
Abstract
One of the primary goals of U.S. EPA’s Mercury Air Toxics Standards (MATS) is to remove approximately 90 % of mercury emissions from coal-fired power plants (CFPPs). Sorbent injection upstream of electrostatic precipitators (ESPs) has been the leading method for capturing mercury at CFPPs. However, electrostatic precipitators (ESPs) that are marginally sized and/or operated may face new performance challenges due to sorbent injection. Injected mercury sorbent particles having different properties (i.e., particle size, surface chemistry, or electrical properties), mixing with native fly ash, can potentially affect the collection behaviors of ESPs. The present study uses powder resistivity to study the differential collection behaviors within a cylindrical ESP by manually feeding admixtures containing Norit DarcoⓇ FGD powdered activated carbon (PAC) and fly ash samples from either Powder River Basin (PRB) or Illinois bituminous coals. Powder resistivity measurements, performed on fly ash admixtures at various PAC ratios (i.e. 0−10 wt. %) prior to ESP processing, serve as the initial resistivity data to infer the impact of PAC injection on ESP collection by comparing to powder resistivity of samples collected from the collection electrode. This study presents not only the evidence of differential collection behaviors within an ESP but also the implications for mercury emissions and the particulate matter (PM) control through ESPs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
One of the primary goals of Mercury and Air Toxics Standards (MATS), finalized on December 16, 2011 by the U.S. EPA, is to reduce approximately 90 % of mercury (Hg) emissions from coal-fired power plants (CFPPs) starting January 1, 2015. Injection of powdered mercury sorbents upstream of an electrostatic precipitator (ESP) represents one of the best retrofit approaches. ESPs, widely implemented at CFPPs in the USA, are either installed at 65 % of CFPPs as the lone particulate matter (PM) control device or installed in combination with wet FGD at 25 % of CFPPs [2, 8]. However, injection of mercury sorbents can pose new challenges to ESPs that are marginally sized and marginally operated at the outset as well as for ESPs that require higher sorbent injection rates to meet MATS. The injected mercury sorbents when compared with native fly ash have very different properties, particularly the electrical properties such as resistivity. The heterogenous interactions between the sorbents and fly ash can induce unexpected particle dynamics eventually altering the particle collection behaviors within an ESP.
Our previous studies have shown the potential for differential collection behaviors within an ESP with the consideration of powdered activated carbon (PAC) injection. Prabhu et al. discovered preferential collection behaviors of PAC manually fed through a lab-scale ESP [9, 10]. In the first study [10], powder mass was found to collect on both of the collection and discharge electrodes based on separate ESP testings of three types of powder samples, including PAC, lignite fly ash, and bituminous fly ash. Knowing the surface area of the discharge electrode is two orders of magnitude less than the collection electrode for the lab-scale ESP, PAC mass collected per unit surface area on the discharge electrode (0.03 g/cm 2) is about two orders of magnitude larger than particle mass collected on the collection electrode for PAC (0.0008 g/cm 2), lignite fly ash (0.0008 g/cm 2), and bituminous fly ash (0.001 g/cm 2). By comparing with the lab-scale ESP, a full-scale wire-plate ESP, having greater surface area ratio, can potentially lead to significant PAC collection on the discharge electrode. In a subsequent study [9], the preferential collection behavior of PAC on the discharge electrode was further evaluated using PAC-fly ash admixtures. Three fly ash samples, including eastern bituminous, lignite, and Illinois bituminous coals were enriched with 1 wt. % of each of the four selected Hg sorbents, including Norit Darco Ⓡ FGD, Norit Darco Ⓡ Hg-LH, Norit Darco Ⓡ 20 ×40, and a non-carbon sorbent. Particle collection efficiency results showed that powder collected on the discharge electrode was approximately 4 −10 %, which was independent of the type of admixtures tested and the voltage applied (up to 40 kV). Further thermogravimetric analysis (TGA) and particle size distribution measurement both provided additional evidence showing that particles collected on the discharge electrode were PAC-enriched and mainly composed of finer particles.
Furthermore, Clack [4] carried out an analysis focusing on the emissions of submicrometer (PM 1.0) particulate carbon or black carbon (BC) through an ESP. The results indicated that injection of both conventional powdered activated carbon (PAC) and brominated-PAC can promote higher emissions of submicrometer particulate carbon. Based on realistic sorbent injection rates and assumed carbon contents in submicrometer fly ash (FA), particulate carbon emissions, including submicrometer PAC and submicrometer FA carbon, increase in proportion to sorbent injection rate as well as to collection efficiency difference (PAC–FA) %. Collection efficiency difference is the difference in ESP collection efficiency between submicrometer PAC and submicrometer FA. The analysis assumed negative values for (PAC–FA) %, because powder resistivity of PAC (∼1 ohm-cm [5]) is clearly outside the suggested optimum range (108−1013 ohm-cm [3]) for ESP operations, so collection efficiency of submicrometer PAC were assumed to be less than submicrometer FA. As an example, Clack showed that at a conventional PAC injection rate of 2.5 lb/MMacf, emissions of submicrometer particulate carbon as a function of (PAC–FA) % were projected to increase from 3 to 11 % assuming a 40 % carbon content in submicrometer FA and increase from 211 to 724 % assuming a 0.6 % carbon content in submicrometer FA. At a lower injection rate of 1 lb/MMacf for brominated-PAC, emissions of submicrometer particulate carbon increased from 1 to 4 % as a function of (PAC − FA) % based on a 40 % carbon content in submicrometer FA. The carbon content in the submicrometer FA is not well known and the 0.6 and 40 % carbon content in submicrometer FA were based on limiting values taken from the literature.
Evidence of differential collection behaviors and elevated PM 1.0 carbon emissions by an ESP has suggested other factors may be involved during the heterogeneous particle interactions between fly ash and PAC within an ESP. The present study focuses on the variation of powder resistivity, an important variable to ESP operation, to further characterize the PAC-induced phenomena of differential collection and fine carbon emissions. Optimum particle collection efficiency of an ESP requires powder resistivity between 10 8 and 10 13 ohm-cm, but resistivity of PAC is estimated to be on the order of 10 4 ohm-cm for Norit Darco Ⓡ FGD PAC based on preliminary powder resistivity measurements. As compared with a typical fly ash with powder resistivity in the order of 10 12 ohm-cm, the much less resistive PAC is expected to be more conductive, and charged PAC particles in an ESP can discharge quickly once in contact with the collection electrode and lead to lower collection efficiency of PAC. Similar to PAC, unburned carbon in fly ash has been studied to play an important role in particle re-entrainments and particle losses through electrostatic precipitators [6, 11].
Previous studies have been established and applied powder resistivity for evaluating the impact on ESP performance. Mastropietro [7] looked at the impact of different reagents on fly ash resistivity and ESP performance. Powder resistivity of reagents admixed with fly ash samples were measured under different reagent concentrations and temperatures. The four reagents included Trona (Na 2 CO 3⋅NaHCO 3⋅2H 2O), calcium hydroxide (Ca(OH) 2), sodium bicarbonate (NaHCO 3), and powdered activated carbon (PAC) and the two fly ash samples were from Powder River Basin (PRB) sub-bituminous coal and Eastern high sulfur bituminous coal. Generally, change of powder resistivity of each admixture followed a convex curve as temperature increases, where the peak powder resistivity appeared in a temperature range of 280–360 ∘C. Except for Ca(OH) 2 reagent, additions of Trona, NaHCO 3, and PAC reduced the powder resistivity when reagent concentration increases. The impact of each reagent on ESP performance was predicted based on increase or decrease of powder resistivity with varying reagent concentration. Among the results, PRB-PAC admixtures exhibited significant reduction in powder resistivity as addition of PAC from 2 to 10 wt. % dropped the powder resistivity by four orders of magnitude. Barranco et al. [1] evaluated the performance of a pilot-scale single-stage ESP by feeding two different fly ash samples at different mass loadings (0.5 and 1.5 g/cm 3) and gas temperatures (20 and 130 ∘C). The single-stage ESP was divided into three sections to measure collection efficiency at each section. Collection efficiencies of the two fly ash samples at 30 kV were validated based on measurements of powder resistivity and particle size distributions. The two fly ash samples were different in carbon contents, powder resistivity, compositions, and particle size distributions. The sample with higher carbon content at 12 wt. % (dry basis) had a higher powder resistivity at 8.4 × 10 10 ohm-cm (20 ∘C), and the sample with lower carbon content at 10.8 wt. % (dry basis) had a lower powder resistivity at 9.3 × 10 5 (20 ∘C). Results of collection efficiency of the two samples exhibited opposite dependencies in mass loading and temperature. At higher temperature, the sample with higher powder resistivity resulted in reduced collection efficiency, but showed a opposite trend with increased collection efficiency for the sample with lower powder resistivity in the first section of the ESP. In addition, fly ash sample with higher carbon content also showed greater variations in carbon collection efficiency under elevated mass loading and temperature. Clearly, interactions between conductive PAC and dielectric fly ash can induce significant changes to powder resistivity and thus ESP collection behaviors. The objective of the present study is to apply powder resistivity as a variable to infer differential collection behaviors potentially induced by heterogeneous fly ash-PAC interactions within a cylindrical ESP using different PAC concentrations and fly ash types.
2 Materials
The present study evaluates fly ash samples from CFPPs burning western Powder River Basin (PRB) and Illinois bituminous coals. Fly ash samples are admixed with conventional PAC (Norit Darco Ⓡ FGD) at 1, 2, 5, and 10 wt. %. The mixing process is accomplished using a mechanical stirrer and the minimum mixing time is determined to be 110 s, which provides the most stable resistance measurement results using the present resistivity setup. The mass of powder sample per test trial for ESP precipitation testing and powder resistivity measurement are identical at 8 g, which is based on the volume of resistivity test cell and using the largest bulk density (PRB fly ash at ∼1 g/cc). Bulk density of each admixture is calculated based on bulk densities of fly ash and PAC, measured following ASTM1895B standard, and based on mass ratios of fly ash and PAC. The use of a constant powder sample mass at 8 g requires the assumption that the porosities of admixtures remain approximately the same, because by comparing with fly ash, PAC has smaller bulk density (∼0.3 g/cc) and mass ratios (1 −10 wt. %) than fly ash (∼1 g/cc, 90 −99 wt. %). All powder samples are stored in 2.5 oz (∼71 g) stainless steel containers on top of a grounded brass plate for the purpose of discharging excessive electric charges accumulated on powders during the mixing process.
3 Experimental Setup and Procedure
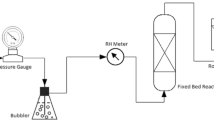
The present study incorporates two experimental apparatuses, including a lab-scale cylindrical ESP, shown in Fig. 1, and a powder resistivity testing setup shown in Fig. 2. The cylindrical ESP consisted of cast acrylic tube (5−3/4′′ ID or 0.15 m ID) in three parts, including an upper particle feed section (L=12′′ or 0.3 m), a mid corona discharge section (L=36′′ or 0.9 m), and a lower hopper section. The upper section allows for through thermal diffusion of powder samples to minimize particle loss by the electro-hydrodynamic (EHD) flow generated by corona discharge, which is established in the middle section by a copper wire discharge electrode (D=1/16′′ or 1.6 mm; L=36′′ or 0.91 m) and a cylindrical grounded collection electrode. The cylindrical collection electrode is made from a copper plate (24 ′′× 36 ′′ or 0.61 m × 0.91 m). A high voltage amplifier (Ultravolt 40A24-N30) powered by a DC power supply (Tek power HY3003D) and controlled by a second power supply (HP E3620A) produces a voltage of negative 25 kV monitored by a multi-meter (BK Precision 5492B) connected to a computer for data logging. The lower section is a removable collection hopper/bin made of stainless steel.

Schematic of the lab-scale cylindrical ESP, consisting of an upper particle feed section, a mid corona discharge section and a lower hopper section

Schematic of humidity and electrostatic controlled glovebox for volume resistivity measurement
Figure 2 shows the powder resistivity measurement setup using a styrofoam glovebox with dimensions of 23 ′′ L × 16 ′′ W × 14 ′′ H (0.6 m L × 0.41 m W × 0.36 m H). The glovebox is accessible through the top of a styrofoam cover with a viewing glass installed. Powder samples prepared in stainless steel containers are stored in the glovebox for sample conditioning by dry compressed air, supplied continuously through an air inlet at a flow rate of 6 to 13 SCFH (0.2 to 0.4 m 3/h), adjusted based on the humidity levels in the compressed air. A grounded brass plate, placed under the metal sample containers, provides for discharging excessive electric charges on powders generated during the fly ash-PAC mixing process. The sample conditioning time is 24 h at a glovebox temperature of 24−27 ∘C and with a relative humidity of 0−2%, monitored by a temperature and humidity sensor (Omega Engineering Model RH-USB) located inside the glovebox.
Figure 3 shows the cross sectional schematics of the resistivity test cell (ETS Model 828M), including a fixed positive electrode and a height-adjustable negative electrode, whose position is controlled by a micrometer. The negative electrode with the attached micrometer is removable for adding powder samples to the test cell. Using the micrometer, the negative electrode can be extended downward to compress powder samples to a dense-packed condition with a final thickness (t) of 2 mm to remove excessive air and reduce measurement standard deviations. A wide range ohmmeter (ETS Model 871, 10 2−1012 ohms) measures the powder resistance (R), which is then logged by a computer for volume resistivity (ρ v ) conversion using Eq. 1.

Schematic of powder resistance measurement test cell with attached micrometer for powder compression
Table 1 shows the test matrix for the electrostatic precipitation tests evaluating two fly ash-PAC admixtures at four different Norit Darco Ⓡ FGD PAC mass concentrations. Each admixture is repeated three times to obtain averaged particle collection efficiencies at collection electrode, discharge electrode, and the hopper at the outlet. Comparisons between collection efficiencies of different fly ash-PAC admixtures provide the initial study of PAC impact on differential collection behavior in the ESP. In addition, powder resistivity measurement is repeated four times for each admixture prior to ESP testing (initial resistivity data) and for each powder sample collected from the collection electrode. Comparisons between the initial and collected powder resistivity provide further information on differential collection behaviors induced by PAC.
The primary use of microscopic images in the present study is to obtain qualitative particle information on particles collected in the hopper, located at the outlet of the cylindrical ESP as a result of gravitational settling with negligible particle charging. Microscopic images are taken by a simple digital microscope (Digital Blue QX5, 10 −200 magnification) along with a computer software (QXScope, EdH Software LLC). The collected particles are prepared using a square-shaped foam pad (10 mm × 10 mm) with adhesives on both sides. Particles are evenly dispersed onto the adhesive surface for microscopic imaging.
4 Results and Discussion
In the preset study, powder resistivity measurements are not conducted for powder samples collected from the discharge electrode and hopper located at the ESP outlet because inadequate amount of particle mass are collected from these two locations. Particle layers deposited on the discharge electrode are clearly visible, but the average collection efficiency determined using a microfiber cloth is less than 0.1 wt. %. The extraction of particles collected on the microfiber cloth is inefficient and results in only a fraction of initially collected particles (≪ 0.1 wt. %). Meanwhile, particles collected in the hopper at the ESP outlet are small in amount and mainly composed of coarse particles, which also present a challenge for repeated powder resistivity measurements, which requires 8 g of powder sample for each trial.
4.1 Western PRB Fly Ash and PAC Admixture
Figure 4 shows the differential collection efficiencies of five PRB fly ash-PAC admixtures at discharge electrode, collection electrode, and hopper of the cylindrical ESP. Particle mass, not accountable from these three locations, is calculated based on mass balance and categorized as particle loss in Fig. 4d. In Fig. 4a, by increasing PAC concentration in the admixture, there is a slight elevated tendency for particles to be collected on the discharge electrode. Although the increment at 0.004 is small as indicated by the slope of the linear trend line (Δ Collection efficiency / Δ PAC ratio), the particle mass collected per unit surface area on the discharge electrode can be significant as discussed by Prabhu et al. [10], because the discharge electrode has a much smaller surface area than any collection electrode. For the case of admixture with 1 wt. % of PAC, the particle mass collected per unit surface area of the discharge electrode is 1 g/m 2 as compared with 14 g/m 2 for the collection electrode. In Fig. 4b, particle mass deposited on the collection electrode decreases as PAC increases. The slope indicates a decrement of 0.1, which is two orders of magnitude greater than the increment of particle collections on the discharge electrode. In the other words, the decreasing trend of particle collection on the collection electrode as PAC concentration increases does not necessarily offset the increasing particle collection on the discharge electrode. Furthermore, as PAC increases, particle mass collected in the hopper at the ESP outlet shows a higher rate of change (slope = 0.2) than discharge electrode (slope = 0.004) and collection electrode (slope = 0.1), implying higher rate of PM emission might have been induced as PAC increases. Figure 4d shows the corresponding particle loss as a result feeding PRB-PAC admixtures, calculated based on mass balance. Particle loss increases from 2.9 to 6.6 wt. % as PAC increases from 0 to 10 wt. % with a slope of 0.3, the largest among the four categories shown in Fig. 4. Results from the differential collection of PRB-PAC admixtures imply the increased potential of particle loss as PAC increases. The subsequent powder resistivity measurement can provide additional findings on the differential collection behaviors within an ESP as well as the composition of particle loss, potentially induced by the addition of PAC.

Differential particle collection data within a cylindrical ESP evaluating five PRB fly ash and PAC admixtures
Figure 5 shows the measured powder resistivity as a function of PAC concentration for two types of PRB-PAC admixtures: (1) initial PRB-PAC admixture and (2) powder collected on the collection electrode. Each data point represents an average of four repeated powder resistivity measurements using a consistent powder mass of 8 g. The repetition of the powder resistivity measurement is accomplished by reusing the powder mass to minimize the consumption of powder samples collected from the collection electrode. To reuse the powder sample after each resistivity measurement, powder sample is redistributed or stirred inside the test cell to allow for renewed powder mixing and powder compression during each powder resistivity measurement. As expected, Fig. 5 shows a decreasing trend of powder resistivity as PAC increases. The less resistive nature of PAC admixed with the more dielectric fly ash slowly reduces the powder resistivity as PAC concentration increases.

Powder resistivity as a function of PAC mass ratio for PRB-PAC admixtures at ESP inlet (initial powder resistivity) and on the collection electrode
The following assumptions are made to isolate the source of particle loss so to better interpret Fig. 5.
-
1.
Particle loss by wall adhesion in the upper section of the ESP (Fig. 1) is minimized and assumed to be independent of PAC concentration. When feeding the admixtures manually, a fraction of the particles are lost by adhering to the vertical non-electrode surface in the upper particle feed section of the ESP due to forces created by thermal diffusion and electro-hydrodynamic (EHD) flows. This part of the particle loss is minimized by brush dislodging the particle layers in the upper section for particle charging and collection in the mid corona discharge section.
-
2.
When collecting powder sample deposited on the collection electrode, the process of powder dislodging can contribute to particle loss, but this is considered a systematic error throughout the experiments as a consistent procedure is followed to collect powder samples.
-
3.
The distribution of coarse particles collected from the hopper has a minimal effect on the present powder resistivity measurement. As shown in Figs. 6 and 7, these coarse particles are low in number concentration and high in terminal settling velocities, so the contribution of these coarse particles to particle loss in Fig. 4d is also minimized.
Fig. 6 
Microscopic images of PRB-PAC admixture at 0 wt. % PAC, collected in the hopper, under two magnifications: a ×60 b ×200
Fig. 7 
Microscopic images of Illinois Bituminous-PAC admixture at 0 wt. % PAC, collected in the hopper, under two magnifications: a × 60 b × 200


Based on the assumptions, the remaining paths for particle loss are either through the upstream inlet or through the 0.5 ′′ (13 mm) gap at the outlet of the cylindrical ESP as shown in Fig. 1. As the dispersed particle suspensions enters the charging and collection zone, the EHD flows can induce an upward force that exceeds the gravitational settling force and lead to particle loss through the inlet. This is also possibly true for those particle suspensions that acquire insufficient charge to be captured by the ESP and therefore escape through the 0.5 ′′ (13 mm) gap between the mid corona discharge section and the hopper at the outlet. The 0.5 ′′ (13 mm) gap is left open intentionally for the purpose of easily removing the hopper for powder sample collection.
The interpretation of Fig. 5 requires the calculation of resistivity difference between the initial admixture and the collected admixture using Eq. 2, where ρ collected is the powder resistivity of particle mass collected from the collection electrode and ρ initial is the powder resistivity of the initial admixture. The resistivity difference is shown in Fig. 5 as the dashed line with respect to the second y-axis. The resistivity difference increases exponentially from negative to positive values as PAC concentration increases. The interpretation of negative and positive resistivity difference is based on the concentration changes of fly ash and PAC in the collected admixture with respect to initial admixture. When a collected admixture has a lowered fly ash concentration due to higher particle loss of fly ash, powder resistivity of the collected admixture decreases, which leads to a negative resistivity difference. On the other hand, when the collected admixture has a lowered PAC concentration due to higher particle loss of PAC, powder resistivity of the collected admixture increases, which leads to a positive resistive difference. Particle loss can contain both fly ash and PAC, so the magnitude of resistivity difference indicates the degree of particle loss toward either more concentrated fly ash or more concentrated PAC. In Fig. 5, the resistivity differences are − 55, − 36, − 34, + 53 and + 444 % at 0, 1, 2, 5, and 10 wt. % PAC, respectively. When there is no PAC present, feeding only PRB fly ash results in a − 55 % resistivity difference, implying finer and more resistive fly ash particles may have been lost during ESP testing. Finer particles can lead to higher contact resistance and increases the powder resistivity. At lower PAC concentration of 1 and 2 % PAC, resistivity difference becomes less negative, implying that the main composition of particle loss is still fly ash, but a small fraction of PAC may have been lost, resulting in elevated powder resistivity and reduced resistivity difference. As PAC concentration increases to 5 and 10 %, the resistivity difference becomes positive, implying that the increasing PAC concentration in the initial admixture has led to less PAC collected on the collection electrode. Overall, feeding PRB-PAC admixtures with increasing PAC concentration into the ESP can induce not only higher rate of particle loss (Fig. 4d), but particle loss contains increasingly higher PAC concentration.
4.2 Illinois Bituminous Fly Ash and PAC Admixtures
As a comparison, the present study evaluates Illinois bituminous fly ash admixed with the same PAC to explore if different types of fly ash is a factor for differential collection. Figure 8 shows the differential collection efficiencies at discharge electrode, collection electrode, and hopper for five Illinois bituminous-PAC admixtures. By comparing with differential collection efficiencies of PRB-PAC admixtures shown in Fig. 4, the differential collection efficiencies of Illinois bituminous-PAC admixtures, shown in Fig. 8, exhibit completely opposite trends with increased slopes of linear trend lines (slope =Δ Collection efficiency / Δ PAC ratio) as PAC concentration increases from 0 to 10 wt. %. Collection efficiency on the discharge electrode (Fig. 8a) decreases with a slope of −0.009, which is opposite in trend and more than twice the slope of + 0.004 for the collection efficiency of PRB-PAC admixtures on the discharge electrode. There are less particles collected on the discharge electrode as PAC concentration increases in the Illinois bituminous-PAC admixtures. On the collection electrode, increasing PAC concentration improves the collection efficiency by as much as 10 wt. %, which is reflected by a slope of + 1 as indicated in Fig. 8b. The slope of + 1 represents a proportional relationship between the collection efficiency of collection electrode and PAC concentration. By increasing the PAC concentration by 1 wt. %, this corresponds to a 1 wt. % increase in collection efficiency on the collection electrode for PAC concentration between 0 and 10 wt. %. In addition, the slope of + 1 is an order of magnitude larger than PRB-PAC admixtures, which shows a slope of −0.1 (Fig. 4b). The total particle mass collected in the hopper increases as PAC concentration increases, indicated by a slope of + 0.4 in Fig. 8c, which is opposite in trend and twice the slope (−0.2) for PRB-PAC admixtures. As PAC increases for Illinois bituminous-PAC admixtures, there are higher tendencies for particles to settle into the hopper. As depicted in Fig. 7, particles collected in the hopper are mainly composed of coarse particles, which are low in number concentration and are assumed to have minimal effect on powder resistivity. As PAC concentration increases, while there are less particles collected on the discharge electrode (slope =− 0.009), there are more particles collected on the collection electrode (slope =+ 1) and in the hopper (slope =+ 0.4). As a result, the resulting particle loss in Fig. 8d exhibits a decreasing trend as PAC concentration increases. The slope corresponding to particle loss is the greatest at − 1.5, which significantly reduces the particle loss from 24 wt. % (0 wt. % PAC) to 10 wt. % (10 wt. % PAC). Though the particle loss by feeding Illinois bituminous-PAC admixtures decreases greatly with increasing PAC concentration, the overall magnitude of particle loss in the present study is still significant as compared with particle loss incurred by feeding PRB-PAC admixtures. Measurement of powder resistivity can further infer the sources of particle loss for Illinois bituminous-PAC admixtures.

Differential collections within a cylindrical ESP evaluating five Illinois bituminous fly ash and PAC admixtures
Figure 9 compares the powder resistivity of Illinois bituminous-PAC admixtures between the initial admixtures and the collected admixtures in terms of resistivity difference calculated using Eq. 2, shown as the dashed line on the second y-axis. Overall, Illinois bituminous-PAC admixtures exhibit a different trend when compared with powder resistivity of PRB-PAC admixtures. This is somewhat expected because the two fly ash-PAC admixtures exhibit distinctive and different characteristics in terms of differential particle collections through the cylindrical ESP. In Fig. 9, powder resistivity of admixtures collected from the collection electrode are higher than powder resistivity of the initial admixtures. At 0, 1, and 2 wt. % PAC, the resistivity differences are + 23, + 14, and + 21 %, respectively, which are considered small differences when compared to the resistivity difference at 5 wt. % (+ 5159 %) and 10 wt. % (+ 2700 %). The positive 23 % resistivity difference at 0 wt. % PAC implies that the corresponding 23.6 wt. % particle loss is composed of particles with lower powder resistivity. Our preliminary study has shown that a homogeneous powder with a larger count mean diameter (CMD) can lead to lower powder resistivity and vice versa. As a result, the 23.6 wt. % particle loss can represent powder with larger CMD that have relatively lower powder resistivity, and the loss of these particles can only lead to increased powder resistivity. Knowing that higher PAC concentration leads to increased particle collection efficiency on the collection electrode and reduced particle loss for Illinois bituminous-PAC admixtures, the resistivity difference at 1 wt. % PAC (+ 14 %) and 2 wt. % PAC (+ 21 %) can be due to particle loss in terms of (1) fly ash with larger CMD, and (2) PAC with higher conductivity. Both the loss of larger CMD fly ash and more conductive PAC can lead to increased powder resistivity or positive resistivity difference. In addition, the resistivity difference increases significantly to + 5159 % at 5 wt. % and + 2700 % at 10 wt. %, which implies that higher PAC concentration in the Illinois bituminous-PAC admixtures may eventually lead to particle loss that are more PAC concentrated, though the particle loss shows a decreasing trend.

Volume resistivity as a function of PAC concentration for Illinois Bituminous admixtures at ESP inlet (baseline) and on the collected electrode
Figure 9 shows a peak in powder resistivity at lower PAC concentrations (i.e., 1 and 2 wt. % PAC) for initial and collected admixtures. This phenomenon conflicts with the fact that the addition of conductive PAC should reduce the powder resistivity because PAC is much less resistive than fly ash. One possible explanation to this phenomenon is that the addition of PAC with smaller CMD introduces additional contact resistance during powder resistivity measurement that eventually diminishes the powder resistivity-lowering effect of PAC, but as PAC increases to 5 and 10 %, this effect disappears and the admixture becomes much more conductive. Powder resistivity measurements of PRB admixtures did not show an increase in resistivity at low PAC concentrations because PRB-PAC admixtures have overall higher powder resistivity than Illinois bituminous-PAC admixtures such that the addition of contact resistance by PAC has little effect on overall powder resistivity changes.
5 Summary
The present experimental study centers on the differential collection of heterogenous fly ash-PAC admixtures using a lab-scale cylindrical electrostatic precipitator (ESP) and a powder resistivity measurement apparatus. Two coal fly ash samples produced by coal-fired power plants, burning western Powder River Basin (PRB) coal and Illinois bituminous coal are admixed with the same Norit Darco FGD Ⓡ PAC at 1, 2, 5, and 10 wt. %. Different PRB-PAC and Illinois bituminous-PAC admixtures are manually fed through the cylindrical ESP, operated at a fixed negative 25 kV without spark over. Powder collection efficiencies at discharge electrode, collection electrode, and hopper are plotted as a function of PAC concentrations. The variations in collection efficiency at three different locations within the ESP are based on the slope of the fitted linear trend line (Δ Collection efficiency / Δ PAC ratio). PRB-PAC admixtures exhibit completely opposite and lower rate of change when compared to Illinois bituminous-PAC admixtures. As a result of distinctive trends in differential collection efficiencies, the resulting particle loss by feeding each admixture are calculated and plotted as a function of PAC concentrations. Based on powder resistivity measurements of initial fly ash-PAC admixtures and powder collected from the collection electrode, the implication of particle loss is further evaluated in terms of resistivity difference. For PRB-PAC admixtures, the composition of the particle loss is more PRB fly ash concentrated at low PAC concentrations (1 and 2 wt. %), but becomes more PAC concentrated at high PAC concentrations (5 and 10 wt. %). On the other hand, for Illinois bituminous-PAC admixtures, the composition of particle loss is slightly more toward PAC concentrated at low PAC concentration, but changes drastically to highly PAC concentrated particle loss at high PAC concentrations. These findings based on resistivity difference have implications for PAC-enriched PM penetrations or emissions during rapping of collection electrode in the back fields of a full-scale ESP, where PAC concentrations are usually higher. Future studies will go in two directions, (1) conduct numerical simulations of heterogenous interactions between fly ash and PAC particles under nonuniform electric field, and (2) perform bulk and microscopic analyses on fly ash-PAC admixtures to further characterize the admixtures collected from the ESP with varying PAC concentrations. Both studies can provide more insights regarding the impact of PAC injection on ESP operations.
References
Barranco, R., Gong, M., Thompson, A., Cloke, M., Hanson, S., Gibb, W., Lester, E.: The impact of fly ash resistivity and carbon content on electrostatic precipitator performance. Fuel 86(16), 2521–2527 (2007)
Brown, T.D., Smith, D.N., Hargis Jr., R.A., O’Dowd, W.J.: Mercury measurement and its control: what we know, have learned, and need to further investigate. J. Air Waste Manag. Assoc. 49(6), 628 (1999)
Calvert, S., Englund, H.M. (eds.): Handbook of Air Pollution Technology, 1st edition. Wiley, New York (1984)
Clack, H.L.: Estimates of increased black carbon emissions from electrostatic precipitators during powdered activated carbon injection for mercury emissions control. Environ. Sci. Technol. 46(13), 7327–7333 (2012)
Espinola, A., Miguel, P.M., Salles, M.R., Pinto, A.R.: Electrical properties of carbons-resistance of powder materials. Carbon 24(3), 337–341 (1986)
Fujimura, H., Zukeran, A., Ehara, Y., Ito, T., Takahashi, T., Takamatsu, T.: Influence on visibility index of re-entrainment phenomena in electrostatic precipitator. J. Aerosol Sci. 29, Supplement 1(0), S483–S484 (1998). Proceedings of the 1998 International Aerosol Conference Part 1
Mastropietro, R.: Fly ash resistivity with injected reagents and predicted impacts on electrostatic precipitators. Tech. rep., Lodge Cottrell (2010)
Pavlish, J.H., Sondreal, E.A., Mann, M.D., Olson, E.S., Galbreath, K.C., Laudal, D.L., Benson, S.A.: Status review of mercury control options for coal-fired power plants. Fuel Process. Technol. 82(2/3), 89 (2003)
Prabhu, V., Kim, T., Khakpour, Y., Serre, S.D., Clack, H.L.: Evidence of powdered activated carbon preferential collection and enrichment on electrostatic precipitator discharge electrodes during sorbent injection for mercury emissions control. Fuel Process. Technol. 93(1), 8–12 (2012)
Prabhu, V., Lee, S., Clack, H.L.: Electrostatic precipitation of powdered activated carbon and implications for secondary mercury adsorption within electrostatic precipitators. Energy Fuels 25(3), 1010–1016 (2011)
Tsai, R., Mills, A.: A model of particle re-entrainment in electrostatic precipitators. J. Aerosol Sci. 26(2), 227–239 (1995)
Acknowledgments
The authors would like to acknowledge the generous financial support of ADA-Carbon Solutions (ADA-CS). Throughout the course of this study, ADA-CS not only provided financial support for the Ph.D. student E. M. Lee in forms of monthly stipend and tuition wavier but also funded the the development of the powder resistivity measurement apparatus, which is now a property of the company.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lee, E.M., Clack, H.L. Powder Resistivity Inferred Differential Collection of Heterogeneous Coal Fly Ash and Powered Activated Carbon Admixtures Within a Cylindrical Electrostatic Precipitator. Emiss. Control Sci. Technol. 2, 33–43 (2016). https://doi.org/10.1007/s40825-015-0029-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40825-015-0029-4