
Abstract
Recycling plays a vital role in preserving resources like steel and consequently in a circular economy. Scrap dealers and steel mills, the main business units in this system, often encounter opposing financial and sustainability incentives in using scrap as feedstock because regular sorting and scrap-preparation infrastructure cannot deal with the increasing complexity of steel scrap. Mismatches between the inputs and the target composition of the recycled steel result in trade-offs that favor the economics at the expense of resource efficiency. By examining literature and interviewing several actors, different scrap characteristics were identified as dimensions of scrap quality. Quality is typically associated with chemical composition, which is important, but this study aims to elaborate the concept of quality further and to connect it to the realities of scrapyard operations. Industry actors have different definitions for desired content, physical condition, shape and size, and homogeneity, based on their needs. Very few studies examine these details. Additionally, the relationship of quality and the level of information about the characteristics of the material was established. Having more definitive information on scrap increases opportunities for resource-efficient actions. This work offers an alternative perspective on how to address issues pertinent to recycling.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Steel is extensively recycled due to its capacity to retain its intrinsic properties after the use phase [1]. It can be found in a wide range of applications in large volumes, leading to a high recycling rate [2] that accounts for nearly 30% of the total crude steel production globally [3, 4]. In addition to economic incentives, recycling saves energy [5, 6] and reduces carbon emissions per unit output [7, 8] when coupled with a clean energy mix. van Beukering [9] noted that recycling both reduces the need to extract natural resources and addresses a solid waste issue.
Because of this, steel is the most recycled material [5] and is therefore often mentioned as a model case for the circular economy narrative [10]. However, product design decisions, consumption patterns, and the level of collection and sorting infrastructure create constraints on its recycling, as do the challenges of its separation thermodynamics [11,12,13,14,15]. Closed loops conserve both the material and the utility of that material [16]; by this definition, steel recycling remains open for scrutiny, especially if much of the value added during the original production is lost [17].
This study focuses on the aspect of scrap quality because this determines to which steel grades the scrap will be used in. Mills can easily use high-quality scrap [18]. But scrap is seldom homogenous and—depending on its source, composition, and the level of knowledge about these characteristics [19,20,21,22,23,24]—it may require significant preparation before remelting to ensure that it has the right physical and chemical properties for a particular use [25, 26]. A mismatch between the input scrap and the target composition of the new steel requires interventions that are inefficient, resource-wise. Therefore the circularity of steel is affected by the adequacy of the steps in place to generate the information needed to mitigate losses [27] associated with producing new steel. Each time scrap steel is recycled, it can accumulate additional elements: alloys and impurities, deliberately added or not [28, 29]. Impurity, tramp, and contaminant are used synonymously throughout the paper to refer to unwanted elements that inhibit resource-efficient steel recycling. This concern deserves more attention.
This paper examines the steel recycling system and formulates a link between how scrap quality is described in the literature and how it is reflected in transactions between key actors in the reverse flow of end-of-service steel. It also expands the definition of quality to include the importance of obtaining compositional information, because actors manage their operations according to the extent to which this information is known. The argument is that current industry practices inadvertently decrease the ability to effectively recycle steel over multiple iterations.
Literature Review
Challenges in Scrap-Based Steel Production
Desrochers pointed out that today’s recyclables were considered waste until somebody treated it as a resource [30]. The attitudes of the business entities that now make up the recycling system towards the environmental impact of waste—which include profit-seeking, compliance, corporate social responsibility, exploring new business opportunities, and changing social values [31]—impact recycling efficiency. But researchers seldom examine how recycling-based enterprises’ business models are reflected in their actual operations.
Steel is an iron-based alloy that contains a variety of other elements [32] that are purposely added or retained at controlled levels [33,34,35]; these elements impart specific properties that give it its broad range of utility. The feedstock for scrap-based steel production has a higher degree of variation than ore-based production [36, 37], because steel scrap carries with it a wide variety of alloying elements from its previous production [38, 39]. The complex composition of modern steel products is simply not aligned with the level of current scrap processing practices in the recycling industry [40, 41].
From the perspective of the steel mill, some scrap is easier to use than others. Every stage in the life cycle of steel generates scrap [42], and the more similar scrap is to the desired product, the easier it is to use. Pre-consumer scrap generated during steelmaking includes home scrap used internally in the mill and prompt scrap from downstream manufacturers [43, 44]. Home scrap is readily accessed for production as its composition is readily known. Prompt scrap is likely handled by a scrap dealer [12], although steel mills and their customers sometimes have direct take-back agreements for it [45, 46]. Additional steps may be required before prompt scrap can be utilized, but its composition is still well known [47].
The other type of scrap is post-consumer or obsolete scrap from disposed goods or steel that has lost its functionality [19,20,21,22,23,24] and consequently contaminated with other materials [48, 49]. With around 3500 different grades of steel, with varying service lives restricting access and availability [50], it is more difficult to achieve a specific target composition using this scrap as feedstock. The trend towards expanding product ranges is bound to continue, as companies seek to produce products distinct from those of the competition in terms of price, properties, and quality [51, 52]. Price competition drives producers to continuously refine recipes to keep their products attractive [53]. Thus, even within general categories of steel, the chemical composition between products can vary.
Defining scrap categories is complicated as it must take into account not only technical, but also aspects such as trust between actors [54], actors’ tacit knowledge [55], and the transferability of standards across regions. The discrepancy between the variety of scrap and the limited number of categories results in mismatches. Scrap pieces whose characteristics fall in between classes further complicate the picture. For example, the Institute of Scrap Recycling Industries classifies ferrous scrap into 82 types, with another 40 classes for railroad scrap [56]. Product origin or source are used as broadly defined categories [57]. Knowledge of the compositional identity of steel diminishes with each transfer of ownership downstream from the steelmaker on through to obsolete scrap [7]. Regaining this information becomes laborious and costly, yet critical, because it is the basis for defining the quality of scrap exchanged between businesses in the recycling system.
In developed countries, recycling is a formal activity characterized by functioning systems [29]. Discussions usually revolve around increasing recycling rates, especially for metals such as steel, aluminum, and copper [12, 58], and topics such as forecasting supply [59] or describing flows [60]. Accelerating recycling entails technical, economic, and operational challenges [7] (see Table 1). This study focuses on the information-driven consequences of these challenges as they are enacted in the scrapyard.
The technical challenges described are due to the inadequacy of the current process to remove some elements [61, 62] if they are overlooked and end up in the melt. Alloy designs for target applications complicate recycling [63, 64] and require concessions between cost and the recyclability of different elements, since their behavior in the process environment needs to be considered [65]. Nakajima et al. [66, 67] used thermodynamic analysis to evaluate the recyclability of elements present in scrap and found that together with iron, elements such as copper, tin, nickel, cobalt, molybdenum, and tungsten favorably report to the metal phase than to the slag or furnace atmosphere. Several studies have looked at this problem from the perspective of process metallurgy [68] and others from a system perspective. The system perspective is of general projections of scrap supply [69] and stocks [70], contaminant accumulation [71, 72], and its relationship to policy [73].
Production involves carefully planned scrap mixes together with fluxes as a form of process control, but once problematic elements are in the melt, it is difficult, expensive, and sometimes impossible to remove them [74]. Mills sometimes encounter element content that exceeds the tolerance levels for a product. The current solution is diluting the melt with additional virgin steel to lower the contaminant’s concentration [75, 76]. This operationally simple fix allows the final product to accommodate the problematic elements without compromising the production batch. From a circularity perspective, however, it is flawed, as it passes the contaminant along in the recycled product and contributes to a loss of valuable metals.
Finally, whether an element is considered a contaminant or an alloying component depends on the context. Elements in the steel scrap are desirable in some cases, tolerated in others, and unwanted in some [35, 77]. Consider the fact that even Fe is a contaminant in Al–Si alloys [78]. Directing scrap to the production batch that is most similar to its composition is the more resource-efficient way to recycle.
Scrap Quality
Makar [79] noted that dealing with steel scrap reveals the complexity and sophisticated nature of modern-day recycling, which is affected by increasing quality requirements and scrap mixture complexity. These two factors are both linked to the complex designs of products [80, 81] and lower tolerances for contamination in steel grades with specially designed properties [82]. The steel products that enable societies to go farther, deeper, and higher, and build lighter and stronger (especially steels supporting low-carbon technologies) require new combinations of elements within its matrix [68] and lead to an increasingly complex scrap stock [83].
Post-consumer scrap is considered lower quality and may introduce contaminants into the melt [48]; this means it requires additional measures to make it fit for use in production. The issue of contamination is not the presence of elements per se, but the fact that these may end up in a steel grade where they are unacceptable and accumulate over recycling iterations. According to Bell et al. [35], the distinction between alloying and tramp elements is that the former positively affect the steel. They found that impurities due to inadequate sorting and classification and lax scrap preparation methods become pathways for these impurities to enter the melt. In addition, scrap steel is a traded commodity [84,85,86] and thus scrap generated in one location may be processed elsewhere. Numerous sources and little traceability mean that recycling actors lack information on composition, production, and utilization history ultimately impacting the recyclability of scrap. All these concerns impact quality; this study synthesizes the scrap characteristics described in literature to identify relevant dimensions of quality. Muchová and Eder [57] discuss these classification properties, which Table 2 expands on.
The literature defines scrap mostly in terms of specific parameters. Quality is linked to its acceptability for steelmaking [96]. Furthermore, the quality rating of scrap is usually regarded as a function of its chemical profile—either the degree to which its composition is known and similar to the steel being produced [84, 97, 98] or its cleanness, i.e., low degree of contamination [22, 67, 99,100,101,102]. Noro et al. also discuss the association between scrap shape (heavy, shredded, or pressed) and contamination, as heavy pieces are assumed to be less contaminated because these were traditionally made from ore [92]. Contaminants are problematic and can exist in the pure state together with the steel scrap as coating material on the steel, or as alloying additives [22]. Miranda et al. [87] found that steel scrap and other metals intermix, i.e., copper in electric motors and white goods. While unintended and the standard in liberating Fe from these products, shredding entangles copper with steel [49, 103].
This means that identifying and sorting steel scrap into groups with similar characteristics is critical to its recycling. These steps determine the success of the operation, because even the residual presence of any unwanted element can affect the properties of the steel product [77, 99]. Yellishetty et al. [104] summarized several studies on contaminants in recycling, identifying two categories: (a) those that are very difficult to remove and thus accumulate in each recycling pass (e.g., copper, tin, nickel, and molybdenum) and (b) those that can be handled with properly executed metallurgical extraction (e.g., copper, manganese, zinc, and lead). Furthermore, these elements, together with phosphorus and sulfur, are normally found in goods with shorter lifespans, such as automobiles, electric and electronic equipments, and municipal solid waste [99, 105].
Methods
Research Design and Pre-study
This study examines one national system for steel scrap recycling and can be considered a single-case study but with embedded cases [106]. Single-case studies allow for in-depth investigations and are suitable for building theory on complex issues [107, 108]. The Swedish steel scrap system was selected as a representative case of a mature national system, with both extensive scrap collection and production of specialized steel grades using scrap.
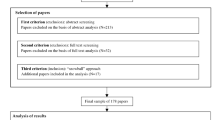
The data for this study were collected in two phases. The Sweden scrapped steel system was first broadly mapped using public documents on case companies and organizations, in particular, the Swedish scrap book [109], which defines the scrap grades used by Swedish scrap dealers and steel mills. In line with the literature [23, 99], three types of actors were identified: scrap dealers, steel mills, and one broker (see Fig. 1). In this phase, relevant documents were reviewed, and pre-interviews were conducted with the broker and one of the steel mills. In the second data collection phase, a sample of four steel mills and four scrap dealers were selected for interviews and site visits (see Table 3). Due to the interconnectedness of the system and the limited number of actors, the system is relatively homogenous in principle, even though different steel mills manufacture different products. Together, these case companies represent well over 50% of the volume in the scrap-based system and can therefore be considered representative of its major actors. Smaller actors, such as foundries and small scrap dealers, were excluded from the sample.

Semi-structured Interviews
An interview protocol (see Table 6 in Appendix) was developed for the semi-structured interviews based on the literature review and previous experience, which provided a basic understanding of the network. The questions were formulated and grouped into the main topics of general information, supply chain, operations, and other data. Actor-specific questions were also included. Persons who were interviewed were selected based on their positions and knowledge of their company’s scrap operations.
All but one of the interviews was on-site in conjunction with corresponding facilities tours. A consultant was also interviewed to confirm the findings and to get updates on industry trends. Table 3 summarizes the particulars of the interviewees.
All interviews followed the general outline of the protocol, which allowed interviewees to elaborate while maintaining consistency across interviews. The interviewers took notes independently to capture as much material generated that is typical of semi-structured interviews [110], and individual notes were compared afterward. All data were verified against the available literature and other discussions. In addition, the researchers reviewed corporate and public documents from each of the companies.
The transcripts were then analyzed, and data were aggregated into the topics of scrap compositional information, thoughts on scrap quality, operational and logistical effects on quality, and other relevant points, such as the general outlook for scrap availability and anticipated disruptive future events that companies were monitoring.
Findings
According to Jernkontoret (the Swedish iron and steel producers’ association), the Swedish steel industry produces approximately 4.8 Mt of steel per year (primarily special grades), accounting for almost 4% of the country’s total exports. Around 45% of the steel produced uses locally sourced scrap, which is therefore a major resource for a nation that exports most of its steel production. On the consumption side, the specialized nature of Swedish production means it typically imports standard grades and exports special grades of finished steel [111]. Sorting and scrap preparation infrastructure increasingly need to be able to generate reliable information on scrap to prevent contamination in the melt due to the use of essentially imported feedstock, whose sparse information availability increases the likelihood of a mismatch between the input material and the target steel product.
In terms of the size of Sweden’s steel recycling industry, there are ten scrap-based steelmaking plants operated by eight companies [112], and six major scrap dealers [113] that dominate the system in terms of both volume and influence. The sole scrap broker, JBF, is co-owned by six of the steel mills. JBF handles major transactions for end-of-life, unalloyed and low-alloy scrap, and to a lesser extent, scrap from stainless steel. Each company’s scrap volume requirements vary widely, which may be why not all scrap-using steelmakers buy through it. For example, a representative from a metal powders company mentioned that they require lower volumes than the companies who source through JBF. The JBF-partnered steelmakers fulfill their post-consumer scrap needs primarily through JBF-facilitated transactions with scrap dealers, with the reminder filled through mill-specific orders arranged directly with dealers.
The typical feedstock typically consists of 50–60% post-consumer scrap, 20–30% internal or pre-consumer scrap, and the 15–20% virgin materials used to dilute contaminants to achieve the desired final alloy composition. The role of scrap dealers is vital, as most post-consumer scrap flows through them from different sources. Their transactions affect the quality of scrap that is recycled. Post-consumer scrap is typically traded according to the scrap classes defined in the Swedish scrap handbook: 32 for unalloyed or low alloyed steel and another 6 classes of stainless [109].
Compositional Information and Physical Dimension of Scrap
In Sweden, 15 out of the 32 unalloyed or low-alloy scrap classes and all 6 of the stainless-steel classes have categorical requirements related to chemical composition (see Table 5 in Appendix). That the requirements were designated this way does not mean that the overall chemical composition of scrap is unimportant. Rather, it reflects the fact that within the industry, there is information on specific steel products embedded in knowledge of their origin or how they were produced. Actors implicitly know what a given scrap is composed of or what to expect from it, even if these are educated estimates. At the same time, having specific elements explicitly declared means that there were observed trends in the supply and affecting production that necessitated the setting of thresholds. With regard to physical dimensions, only two classes—steel chippings and cast iron chippings—have no declared requirements, which is expected given the physical nature these scrap types.
Scrap categories are described based on existing understandings among actors that exist outside their formalization in the “scrap book.” As a result, descriptions may change depending on current industry needs. For example, an earlier edition of the scrap book specified the maximum lead threshold for scrap class 21 as 0.01% and the maximum chromium content as 1% [114]; however, only chromium content is specified in the current version of the book.
Because the published scrap book serves to regulate specifications for purchasing and production of different grades, quality dimensions tend to be generalized as an aid to trade. Some classes have defined tolerances for composition and physical dimensions, indicating two things. First, a tolerance range means that an element will be considered an impurity only if it exceeds a certain value. Second, local producers are only concerned about specific elements that may be historically problematic for them. The scrap book is routinely used by Swedish scrap dealers and steel mills and reflects their collective understandings of these quality dimensions.
A Broader Definition of Scrap Quality
One common theme in the interviews was the desire to find a steady supply of “good, clean scrap,” a concern for both scrap dealers and steel mills. Further inquiry revealed that transactions between them were faster when the required quality level was met. The business of transferring scrap from dealer to steel mill showed that information and quality go hand in hand.
Information-based quality levels are established in the scrapyards. Scrap dealers usually follow the course of action that allows them to meet customer demand at the lowest possible cost. Before incoming scrap deliveries are directed to specific piles, dealers make decisions based on whether the available information is sufficient for it to be forwarded to the next stage or if further steps need to be taken. This routine is similar for the actors. Most collection, sorting, classification, and preparation occur at the dealer’s scrapyard. Complex pieces may include wires and motors from white goods, scrapped vehicles, coated or surface-treated steels, and oversized items. The available technologies attain limited separation: in motors, for example, copper cannot be completely separated from steel. With the objective of making a successful delivery, the dealer decides which pile to send the pieces to, ready for transport. After scrap arrives at the mill, there is a limited time window for steps to obtain or recover information needed to determine if the delivery will be accepted. The mill then goes through the same process of deciding which pile to send it to, ready for production.
Interpreting the standard scrap category definitions into actions and the effectiveness of these actions depends on available information. Scrap quality as defined in literature is now further developed by incorporating the actors’ perspectives. There is a necessity to better understand the dimensions of quality in this context, because operationally, quality goes beyond the specifications in formal scrap classifications. Table 4 synthesizes the interviewees’ responses when asked to elaborate on what quality means in their operations.
Desired content is an apt descriptor for compositional content of scrap, especially in Sweden, where steelmaking is specialized. This is because mills are niche players, working with hundreds of unique recipes, and thus their requirements for scrap differ. When they buy scrap, they prefer the material most suitable for the steel they make. One mill might be concerned about limiting phosphorus, while another pays a premium for higher nickel content. It follows that scrap dealers will find it easier to make sales if they can offer their customers what they specifically need. As one interviewee put it, “high quality” means being able to deliver more specific and better-defined scrap grades.
The physical condition of scrap as it arrives in the scrapyard is another component of quality. For both dealers and mills, hazardous content is unacceptable. Moisture, meanwhile, is not an immediate concern during delivery and storage but becomes a critical problem during melting. This is also true for other requirements, such as removal of oil and grease, emptying of fuel tanks, etc. Sometimes such requirements reflect changing policies on the handling of waste: for example, painted scrap is now classified as hazardous, and so pieces are sandblasted before delivery. Moisture management must also be considered under the desired dimension, and it is conceivable that specifications regarding moisture could be incentivized. There are, however, risks from conflicting incentives for moisture since wet scrap weighs more and weight affects pricing. Regarding apparent density, the interviewees did not specify values other than a preference for heavier or denser scrap.
One current situation that illustrates the increasing selectivity of mills in terms of raw materials is the case of a scrap dealer that was able to obtain material similar to what they had consistently supplied at a lower price point but found it difficult to sell. Mills require homogeneity, and stringent about the consistency of their inputs; they were therefore cautious about buying an unknown type of scrap. Trust came up in several interviews as an important aspect. Steel mills do not want to have to check every piece of scrap that arrives and trust long-term suppliers to deliver to their specifications and notify them of any deviations in their deliveries.
By understanding these dimensions, the demands for scrap quality can be linked to recovering and establishing a material’s identity, not only in terms of chemical composition, but also its physical and chemical properties, both within and across delivery batches. Actors in the recycling system have specific requirements for the material they want to source, and thus collection is important, but does not guarantee that scrap will be recycled. A mill must purchase it, and this requires dealers to prepare it in such a way that its quality characteristics are actualized. Thus, in a wider perspective, recovering information is a prerequisite for resource efficiency.
Operational and Logistical Effects on Quality
Looking at the system as a value chain, in which a series of underlying steps transform scrap into new steel, reveals points of concern that a functioning recycling system contends with. For example, sorting scrap into categories helps capture the intrinsic value of the alloying elements but is difficult to execute, as there are hundreds of different steel products to separate into a limited number of categories. The nature of the forward supply chain means information from end-of-life products is often lacking. Compositional information at end-of-life is recovered through educated guesses, coupled with chemical analyses of samples. Different actors somehow implement the same structure of combining experience and systematic methods to obtain the information that is important for their operations. Each actor takes action based on the maximum cost they are willing to bear.
These considerations appear in industry guidelines as conditions for delivery. If local steelmakers become concerned about how a specific element or scrap characteristic will affect their output, this concern becomes codified in a given scrap class specification. This is seen in the Swedish context with elements such as copper, phosphorus, and manganese. Here again the significance of information is seen: if a steel type being manufactured is sensitive to trace amounts of an element, then more samples are taken and analyzed. Incidents of radioactive materials accidentally ending up in the melt have resulted in radiation checks at the gate, and indoor stockpiling is now used to prevent trapped and unchecked moisture from causing explosions during melting.
Scrapyard operations are driven by business necessities, such as how to deal with scrap pieces whose characteristics may fall into different categories. Business factors then influence which scrap pile they are assigned to. Because dealers handle most of the sorting and scrap preparation, their operations have the greatest impact on scrap quality, even if steel mills’ management of scrap also has impacts due to the upstream influence on how dealers act. Before examining the points related to dealers, the effect of steel mill production schedules on quality should be mentioned. Recipes determine which type of scrap, and how much of it, is picked and fed into the furnace for melting. Ideally, steelmakers select scrap that closely matches the steel being produced, although this is limited by availability and the order batch that must be fulfilled. The mill’s production schedule is thus a significant part of the supplier agreement that dealers must consider.
The scrap mix that is loaded to the furnace indirectly affects the quality of future steel scrap. Additionally, mills draw from piles that scrap dealers have supplied—material that is compositionally more varied than the specification for the class they are labeled as. A successful melt means that the final composition matches the specifications of the steel product. Thus, even if the melt composition can be adjusted, contaminants persist, and the resulting steel product would be scrapped for the next recycling round. The following points, raised during discussions on how the operations and logistics of the system are set up, elaborate on this observation.
-
Delivery requirements: Mills require a minimum volume as a delivery unit—an Economic Lot Size (ELS). This is especially true for transactions made via JBF. The dealer’s challenge is to procure enough volume of one category for delivery, and this impacts scrapyard operations. Dealers keep stocks of scrap that get replenished either from customers selling or disposing of their scrap or from collection points such as construction sites.
It is typical to receive pieces that that potentially could be compliant in multiple classes. Working with such a variety of scrap, dealers allocate these “middlings” (a term from mineral processing) as needed to meet their supply agreements with steelmakers. This usually takes minimal resources and effort to achieve the necessary quantities. The operation itself makes sense from a business perspective, but it increases the probability of contamination and the compositional variation within each delivery batch. The less information the dealer has on the material, the more likely it is that these two issues will occur. The same thing happens with delivery requirements specifying physical conditions such as density.
-
Reducing holding costs: Another factor is the need to move material quickly due to limited yard space. Inbound and outbound deliveries happen continuously, and stocks must be managed. Similar, smaller piles may be combined, for example, during periods when there are fewer buildings being demolished. Combining scrap from different sources improves cycle time and space utilization and therefore return on capital. It also reduces land costs since less scrap is held at any one time. Even weather becomes a consideration if weatherproof storage is unavailable, and scrap must be therefore moved quickly.
-
Scrap prices: Scrap is a globally traded commodity, and prices change constantly. If one category commands a higher price, then other piles with similar characteristics that can be reclassified with minimum effort may be reallocated. Scrap pricing also influences mixing in this way: if scrap dealers are unable to sell locally, then their scrap will be sold someplace where the regulations or requirements are laxer or production has lower quality demands, resulting in scrap classes that are mixed with indifference.
These factors are interrelated, and the scrap dealers’ primary concern is fulfilling the specifications in their supply agreements. Other than economic gain, there seems to be little incentive for scrap dealers to allocate more resources than needed to meet the minimum requirements in their contracts. Once delivery arrives at the mill scrapyard, inspections and control checks confirm whether the quality specifications in the contract are met. The sampling plan and the method and frequency of characterization depend on the size and source of the delivery. The need to inspect and test scrap deliveries also depends on the history with the supplier. If the supplier consistently delivers per specifications, then the testing frequency may be lower than with a new supplier.
This compromise is a short-term fix and affects recycling because impurities accumulate with each cycle and make it harder steelmakers to use scrap down the line. Moreover, diluting an unwanted element locks it into a product as a contaminant, even if it could find a useful purpose as an alloying element for a different product—reducing resource efficiency. Better information about scrap can result in better resource allocation, insofar as it allows steel mills to expand their respective recipes to accommodate not just a higher fraction of scrap but also a wider range of scrap types. This, in turn, will stimulate the secondary market due to higher demand.
Steel mills generally comment that scrap is getting “dirtier.” This is not just a matter of improving sorting but also considers aspects such as products or alloys designed with recycling in mind. Car frames, for example, are becoming thinner and lighter by increasing phosphorus, titanium, and niobium content. This issue will need to be addressed through systemwide actions because steel scrap will remain a significant feedstock material in the future.
Discussion
Recognizing that the businesses involved in recycling are motivated and restricted by economic potential is important when investigating this system. There is a limit as to how far economics can align with sustainability incentives. The environmental stimulus may exist not as a priority, but rather as a consequence of the activity. The incentives that govern company motivations are central to the discourse on how actors value scrap as a resource. This study aims to expand the definition of quality to include actors’ perspectives in a way that reflects the relationship between quality and information and the realities of scrapyard operations. Doing so provides additional insights into the challenges of steel recycling.
A Better Understanding of Scrap Quality
Traditionally, scrap quality has been mainly associated with chemical composition and physical condition. The literature review reflects this, and its inherent multi-dimensionality is summarized in Table 2. The quality dimensions of desired content, physical condition, shape/size, and homogeneity are indicators that industry actors use in their operations and transactions, as Table 4 shows. Defining chemical composition in terms of desired content helps clarify that the presence of certain elements may be useful or harmful only in the context of a particular steel mill or a particular steel product. A quick glance at the scrap book [109] indicates that copper is only a contaminant, but in reality, it is an alloying element for certain steel grades [35].
Again, the industry has preferences regarding how scrap should be delivered. Consider moisture: in colder areas, the concern is the risk of explosion [109], but it can also interfere with the removal of residual tin via chlorination [90]. Thus, while there is no universal definition of scrap quality, guidelines such as the scrap book and other steel scrap specifications exist to facilitate trading [5] in a way that reflects industry need—defined by steel recycling actors, for actors. There is also an intangible, relational aspect [54] at work in establishing quality categories. This means that change within the industry is possible, whether stricter measures on issues like contamination, balancing economic and sustainability incentives, or even influencing policy.
Retained content is an additional aspect of quality that interviewees did not explicitly mention in the interviews but that concerns future demands for metals in association with downcycling. Elements such as niobium, cobalt, tungsten, and vanadium that are present in the scrap mix can end up in a steel product where they are unessential and in negligible quantities that do not require addressing but are of particular interest because of their inclusion in the EU Critical Raw Materials list [115]. When they are blended into a steel product, they are no longer accessible during the product’s lifetime, and they can potentially become so diluted that it becomes more attractive to obtain them from ore. The perception that the loss of critical elements is simply an economic loss neglects the larger risk of future scarcity which could be a barrier to sustainable production [116].
Quality depends on information and information transfer because companies cannot act on what they do not know. Recovering enough information to establish a satisfactory quality level for scrap and the exchange of information between dealer and steel mill are fundamental to the success of recycling. One reason is that this makes given scraps’ ideal use clearer and prevents what Rong and Lahdelma consider as a failure: when elements in the melt and the product standard become mismatched [88]. Another reason is that such information increases the desirability of scrap for purchase, and in turn, for recycling. Expanding the definition of scrap quality is a practical approach to understanding the demands of everyday scrapyard operations.
Challenges in Steel Recycling
Converting or breaking down scrap into its constituent elements is uncommon in the steel recycling system. Rather, the objective is to reuse scrapped steel to produce new steel with minimal processing and preparation. Both the literature review and interview subjects agree that this is complicated by the fact that the identity of steel scrap is not readily known [7]. This means that elements end up as contaminants and require interventions that contradict the idea of circularity. System entropy observably increases with each cycle, because elements already in the melt are hard to remove [61, 62]. Even so, the final steel product composition must be followed. The subsequent adjustment to achieve the target steel grade composition results in a degradation of the feedstock with every production cycle as tramp elements accumulate. Pinto and Diemer [117] describe this as steel scrap downcycling and will persist until the system incorporates much more selective sorting and scrap preparation infrastructure. The industry is currently organized by defining scrap categories that function as standards for exchange, as discussed in the previous section.
The motivation of different actors has long been established to affect the supply chain [118]. This study shows that this is quite true in the Swedish scrap system as well. One scrap class that may contain a combination of three other scrap types, for example, possible due to the three types being so similar that mixing has become common practice, or possibly because quantities demanded are hard to collect and therefore require aggregation of different classes. Scrap dealers are motivated to make successful deliveries at the lowest possible cost, while steel mills are motivated to secure feedstock that balances between the required blend at the lowest cost. Dahmus and Gutowski [41] note, with concern, that material mixing reduces product recyclability, and the current trend is to develop complex, composite products without developing the infrastructure to recapture these materials. This study confirms and elaborates on this observation. Recycling vehicle motors is one such example. The extent to which copper in motors can be separated and prevented from entering the melt in excess is a challenge to be addressed. Success will depend on the resources recyclers are willing to allocate to pull out wires or dismantle motors and sell it separately [119]. For mills, success is being able to pick and load the furnace with the right qualities and quantities to minimize or eliminate the use of virgin material while maintaining product tolerances.
Therefore, there is a direct link between information on scrap and the use of virgin materials. The more that is known about scrap, the less virgin material is needed to compensate or adjust the content of the melt. While the current cost of using virgin materials is an acceptable solution to retain the value embedded in scrap steel, it raises questions about the circularity of the process. If these costs were to increase, the system would likely rebalance through improved characterization, sorting, and preparation. The sustainable action is to ensure that the use of virgin material is minimized and the use of specific elements already in the scrap where they are needed is maximized. This also prevents the premature downcycling of materials when special steel grades are recycled into more common types [120,121,122].
More to the point, this confirms that business entities are understandably inclined to save money first, and material second. This is to be expected under the current economic paradigm where companies need to make a profit. One motivation for recycling metals is to consume less energy in production [89, 123], which also lowers costs. But mills will readily shift to other sources of iron if the economics of doing so become more attractive.
Conclusion
Recycling is seen as an especially viable sustainable solution for metals like steel, where economic and environmental incentives generally align. This study takes a closer look at steel recycling actors and how they exchange and use scrap, finding that there is a limit point at which economic considerations lead to less environmentally sustainable choices of action. This paper has three major contributions as a result:
First is establishing the relationship between information and scrap quality. As more information is available or recovered, a higher quality level can be achieved. The ideal scenario is to obtain all the information needed to ensure that specific elements end up in the correct steel product and their intrinsic value is preserved. However, actors’ efforts to ensure this outcome depend on the value they get in return for their efforts. This study found that information is valuable for both actors at certain thresholds.
Next is that there are multiple dimensions to quality. System actors require quality levels that are specific to their needs. The meaning of high quality for one steel mill is not necessarily the same as for another, and this affects how suppliers act.
Finally, showing that operational behavior impacts scrap quality and information—and ultimately, circularity. Dealers want high-quality scrap because it is easy to sell, and mills want it because it is easy to use. But the reality is that scrap needs to be delivered, and steel needs to be produced, under complicated conditions. Thus, actors make trade-offs that always prioritize economic considerations rather than material resource efficiency. More specifically, this study found that operational drivers such as lot sizes, and economic drivers such as inventory holding costs, lead to the downcycling of scrap.
Steel recycling is established and functioning in Sweden, and these findings could guide future research into similar issues. The business paradigm is the same everywhere: companies need to make a profit. This study makes it clear that pushing for circularity in industrial systems requires a multidisciplinary perspective, because the enterprises involved need to earn profits to continue operating. While recycling benefits the environment, this added value could eventually weaken due to concerns such as the ones raised here.
References
Eurometaux & EUROFER (2012) Recycling rates for metals. Brussels
Wang P, Li W, Kara S (2018) Dynamic life cycle quantification of metallic elements and their circularity, efficiency, and leakages. J Clean Prod 174:1492–1502. https://doi.org/10.1016/j.jclepro.2017.11.032
BIR (2020) World steel recycling in figures 2015–2019: steel scrap—a raw material for steelmaking. Brussels
World Steel Association (2019) Steel statistical yearbook 2019: concise version. Brussels
ISRI (2020) Recycling industry yearbook 2019
Manabe T, Miyata M, Ohnuki K (2019) Introduction of steelmaking process with resource recycling. J Sustain Metall 5:319–330. https://doi.org/10.1007/s40831-019-00221-1
Allwood JM, Ashby MF, Gutowski TG, Worrell E (2011) Material efficiency: a white paper. Resour Conserv Recycl 55:362–381. https://doi.org/10.1016/j.resconrec.2010.11.002
Sahoo M, Sarkar S, Das ACR et al (2019) Role of scrap recycling for CO2 emission reduction in steel plant: a model based approach. Steel Res Int 1900034:1–11. https://doi.org/10.1002/srin.201900034
van Beukering PJH (2001) Recycling, international trade and the environment: an empirical analysis. Springer Netherlands, Dordrecht
López C, Pea C, Muoz E (2020) Impact of the secondary steel circular economy model on resource use and the environmental impact of steel production in Chile. IOP Conf Ser Earth Environ Sci. https://doi.org/10.1088/1755-1315/503/1/012024
Reck BK, Graedel TE (2012) Challenges in metal recycling
Graedel TE, Allwood J, Birat JP et al (2011) What do we know about metal recycling rates? J Ind Ecol 15:355–366. https://doi.org/10.1111/j.1530-9290.2011.00342.x
Reuter M, Hudson C, van Schaik A, Heiskanen K, Meskers C, Hagelüken C, UNEP (2013) Metal recycling: opportunities, limits, infrastructure. A report of the Working Group on the Global Metal Flows to the International Resource Panel
Castro MBG, Remmerswaal JAM, Reuter MA, Boin UJM (2004) A thermodynamic approach to the compatibility of materials combinations for recycling. Resour Conserv Recycl 43:1–19. https://doi.org/10.1016/j.resconrec.2004.04.011
Ciacci L, Reck BK, Nassar NT, Graedel TE (2015) Lost by design. Environ Sci Technol. https://doi.org/10.1021/es505515z
Dubreuil A, Young SB, Atherton J, Gloria TP (2010) Metals recycling maps and allocation procedures in life cycle assessment. Int J Life Cycle Assess 15:621–634. https://doi.org/10.1007/s11367-010-0174-5
Hannon E, Magnin C, Rosenfield J (2016) Why the circular economy is all about retaining value. In: McKinsey Insights. https://www.mckinsey.com/business-functions/sustainability/our-insights/why-the-circular-economy-is-all-about-retaining-value#. Accessed 21 Apr 2020
U.S. Geological Survey (2020) Mineral commodity summaries 2020. Reston, VA
OECD (2012) Steelmaking raw materials: market and policy developments. Paris
Carlson AS, Gow CB (1936) Scrap iron and steel industry. Econ Geogr 12:175–184. https://doi.org/10.2307/140708
Janke D, Savov L, Weddige H-J, Schulz E (2000) Scrap-based steel production and recycling of steel. Proizvodnja Jekla Iz Jeklenega Odpadka. Mater Tehnol 34:387–399
Janke D, Savov L, Vogel ME (2006) Secondary materials in steel production and recycling. In: von Gleich A, Ayres RU, Gößling-Reisemann S (eds) Sustainable metals management: securing our future—steps towards a closed loop economy. Springer Netherlands, Dordrecht, pp 313–334
Phillips TA (1990) Recycling of iron, steel, and superalloys. In: Stedfeld RL, Davis JR, et al (eds) ASM handbook, Volume 01—Properties and selection: irons, steels, and high-performance alloys. ASM International, pp 1023–1033
Graedel TE, Allwood J, Birat J-P et al (2011) Recycling rates of metals: a status report
Fenton MD (2004) Iron and steel recycling in the United States in 1998. U.S. Geological Survey
ECSIP Consortium (2013) Treating waste as a resource for the EU industry. Analysis of various waste streams and the competitiveness of their client industries. Rotterdam/Copenhagen
Nakajima K, Ohno H, Kondo Y et al (2013) Simultaneous material flow analysis of nickel, chromium, and molybdenum used in alloy steel by means of input–output analysis. Environ Sci Technol 47:4653–4660. https://doi.org/10.1021/es3043559
Fleming N, Alonso E, Field F et al (2011) Recycling and material price: an exploration of the effects of secondary substitutability on price stability. In: Monteiro S, Verhulst D, Anyalebechi P, Pomykala J (eds) EPD congress 2011—proceedings symposia. TMS (The Minerals, Metals & Materials Society), San Diego
Björkman B, Samuelsson C (2014) Recycling of steel. Handbook of recycling: state-of-the-art for practitioners, analysts, and scientists. Elsevier, Luleå, pp 65–83
Desrochers P (2000) Market processes and the closing of “industrial loops”: a historical reappraisal. J Ind Ecol 4:29–43. https://doi.org/10.1162/108819800569276
Rankin WJ (2014) Treatise on process metallurgy, vol. 3. Elsevier Ltd, pp 1376–1424
Fish PM (1995) Background and origins of steel. In: The international steel trade. Elsevier, pp 1–5
Cunat P-J (2004) Alloying elements in stainless steel and other chromium-containing alloys. Euro Inox, Paris
Elshennawy AK, Weheba GS (2015) Iron and steel. In: Manufacturing processes and materials, 5th edn. Society of Manufacturing Engineers (SME), pp 57–77
Bell S, Davis B, Javaid A, Essadiqi E (2006) Final report on effect of impurities in steel
Ripke SJ, Poveromo J, Battle TP et al (2019) Iron ore beneficiation. In: Dunne RC, Komar Kawatra S, Young CA (eds) SME mineral processing & extractive metallurgy handbook. Society for Mining, Metallurgy, and Exploration (SME), Englewood, CO, pp 1755–1779
Anameric B, Rohaus D, Riebeiro TR (2019) Ironmaking. In: Dunne RC, Kawatra SK, Young CA (eds) SME mineral processing & extractive metallurgy handbook. Society for Mining, Metallurgy, and Exploration (SME), Englewood, CO, pp 1781–1796
Jernkontoret (2018) Recycling iron and steel—Jernkontoret. https://www.jernkontoret.se/en/the-steel-industry/production-utilisation-recycling/recycling-iron-and-steel/. Accessed 30 Nov 2020
Giurco D, Petrie JG (2007) Strategies for reducing the carbon footprint of copper: new technologies, more recycling or demand management? Miner Eng 20:842–853. https://doi.org/10.1016/j.mineng.2007.04.014
Andersson M, Ljunggren Söderman M, Sandén BA (2019) Challenges of recycling multiple scarce metals: the case of Swedish ELV and WEEE recycling. Resour Policy. https://doi.org/10.1016/j.resourpol.2019.101403
Dahmus JB, Gutowski TG (2007) What gets recycled: an information theory based model for product recycling. Environ Sci Technol 41:7543–7550. https://doi.org/10.1021/es062254b
Ruth M (2004) Steel production and energy. Encycl Energy 5:695–706. https://doi.org/10.1016/b0-12-176480-x/00371-5
Vercammen S, Chalabyan A, Ramsbottom O et al (2017) Tsunami, spring tide, or high tide? The growing importance of steel scrap in China. McKinsey&Company - Metals and Mining Practice
Yuzov OV, Sedykh AM (2003) World trends in the formation and use of scrap metal. Metallurgist 47:201–205. https://doi.org/10.1023/A:1025668611528
Sandvik (2018) Annual report 2018
Ovako (2019) Sustainability report 2019
Bertram M, Graedel T, Rechberger H, Spatari S (2002) The contemporary European copper cycle: waste management subsystem. Ecol Econ 42:43–57. https://doi.org/10.1016/S0921-8009(02)00100-3
Savov L, Volkova E, Janke D (2003) Copper and tin in steel scrap recycling. Mater Geoenviron 50:627–640
Daehn KE, Serrenho AC, Allwood JM (2017) How will copper contamination constrain future global steel recycling? Environ Sci Technol 51:6599–6606. https://doi.org/10.1021/acs.est.7b00997
Worldsteel Steel value chain—what steel needs and what steel becomes | worldsteel. https://www.worldsteel.org/steel-by-topic/sustainability/Sustainable-Steel--Indicators-2018-and-industry-initiatives/steel-value-chain.html. Accessed 29 Nov 2020
Hamada N (2012) Strategy on research & development at Nippon Steel Corporation
Manning CP, Fruehan RJ (2001) Emerging technologies for iron and steelmaking. JOM 53:36–43. https://doi.org/10.1007/s11837-001-0054-3
Storck J (2009) Strategic and operational capabilities in steel production: product variety and performance. PhD Thesis, KTH School of Industrial Engineering and Management, Stockholm
Aylen J, Albertson K (2006) Markets in ferrous scrap for steelmaking. Ironmak Steelmak 33(3):203–212
Dampney K, Busch P, Richards D (2002) The meaning of tacit knowledge. Australas J Inf Syst. https://doi.org/10.3127/ajis.v10i1.438
ISRI (2018) Scrap specifications circular: guidelines for nonferrous scrap, ferrous scrap, glass cullet, paper stock, plastic scrap, electronics scrap, and tire scrap. Washington
Muchová L, Eder P (2010) End-of-waste criteria for iron and steel scrap: technical proposals
Johnson J, Harper EM, Lifset R, Graedel TE (2007) Dining at the periodic table: metals concentrations as they relate to recycling. Environ Sci Technol 41:1759–1765. https://doi.org/10.1021/es060736h
Gauffin A, Andersson NÅI, Storm P et al (2016) The global societal steel scrap reserves and amounts of losses. Resources. https://doi.org/10.3390/resources5030027
Geyer R, Davis J, Ley J et al (2007) Time-dependent material flow analysis of iron and steel in the UK: Part 1: Production and consumption trends 1970–2000. Resour Conserv Recycl 51:101–117. https://doi.org/10.1016/J.RESCONREC.2006.08.006
Pistorius PC, Gao X, Holappa L et al (2019) Steelmaking. In: Dunne RC, Kawatra SK, Young CA (eds) SME mineral processing & extractive metallurgy handbook. Society for Mining, Metallurgy & Exploration (SME), pp 2091–2103
Toulouevski YN, Zinurov IY (2013) Innovation in electric arc furnaces: scientific basis for selection, 2nd edn. Springer Berlin Heidelberg, Berlin
Birat JP, Daigo I, Matsuno Y (2014) Methods to evaluate environmental aspects of materials. In: Treatise on process metallurgy, vol. 3. Elsevier Ltd, pp 1459–1505
Froelich D, Haoues N, Leroy Y, Renard H (2007) Development of a new methodology to integrate ELV treatment limits into requirements for metal automotive part design. Miner Eng 20:891–901. https://doi.org/10.1016/j.mineng.2007.04.019
Zhang J, Matsuura H, Tsukihashi F (2014) Processes for recycling, chap. 4.4. In: Treatise on process metallurgy. Elsevier Ltd, pp 1507–1561
Nakajima K, Takeda O, Miki T, Nagasaka T (2009) Evaluation method of metal resource recyclability based on thermodynamic analysis. Mater Trans 50:453–460. https://doi.org/10.2320/matertrans.MBW200806
Nakajima K, Takeda O, Miki T et al (2011) Thermodynamic analysis for the controllability of elements in the recycling process of metals. Environ Sci Technol 45:4929–4936. https://doi.org/10.1021/es104231n
Ohno H, Matsubae K, Nakajima K et al (2016) Development of efficient recycling system for steel alloying elements in end of life vehicles. In: Kvithyld A, Meskers C, Kirchain R et al (eds) REWAS 2013: enabling materials resource sustainability. Springer International Publishing, Cham, pp 414–422
Gauffin A (2015) Improved mapping of steel recycling from an industrial perspective. KTH Royal Institute of Technology
Gordon RB, Bertram M, Graedel TE (2006) Metal stocks and sustainability. Proc Natl Acad Sci USA 103:1209–1214. https://doi.org/10.1073/pnas.0509498103
Yamada H, Daigo I, Matsuno Y et al (2006) Application of Markov chain model to calculate the average number of times of use of a material in society: an allocation methodology for open-loop recycling. Part 1: Methodology development. Int J Life Cycle Assess 11:354–360. https://doi.org/10.1065/lca2006.05.246.1
Matsuno Y, Daigo I, Adachi Y (2007) Application of Markov chain model to calculate the average number of times of use of a material in society: an allocation methodology for open-loop recycling. Part 2: Case study for steel. Int J Life Cycle Assess 12:34–39. https://doi.org/10.1065/lca2006.05.246.2
Johansson N, Krook J, Eklund M (2014) Institutional conditions for Swedish metal production: a comparison of subsidies to metal mining and metal recycling. Resour Policy 41:72–82. https://doi.org/10.1016/j.resourpol.2014.04.001
Anon (2006) Metal recycling, chap. 7. In: Waste management. pp 167–268
Ciacci L, Harper EM, Nassar NT et al (2016) Metal dissipation and inefficient recycling intensify climate forcing. Environ Sci Technol. https://doi.org/10.1021/acs.est.6b02714
Pauliuk S, Milford RL, Müller DB, Allwood JM (2013) The steel scrap age. Environ Sci Technol Technol 47:3448–3454. https://doi.org/10.1021/es303149z
Rod O, Becker C, Nylén M (2006) Opportunities and dangers of using residual elements in steels: a literature survey. Jernkontoret, Stockholm
Canté MV, Lima TS, Brito C et al (2018) An alternative to the recycling of Fe-contaminated Al. J Sustain Metall 4:412–426. https://doi.org/10.1007/s40831-018-0188-y
Amey EB, Makar HV (1996) Recycling in the metals industry. Nat Resour Res 5:261–268. https://doi.org/10.1007/bf02257439
van Schaik A, Reuter MA (2007) The use of fuzzy rule models to link automotive design to recycling rate calculation. Miner Eng 20:875–890. https://doi.org/10.1016/j.mineng.2007.03.016
Reuter MA (2011) Limits of design for recycling and “sustainability”: a review. Waste Biomass Valoriz 2:183–208. https://doi.org/10.1007/s12649-010-9061-3
Hatayama H, Daigo I, Tahara K (2014) Tracking effective measures for closed-loop recycling of automobile steel in China. Resour Conserv Recycl 87:65–71. https://doi.org/10.1016/J.RESCONREC.2014.03.006
Busch J, Steinberger JK, Dawson DA et al (2014) Managing critical materials with a technology-specific stocks and flows model. Environ Sci Technol 48:1298–1305. https://doi.org/10.1021/es404877u
Söderholm P, Ejdemo T (2008) Steel scrap markets in Europe and the USA. Miner Energy Raw Mater Rep 23:57–73
Stahel WR (2006) The role of metals for designing products and solutions in the context of a sustainable society. In: von Gleich A, Ayres RU, Gößling-Reisemann S (eds) Sustainable metals management: securing our future—steps towards a closed loop economy. Springer Netherlands, Dordrecht, pp 593–607
Aylen J, Albertson K (1998) The world market for scrap and iron. In: Ranieri R, Aylen J (eds) Steel industry in the new millennium, vol 1: Technology and the market. CRC Press LLC, Boca Raton, FL, pp 61–74
Miranda AM, Assis PS, Brooks GA et al (2019) Monitoring of less-common residual elements in scrap feeds for EAF steelmaking. Ironmak Steelmak 0:1–11. https://doi.org/10.1080/03019233.2019.1601851
Rong A, Lahdelma R (2008) Fuzzy chance constrained linear programming model for optimizing the scrap charge in steel production. Eur J Oper Res 186:953–964. https://doi.org/10.1016/j.ejor.2007.02.017
Feil A, Pretz T, Julius J et al (2019) Metal waste. In: Letcher TM, Vallero DA (eds) Waste. Elsevier, pp 211–223
Zhang X, Ma G, Liu M, Li Z (2019) Removal of residual element tin in the ferrous metallurgy process: a review. Metals (Basel) 9:834. https://doi.org/10.3390/met9080834
Laurenti S, Gottardi R, Miani S, Partyka A (2005) High performance single-bucket charging EAF practice. Ironmak Steelmak 32(3):195–198
Noro K, Takeuchi M, Mizukami Y (1997) Necessity of scrap reclamation technologies and present conditions of technical development. ISIJ Int 37:198–206. https://doi.org/10.2355/isijinternational.37.198
Tsai WH, Lan SH, Huang CT (2019) Activity-based standard costing product-mix decision in the future digital era: green recycling steel-scrap material for steel industry. Sustainability 11:1–30. https://doi.org/10.3390/su11030899
Carlsson LS, Samuelsson PB, Jönsson PG (2019) Predicting the electrical energy consumption of electric arc furnaces using statistical modeling. Metals (Basel) 9:959. https://doi.org/10.3390/met9090959
Sandberg E (2005) Energy and scrap optimisation of electric arc furnaces by statistical analysis of process data
Europool (1978) The disposal and recycling of scrap metal from cars and large domestic appliances. Graham & Trotman Limited
Panasiyk D, Laratte B, Remy S (2016) Steel stock analysis in Europe from 1945 to 2013. Procedia CIRP 48:348–351
Cullen JM, Allwood JM, Bambach MD (2012) Mapping the global flow of steel: from steelmaking to end-use goods. Environ Sci Technol 46:13048–13055. https://doi.org/10.1021/es302433p
Javaid A, Essadiqi E (2003) Final report on scrap management, sorting and classification of steel. Government of Canada Report No. 2003-23(CF)
Norgate T (2013) Metal recycling: the need for a life cycle approach. EP135565, CSIRO, Australia
Lee H, Sohn I (2015) Global scrap trading outlook analysis for steel sustainability. J Sustain Metall 1:39–52. https://doi.org/10.1007/s40831-015-0007-7
Nakamura S, Kondo Y, Matsubae K et al (2012) Quality-and dilution losses in the recycling of ferrous materials from end-of-life passenger cars: input–output analysis under explicit consideration of scrap quality. Environ Sci Technol. https://doi.org/10.1021/es3013529
Gao Z, Sridhar S, Spiller DE, Taylor PR (2020) Applying improved optical recognition with machine learning on sorting Cu impurities in steel scrap. J Sustain Metall 6:785–795. https://doi.org/10.1007/s40831-020-00300-8
Yellishetty M, Mudd GM, Ranjith PG, Tharumarajah A (2011) Environmental life-cycle comparisons of steel production and recycling: sustainability issues, problems and prospects. Environ Sci Policy 14:650–663. https://doi.org/10.1016/j.envsci.2011.04.008
Rem PC, van den Broeck F, Bakker MCM (2012) Purification of post-consumer steel scrap. Ironmak Steelmak 39:504–507. https://doi.org/10.1179/1743281212y.0000000017
Yin RK (2009) Case study research: design and methods, 4th edn. SAGE, London
Eisenhardt KM (1989) Building theories from case study research. Acad Manag Rev 14:532. https://doi.org/10.2307/258557
Eisenhardt K, Graebner M (2007) Theory building from cases: opportunities and challenges. Acad Manag J 50:25–37. https://doi.org/10.2307/20159839
JBF AB (2020) SKROTBOKEN 2020
Jennings GR (2005) Business, social science methods used in. Encycl Soc Meas 1:219–230. https://doi.org/10.1016/B0-12-369398-5/00270-X
Jernkontoret (2019) Foreign trade. https://www.jernkontoret.se/en/the-steel-industry/industry-facts-and-statistics/foreign-trade/. Accessed 7 Jul 2019
Jernkontoret (2020) Co-owners and stakeholders—Jernkontoret. https://www.jernkontoret.se/en/about-us/owners-and-board/co-owners-and-stakeholders/. Accessed 20 Jan 2021
JBF AB Svenska marknaden. http://jbfab.com/sv/svenska-marknaden. Accessed 20 Jan 2021
JBF AB (2000) SKROTBOKEN 2000
Blengini GA, Latunussa CEL, Eynard U et al (2020) Study on the EU’s list of critical raw materials. 2020 final report
Lapko Y, Trucco P, Nuur C (2016) The business perspective on materials criticality: evidence from manufacturers. Resour Policy 50:93–107. https://doi.org/10.1016/j.resourpol.2016.09.001
Pinto JTM, Diemer A (2020) Supply chain integration strategies and circularity in the European steel industry. Resour Conserv Recycl 153:104517. https://doi.org/10.1016/j.resconrec.2019.104517
Fayezi S, O’Loughlin A, Zutshi A (2012) Agency theory and supply chain management: a structured literature review. Supply Chain Manag 17:556–570
Tomiura A (1998) Paradigm shift in the steel industry. In: Ranieri R, Aylen J (eds) Steel industry in the new millennium, vol 1: Technology and the market. CRC Press LLC, Boca Raton, FL, pp 93–106
Graedel TE, Reck BK (2014) Recycling in context. Handb Recycl State-of-the-art Pract Anal Sci. https://doi.org/10.1016/B978-0-12-396459-5.00003-9
Allwood JM (2014) Squaring the circular economy: the role of recycling within a hierarchy of material management strategies. In: Worrell E, Reuter MA (eds) Handbook of recycling: state-of-the-art for practitioners, analysts, and scientists. Elsevier, pp 445–477
Rose CM, Stegemann JA (2018) From waste management to component management in the construction industry. Sustainability 10:1–21. https://doi.org/10.3390/su10010229
Gaustad G, Olivetti E, Kirchain R (2010) Design for recycling. J Ind Ecol 14:286–308. https://doi.org/10.1111/j.1530-9290.2010.00229.x
Acknowledgements
This study was supported by Jernkontoret through the Jernkontorsfonden för Bergsvetenskaplig Forskning, enabling the visits to the steel mills and scrap dealers. The authors would like to thank the following: the interviewees for taking time and allowing a closer look into the recycling system and Dr. Peter Samuelsson, KTH, for discussions that helped in making this paper clearer.
Funding
Open access funding provided by Royal Institute of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was Markus Reuter.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Compañero, R.J., Feldmann, A. & Tilliander, A. Circular Steel: How Information and Actor Incentives Impact the Recyclability of Scrap. J. Sustain. Metall. 7, 1654–1670 (2021). https://doi.org/10.1007/s40831-021-00436-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-021-00436-1