
Abstract
The transformation temperatures and temperature hysteresis of Ti–Ni–Zr films were found to be very sensitive to grain size. However, films annealed at 1223 K exhibited transformation temperatures and temperature hysteresis nearly the same as those of the corresponding bulk alloys. Annealing of Ti–Ni–Zr–Co films with 10.5–26.7 at.% Zr and 0–12.7 at.% Co at 1223 K for 10 h showed that Co substitution for Ni in the Ti–Ni–Zr films was beneficial to reducing the temperature hysteresis. Correspondingly, a Ti29.3Ni42.7Zr20.9Co7.1 bulk alloy annealed at 1223 K for 10 h exhibited a high martensitic transformation temperature (432 K) and a small temperature hysteresis compared to Ti–Ni–Zr bulk alloys (21 K). The present study verified the usefulness of sputtering for the exploration of new shape-memory alloys.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Since the early 1990s, shape-memory-alloy (SMA) thin films formed by sputtering have attracted considerable interest as microactuators for microelectromechanical systems [1–5]. Ti–Ni films formed by sputtering at room temperature are amorphous and thus require crystallization treatment at temperatures above 753 K [6]. When performed at relatively low temperatures (lower than 973 K), this crystallization process sometimes causes the formation of fine microstructures such as GP zones and nanocrystals [5, 7]. Therefore, the relationship between these peculiar microstructures and their mechanical properties has been investigated [5–12]. In contrast, films annealed at high temperatures, where phase equilibrium is achieved and the structure is sufficiently coarsened, are expected to have structures similar to those of the corresponding bulk alloys and thus similar shape-memory behaviors. The author previously reported that Ni-rich Ti–Ni films after solution treatment at 973 K for 1 h followed by aging treatment at low temperatures (573–773 K) exhibited structures and shape-memory behaviors similar to those of the bulk alloys [13]. In addition, a recent study revealed that the equilibrium phase diagram for Ti–Ni–Cu films annealed at 973 K for 1 h is consistent with those for Ti–Ni–Cu bulk alloys [14]. These results suggest that sputtering is also helpful for investigating the transformation behavior and mechanical properties of bulk alloys and for developing new SMAs.
The application of sputtering to the development of new SMAs has already been implemented as combinatorial sputtering [10, 15–23]. In this method, a composition spread over a Si wafer is intentionally formed by co-sputtering of elemental targets and characterized through automated measurement technologies. Zarnetta et al. [15] deposited Ti–Ni–Cu–Pd spreads on oxidized Si wafers using a combinatorial sputtering apparatus. The films on the Si wafers were characterized by energy-dispersive X-ray analysis, temperature-dependent resistance measurements, and synchrotron X-ray microdiffraction. They found from the data maps over a Ti–Ni–Pd–Cu system that the temperature hysteresis and eigenvalue, λ 2, approached zero and one, respectively, at a composition of Ti50.0Ni34.0Cu11.5Pd4.5, as predicted by the geometric non-linear theory of martensite [24]. This result was successfully transferred to bulk materials, and a Ti50.2Ni34.4Cu12.3Pd3.1 bulk alloy showed near-zero thermal hysteresis and significantly improved stability against thermal cycling [15]. They [16] also reported the comparison of the transformation behaviors of a Ti39Ni45Cu16 thin film and the corresponding bulk alloy and demonstrated that the thin film results predicted the phase transformation behavior of the bulk material. Recently, combinatorial fabrication and high-throughput characterization have been extensively applied to many alloy systems such as Ti–Ni–Hf [17, 18], Ti–Ni–Pd [19], Ti–Ni–Au [20], and Ni–Mn–Al [21].
A high-throughput approach using a materials library is useful for accelerating the process of developing and optimizing SMAs, as described above. However, mapping the entire composition range over a multicomponent system is not always necessary when the phase responsible for the shape-memory effect is known. In the present study, sputtering was used simply to synthesize an alloy film (a free-standing film) unlike the abovementioned combinatorial sputtering. Even in this case, the ease of sample preparation can accelerate the process for optimizing SMAs. In fact, X-ray diffraction (XRD) and differential scanning calorimetry (DSC) samples, tensile specimens, and disks for electropolishing can be readily cut from a film by using scissors, a rotary paper trimmer, or a puncher [25]. Electropolishing takes only 10 s. Furthermore, a wide range of film compositions can be obtained by simply setting the power of each elemental target in a carrousel-type magnetron sputtering apparatus with sufficient precision (ca. 0.3 at.%), which enables the comprehensive study of SMAs over a wide composition range [25]. In addition, the present method offers the advantage that samples can be characterized in the same manner as the bulk alloys, which facilitates the prediction of the properties of the corresponding bulk alloys [25].
One of the attractive targets for new SMAs has been high-temperature SMAs. Conventional Ti–Ni alloys have a martensitic transformation temperature, no higher than 333 K [26]. Demand for high-temperature SMAs is increasing in the field of robotic, and in the automotive and aerospace industries. Studies to date have revealed that Ti–Ni–Pd [27], Ti–Ni–Pt [27], Ti–Ni–Au [28], Ti–Ni–Hf [29], and Ti–Ni–Zr [29] are promising high-temperature SMAs. Among them, Ti–Ni–Zr alloys are the most cost-effective [30]. However, their brittleness, unstable shape-memory behavior, and large temperature hysteresis have prevented their commercial use [30, 31].
The addition of a quaternary element is considered to be effective for overcoming these disadvantages; however, few studies have been performed to date. Hsu et al. [32] investigated the addition of Al to Ti–Ni–Zr alloys, but its solubility in the B2 phase was limited to 1.2 at.%, and the addition of aluminum significantly decreased the transformation temperatures. Hsieh et al. [33] reported that the substitution of Zr with Hf increased not only the transformation temperatures but also the temperature hysteresis. In the present study, the addition of Co to Ti–Ni–Zr alloys was investigated to examine the feasibility of the development of new alloys using free-standing films formed with a carrousel-type magnetron sputtering. Co is known to have a large solubility in a Ti–Ni alloy [34] and thus is suitable for investing the effect of addition.
Experimental
Three Ti–Ni–Zr and ten Ti–Ni–Zr–Co films (Table 1) were prepared using a carrousel-type magnetron sputtering apparatus (Fig. 1). Films with a thickness of 8 μm were deposited onto a 1.5-μm-thick Cu film that had been deposited on a glass substrate. The films with Cu films were removed from the glass substrates. The underlying Cu film, which was subsequently dissolved in nitric acid, facilitated the removal of the Ti–Ni–Zr–Co films from the glass substrates. It was confirmed that nitric acid has no influence on the Ti–Ni–Zr–Co film. Ti–Ni–Zr–Co films did not show a noticeable weight loss after 48 h immersion, while Cu films were dissolved in a few seconds. The powers of each target were 20–69, 243–352, 111–331, and 700 W for Co, Ni, Zr, and Ti, respectively. The sizes of the targets were 76.2 and 101.6 mm in diameter for Zr and Cu, and Ti, Ni, and Co, respectively, and the thicknesses were 5 mm for all targets. The target-to-substrate distances were 53.5 and 46 mm for 76.2 and 101.6 mm targets, respectively. In order to control the film composition precisely, the deposition rate of each element was first measured with a stationary holder, and then, the power of each target for an alloy film was determined on the basis of this measurement. In this way, the film composition was controlled within 0.3 at.%. The sample holder was rotated at 60 rpm during the deposition of an alloy film, and the deposition time was 2 h. Glass substrates (20 mm × 50 mm) were placed on the sample holder in such a manner that the longitudinal direction is parallel to the rotation direction. The chamber was pumped down to a base pressure of 2.5 × 10−5 Pa, and deposition was carried out at an Ar gas pressure of 0.1 Pa. The glass substrates were cleaned with the Ar gun (beam current: 10 mA, beam voltage: 260 V, cleaning time: 5 min) prior to deposition. The whole sputtering process including cleaning was automatically operated. In addition to the films, a bulk Ti29.3Ni42.7Zr20.9Co7.1 alloy weighing 30 g was prepared by arc melting under an Ar atmosphere. The buttons were melted three times to ensure compositional homogeneity. The compositions of the films and the bulk alloy were determined by inductively coupled plasma atomic emission spectroscopy (ICP-AES) in the same way as for usual bulk alloys. Samples for DSC and transmission electron microscopy (TEM) were cut out using scissors and a puncher, respectively.

a Carrousel-type magnetron sputtering apparatus (view from above) and b sample holder of infrared vacuum furnace (appearance and schematic diagram)
Although alloy film formation and test sample preparation were easy, a problem in using film samples for the development of new SMAs was heat treatment at high temperatures. Heat treatment was performed using a vacuum furnace equipped with infrared lamps. However, thin films were susceptible to a damage by oxidation because of their thinness, as discussed later. To avoid the influence of oxidation, a sample holder shown in Fig. 1b was used. The sample holder was made of a Ti foil, and acted as a Ti getter. Reaction between a Ti–Ni–Zr–Co film and the Ti foil was prevented by placing a Pt mesh between the film sample and the Ti holder. The films after annealing could be taken out of the Pt mesh easily without adhesion. Oxidation was hardly observed for films annealed at or below 973 K; however, some of the Ti–Ni–Zr–Co films annealed at 1223 K for 1 h inevitably suffered from surface oxidation. The influence of surface oxidation is discussed later. Ti–Ni–Zr films were annealed at 973–1273 K for 1 h to investigate the effect of grain size on the transformation temperatures. Ti–Ni–Zr–Co films with 20.5 at.% Zr were annealed at 1223 K for 1 h to examine the effect of Co on the transformation temperatures. Finally, the Ti–Ni–Zr–Co films and the bulk alloy were annealed at 1223 K for 10 h, because Ti–Ni–Zr bulk alloys are typically homogenized at 1223 K for 72 h [35], but the heat treatment time for the films at this temperature was limited to 10 h to avoid oxidation.
XRD and TEM analyses were conducted to examine the structures of the annealed films. XRD with Cu–K α radiation and Si powder as an internal standard was employed to identify the phases formed in the films. The structures of the annealed films were observed at room temperature using TEM (JEOL JEM-2000FXII). Thin foils for TEM observations were prepared by twin-jet electropolishing for 10 s in an electrolyte solution consisting of 95 % acetic acid and 5 % perchloric acid by volume.
The transformation temperatures were determined by DSC using a SHIMADZU DSC-50 instrument. Because the transformation temperatures of Ti–Ni–Zr alloys are known to significantly decrease with the number of thermal cycles [32], each sample was first cooled to 173 K to completely form a martensite phase and then heated to a high temperature to convert the martensite phase to the parent phase prior to the measurement. Subsequently, the transformation temperatures were measured during cooling and heating at a rate of 10 K/min. Therefore, the transformation temperatures measured in the present study were the same as those of the second transformations. For the bulk sample, determination of the transformation temperatures was repeated five times to examine their stabilities.
Results and Discussion
Effect of Grain Size on the Transformation Temperatures
It is known that Ti–Ni–Zr and Ti–Ni–Hf films formed by sputtering exhibit transformation temperatures significantly lower than those of their bulk counterparts [18, 36, 37], whereas Ti–Ni and Ti–Ni–Cu films exhibit transformation temperatures same as those of the corresponding bulk alloys [8]. Figure 2 shows the DSC curve for the Ti29.7Ni49.9Zr20.4 film annealed at 973 K for 1 h. The martensitic (M*) and reverse martensitic (A*) transformation temperatures were 461 and 544 K, respectively, which were lower than those of a Ti30.5Ni49.5Zr20 bulk alloy (533 and 579 K, respectively [38]). In addition, the temperature hysteresis of the film (83 K) was significantly larger than that of the bulk alloy (46 K). Small peaks observed in Fig. 2 may suggest that the DSC peak consists of many peaks arising from different areas in the sample. Sawaguchi et al. [36] demonstrated that Ti35.0Ni49.7Zr15.4 films annealed at 873 and 973 K for 5 min, 1, and 10 h had fine grains and that their martensitic transformation start temperature (Ms) decreased inversely proportional to the square root of grain size, as shown in Fig. 3. The Ms of Ti–Ni–Cu films have also been reported to depend on grain size [39]. However, the grain size of Ti–Ni–Cu films (near 50 at.% Ti) annealed at 973 K is not very small (larger than 1 µm) [12], whereas that of Ti–Ni–Zr films annealed at 973 K is typically less than 500 nm [36, 37]. Furthermore, the lattice deformation associated with the martensitic transformation of Ti–Ni–Zr alloys [30] is larger than that of Ti–Ni–Cu alloys [40]. For these reasons, Ti–Ni–Zr films likely exhibit transformation temperatures lower than those of the corresponding bulk alloys, unlike Ti–Ni and Ti–Ni–Cu films.

DSC curve for Ti29.7Ni49.9Zr20.4 film annealed at 973 K for 1 h

Martensitic transformation start temperature (Ms) as a function of B2 grain size in Ti30.5Ni49.7Zr15.4 films annealed at 873 K for 10 h and at 973 K for 5 min, 1, and 10 h (from Ref. [36]). The figures by the symbols represent the mean grain size of the B2 phase
In general, thin films on Si substrates are not annealed at temperatures exceeding 973 K because a reaction between the films and their Si substrates occurs [41, 42]. This reaction problem was circumvented by using free-standing thin films. The Ti29.7Ni49.9Zr20.4 films prepared in the present study were annealed at up to 1273 K to minimize the effect of grain size. Figure 4 shows the martensitic (M*) and reverse martensitic (A*) transformation peak temperatures and temperature hysteresis (A*–M*) of the films annealed at 973, 1073, 1173, 1223, and 1273 K for 1 h. It is evident that M* and A* increased and A*–M* decreased with increasing annealing temperature. However, the transformation temperatures and temperature hysteresis leveled off above 1223 K. Figure 5 shows the grain size of the Ti29.7Ni49.9Zr20.4 films annealed at different temperatures. The grain size increased from 500 nm to 5.5 μm (These values were estimated from typical grain size observed in the TEM images and were not rigorous.) with increasing annealing temperature from 973 to 1223 K, but it decreased slightly when the film was annealed at 1273 K. This observation suggests that the reason for the similar transformation temperatures of the films annealed at 1223 and 1273 K in Fig. 4 was saturation of grain size rather than saturation of the size dependence. It is not clear why the grain size of the film annealed at 1273 K did not increased; however, one of conceivable explanation is grain boundary oxidation. Oxidation became prominent when the film was annealed at 1273 K.

Transformation temperatures (M* martensitic transformation peak temperature, A* reverse martensitic transformation peak temperature) and temperature hysteresis (A*–M*) for Ti29.7Ni49.9Zr20.4 films annealed at 973, 1073, 1173, 1223, and 1273 K for 1 h. The lines connecting the measurement points are just guides for the eye

Grain size of Ti29.7Ni49.9Zr20.4 films annealed at various temperatures for 1 h: a 973, b 1073, c 1173, d 1223, and e 1273 K for 1 h
Figure 6 shows the M* and A* of the Ti–Ni–Zr films annealed at 973 and 1223 K for 1 h as a function of Zr content. For reference, the transformation temperatures of bulk Ti–Ni–Zr alloys annealed at 1173 K for 2 h [35, 38] are also plotted. It was confirmed that the transformation temperatures increased and the temperature hysteresis decreased with increasing annealing temperature from 973 to 1223 K and the transformation temperatures nearly reached those of the bulk alloys. On the basis of the results shown in Figs. 4 and 6, the annealing temperature for the Ti–Ni–Zr–Co films was fixed at 1223 K in the present study.

Effect of Co Addition on the Transformation Temperatures
To investigate the effect of Co addition, five Ti–Ni–Zr–Co films with 20.5 at.% Zr were prepared by substituting Co for Ni (sample numbers 6–10 in Table 1) and annealed at 1223 K for 1 h. The XRD patterns of the annealed films are shown in Figs. 7a–e. The percentage of (Ti + Zr) in these films was maintained at slightly greater than 50 at.%: 50.1, 50.3, 50.1, 50.2, and 50.2 at.% for the 0, 2.4, 5.1, 7.4, and 10.0 at.% Co films, respectively. Therefore, these films had a small amount of λ1 phase in addition to the B2 phase. The peaks due to the λ1 phase were detected (Fig. 7g), but they were very small. In Fig. 7, the peaks attributable to the Ti2Ni phase were observed, and the peak heights of the Ti2Ni phases in the 5.1, 7.4, and 10.0 at.% Co films are unexpectedly high compared to those in the 0 and 2.4 at.% Co films. Olier et al. [43] reported that a Ti4Ni2O x phase in Ti–Ni–Hf alloys exhibited an XRD pattern similar to that of Ti2Ni. It is difficult to differentiate Ti4Ni2O x and Ti2Ni by XRD because their crystal structures are nearly the same [44]. Therefore, to identify the peaks marked by the inverted triangles in Fig. 7, surface etching of the annealed Ti29.6Ni39.8Zr20.6Co10.0 film was performed in a solution consisting of HF (50 %), HNO3, and H2O (volume ratio of 1:1:20) for 1 min. The etched thickness was estimated to be 0.7 μm on each side. Figure 7f shows the XRD pattern of film (e) after etching. It can be seen that the heights of the peaks marked by the inverted triangles in Fig. 7e are reduced. This result indicates that the peaks marked by the inverted triangles can be explained by the presence of Ti4Ni2Ox oxides that formed on the film surfaces during annealing. Co addition beyond 2.4 at.% seems to decrease the resistance to oxidation at 1223 K for the Ti–Ni–Zr–Co alloys. However, the surface oxidation observed in the Ti29.8Ni44.8Zr20.3Co5.1, Ti29.5Ni42.4Zr20.7Co7.4, and Ti29.6Ni39.8Zr20.6Co10.0 films did not significantly affect the transformation temperatures, as discussed below.

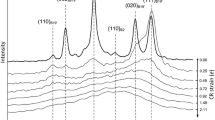
XRD patterns for a Ti29.7Ni49.9Zr20.4, b Ti29.7Ni47.3Zr20.6Co2.4, c Ti29.8Ni44.8Zr20.3Co5.1, d Ti29.5Ni42.4Zr20.7Co7.4, and e Ti29.6Ni39.8Zr20.6Co10.0 films annealed at 1223 K for 1 h, f film e after surface etching for 1 min in a solution of hydrofluoric acid, nitric acid, and distilled water (1:1:20 by volume), and g enlargement of (a). The peaks without a symbol are attributed to a B19′ phase
Because grain size was found to be an important factor for controlling the transformation temperatures in the preceding section, the grain size of the annealed Ti–Ni–Zr–Co films was examined by TEM. Figure 8 shows the structures of the annealed Ti–Ni–Zr–Co films, which were in the martensite phase at room temperature. The grain size was confirmed to be approximately 5 µm for all films, except the Ti29.7Ni47.3Zr20.6Co2.4 film, which had a gain size of approximately 2.5 µm. The small grain size of the Ti29.7Ni47.3Zr20.6Co2.4 film is probably explained by the slightly high (Ti + Zr) content of 50.3 at.%.

Grain size of Ti–Ni–Zr–Co films annealed at 1223 K for 1 h: a Ti29.7Ni49.9Zr20.4, b Ti29.7Ni47.3Zr20.6Co2.4, c Ti29.8Ni44.8Zr20.3Co5.1, d Ti29.5Ni42.4Zr20.7Co7.4, and e Ti29.6Ni39.8Zr20.6Co10.0
Figure 9 shows the DSC curves for the Ti–Ni–Zr–Co films with 0–10.1 at.% Co, which were annealed at 1223 K for 1 h. The shape of the DSC curve did not change with the Co content; however, the martensitic and reverse martensitic transformation temperatures shifted to lower temperatures with increasing Co content. The transformation temperatures and temperature hysteresis measured in Fig. 9 are plotted as a function of the Co content in Fig. 10. With increasing Co content from 0 to 10 at.%, the martensitic and reverse martensitic transformation temperatures decreased from 550 to 298 K and from 601 to 329 K, respectively. On the other hand, the temperature hysteresis was found to decrease from 51 to 31 K with increasing Co content from 0 to 10 at.%. Consequently, the Co addition was observed to benefit the Ti–Ni–Zr–Co films up to 7.4 at.% Co. The Ti29.5Ni42.4Zr20.7Co7.4 film exhibited a small temperature hysteresis of 35 K compared to Ti29.7Ni49.9Zr20.4 (51 K), whereas it still had a martensitic transformation temperature greater than 373 K.

DSC curves for Ti29.7Ni49.9Zr20.4, Ti29.7Ni47.3Zr20.6Co2.4, Ti29.8Ni44.8Zr20.3Co5.1, Ti29.5Ni42.4Zr20.7Co7.4, and Ti29.6Ni39.8Zr20.6Co10.0 films annealed at 1223 K for 1 h

Transformation temperatures (M* martensitic transformation peak temperature, A* reverse martensitic transformation peak temperature) and temperature hysteresis (A*–M*) for Ti–Ni–Zr–Co films annealed at 1223 K for 1 h as a function of Co content. The lines connecting the measurement points are just guides for the eye
Optimization of the Co and Zr Contents in Ti–Ni–Zr–Co Alloys
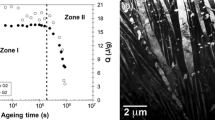
Because the substitution of Co for Ni was found to be beneficial for decreasing the temperature hysteresis, optimization of the Zr and Co contents in the Ti–Ni–Zr–Co alloys was performed by annealing different Ti–Ni–Zr–Co films at 1223 K for 10 h. This heat treatment was employed for comparison with bulk data. Figure 11 shows the martensitic and reverse martensitic transformation peak temperatures and temperature hysteresis for the Ti–Ni–Zr and Ti–Ni–Zr–Co films annealed at 1223 K for 10 h. The transformation temperatures and temperature hysteresis of the Ti–Ni–Zr–Co films with 20.5 at.% Zr were nearly the same as those of the films annealed at 1223 K for 1 h, which is consistent with the result that the transformation temperatures of the Ti29.7Ni49.9Zr20.4 films were saturated above 1273 K. In Fig. 11, the solid and broken lines represent an M* temperature of 353 K and a temperature hysteresis of 40 K, respectively. The temperature hysteresis of the Ti–Ni–Zr–Co films with more than 25 at.% Co did not exhibit a temperature hysteresis of less than 40 K. Therefore, the triangular gray area surrounded by these lines was found to be the optimum composition area for a high-temperature Ti–Ni–Zr–Co SMA with a small temperature hysteresis. A typical DSC curve obtained for the Ti29.8Ni44.8Zr20.3Co5.1 film annealed at 1223 K for 10 h is shown in Fig. 12.

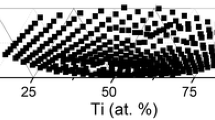
Transformation temperatures and temperature hysteresis for Ti–Ni–Zr–Co films annealed at 1223 K for 10 h as a function of Zr and Co contents. The datum number corresponds to the sample number in Table 1. The figures in the second and third rows represent the martensitic transformation peak temperature (M*) and temperature hysteresis (A*–M*), respectively. The solid and broken lines represent an M* temperature of 353 K and a temperature hysteresis of 40 K, respectively

DSC curve for Ti29.8Ni44.8Zr20.3Co5.1 film annealed at 1223 K for 10 h. M* and A* represent the martensitic transformation and reverse martensitic transformation peak temperatures, respectively
Transformation Temperatures of the Ti29.3Ni42.7Zr20.9Co7.1 Bulk Alloy
To confirm the effect of Co on the temperature hysteresis, a bulk alloy was prepared by arc melting and subjected to the same heat treatment as that applied to the thin films. Figure 13 shows the DSC curve for the Ti29.3Ni42.7Zr20.9Co7.1 bulk alloy annealed at 1223 K for 10 h. The martensitic and reverse martensitic transformation peak temperatures were both greater than 373 K at 432 and 453 K, respectively. The temperature hysteresis of 21 K was significantly lower than that reported for Ti–Ni–Zr alloys (e.g., 46 K for Ti30.5Ni49.5Zr20) [35, 38]. Figure 13 verifies the benefit of Co addition to Ti–Ni–Zr bulk alloys. However, the temperature hysteresis of 21 K is somewhat lower than that of the Ti29.5Ni42.4Zr20.7Co7.4 film shown in Fig. 11 (35 K). Because the grain size of bulk Ti–Ni–Zr alloys was reported to be greater than 10 µm [30], the discrepancy in the temperature hysteresis may be explained partly by grain size, but the exact reason is not yet clear.

DSC curve for Ti29.3Ni42.7Zr20.9Co7.1 bulk alloy annealed at 1223 K for 10 h. M* and A* represent the martensitic transformation and reverse martensitic transformation peak temperatures, respectively. This figure also shows the effect of thermal cycle on the transformation temperatures
The transformation temperatures of Ti–Ni–Zr alloys are known to decrease with the number of thermal cycles [35]. Figure 13 also shows the stability of the transformation temperatures of the Ti29.3Ni42.7Zr20.9Co7.1 bulk alloy annealed at 1223 K for 10 h. With thermal cycling, the martensitic transformation peak temperature decreased from 432 to 422 K, whereas the reverse martensitic transformation peak temperature barely changed. As a result, the temperature hysteresis increased to 30 K after 5 cycles. Stabilizing the transformation temperatures is therefore the next issue to be addressed.
As evident from Fig. 13, sputtering was found to be useful for predicting the properties of a novel high-temperature SMA. These results suggest that thin films formed by sputtering exhibit compositional trends similar to those of their bulk counterparts, although their small grain size may result in slight quantitative deviations in their shape-memory characteristics. In this respect, thin films have great advantages because alloy films can be synthesized over a wide composition range compared with bulk alloys and test sample preparation is labor saving, leading to prompt feedback of the results to the subsequent film deposition.
Conclusions
The transformation temperatures of Ti–Ni–Zr films were very sensitive to grain size.
The substitution of Co for Ni in Ti–Ni–Zr films annealed at 1223 K decreased the temperature hysteresis. Correspondingly, a bulk Ti29.3Ni42.7Zr20.9Co7.1 alloy exhibited a high martensitic transformation temperature (432 K) and a small temperature hysteresis (21 K) compared to Ti50.5Ni49.5Zr20 bulk alloys (46 K). The present study verified that free-standing films formed with a carrousel-type magnetron sputtering are useful for the exploration of novel SMAs.
References
Ray CA, Sloan CL, Johnson AD, Busch JD, Petty BR (1992) A silicon-based shape memory Alloy microvalves. Mater Res Soc Symp Proc 276:161–166
Miyazaki S, Fu YQ, Huang WM (2009) Thin film shape memory alloys. Cambridge University Press, Cambridge
Kohl M, Dittmann D, Quandt E, Winzek B, Miyazaki S, Allen DM (1999) Shape memory microvalves based on thin films or rolled sheets. Mater Sci Eng, A 273–275:784–788
Krulevitch P, Lee AP, Ramsey PB, Trevino JC, Hamilton J, Northrup MA (1996) Thin film shape memory alloy microactuators. J Microelectromech Syst 5:270–282
Ishida A, Martnov V (2002) Sputter-deposited shape-memory alloy thin films: properties and applications. MRS Bull 27:111–114
Miyazaki S, Ishida A (1999) Martensitic transformation and shape memory behavior in sputter-deposited TiNi-base thin films. Mater Sci Eng, A 273:106–133
Kajiwara S, Ogawa K, Kikuchi T, Matsunaga T, Miyazaki S (1996) Formation of nanocrystals with an identical orientation in sputter-deposited Ti–Ni thin films. Philos Mag Lett 74:395–404
Ishida A, Sato M, Kimura T, Sawaguchi T (2001) Effect of composition and annealing on shape memory behavior of Ti-rich Ti–Ni thin films formed by sputtering. Mater Trans 42:1060–1067
Ishida A (2013) Properties and applications of Ti–Ni–Cu shape-memory-alloy thin films. J Alloys Compd 5775:S184–S189
Zarnetta R, Buenconsejo PJ, Savan A, Thienhaus S, Ludwig A (2012) High-throughput study of martensitic transformations in complete Ti–Ni–Cu system. Intermetallics 26:98–109
Chang L, Grummon DS (1997) Phase transformations in sputtered thin films of Ti x (Ni, Cu)1−x II: displacive transformations. Philos Mag A 76:191–219
Callisti M, Polcar T (2015) Microstructural evolution of nanometric Ti(NiCu)2 precipitates in annealed Ni–Ti–Cu thin films. Vacuum 117:1–3
Ishida A, Sato M, Takei A, Nomura K, Miyazaki S (1996) Effect of aging on shape memory behavior of Ti-51.3 at pct Ni thin films. Metall Mater Trans A 27:3753–3759
Ishida A, Sato M, Gao ZY (2014) Effects of Ti content on microstructure and shape memory behavior of Ti x Ni(84.5−x)Cu15.5(x = 44.6 − 55.4) thin films. Acta Mater 69:292–300
Zarnetta R, Takahashi R, Young ML, Savan A, Furuya Y, Thienhaus S, Maaß B, Rahim M, Frenzel J, Brunken H, Chu YS, Srivastava V, James RD, Takeuchi I, Eggeler G, Ludwig A (2010) Identification of quaternary shape memory alloys with near-zero thermal hysteresis and unprecedented functional stability. Adv Funct Mater 20:1917–1923
Zarnetta R, König D, Zampoi C, Aghajani A, Frenzel J, Eggeler G, Ludwig A (2009) R-phase formation in Ti39Ni45Cu16 Shape memory thin films and bulk alloys discovered by combinatorial methods. Acta Mater 57:4169–4177
Montenami Y, McCluskey PJ, Zhao CW, Tan MJ, Vlassak JJ (2011) Analysis of Ti–Ni–Hf shape memory alloys by combinatorial nanocalorimetry. Acta Mater 59:7602–7614
König D, Zarnetta R, Savan A, Brunken H, Ludwig A (2011) Phase transformation, structural and functional fatigue properties of Ti–Ni–Hf shape memory thin films. Acta Mater 59:3267–3275
Zarnetta R, Savan A, Thienhaus S, Ludwig A (2007) Combinatorial study of phase transformation characteristics of a Ti–Ni–Pd shape memory thin film composition spread in view of microactuator applications. Appl Surf Sci 254:743–748
John P, Buencosejo S, Ludwig A (2014) Composition-structure-function diagrams of Ti–Ni–Au thin film shape memory alloys. ACS Comb Sci 16:678–685
Famodu OO, Hattrick-Simper J, Aronova M, Chang KS, Murakami M, Wuttig M, Okazaki T, Furuya Y, Knauss LA, Bendersky LA, Biancaniello FS, Takeuchi I (2004) Combinatorial investigation of ferromagnetic shape-memory alloys in the Ni–Mn–Al ternary system using a composition spread technique. Mater Trans 45:173–177
Woo NC, Ng BG, Van Dover RB (2007) High-throughput combinatorial study of local stress in thin film composition spreads. Rev Sci Instrum 78:072208
Borgia C, Olliges S, Dietiker M, Pigozzi G, Spolenak R (2010) A combinatorial study on the influence of Cu addition, film thickness and heat treatment on phase composition, texture and mechanical properties of Ti–Ni shape memory alloy thin films. Thin Solid Films 518:1897–1913
Ball JM, James RD (1992) Proposed experimental tests of a theory of fine microstructure and the 2-well problem. Philos Trans R Soc Lond 338:389–450
Ishida A (2015) Application of the sputtering method in the study of shape memory alloys. Mater Today: Proceedings 2(Suppl 3):S529–S534
Otsuka K, Ren X (2005) Physical metallurgy of Ti–Ni based shape memory alloys. Prog Mater Sci 50:626
Lindqist PG, Wayman CM (1990) shape memory and transformation behavior of martensitic Ti–Pd–Ni and Ti–Pt–Ni alloys. In: Duering TW, Melton KN, Stockel D, Wayman CM (eds) Engineering Aspects of Shape Memory Alloys. Butterworth Heinenmann, London, pp 58–68
Sivokha VP, Khachin VN (1986) Martensitic transformations and shape memory effect in alloys of TiNi–TiAu systems. Fiz Met Metalloved 62:534–540
Abujudom DN, Thoma PE, Kao M, Angst DR (1992) U.S. Patent #5, 114, 504
Okada N, Fujii Y, Ishikawa Y, Onoda M, Kim HY, Miyazaki S (2008) Effect of Zr content on shape memory characteristics and workability of Ti–Ni–Zr alloy. J Jap Inst Met 72:152–157
Evirgen A, Karaman I, Noebe RD, Santamarta R, Pons J (2013) Effect of precipitation on the microstructure and the shape memory response of the Ni50.3Ti29.7Zr20 high temperature shape memory alloy. Scr Mater 69:354–357
Hsu DFD, Sasaki TT, Thompson GB, Manuel MV (2012) The effect of aluminum additions on the microstructure and thermomechanical behavior of NiTiZr shape-memory alloys. Metall Mater Trans A 43:2921–2931
Hsieh SF, Wu SK (2000) Martensitic transformation of quaternary Ti50.5−X Ni49.5Zr X/2Hf X/2 (X = 0 – 20 at.%) shape memory alloys. Mater Charact 45:143–152
Du Y, Jin ZP, Huang PY (1993) Determination of the 850 °C isothermal section in the Co–Ni–Ti system. J Phase Equilib 14:348–353
Hsieh SF, Wu SK (1998) A study on ternary Ti-rich TiNiZr shape memory alloys. Mater Charact 41:151–162
Sawaguchi T, Sato M, Ishida A (2004) Grain-size effect on shape-memory behavior of Ti35.0Ni49.7Zr15.4 thin films. Metall Mater Trans A 35A:111–119
Kim HY, Mizutani M, Miyazaki S (2009) Crystallization process and shape memory properties of Ti–Ni–Zr thin films. Acta Mater 57:1920–1930
Hsieh SF, Wu SK (1998) A study on lattice parameters of martensite in Ti50.5−x Ni49.5Zr x shape memory alloys. J Alloys Compd 270:237–241
Ishida A, Sato M, Gao ZY (2015) Microstructure and shape memory behavior of Ti55.5Ni44.5−x Cu x (x = 11.8 − 23.5) thin films. Intermetallics 58:103–108
Nam TH, Saburi T, Nakata Y, Shimizu K (1990) Shape memory characteristics and lattice deformation in Ti–Ni–Cu alloys. Mater Trans JIM 31:1050–1056
Tomozawa M, Kim HY, Yamamoto A, Hiromoto S, Miyazaki S (2010) Effect of heat treatment temperature on the microstructure and actuation behavior of a Ti–Ni–Cu thin film microactuator. Acta Mater 58:6064–6071
Wu SK, Chen JZ, Wu YJ, Wang JY, Yu MN, Chen FR, Kai JJ (2001) Interfacial microstructures of rf-sputtered TiNi shape memory alloy thin films on (100) silicon. Philos Mag A 81:1939–1949
Olier P, Brachet JC, Bechade JL, Foucher C, Guenin G (1995) Investigation of transformation temperatures, microstructure, and shape memory properties of NiTi, NiTiZr and NiTiHf alloys. J Phys IV 5:741–746
Mueller MH, Knott HW (1963) Crystal Structures of Ti2Cu, Ti4Ni2O, and Ti4Cu2O. Trans Metall Soc AIME 227:674–678
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ishida, A. Effects of Grain Size and Co Addition on the Transformation Temperatures of Ti–Ni–Zr Thin Films. Shap. Mem. Superelasticity 1, 408–417 (2015). https://doi.org/10.1007/s40830-015-0042-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40830-015-0042-z