based on the acidity and thermomorphism of the ionic liquid [Hbet][Tf2N]. Green Chem 17:2150–2163. https://doi.org/10.1039/c5gc00155b
Li X, Li Z, Orefice M, Binnemans K (2019) Metal recovery from spent samarium-cobalt magnets using a trichloride ionic liquid. ACS Sustain Chem Eng 7:2578–2584. https://doi.org/10.1021/acssuschemeng.8b05604
Davris P, Balomenos E, Panias D, Paspaliaris I (2016) Selective leaching of rare earth elements from bauxite residue (red mud), using a functionalized hydrophobic ionic liquid. Hydrometallurgy 164:125–135. https://doi.org/10.1016/j.hydromet.2016.06.012
Palden T, Regadio M, Onghena B, Binnemans K (2019) Selective metal recovery from jarosite residue by leaching with acid-equilibrated ionic liquids and precipitation-stripping. ACS Sustain Chem Eng 7:4239–4246. https://doi.org/10.1021/acssuschemeng.8b05938
Rodriguez Rodriguez N, Machiels L, Onghena B et al (2020) Selective recovery of zinc from goethite residue in the zinc industry using deep-eutectic solvents. RSC Adv 10:7328–7335. https://doi.org/10.1039/D0RA00277A
Winterton N (2021) The green solvent: a critical perspective. Clean Technol Environ Policy 23:2499–2522. https://doi.org/10.1007/s10098-021-02188-8
Kunz W, Häckl K (2016) The hype with ionic liquids as solvents. Chem Phys Lett 661:6–12. https://doi.org/10.1016/j.cplett.2016.07.044
Foltova SS, Vander Hoogerstraete T, Banerjee D, Binnemans K (2019) Samarium/cobalt separation by solvent extraction with undiluted quaternary ammonium ionic liquids. Sep Purif Technol 210:209–218. https://doi.org/10.1016/j.seppur.2018.07.069
Pereiro AB, Araújo JMM, Oliveira FS et al (2012) Solubility of inorganic salts in pure ionic liquids. J Chem Thermodyn 55:29–36. https://doi.org/10.1016/j.jct.2012.06.007
Schaltin S, Nockemann P, Thijs B et al (2007) Influence of the anion on the electrodeposition of cobalt from imidazolium ionic liquids. Electrochem Solid-State Lett 10:D104–D107. https://doi.org/10.1149/1.2760185
Wellens S, Brooks NR, Thijs B et al (2014) Carbene formation upon reactive dissolution of metal oxides in imidazolium ionic liquids. Dalton Trans 43:3443–3452. https://doi.org/10.1039/C3DT53024H
Nockemann P, Thijs B, Pittois S et al (2006) Task-specific ionic liquid for solubilizing metal oxides. J Phys Chem B 110:20978–20992. https://doi.org/10.1021/jp0642995
Davris P, Marinos D, Balomenos E et al (2018) Leaching of rare earth elements from `Rodberg’ ore of Fen carbonatite complex deposit, using the ionic liquid HbetTf2N. Hydrometallurgy 175:20–27. https://doi.org/10.1016/j.hydromet.2017.10.031
Huang Y, Duan Z, Bai N et al (2021) Highly selective dissolution and synchronous extraction of zinc from zinc-cobalt slag by an ionic liquid [Hbet][Tf2N]–H2O system: A novel method for separating zinc and cobalt. J Clean Prod 315:128301. https://doi.org/10.1016/j.jclepro.2021.128301
Luo D, Zhu N, Li Y et al (2019) Simultaneous leaching and extraction of indium from waste LCDs with acidic ionic liquids. Hydrometallurgy 189:105146. https://doi.org/10.1016/j.hydromet.2019.105146
Mawire G, van Dyk L (2018) Extraction of scandium (Sc) using a task-specific ionic liquid protonated betaine Bis(Trifluoromethylsulfonyl)Imide [Hbet][Tf2N]. In: Davis BR, Moats MS, Wang S et al (eds) Extraction 2018. Springer, Cham, pp 2723–2734
Nockemann P, Thijs B, Parac-Vogt TN et al (2008) Carboxyl-functionalized task-specific ionic liquids for solubilizing metal oxides. Inorg Chem 47:9987–9999. https://doi.org/10.1021/ic801213z
Dupont D, Raiguel S, Binnemans K (2015) Sulfonic acid functionalized ionic liquids for dissolution of metal oxides and solvent extraction of metal ions. Chem Commun 51:9006–9009. https://doi.org/10.1039/c5cc02731d
Dupont D, Renders E, Binnemans K (2016) Alkylsulfuric acid ionic liquids: a promising class of strongly acidic room-temperature ionic liquids. Chem Commun 52:4640–4643. https://doi.org/10.1039/c6cc00094k
Dupont D, Renders E, Raiguel S, Binnemans K (2016) New metal extractants and super-acidic ionic liquids derived from sulfamic acid. Chem Commun 52:7032–7035. https://doi.org/10.1039/c6cc02350a
Hansen BB, Spittle S, Chen B et al (2021) Deep eutectic solvents: a review of fundamentals and applications. Chem Rev 121:1232–1285. https://doi.org/10.1021/acs.chemrev.0c00385
Zhang Q, Vigier KDO, Royer S, Jerome F (2012) Deep eutectic solvents: syntheses, properties and applications. Chem Soc Rev 41:7108–7146. https://doi.org/10.1039/c2cs35178a
Francisco M, van den Bruinhorst A, Kroon MC (2013) Low-Transition-Temperature Mixtures (LTTMs): a new generation of designer solvents. Angew Chem Int Ed 52:3074–3085. https://doi.org/10.1002/anie.201207548
Seddon KR, Stark A, Torres M-J (2000) Influence of chloride, water, and organic solvents on the physical properties of ionic liquids. Pure Appl Chem 72:2275–2287. https://doi.org/10.1351/pac200072122275
BASF (2015) Technical Information: Aliquat® 336 Phase Transfer Catalyst (Report No. TI/EVH 0125/4 e)
Seddon KR, Stark A, Torres M-J (2002) Viscosity and density of 1-Alkyl-3-methylimidazolium Ionic Liquids. In: Clean solvents. American Chemical Society, pp 34–49
Agieienko V, Buchner R (2019) Densities, viscosities, and electrical conductivities of pure anhydrous reline and its mixtures with water in the temperature range (293.15 to 338.15) K. J Chem Eng Data 64:4763–4774. https://doi.org/10.1021/acs.jced.9b00145
Wellens S, Thijs B, Binnemans K (2012) An environmentally friendlier approach to hydrometallurgy: highly selective separation of cobalt from nickel by solvent extraction with undiluted phosphonium ionic liquids. Green Chem 14:1657–1665. https://doi.org/10.1039/c2gc35246j
Vander Hoogerstraete T, Binnemans K (2014) Highly efficient separation of rare earths from nickel and cobalt by solvent extraction with the ionic liquid trihexyl(tetradecyl) phosphonium nitrate: a process relevant to the recycling of rare earths from permanent magnets and nickel metal hydride batteries. Green Chem 16:1594–1606. https://doi.org/10.1039/c3gc41577e
Vander Hoogerstraete T, Wellens S, Verachtert K, Binnemans K (2013) Removal of transition metals from rare earths by solvent extraction with an undiluted phosphonium ionic liquid: separations relevant to rare-earth magnet recycling. Green Chem 15:919–927. https://doi.org/10.1039/c3gc40198g
Wellens S, Goovaerts R, Moeller C et al (2013) A continuous ionic liquid extraction process for the separation of cobalt from nickel. Green Chem 15:3160–3164. https://doi.org/10.1039/c3gc41519h
Deferm C, Van de Voorde M, Luyten J et al (2016) Purification of indium by solvent extraction with undiluted ionic liquids. Green Chem 18:4116–4127. https://doi.org/10.1039/c6gc00586a
Nicol G, Goosey E, Yıldız DŞ et al (2021) Platinum Group Metals Recovery Using Secondary Raw Materials (PLATIRUS): project overview with a focus on processing spent autocatalyst : novel PGM recycling technologies ready for demonstration at next scale. Johnson Matthey Technol Rev 65:127–147. https://doi.org/10.1595/205651321X16057842276133
Riaño S, Sobekova Foltova S, Binnemans K (2020) Separation of neodymium and dysprosium by solvent extraction using ionic liquids combined with neutral extractants: batch and mixer-settler experiments. RSC Adv 10:307–316. https://doi.org/10.1039/C9RA08996A
Deferm C, Onghena B, Nguyen VT et al (2020) Non-aqueous solvent extraction of indium from an ethylene glycol feed solution by the ionic liquid Cyphos IL 101: speciation study and continuous counter-current process in mixer-settlers. RSC Adv 10:24595–24612. https://doi.org/10.1039/d0ra04684a
Cho C-W, Pham TPT, Zhao Y et al (2021) Review of the toxic effects of ionic liquids. Sci Total Environ 786:147309. https://doi.org/10.1016/j.scitotenv.2021.147309
de Jesus SS, Maciel Filho R (2022) Are ionic liquids eco-friendly? Renew Sust Energ Rev 157:112039. https://doi.org/10.1016/j.rser.2021.112039
Swatloski RP, Holbrey JD, Rogers RD (2003) Ionic liquids are not always green: hydrolysis of 1-butyl-3-methylimidazolium hexafluorophosphate. Green Chem 5:361–363. https://doi.org/10.1039/B304400A
Freire MG, Neves CMSS, Marrucho IM et al (2010) Hydrolysis of tetrafluoroborate and hexafluorophosphate counter ions in imidazolium-based ionic liquids. J Phys Chem A 114:3744–3749. https://doi.org/10.1021/jp903292n
Howlett PC, Izgorodina EI, Forsyth M, MacFarlane DR (2006) Electrochemistry at negative potentials in Bis(trifluoromethanesulfonyl)amide ionic liquids. Z Phys Chem 220:1483–1498. https://doi.org/10.1524/zpch.2006.220.10.1483
De Vos N, Maton C, Stevens CV (2014) Electrochemical stability of ionic liquids: general influences and degradation mechanisms. ChemElectroChem 1:1258–1270. https://doi.org/10.1002/celc.201402086
Mena IF, Diaz E, Palomar J et al (2020) Cation and anion effect on the biodegradability and toxicity of imidazolium– and choline–based ionic liquids. Chemosphere 240:124947. https://doi.org/10.1016/j.chemosphere.2019.124947
Raiguel S, Dehaen W, Binnemans K (2020) Stability of ionic liquids in Brønsted-basic media. Green Chem 22:5225–5252. https://doi.org/10.1039/D0GC01832E
Li X, Van den Bossche A, Vander Hoogerstraete T, Binnemans K (2018) Ionic liquids with trichloride anions for oxidative dissolution of metals and alloys. Chem Commun 54:475–478. https://doi.org/10.1039/c7cc08645h
Van Doorslaer C, Peeters A, Mertens P et al (2009) Oxidation of cyclic acetals by ozone in ionic liquid media. Chem Commun 6439–6441. https://doi.org/10.1039/B913431J
Domínguez CM, Munoz M, Quintanilla A et al (2014) Degradation of imidazolium-based ionic liquids in aqueous solution by Fenton oxidation. J Chem Technol Biotechnol 89:1197–1202. https://doi.org/10.1002/jctb.4366
Whitehead JA, Zhang J, McCluskey A, Lawrance GA (2009) Comparative leaching of a sulfidic gold ore in ionic liquid and aqueous acid with thiourea and halides using Fe(III) or HSO5- oxidant. Hydrometallurgy 98:276–280. https://doi.org/10.1016/j.hydromet.2009.05.012
Maton C, De Vos N, Stevens CV (2013) Ionic liquid thermal stabilities: decomposition mechanisms and analysis tools. Chem Soc Rev 42:5963–5977. https://doi.org/10.1039/C3CS60071H
Deferm C, Van den Bossche A, Luyten J et al (2018) Thermal stability of trihexyl(tetradecyl)phosphonium chloride. Phys Chem Chem Phys 20:2444–2456. https://doi.org/10.1039/C7CP08556G
Rodriguez Rodriguez N, van den Bruinhorst A, Kollau LJBM et al (2019) Degradation of deep-eutectic solvents based on choline chloride and carboxylic acids. ACS Sust Chem Eng 7:11521–11528. https://doi.org/10.1021/acssuschemeng.9b01378
Wang S, Zhang Z, Lu Z, Xu Z (2020) A novel method for screening deep eutectic solvent to recycle the cathode of Li-ion batteries. Green Chem 22:4473–4482. https://doi.org/10.1039/D0GC00701C
Peeters N, Janssens K, de Vos D et al (2022) Choline chloride–ethylene glycol based deep-eutectic solvents as lixiviants for cobalt recovery from lithium-ion battery cathode materials: are these solvents really green in high-temperature processes? Green Chem 24:6685–6695. https://doi.org/10.1039/D2GC02075K
Bennett JE (1980) Electrodes for generation of hydrogen and oxygen from seawater. Int J Hydrog Energy 5:401–408. https://doi.org/10.1016/0360-3199(80)90021-X
Haerens K, Matthijs E, Binnemans K, Van der Bruggen B (2009) Electrochemical decomposition of choline chloride based ionic liquid analogues. Green Chem 11:1357–1365. https://doi.org/10.1039/B906318H
Amphlett J, Choi S (2021) The effect of increasing water content on transition metal speciation in deep eutectic solvents. J Mol Liq 332:115845. https://doi.org/10.1016/j.molliq.2021.115845
Spathariotis S, Peeters N, Ryder KS et al (2020) Separation of iron(III), zinc(II) and lead(II) from a choline chloride–ethylene glycol deep eutectic solvent by solvent extraction. RSC Adv 10:33161–33170. https://doi.org/10.1039/D0RA06091G
Chen Y, Mu T (2021) Revisiting greenness of ionic liquids and deep eutectic solvents. Green Chem Eng 2:174–186. https://doi.org/10.1016/j.gce.2021.01.004
Jensen M, Neuefeind J, Beitz J et al (2003) Mechanisms of metal ion transfer into room-temperature ionic liquids: the role of anion exchange. J Am Chem Soc 125:15466–15473. https://doi.org/10.1021/ja037577b
Li Z, Dewulf B, Binnemans K (2021) Nonaqueous solvent extraction for enhanced metal separations: concept, systems, and mechanisms. Ind Eng Chem Res 60:17285–17302. https://doi.org/10.1021/acs.iecr.1c02287
Riaño S, Petranikova M, Onghena B et al (2017) Separation of rare earths and other valuable metals from deep-eutectic solvents: a new alternative for the recycling of used NdFeB magnets. RSC Adv 7:32100–32113. https://doi.org/10.1039/C7RA06540J
Buchner GA, Stepputat KJ, Zimmermann AW, Schomäcker R (2019) Specifying technology readiness levels for the chemical industry. Ind Eng Chem Res 58:6957–6969. https://doi.org/10.1021/acs.iecr.8b05693
De Rose A, Buna M, Strazza C et al (2017) Technology readiness level: guidance principles for renewable energy technologies. European Commission
Pateli IM, Abbott AP, Binnemans K, Rodriguez Rodriguez N (2020) Recovery of yttrium and europium from spent fluorescent lamps using pure levulinic acid and the deep eutectic solvent levulinic acid–choline chloride. RSC Adv 10:28879–28890. https://doi.org/10.1039/D0RA05508E
Dong Q, Muzny CD, Kazakov A et al (2007) ILThermo: a free-access web database for thermodynamic properties of ionic liquids. J Chem Eng Data 52:1151–1159. https://doi.org/10.1021/je700171f
NIST (2021) Ionic Liquids Database—ILThermo (v2.0). https://ilthermo.boulder.nist.gov/. Accessed 3 Dec 2022
Zhang S, Lu X, Zhou Q et al (2009) Ionic liquids: physicochemical properties. Elsevier, Amsterdam
Zhang S, Zhou Q, Lu X et al (2017) Physicochemical properties of ionic liquid mixtures. Springer, Dordrecht
Shiflett MB, Scurto AM (2017) Ionic liquids: current state and future directions. In: Ionic liquids: current state and future directions. American Chemical Society, pp 1–13
Marsh KN, Brennecke JF, Chirico RD et al (2009) Thermodynamic and thermophysical properties of the reference ionic liquid: 1-Hexyl-3-methylimidazolium bis[(trifluoromethyl)sulfonyl]amide (including mixtures). Part 1. Experimental methods and results (IUPAC Technical Report). Pure Appl Chem 81:781–790. https://doi.org/10.1351/PAC-REP-08-09-21
Chirico RD, Diky V, Magee JW et al (2009) Thermodynamic and thermophysical properties of the reference ionic liquid: 1-Hexyl-3-methylimidazolium bis[(trifluoromethyl)sulfonyl]amide (including mixtures). Part 2. Critical evaluation and recommended property values (IUPAC Technical Report). Pure Appl Chem 81:791–828. https://doi.org/10.1351/PAC-REP-08-09-22
Uerdingen M, Treber C, Balser M et al (2005) Corrosion behaviour of ionic liquids. Green Chem 7:321–325. https://doi.org/10.1039/B419320M
Glas D, Hulsbosch J, Dubois P et al (2014) End-of-life treatment of Poly(Vinyl Chloride) and chlorinated polyethylene by dehydrochlorination in ionic liquids. Chemsuschem 7:610–617. https://doi.org/10.1002/cssc.201300970
Binnemans K, Jones PT (2023) The twelve principles of circular hydrometallurgy. J Sustain Metall 9:1–25. https://doi.org/10.1007/s40831-022-00636-3
Lahl U, Hawxwell KA (2006) REACH—the New European Chemicals Law. Environ Sci Technol 40:7115–7121. https://doi.org/10.1021/es062984j
European Commission (2022) REACH. https://ec.europa.eu/environment/chemicals/reach/reach_en.htm
Acknowledgements
The authors thank the Industrial Research Fund (IOF) and the LRD Division RARE3 of KU Leuven for financial support. They also acknowledge the anonymous reviewers of project proposals who were very critical about the use of ionic liquids in extractive metallurgy; their comments were eye-openers. The authors also wish to thank the many colleagues from industry with whom they had discussions about the topic of this article. The authors acknowledge SOLVOMET Group colleagues (Sofia Riaño, Nand Peeters, Xiaohua Li, Stijn Raiguel, Brecht Dewulf) for their internal review and valuable comments.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflicts of interest to declare.
Additional information
The contributing editor for this article was Uday Pal.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Binnemans, K., Jones, P.T. Ionic Liquids and Deep-Eutectic Solvents in Extractive Metallurgy: Mismatch Between Academic Research and Industrial Applicability. J. Sustain. Metall. 9, 423–438 (2023). https://doi.org/10.1007/s40831-023-00681-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-023-00681-6