
Abstract
In this paper, the desulphurisation of high sulphur low-rank coal is proposed as a raw material for pulverised coal injection technology. Therefore, the influence of oxidant linear velocity and the size of the coal grain was investigated in a fluidised bed. The hydrodynamic parameters of the fluidised bed including: porosity, Sherwood criterion (diffusion Nusselt number), and mass transfer coefficient (external surface) were calculated. Furthermore, the study examined the effects of intensity and efficiency on the desulphurised coal properties; organic matter, ash, and volatile matter contents. The key changes during the conversion of pyritic sulphur and coal organic matter were subsequently examined. The results showed that the sulphur content (S d t 3.16 wt%) of the low-rank coal, was transformed to (S d t ≤ 1.5 wt%) after desulfurization. Other enhanced properties were: Vdaf ≤ 38.0 wt%; Ad ≤ 10.0 wt%, now suitable for pulverised coal injection technology.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The major current sources of energy oil, natural gas, and coal are non-renewable natural resources. At first glance, the proven reserves will either increase or remain unchanged for the foreseeable future (Table 1). However, taking into account the steady increase, Table 2 predicts a relatively rapid depletion of energy sources. This depletion requires optimisation of existing fossil fuels, including coal, which predicts the terms of use. The current major areas of coal application are for production of energy (heat), electricity, and coke (Trushina and Schypchev 2011; World Coal Association 2017).
Coal can potentially meet the quality, process efficiency and environmental impact requirements for application. Secondly, the chemical composition namely the ash, sulphur, and moisture content of raw materials is critical. Therefore, high-quality coke can be derived from coal which has organic matter with chemical structures capable of turning into a plastic state upon heating, coke formation and sintering (Chauhan and Vijayavergia 2006). Typically, lignite (low-rank coal) and anthracite (high-rank hard coal, also known as steam or thermal coal), are used to produce heat and electric power. Also, the hard coals with a medium degree of coalification (also known as coking coal and metallurgical coal) is used for coke production.
Despite significant global coal reserves, metallurgical coal is a relatively scarce raw material. The volume of coal production and consumption is constantly increasing (Table 3), and all mined coking coal is used exhaustively. The situation is complicated by the fact that majority of similar untapped coal deposits are poor in quality due to high ash, and high sulphur content). However, these problems can be addressed by blending high-quality thermal coal with small amounts to the coking charge. Alternatively, the direct utilisation of high-quality thermal coal for blast-furnace production otherwise called “pulverised coal injection” technology (PCI) (Ishii 2000; Kalkreutz et al. 2005; Osorio et al. 2006; Pohlmann et al. 2010; Zhao et al. 2015).
The crux of PCI technology is a partial replacement of coke and natural gas by steam coal through its direct injection into the blast furnace. The method was developed in the 70s and 80s of the last century (Borrego et al. 2008; Du et al. 2010). In 2004, nearly a half of the cast iron volume in the world (300 mln. tons) was produced through PCI. The share of coke replaced by coal ranged from 20 to 50% (Savchuk and Kurunov 2000; Steiler and Hanrot 2005; Schott 2013; Lüngen 2006).
In practice, low ash and sulphur content coal are best suited for utilisation as thermal coal in blast furnaces due to its impact on product quality and process efficiency. As a result, the level of quality indicators should not exceed ash and sulphur content of coke used in the enterprise. Similarly, the content of volatile substances in coal can vary widely with potential influence on the price of raw materials and specific technological conditions (Table 4). Therefore, it is important to analyse the characteristics of coals selected for PCI method. The basic requirements are; low ash content and sulphur content. Typically lower the ash content improves the effectiveness of the higher the PCI process. Additionally, sulphur is one of the most harmful chemical elements in a blast furnace. Therefore, sulphur composition in coal should be minimal and not exceed the sulphur content of coke used in blast furnace smelting. According to studies by Diez et al. (2002), ACCCI (2016), Chauhan and Vijayavergia (2006) the sulphur content should not exceed the range 0.5%–1.5 wt% and moisture content (12 wt%) which is the threshold for the materials’ looseness.
Furthermore, the particle size of the coal needs to meet the quality requirements of pulverisation for PCI technology. Since grinding is typically carried out at one-stage plants, the initial particle size must not exceed 50–80 mm. The requirements for pulverised coal are listed in Table 5 (State Standard of Ukraine 10.1-30962337-006:2009. Modification No.1, 2012).
As observed in data, coal reserves with a sulphur content < 1.5 wt% or ash content of 10 wt% are limited. Also, a considerable part of hard coals (with a low degree of coalification) cannot be used in this process due to the high yield of volatiles. However, off-grade coal with improved characteristics such as high sulphur thermal coal may be used. Research demonstrates that the required level of sulphur in coal can be achieved through oxidative desulphurisation method (OD). The method involves the selective oxidation of pyritic sulphur (the main sulphur in high sulphur coal) into sulphur (IV) oxide through the use of oxidants such as air or air–steam mixture (ASM). Various studies have explored the desulphurization of different ranks of coals: lignite (Pysh’yev et al. 2011, 2012a, b; Gunka and Pyshyev 2014, 2015; Pyshyev and Gunka 2015), hard coal of different metamorphism degrees (low or low-rank as reported in this paper) (Pysh’yev et al. 2004; Bratychak et al. 2004), medium (Pysh’yev et al. 2007, 2014a, b), and high ranked coals including anthracite (Shevchuk et al. 2007; Pysh’yev et al. 2012a, b). The studies were aimed at obtaining high-quality thermal coal and reducing pollution during combustion.
With the desulphurization process, the ash content is increased due to the conversion of the organic matter in coal, whereas the volatile matter yield (based on the degree of coalification and process conditions) can either decrease or increase. Furthermore, it is necessary to minimise the ash content, volatiles yield and sulphur content in coal before use. Hence, the sulphur content should not exceed 1.5 wt% after the desulphurisation of coal.
Based on variables highlighted, the oxidative desulphurisation process is the best approach for enhancing the usability of coal (which should differ from thermal coal) in PCI technology. This work is the first in a series of studies to investigate the oxidative desulphurisation of high sulphur coal for the production raw materials for pulverised coal injection (PCI) technology.
2 Experimental
2.1 Raw materials
Low-rank coal from the “Belorechenskaya” mine (Donetsk coal basin, Ukraine) was used for the experiments. It was pulverised, and separated into fractions of 0.1–0.25; 0.25–0.315, and 0.315–0.5 mm. Qualitative characteristics of the initial materials are shown in Table 6. As observed, the sulphur content in the initial samples did not meet the requirements of the raw material for PCI technology. Also, the volatiles yield is also somewhat higher than necessary. However, the moisture content and ash were within the permissible limits.
2.2 Experimental methods
The initial and desulphurized coal sample was characterised to determine its physicochemical fuel properties. The following indices were determined for: ash content (Solid Mineral Fuel. Determination of Ash Content (ISO 1171: 1997): GOST 11022-95: 2006–GOST 11022-90: 2006.); moisture content (Black, Brown Coals, Anthracite, Shale Oils. Accelerated Method of Moisture Determination: GOST 11014-2002); volatiles yield (Solid Fuel. Determination of Volatiles Yield (ISO 562: 1998): GOST 6382-2001: 2008–GOST 6382-91: 2001.), pyritic and sulphate sulphur content (Solid Mineral Fuel. Determination of Sulphur (ISO 157-96: 2001): GOST 30404: 2000.); and total sulphur content (Solid Mineral Fuel. Determination of Total Sulphur. Eshka Method (ISO 334: 1992): DSTU 3528:1997).
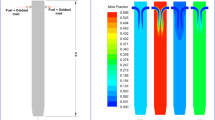
Next, the oxidative desulphurisation of the coal was performed in a laboratory plant. The process flow diagram of the process plant is presented in Fig. 1. The plant consists of three main parts or blocks for preparing and heating oxidants, reaction blocks and lastly, trapping and separation of volatile products. The main unit of the plant is an ideal mixing reactor (with a fluidised bed).

Block diagram of the laboratory plant for coal oxidative desulfurization
Lastly, the desulphurization gases produced during the process were characterised by chromatographic analysis. The qualitative and quantitative composition of desulphurization gases were determined by gas chromatography (GC Model: LHM (N 479) fitted with a thermal conductivity detector (TCD) using Helium was a carrier-gas.
2.3 Analysis of results (calculations)
2.3.1 Calculation of indices characterising process efficiency
As noted above, the implementation of the oxidative desulphurisation process to obtain raw materials for pulverised coal injection technology is based on selected requirements. Firstly, it is to devolatilize or reduce the organic matter in coal. In this case, it is desirable that the volatiles content is below its content in the original coal. Secondly, the oxidative desulphurisation process aims to reduce the sulphur content in coal significantly.
On completion, the process efficiency is determined based on selected characterisation indices calculated from coal properties. These include the weight of the initial coal, yields of decomposition resin of coal’s organic matter (COM) and desulphurized coal, the sulphur content in the initial and desulphurized coal, and volume and composition of desulphurisation gases.
-
(1)
The degree of total sulphur conversion (DTSC), %
$$DTSC = \frac{{S_{{t_{0} }}^{a} \cdot 100 - S_{t}^{a} \cdot x_{d.c.y} }}{{S_{{t_{0} }}^{a} }},$$(1)where \(S_{{t_{0} }}^{a}\) is the content of total sulphur in the initial coal relative to the analytical sample, wt%; \(S_{t}^{a}\) is the content of total sulphur in the desulphurized coal relative to the analytical sample, wt%; xd.c.y is the desulphurization coal yield, wt%.
-
(2)
The degree of pyrite sulphur removal (DPSR), %:
$$DPSR = \frac{{S_{{p_{0} }}^{d} - S_{p}^{d} }}{{S_{{p_{0} }}^{d} }} \times 100,$$(2)where \(S_{{p_{0} }}^{d}\) is the content of pyritic sulphur in the initial coal relative to the dry sample, wt%; \(S_{p}^{d}\) is the content of pyritic sulphur in the desulphurized coal relative to the dry sample, wt%.
-
(3)
The degree of coal organic matter conversion (DCOM), %:
$$DCOM = \frac{{V_{DG} }}{{ 2 2 , 4\cdot m_{ic.} }} \cdot \left( {x_{{CH_{ 4} }}^{\prime } \cdot M_{{CH_{ 4} }} + x_{{C_{2} - C_{ 3} }}^{\prime } \cdot M_{{C_{2} - C_{ 3} }} + x_{{{\text{CO}}_{ 2} }}^{\prime } \cdot M_{\text{C}} + x_{\text{CO}}^{\prime } \cdot M_{\text{C}} } \right) + x_{{{\text{rs}} .}}^{\prime } ,$$(3)where \(x_{{CH_{ 4} }}^{\prime } ,\,\,x_{{C_{2} - C_{ 3} }}^{\prime }\) etc. are concentrations of corresponding components in desulphurization gases, vol.%; \(M_{{CH_{ 4} }} ,\,M_{{C_{2} - C_{ 3} }} ,\,M_{\text{C}}\) are molecular masses of methane, C2–C3 hydrocarbons and carbon, respectively; VDG is the volume of desulphurization gases, m3; mic. is the weight of initial coal (amount of coal loaded into the reactor), kg; \(x_{{{\text{rs}} .}}^{ '}\) is the resin, wt%.
-
(4)
Efficiency factor of COM conversion (Kef):
$$K_{ef} { = }\frac{{\frac{{V_{DG} }}{{ 2 2 , 4\cdot m_{ic.} }} \cdot \left( {x_{{CH_{ 4} }}^{\prime } \cdot M_{{CH_{ 4} }} { + }x_{{C_{2} - C_{ 3} }}^{\prime } \cdot M_{{C_{2} - C_{ 3} }} { + }x_{\text{CO}}^{\prime } \cdot M_{\text{C}} } \right) + x_{{{\text{rs}} .}}^{\prime } }}{{\frac{{V_{DG} }}{{ 2 2 , 4\cdot m_{ic.} }} \cdot x_{{{\text{CO}}_{ 2} }}^{\prime } \cdot M_{\text{C}} }}$$(4) -
(5)
The degree of ash increase (DAI), %:
$$DAI = \frac{{A_{{}}^{d} - A_{0}^{d} }}{{A_{0}^{d} }} \cdot 100,$$(5)where Ad is the ash content of desulphurized coal relative to the dry mass, wt%; \(A_{0}^{d}\) is an ash content of the initial coal relative to the dry mass, wt%.
-
(6)
Change of volatiles yield (CVY), %:
$$CVY = \frac{{V_{0}^{daf} - V_{{}}^{daf} }}{{V_{0}^{daf} }} \cdot 100,$$(6)where \(V_{0}^{daf}\) is the yield of volatiles of the initial coal relative to the dry ash-free sample, wt%
The first index (DTSC) describes the amount of sulphur converted into gaseous sulphur-containing products. This sulphur will not get into the atmosphere while using desulphurized coal, i.e., this parameter characterises the ecological efficiency of oxidative desulphurization. The second index (DPSR) depends on sulphur’s end content in resulting coal; i.e., it is the ratio between rates of desired (pyritic sulphur conversion) and undesirable (COM conversion) reactions. The extent of COM conversion is characterised by calculating the third index (DCOM), which describes the relative amount of coal spent for the formation of resin and desulphurization gases. Furthermore, the Kef determines the direction of COM conversion, i.e., the ratio between the amount of COM, from which combustible products are formed, and the amount which is burned (for CO2 formation). The fifth and sixth indices characterise the effect of oxidative desulphurization parameters (in this case, oxidant linear velocity and coal particles’ size) on ash content and volatiles’ yield of desulphurized coal.
2.3.2 Calculation of hydrodynamic and kinetic parameters
It is recognised that coal is a porous solid. Typically, the internal structure of coal is several times larger than the external (Skliar and Tiutiunnykov 1985). Therefore, the bulk of pyrite, which reacts with the oxidant, is located in the coal volume. Under such conditions, the total rate of the heterophase process between the solid (coal) and gaseous matter (oxidant) can be determined by the rate of oxidant diffusion to the grain surface (external diffusion region), the rate of gas diffusion in the coal pores (pore diffusion region), and the reaction rate (kinetic region).
In the external diffusion region where the forced movement of a gaseous reagent (e.g., in a fluidised bed) occurs, the convective diffusion rate is much higher than the rate of molecular and thermal diffusion. This determines the intensity of mass transfer from the volume to the solid surface and is equal to the total rate of the process. In the fluidised bed, a mass transfer coefficient (β, m/s) per unit of the contact surface is defined by the parameters of the gaseous medium and solid (Todes and Tsytovych 1981; Mukhlenov et al. 1986):
where D is the diffusion coefficient of gaseous medium; d is the diameter of solid particles; Sh is the Sherwood criterion (diffusion Nusselt number).
Sherwood criterion is determined as a function of the Reynolds and Schmidt numbers:
where Sc is the Schmidt number (diffusion Prandtl number); Re is Reynolds number; ɛ is the porosity of fluidized bed.
where ur, ν are the actual linear velocity of the oxidant and kinematic viscosity of the gaseous reagent, respectively; Ar is Archimedes number.
where ρ is the density of air–steam mixture; g is the acceleration of gravity; ρapp. is the apparent density of coal.
All parameters of gaseous reagent in formulas (7–12) were recorded and calculated under operational conditions, according to the procedures in the literature (Todes and Tsytovych 1981; Mukhlenov et al. 1986; Hicks and Chopey 2012; Reid et al. 1977; Couper et al. 2012). The analysis of dependencies (7–12) suggests that (in the case of a sufficient amount of gaseous reagents and a constant concentration in the reaction medium), the oxidant linear velocity (OLV) and size of coal grains are the factors that increase the total rate of the process, taking place in the external diffusion region. Therefore, we can assume the transition from the external diffusion region to kinetic or pore diffusion regions, when OLV ceases to affect the degree of sulphur removal/conversion at a fixed size of the coal grain.
To determine the OLV range, in which it is expedient to study its impact on the oxidative desulphurisation process. According to the most common method (Ternovskaia and Korenberg 1971; Nikolsky and Rabinovich 1968), we calculated actual critical rates of quasi-liquefaction (the beginning of the fluidised bed formation, \(u_{{{\text{cr}} .}}^{a}\)) and particles’ removal (destruction of the fluidised bed, \(u_{{{\text{p}} . {\text{rm}} .}}^{a}\)).
For the convenience of data processing, we used the concept of the rate under normal conditions relative to an empty section of the reactor (OLV). Taking into account the proximity of the reaction and atmospheric pressure, OLV was calculated by the formula:
where t is the process temperature, °C; ua is the actual linear velocity of the oxidant.
The calculated values for the different coal fractions investigated are presented in Table 7. The calculations show that the fluidised bed will be formed at the oxidant velocity of 0.0148 m/s or higher. The raw materials should not be ground because the smallest particles are already carried off at u = 0.1620 m/s. Therefore, the OLV range of 0.022–0.099 m/s was chosen for these investigations.
3 Results and discussion
The temperature, oxidant flow rate, composition (content of water vapour in the air–steam mixture), and the process time (Pysh’yev et al. 2004, 2007, 2011, 2012a, b, 2014a, b; Gunka and Pyshyev 2014, 2015; Pyshyev and Gunka 2015; Bratychak et al. 2004; Shevchuk et al. 2007) are the main factors that affect the nature of sulphur conversion, primarily pyrite, and the organic matter of coal. To characterise the oxidant flow ratio, the term “oxidant flow rate ratio” (OFR) was used. The OFR was calculated as the ratio between volumetric flow air–steam mixture (m3/h) and coal mass (kg). The values of the factors were kept constant during the entire processes described in this article. Additionally the factors were selected based on the optimal conditions for oxidative desulphurisation of various grades of coal in literature (Pysh’yev et al. 2000, 2007, 2011, 2012a, b, 2014a, b; Gunka and Pyshyev 2014, 2015; Pyshyev and Gunka 2015; Bratychak et al. 2004; Shevchuk et al. 2007). The oxidative desulphurization conditions were:
-
time—15 min;
-
temperature—425 °C;
-
oxidant flow rate ratio—4.80 m3/(h kg);
-
oxidant composition: O2—14.7 and steam—30 vol.%.
As a result of experimental studies, we obtained the samples of desulphurized coal and by-products of the process, namely:
-
pasty mass—resin, formed with thermal decomposition/gasification of organic matter;
-
gaseous products (desulphurisation gases).
Yields of solid and liquid products and experimental results are in Tables 8, 9, 10 and 11 and Figs. 2, 3, 4, 5, 6, 7 and 8.

Desulphurized coal yield versus OLV and coal particles’ size

Decomposition resin yield versus OLV and coal particles’ size

Desulphurized coal and decomposition resin total yield versus OLV and coal particles’ size

The degree of coal organic matter conversion versus OLV and coal particles’ size

Efficiency of coal organic matter conversion versus OLV and coal particles’ size

The degree of total sulphur conversion versus OLV and coal particles’ size

The degree of pyritic sulphur removal versus OLV and coal particles’ size
One can see from Figs. 2, 3, 4 and 5 that OLV’s impact on the yield of solid and liquid products is the same for all three fractions of the studied coal, namely, the increase in OLV decreases the yield of desulphurized coal (Fig. 2), increases the decomposition resin yield (Fig. 3) and decreases the total yield (Fig. 4). It is logical that the degree of coal organic matter conversion increases as well (Fig. 5). The increase in OLV accelerates oxidation (combustion), and the thermal decomposition and gasification of organic matter. This is confirmed by the increase in amounts of (C2–C3+), CO, and CO2 in desulphurisation gases (Table 9).
The increase in particles’ size increases the desulphurization coal yield (Fig. 2), decreases the resin decomposition yield (Fig. 3), and increases the total yield (Fig. 4). This trend can be explained by the fact that the increase in the particles’ size reduces the total surface region of the solid material (coal), and rates of the reactions mentioned above partly depend on the pore diffusion processes.
The minimum value of the efficiency factor of coal organic matter conversion is OLV = 0.044 m/s. For OLV ≥ (0.055–0.066) m/s, the efficiency factor is unchanged (Fig. 6). The higher the relative content of combustible components in desulphurization gases (CH4, C2H4, C2H6, C3+, and CO), the easier (after SO2 removal) is post-combustion in waste heat boilers. This indicates that it is desirable to carry out the process at OLV ≥ (0.055–0.066) m/s.
Regardless of the coal size (Table 8), the increase in OLV leads to an increase in ash content and, consequently, increase in DAI. Additionally, this leads to an increase in volatiles’ yield and, consequently, a decrease in CVY. The first item is related to the decrease of COM during the process, the second (with the formation of low molecular and thermally unstable compounds which remain in coal) are vaporised/decomposed during the determination of volatiles. At a DAI value of 20%–22% and a CVY value of 0–5%, the ash content and volatiles’ yield are within acceptable limits relative to the requirements for raw materials to produce pulverised coal (Table 5).
The increase in OLV above 0.022–0.055 m/s decreases CVY below 0–1% (volatiles’ yield is above 38%–40 wt%), which is unacceptable from the standpoint of producing more pulverised coal no 1–3 (Table 5) from desulphurized coal. Also, the increase in OLV above 0.022–0.034 m/s increases DAI above 22%–24% (coal ash content of desulphurized coal is above 10 wt%).
Analyzing the data presented in Table 9, we can conclude that regardless of the size and OLV value, almost all sulphur (primarily pyritic sulphur), reacting with an oxidant (vapour-air mixture) is converted to sulphur(IV) oxide. A minor amount of H2S confirms this compared to SO2.
Concerning the sulphur content in the resulting product (Table 10) from PCI technology, the oxidative method can be used to obtain raw material for the production of pulverised coal. According to the requirements (see Table 5), total sulphur content does not exceed 1.0%–1.5 wt%.
The most intensive changes for total and pyritic sulphur conversion (Figs. 7, 8, respectively) were observed in the OLV range of 0.055–0.088 m/s. Further increase in OLV value only slightly affects the degree of sulphur removal and conversion. Based on these considerations in Sect. 2, it can be inferred that the total rate of sulphur conversion is not limited by the oxidant external diffusion processes at those OLV values, under which the degree of sulphur removal and conversion are not significantly changed. This basically means that the transition from external diffusion to kinetic or pore diffusion regions takes place at 0.055 m/s for the fraction 0.1–0.25 mm; 0.066 m/s—fraction 0.25–0.315 mm; 0.088 m/s—fraction 0.315–0.5 mm.
To characterize the mass transfer intensity of gaseous reagents (oxygen and water vapor) to the grain of raw materials (coal and pyrite) we calculated the fluidized bed parameters (porosity), dimensionless criteria, and mass transfer coefficients per unit of contact phase surface (β, m/s) under parameters describing key changes during the conversion of pyritic sulphur and COM. The calculations are presented in Table 11.
To ensure sulphur conversion with the participation of a gaseous reagent in the kinetic region the mass transfer coefficient should be higher than 2.64 × 103–5.66 × 103 m/s. At the same time, the grain size and OLV should provide fluidised bed porosity of above 0.58–0.78.
On the other hand, to reduce COM degradation (to achieve ash content in desulphurized coal to 10 wt% and volatiles’ yield to 38 wt%.) the mass transfer coefficient should not exceed 1.28 × 103–3.22 × 103 m/s, and porosity should not exceed 0.47–0.77.
It should also be noted that if oxidant external diffusion limits the rate of sulphur conversion, desulphurized coal with sulphur content less than 1.2%–1.5 wt% may be obtained (Table 11).
Figures 9, 10 and 11 show the areas of hydrodynamic parameters under which it is possible to achieve characteristics of desulphurized coal and the requirements for PCI technology. Only the fraction 0.1–0.25 mm was found to be suitable for finding desulphurized coal that fully meets the requirements of the raw materials to produce pulverised coal, Nos. 3 and 4.

OLV and β values, under which obtaning raw materials to produce pulverized coal is possible. Initial fraction 0.1–0.25 mm

OLV and β values, under which obtaning raw materials to produce pulverized coal is possible. Initial fraction 0.25–0.315 mm

OLV and β values, under which obtaning raw materials to produce pulverized coal is possible. Initial fraction 0.315–0.5 mm
4 Conclusions
-
(1)
The increase in OLV increases the intensity of coal organic mass conversion, resulting in the reduction of desulphurized coal yield, an increase in ash content, and volatiles’ yield.
-
(2)
The rate of total sulphur conversion is not limited by the oxidant external diffusion processes (transition from external diffusion to kinetic or pore diffusion regions takes place) under the following conditions:
-
for fraction 0.1–0.25 mm at OLV = 0.055 m/s (ε = 0.77; Sh·103 = 3.42; β·103 = 2.64 m/s);
-
for fraction 0.25–0.315 mm at OLV = 0.066 m/s (ε = 0.63; Sh·103 = 8.698; β·103 = 3.90 m/s);
-
for fraction 0.315–0.5 mm at OLV = 0.088 m/s (ε = 0.58; Sh·103 = 18.43; β·103 = 5.67 m/s);
-
-
(3)
To obtain desulphurized coal meeting all requirements for raw materials pulverized coal, it is necessary to use the smallest fraction of coal (0.1–0.25 mm) and carry out the process at OLV = 0.030–0.042 m/s (ε = 0.68–0.73; Sh·103 = 2.12–2.77; β·103 = 1.63–2.13 m/s).
-
(4)
In most cases, OLV optimal values (from the standpoint of sulphur maximum removal) differ from those providing the acceptable depth of destruction and burning of coal’s organic matter (to obtain desulphurized coal with satisfactory values of ash content and volatiles’yield). Therefore, to minimize the extent of COM conversion, it is necessary to conduct researches to establish other optimal parameters of the process (temperature, time and flow ratio, and composition of the oxidant).
References
ACCCI (American coke and coal chemicals institute) (2016). http://www.accci.org/industry.html
Black, Brown Coals, Anthracite, Shale Oils. Accelerated Method of Moisture Determination, 2002, GOST 11014-2002: 2002—GOST 11014-81: 1987.—[Valid from 2003-01-01], State Standard of Russia, Moscow
Borrego AG, Osóriob E, Casala MD, Vilelab ACF (2008) Coal char combustion under a CO2-rich atmosphere: implications for pulverized coal injection in a blast furnace. Fuel Process Technol 89:1017–1024. https://doi.org/10.1016/j.fuproc.2008.03.012
Bratychak M, Gajvanovych V, Brzozowski Z (2004) Hard coal desulphurization and sulphur recovery from it. Ecol Chem Eng 11:59–62
Chauhan GIS, Vijayavergia RK (2006) Coking coals & coke making: challenges & opportunities. Viva Books Private Limited, Ernakulam
Coals for pulverized injection into blast furnace (2012) State Standard of Ukraine 10.1-30962337-006:2009. Modification No. 1
Couper JR, Fair JR, Penney WR (2012) Chemical process equipment, 3rd edn. Butterworth-Heinemann, Inc, London
Diez MA, Alvarez R, Barriocanal C (2002) Coal for metallurgical coke production: predictions of coke quality and future requirements for coke making. Int J Coal Geol 50:389–412. https://doi.org/10.1016/S0166-5162(02)00123-4
Du Sh-W, Chen WH, John A (2010) Pulverized coal burnout in blast furnace simulated by a drop tube furnace. Energy 35:576–581. https://doi.org/10.1016/j.energy.2009.10.028
Gunka V, Pyshyev S (2014) Lignite oxidative desulphurization. Notice 1: process condition selection. Int J Coal Sci Technol 1:62–69
Gunka V, Pyshyev S (2015) Lignite oxidative desulphurization. Notice 2: effects of process parameters. Int J Coal Sci Technol 2:196–201
Hicks TG, Chopey NP (2012) Handbook of chemical engineering calculations, 4th edn. The McGraw-Hill Companies, Inc, New York
Hutny WP, Lee GK, Price JT (1991) Fundamentals of coal combustion during injection into a blast furnace. Prog Energy Combust Sci 17:373–395. https://doi.org/10.1016/0360-1285(91)90008-B
IEA (International Energy Agency) (2012) Coal information 2012. http://www.iea.org/media/training/presentations/statisticsmarch/coalinformation.pdf
International Energy Outlook (2016). https://www.eia.gov/forecasts/ieo/pdf/0484(2016).pdf
Ishii K (2000) Advanced pulverized coal injection technology and blast furnace operation. Elsevier Science Ltd, Oxford
Kalkreutz W, Borrego AG, Alvarez D, Menendez R, Osorio E, Ribas M, Vilela A, Cardozo Alvez T (2005) Exploring the possibilities of using Brazilian subbituminous coals for blast furnace pulverized fuel injection. Fuel 84:763–772
Lüngen HB (2006) Actual status and future aspects of ironmaking in Europe. Fachtagung Kokereitechnik im Rellinghaus der RAG, 11–12 May
Mukhlenov YP, Baskakov AP, Lukachevskyi BP, Sazhyna BS, Frolova VF (1986) Calculations of the fluidized bed devices. Chemistry, Moscow
Nikolsky BP, Rabinovich VA (1968) Handbook of chemist, vol. 5. Chemistry, Leningrad
Osorio E, Gomes M, Vilela A, Lalkreutz W, Almeida M, Bprrego A, Alvarez D (2006) Evaluation of petrology and reactivity of coal blends for use in pulverized coal injection (PCI). Int J Coal Geol 68:14–29. https://doi.org/10.1016/j.coal.2005.11.007
Pohlmann JuG, Osorio E, Vilela A, Borrego A (2010) Reactivity to CO2 of chars prepared in O2/N2 and O2/CO2 mixtures for pulverized coal injection (PCI) in blastfurnace in relation to char petrographic characteristics. Int J Coal Geol 84:293–300. https://doi.org/10.1016/j.coal.2010.10.008
Pysh’yev S, Gayvanovych V, Pattek-Janczyk A, Stanek J (2004) Oxidative desulphurisation of sulphur rich coal. Fuel 9:1117–1122. https://doi.org/10.1016/j.fuel.2003.12.008
Pysh’yev S, Shevchuk K, Chmielarz L, Kuśtrowski P, Pattek-Janczyk A (2007) Effect of the water-vapor content on the oxidative desulphurization of sulphur-rich coal. Energy Fuels 21:216–221
Pysh’yev S, Gunka V, Bratychak M, Grytsenko Y (2011) Kinetic regularities of high-sulphuric brown coal oxidative desulphurization. Chem Chem Technol 1:107–113
Pysh’yev S, Bilushchak H, Gunka V (2012a) Optimization of oxidation desulphurization of power-generating coal. Chem Chem Technol 1:105–111
Pyshyev S, Gunka V (2015) Technology of oxidative desulphurization of lignite. Pet Coal 6:696–704
Pyshyev S, Iy Prysiazhnyi, Kochubey V, Miroshnichenko D (2014a) Desulphurization and usage of medium-metamorphized black coal. 2. Desulphurized coal used as an additive for the production of special types of coke. Chem Chem Technol 8:467–474
Pyshyev S, Iy Prysiazhnyi, Miroshnichenko D, Bilushchak H, Pyshyeva R (2014b) Desulphurization and usage of medium-metamorphized black coal. 1. Determination of the optimal conditions for oxidative desulphurization. Chem Chem Technol 8:225–234
Pysh’yev S, Gunka V, Prysiazhnyi Y, Shevchuk K, Pattek-Janczyk A (2012b) Study of oxidative desulphurization process of coal with different metamorphism degrees. J Fuel Chem Technol 40:129–137. https://doi.org/10.1016/S1872-5813(12)60009-7
Reid RC, Prausnitz JM, Sherwood TK (1977) The properties of gases and liquids. McGraw-Hill Book Companies, New York
Savchuk NA, Kurunov IF (2000) Blast-furnace production on the border of XXI century. News of Ferrous Metallurgy Abroad part II, pp 1–42
Schott R (2013) State-of-the-art PCI technology for blast furnace ensured by continuous technological and economic improvement. Iron Steel Technol 10:63–75
Shevchuk Kh, Bratychak M, Pysh’yev S, Shyshchak O, Wacławek W (2007) Effect of the temperature and oxidant feed rate on high-metamorphic coal desulphurization process. Ecol Chem Eng 7:747–752
Skliar MH, Tiutiunnykov YB (1985) Chemistry of solid fuels. High School, Kiev
Solid Fuel. Determination of Volatiles Yield, 2001, (ISO 562: 1998): GOST 6382-2001: 2008—GOST 6382-91: 2001.—[Valid from 2003-01-01], Publishing House of Standards, Moscow
Solid Mineral Fuel. Determination of Ash Content, 2006, (ISO 1171: 1997): GOST 11022-95: 2006—GOST 11022-90: 2006.—[Valid from 1997-01-01], State Standard of Ukraine, Kyiv
Solid Mineral Fuel. Determination of Sulphur, 2000, (ISO 157-96: 2001): GOST 30404: 2000.—GOST 30404-94: 1997.—[Valid from 2002-12-18], State Standard of Ukraine, Kyiv
Solid Mineral Fuel. Determination of Total Sulphur. Eshka Method, 1997, (ISO 334: 1992): DSTU 3528:1997
Statistical Review of World Energy (2002). http://www.griequity.com/resources/industryandissues/Energy/bp2002statisticalreview.pdf
Statistical Review of World Energy (2005). http://www.nioclibrary.ir/free-e-resources/BP%20Statistical%20Review%20of%20World%20Energy/statistical_review_of_world_energy_full_report_2005.pdf
Statistical Review of World Energy (2014). http://www.bp.com/content/dam/bp-country/de_de/PDFs/brochures/BP-statistical-review-of-world-energy-2014-full-report.pdf
Statistical Review of World Energy (2015). https://www.bp.com/content/dam/bp/pdf/energy-economics/statistical-review-2015/bp-statistical-review-of-world-energy-2015-full-report.pdf
Steiler J-M, Hanrot F (2005) Present state and innovative issues for ironmaking. Metall Res Technol 102:161–169. https://doi.org/10.1051/metal:2005139
Ternovskaia AN, Korenberg YG (1971) Burning of sulphuric pyrite in boiling bed. Chemistry, Moscow
Todes OM, Tsytovych OB (1981) Devices with boiling granular layer. Chemistry, Moscow
Trushina H, Schypchev M (2011) The value of the coal industry in the development of world energy. Coal 10:40–42
World Coal Association (2017). http://www.worldcoal.org/coal/uses-coal
Zhao Z, Tang H, Quan Q, Zhang J, Shi S (2015) Simulation study on performance of novel oxygen-coal lances for pulverized coal combustion in blast furnacetuyere. Procedia Eng 102:1667–1676. https://doi.org/10.1016/j.proeng.2015.01.303
Acknowledgements
Funding was provided by Ministry of Education and Science of Ukraine (Grant No. 0113U003197).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Pyshyev, S., Prysiazhnyi, Y., Shved, M. et al. Effect of hydrodynamic parameters on the oxidative desulphurisation of low rank coal. Int J Coal Sci Technol 5, 213–229 (2018). https://doi.org/10.1007/s40789-018-0205-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40789-018-0205-6