
Abstract
Applying risk assessment approaches to improve quality in enterprises is of great importance especially for sectors that are labor-intensive and thus frequently encountered failures. One of the methods frequently used to take precautions against failures caused by high variability in this type of sector is failure mode and effects analysis (FMEA). In this study, a hybrid FMEA approach is proposed so as to take measures against failures in the textile sector where there are high-quality differences due to its structure and failures frequently occurred. Since the different combinations of risk parameters’ scores may produce the same risk degree based on the function of the FMEA’s basis, misleading results for the risk analysis in the practical risk management can be occurred. Moreover, the risk priority number (RPN) function has a limitation in the weight determining process, since it assigns the equal weight for each risk parameter in the classical FMEA. To overcome these shortcomings in the RPN calculation for the risks in the FMEA approach, a multi-criteria decision-making (MCDM) approach is applied under the framework of fuzzy logic. Through that, in this study, we aimed to prove an expert system based on the rules that specifically focusing on the risk sources of the woven fabric industry. To create such a rule-based system, inputs are generated using fuzzy AHP and modified fuzzy TOPSIS. A case study is carried out with the method proposed in a textile mill, and it is determined which risks arising from failures are higher. For the validation of the results, a comparative analysis is conducted. Moreover, for the robustness of the decisions, one-at-a-time sensitivity analysis with respect to different scenarios are applied. As a result of the analyses, it is shown that our proposed model can be used as an efficient proactive risk calculator for the managers or researchers to make useful inferences, judgments, and decisions of the production processes for eliminating the shortcomings of the traditional FMEA.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Risk assessment is a comprehensive process to evaluate the possible impact of an event or outcome [1]. Applying to risk assessment applications to prevent poor quality within the enterprises is a crucial step to prevent losses in the market. High variability in quality characteristics, especially in labor-intensive sectors, has adverse consequences for the purpose of producing defect-free products of businesses and obliges preventive actions to be taken to prevent failures. Textile is among the sectors where quality variations are intensive due to its structure and where failures are also frequently encountered. Despite increasing automation, the textile industry performs a labor-intensive production, so variability caused by human or process can cause production failures [2]. In addition, textile companies have long production lines, from raw material to complex, which are effective on many external factors, and due to this complex structure, it is natural to encounter errors [3]. Therefore, risk analysis studies to prevent errors are very important in textile sector where errors are frequently encountered.
Failure Modes and Effects Analysis (FMEA), which is frequently used in risk analysis studies, is a powerful method that can prohibit failures by estimating the risks of avoiding failures [4]. FMEA is an approach that provides great convenience to businesses to predict the error and its possible effects in different processes of production [2]. FMEA analyzes the system or process to determine potential failure modes and their causation and effects on system or process performance [5]. The primary purpose of FMEA is to fix the most critical failure modes before they reach the customer, instead of solving them after the failures are occurred [6]. FMEA method can be applied to many different areas to analyze the causes and effects of risks, increase the reliability and security of the systems, and take appropriate proactive measures [7]. FMEA was originally developed by the USA in the 1960s for the aerospace industry and then applied by Ford Motor for the quality and safety improvements in design and manufacturing [8]. In FMEA, failure modes are assessed based on risk factors which are probability of occurrence (O), severity of effects (S), and chance of detection (D). Risk prioritization of failure modes is computed by calculating the risk priority numbers (RPNs) obtained by multiplying the O, S, and D risk factors [6]. While determining the risk priority number in the traditional FMEA, these factors are determined as crisp numbers between 1 and 10. At this point, fuzzy logic is used to overcome this weakness of traditional FMEA [7]. Experts identify three risk factors O, S, and D in fuzzy linguistic terms in fuzzy FMEA [9].
It has been clearly seen that MCDM approaches are frequently used in risk analysis methods. Due to the flexibility of decision-makers to overcome some of the traditional risk prioritization methods’ shortcomings, MCDM approaches have been used extended with fuzzy logic, especially in risk analysis and assessment studies [9,10,11]. In the classical FMEA, the different combinations of risk parameters’ scores may produce the same risk degree, which will lead to a misleading result of risk analysis in practical risk management. Also, classical FMEA has a limitation in the weight determining process, since it assigns the equal weight for each risk parameter. Therefore, a more sophisticated approach is essential for a more valid results.
In this study, an integrated fuzzy decision-making methodology consists of Buckley’s fuzzy AHP, fuzzy TOPSIS, and Fuzzy Inference System (FIS) is introduced to prioritize the risk sources of the woven fabrics industry. Buckley’s fuzzy AHP is applied to determine weights of the experts. Fuzzy TOPSIS is conducted to calculate the risk parameter scores of risk sources based on the each FMEA parameter. After, FIS is constructed based on the decision-makers’ knowledge and evaluations. Therefore, calculated risk parameter scores are used as input of the system and the final risk magnitudes of risk sources are obtained.
Rest of the paper is organized as follows: In section “Literature Review”, it reviews the studies, which related with MCDM methods and risk analysis applications are discussed. In section “Methodology”, applied methodology and its basic preliminary definitions are presented. In section “Application”, the application and its basic steps are given. In section “Discussion”, sensitivity analyses and interpretation of the results are presented. The paper ends with conclusions and for further study suggestions.
Literature review
One of the most commonly used approaches in risk analysis studies is MCDM approaches. Fuzzy logic is also applied in studies where uncertainty exists and linguistic evaluations are needed. Therefore, fuzzy logic and MCDM methods are frequently used together. The highlights of these studies can be summarized as follows. Bao et al. suggested a model that includes the concept of knowledge to the risk calculation in addition to the consequence and probability [1]. In this context, fuzzy multi-criteria decision-making method was used to evaluate the effectiveness of knowledge. Yłlmaz et al. integrated fuzzy logic and MCDM methods into the risk analysis process, thus increasing the effectiveness of traditional risk analysis approach [12]. In the first step, cost factor was included to risk analysis, and then, hazards were prioritized with Fuzzy–AHP. In the second stage, the priority order of the measures was determined using Fuzzy–TOPSIS. Wang presented a fuzzy multi-criteria decision-based framework including fuzzy entropy and fuzzy TOPSIS to improve traditional FMEA and applied the proposed methodology for the printed circuit board manufacturing process [8]. Ilbahar et al. proposed an integrated approach including Fine Kinney, Pythagorean fuzzy AHP, and fuzzy inference system for analyzing risks of an excavation process in a construction yard [13]. Tian et al. proposed an integrated fuzzy MCDM approach to improve the performance of the classic FMEA [5]. For this purpose, fuzzy best method was used to obtain the weights of risk factors, a fuzzy proximity, and fuzzy similarity entropy weight-based model developed to obtain the weight of FMEA team members, and eventually, a fuzzy VIKOR approach is used to acquire the risk priorities of failure modes. Jozi et al. determined the environmental and human health risks caused during the construction period of Balarood Dam [14]. First, all risks were identified using a Delphi Survey, and then, criteria were prioritized using AHP and TOPSIS methods. AHP and TOPSIS results revealed a mismatch in priorities, so an integrated method which hybridizes Mean-Rank, Borda, and Copeland methods was applied. Wang et al. evaluated the risk of failure modes by hybridizing COPRAS and ANP methods under interval-valued intuitionistic fuzzy environment [6]. Ilangkumaran et al. suggested fuzzy ANP (Analytic Network Process) method for assessing occupational safety in hot environments [15]. Ouédraogo et al. introduced a new methodology for Risk analysis named as Laboratory Assessment and Risk Analysis—LARA—to assess risks in the research/academia environment with using AHP method [16]. Shariat et al. analyzed risk in urban rainwater systems with using Multiple Criteria Decision-Making (MCDM), geographic information systems (GIS), and fuzzy sets [17]. Tesfamariam and Sadiq assessed the decision-maker’s risk attitude and related confidence in the choice of drilling fluid/sludge for offshore oil and gas operations using fuzzy-based AHP method with a hypothetical example [18]. Yan et al. applied the cost-benefit ratio and fuzzy TOPSIS methods to identify the congestion risks of the Yangtze River to make flexible decisions based on the dynamics of congestion risks and to make temporary risk analysis to prioritize congestion risk control options [19].
Literature review studies have also been revealed by researching and compiling MCDM methods used in risk analysis. For example, Almeida et al. reviewed the literature to identify the state-of-the-art research guidelines for multi-criteria models applied in risk management [20]. Gul organized a review about the risk assessment studies applied in Occupational Health & Safety (OHS) using MCDM-based approaches [21]. Liu et al. reviewed the papers which examine the FMEA studies using MCDM approaches to evaluate and prioritize failure modes [22].
FMEA analysis is one of the techniques frequently used in studies where the risks related to failures are analyzed. In addition, studies using FMEA in the textile industry are examined and summarized as follows. Nguyen et al. suggested an extension of FMEA taking into account the associated quality cost and additional determinants to indicate the priority level of the fault detection system for each fault mode [23]. An empirical analysis was applied at the non-woven fabric manufacturer to measure the performance of extended version of FMEA. Erdil and Tacgin applied the FMEA approach to take into account the risks in providing a higher quality in meeting the clothing needs of the household while reducing the environmental, economic, and social problems of the clothing industry’s sustainable supply chain and extending the life of the clothing [24]. Lingam et al. implemented various lean tools such as value stream mapping, kaizen, failure mode effect analysis, time, and motion study to reduce the cycle time of T-shirt production [25]. Mutlu and Altuntas proposed an approach that combines the benefits of the fault tree analysis and the fuzzy probability estimates of the time algorithm to advance the performance of the FMEA method [26]. Dedimas and Gebeyehu tried to demonstrate the economic increment of decreasing high downtime in the case company using the benefits of FMEA, and identified and prioritized failure modes, causes, and effects in a particular segment of the company using RPNs [27]. Ozyazgan determined the failure probabilities, weight values, and detectability values of failures arising in a factory producing fabric using process FMEA and presented suggestions for detection according to the current failures types [28]. Esmaeilian et al. suggested a new model to decrease RPNs by increasing overall equipment efficiency using the heuristic math model based on the total productive maintenance index and a company producing products for the seat cover was used for the case study [29]. Sivakumar received data from various experts, field experts, and engineers, and analyzed fuzzy RPNs for efficiency and quality dimensions was determined using an Experimental analysis in the textile industry [30]. Efe et al. aimed to handle the disadvantages of traditional FMEA using an integrated intuitionistic fuzzy MCDM method and linear programming in creating an occupational health and safety policy [31]. Yucel determined the factors that produce errors within the factory by applying the FMEA method with a team established in a garment company and systematic FMEA approach applied to eliminate sewing errors [2]. Sabir applied to FMEA technique in textile dyeing finishing business and three types of errors/defects that have priority in the enterprise identified and preventive actions are suggested [3]. Ozyazgan and Engin presented a process FMEA approach to obtain the error probabilities, severity values, and detectability values of the errors encountered in a knitting business [4]. Correction measures were specified according to the types of errors based on the RPNs determined. Pazireh implemented the FMEA approach to design and implement a quality control system on apparel production lines, identify and sort out possible challenges, and then issue correct commands to quality control stations [32]. Tekez carried out fuzzy TOPSIS application in the knitting process as failure type and effects to detect, eliminate, or minimize errors to ensure customer satisfaction [33].
Risk analysis studies that have attracted attention recently in the textile field can also be summarized in the following. Mutlu and Altuntas developed an approach based on FMEA and Fault Tree Analysis (FTA) to analyze the ring yarn manufacturing process in the textile industry [34]. Fithri et al. proposed an approach to reduce defects at PT Unitex using FMEA, Pareto analysis, and fishbone diagrams in a textile company [35]. Grundmann et al. applied FMEA in the fully automatic thermoplastic tape laying process and aimed to obtain high-quality products [36]. Thawkar et al. adopted the FMEA approach to the analysis of machine failures in developing a reliability centered maintenance methodology to improve card usability in the textile industry [37]. Shafira and Mansur used the FMEA AHP hybrid method in the production quality improvement analysis of gray cambric using the six sigma approach and determined the most critical failures based on RPNs [38]. Similar to the previous study, Purnama et al. carried out a risk analysis study by applying fuzzy AHP and FMEA methods within the scope of the six sigma project [39]. Ghoushchi et al. developed an integrated BWM and MOORA method under uncertain environment for the consideration of risk sources’ magnitudes with respect to FMEA parameters [40].
Fuzzy inference system is a frequently used approach to risk assessment in different areas. For example, Elsayed applied the FIS approach in the risk assessment of liquefied natural gas carriers during loading/unloading at the terminals [41]. Carreño et al. proposed an approach to assess physical risks using a fuzzy inference system called an MuHRA in an urban area [42]. Kim et al. provided a model that hybridizes the AHP and FIS approaches to risk assessment of overseas steel mill projects and to mitigate these risks [43]. Ramkumar et al. integrated SWOT analysis with ANP-based fuzzy inference system in risk assessment of outsourcing e-procurement services [44]. Elsayed et al. applied to the qualitative risk matrix method in the fire and explosion risk assessment of the floating storage and unloading vessel, and then applied to the fuzzy inference system [45]. As a result of the study, it was seen that the FIS approach provides a more robust framework for more output information than the qualitative matrix approach. Azimi et al. proposed a comprehensive model based on the FIS approach to determine the landslide risk more reliably and accurately [46]. Tsai and Yeh used a mixed model of FMEA and FIS to identify the sources of critical soldering failures and evaluate their risks in surface mounting assembly [47]. Jamshidi et al. presented an FIS-based approach on relative risk score methodology in risk assessment for the pipeline [48]. Rezaee et al. offered a hybrid approach based on the linguistic FMEA, FIS, and Fuzzy Data Envelopment Analysis model to overcome the shortcomings in calculating the traditional risk priority number and prioritize health, safety, and environmental risks [49]. When the studies conducted by applying the FIS approach in different fields for risk assessment are examined, no studies using the hybrid approach adopted for the textile industry have been found. At this point, it can be said that this study fills an important gap in the literature and will be a study guiding researchers and practitioners.
When the application-based studies and literature studies are examined, it can be revealed that this study has the following aspects unlike the others.
-
The proposed study consists of an integrated methodology, which collects the data from a group decision in form of linguistic information.
-
Since the data consist of linguistic information, fuzzy sets are used to represent them in the mathematical calculations.
-
In comparison with the classical FMEA, constructed rule-based system is sensitive to the changes in the inputs. For example, let be P = 7, F = 3, D = 8 for a risk, and P = 3, F = 8, D = 7 for the other one. Since the results of them are equal, classical FMEA cannot provide an accurate solution. In our model, each input is evaluated with respect to the determined rules by a consensus.
In the traditional FMEA, neither the lack in calculations steps nor the results scale cannot respond the all-risk areas. Moreover, outcome of a risk in heavy industry differs from the outcome of the textile industry with respect to risk magnitudes. Through that, in this study, we aimed to prove an expert system based on the rules that specifically focusing on the accident environment. To create such a rule-based system, inputs are generated using F-AHP and F-TOPSIS. Utilization of these methods may not be novel for the FMEA technique, but different from the other case studies, a modified TOPSIS method is conducted with respect to the each FMEA parameter. F-AHP is conducted to determine the experts’ weights. The experts act as the evaluation criteria during the TOPSIS calculations. Based on their weights, most ideal solutions both for negative and positive are determined. Moreover, the risk sources act as alternatives. Through the results of the TOPSIS method, we obtained 3 scores with respect to each risk sources based on the each FMEA parameter. Instead of scalar multiplication, construction of a rule-based system based on the stated reasons above is more reliable for the risk environment.In addition to all these, for the first time in this study, an FIS-based FMEA study was carried out in the analysis of failures for the textile industry.
As a result of the literature research, studies that deal with hybrid multi-criteria decision-making methods with uncertainty in risk analysis approach have been focused in more detail. In this step, in which it was investigated whether the proposed method was adopted by another study before, the originality of the method was examined. For this reason, a literature table has been created as in Table 1, focusing on the characteristics of the studies closest to the proposed approach
In the studies that are the subject of the literature table, especially the methods of determining the weights of the risk factors, the methods adopted when listing the failure modes, and the approaches to handling uncertainty were emphasized in columns. No similar studies were found among the examined studies in terms of both method and application area. Moreover, since the categorized risk sources are grouped into 3 main areas and the number of risk sources are 8, 4, and 20, respectively. In this kind of environment, making a consistent matrix for a \(20\times 20\) size for the weighting the risk sources is almost impossible without making manipulations in the evaluations. Besides, considering the FMEA environment, the lowest probability and the severity are the most desirable levels for the risk sources. On the other hand, the highest detectability for a risk source is the most desirable. Therefore, it is essential to find the risk sources’ places between the minimum and maximum with respect to each parameter. BWM method can be a good alternative under the circumstance of a feasible number of risk sources in the main areas, which is lower than 10 risk sources. Therefore, instead of pairwise comparison evaluations such as AHP and BWM methods, we applied a distance-based method, which is fuzzy TOPSIS. It can be seen that the proposed study is the first and pioneering work in its field with the methodology and application area adopted.
Through the advantages of our proposed model, it can be used as an efficient proactive risk calculator for the managers or researchers to make useful inferences, judgments, and decisions of the production processes. Moreover, since our model can handle uncertain information, which can be both represented as linguistic information or fuzzy numbers, it can be useful for the production plants, where have uncertain and vague data for decision-making processes.
Methodology
In this section, an integrated methodology consists of Buckley’s Fuzzy AHP and Fuzzy TOPSIS, and fuzzy inference system (FIS) to calculate risk magnitudes based on FMEA is presented.
Ordinary fuzzy sets
Zadeh introduced fuzzy logic and fuzzy sets in 1965 [50]. The basic idea of it is to represent uncertain environments in mathematical formulations without loss of information. This idea is developed and extended in many types such as intuitionistic fuzzy sets [51], neutrosophic sets [52], hesitant fuzzy sets [53], Pythagorean fuzzy sets [54], and spherical fuzzy sets [55]. Based on the extensions, there is no superiority one to another, but some sophistic advantages based on the available data. Since there is no hesitancy among the experts for our data, usage of ordinary fuzzy sets for the uncertainty is a proper way of representing the data for our application.
Definition 1
If X is a collection of elements denoted by a, then a fuzzy set \(\tilde{A}\) in X is a set of ordered pairs can be represented as in Eq. (1) [50]:
where \(\mu _{\tilde{A}}\) is membership function of A–X.
In the real case applications, \(\mu _{\tilde{A}}\) is extended with many forms such as interval-valued, triangular, and trapezoidal fuzzy numbers. Since we used triangular fuzzy forms, the basic arithmetical operations for the them are presented.
Let \(\tilde{C}=\left( c_{L}, c_{M}, c_{R}\right) \) and \(\tilde{K}=\left( k_{L}, k_{M}, k_{R}\right) \) be positive triangular fuzzy numbers (TFNs). The arithmetic operations of these fuzzy numbers can be given as below:
Addition: \(\tilde{C} \oplus \widetilde{K}=\left( c_{L}+k_{L}, c_{M}+k_{M}, c_{R}+k_{R}\right) \).
Subtraction: \(\tilde{C} \ominus \tilde{K}=\left( c_{L}-k_{L}, c_{M}-k_{M}, c_{R}-k_{R}\right) \).
Multiplication: \(\tilde{C} \otimes \tilde{K} =\left( c_{L} k_{1L}, c_{M} k_{M}, c_{R} k_{R}\right) \).
Division: \(\tilde{C} \oslash \tilde{K} =\left( c_{L} / k_{L}, c_{M} / k_{M}, c_{R} / k_{R}\right) \).
Definition 2
Let \(\tilde{C}=\left( c_{L}, c_{M}, c_{R}\right) \) and \(\tilde{K}=\left( k_{L}, k_{M}, k_{R}\right) \) be positive triangular fuzzy numbers (TFNs). Hamming Distance \((H_{(\tilde{C},\tilde{K})})\) between these two fuzzy numbers are defined as in Eq. (2):
Buckley’s fuzzy AHP
AHP is introduced by Saaty to solve the complex hierarchies by considering both evaluation criteria and alternatives based on the qualitative and quantitative data [56]. Buckley’s Fuzzy AHP is an extension of Saaty’s AHP method to reflect the uncertainty while representing it in the mathematical model [57]. For our methodology, Buckley’s fuzzy AHP is used to calculate experts’ weights based on the judgments of the company’s managerial consensus. During the evaluations, the scale given in Table 2 is used [58].
The pseudocode of the method is presented as in Algorithm 1:

Since the experts will be used as evaluation criteria in the fuzzy TOPSIS, the results of the fuzzy AHP are the inputs of the fuzzy TOPSIS as criteria weights.
Fuzzy TOPSIS
TOPSIS is introduced by Hwang & Yoon to rank alternatives with respect to evaluation criteria based on the available data [59]. Its fuzzy extension is introduced by Chen to make a more comprehensive evaluation by adding linguistic information to solution process [60]. For our methodology, fuzzy TOPSIS is used to obtain risks’ scores based on the each FMEA parameter. Experts are used as evaluation criteria and their weights are calculated in fuzzy AHP method. During the evaluations, three scales for each FMEA parameter are used during the evaluations and given as in Table 3.
The pseudocode of the method is presented as in Algorithm 2:Footnote 1

The results of the TOPSIS methods are used as inputs of the FIS.
Fuzzy inference system
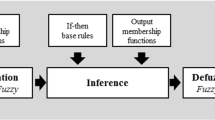
For the applications of fuzzy logic, fuzzy sets theory, and their extensions, fuzzy inference systems (FISs) are one of the most appropriate, and most used applications. There is two types of FISs: Mamdani’s FIS and Tagaki-Sugeno’ FIS [61, 62]. They can be practical to fulfill the many objectives in decision-making such as ranking and classification tasks, offline process simulation and diagnosis, online decision support tools, and process control [63]. In our study, Mamdani’s FIS is used for the application, since they are mostly appropriate for the expert system applications where the rules are generated from the experts’ knowledge.
In this work, we constructed a inference system based on rule generation technique with linguistic concepts to utilize the results of the fuzzy TOPSIS methods. The outputs of the TOPSIS methods are used as inputs of the rule based system.
Since the score values in three TOPSIS methods are labeled as probability, detectability, and frequency parameter, these values are converted to membership degrees using Fig. 1. In the figure, x- and y-axis score of the risk with respect to FMEA parameter and membership degree, respectively.

Process of assigning membership values
After that, the membership degrees are used as inputs with respect to each FMEA parameter in rule-based system instead of scalar multiplication. To achieve this, the minimum of membership degree of each dimension are taken, respectively, as in Eq. (3):
where \(\mu _{s}\) represents fuzzy input of rule-based system of \(j^{th}\) risk with respect to dimension P, D, or S.
Then, the risk classes are determined which are Ng (Negligible), Mi (Minor), Md (Medium), Ma (Major), Cr (Critical), and Ct (Catastrophic).
For each class, maximum values of \(X_{PDS}\) are determined using the Eqs. (4–9):
Defuzzify the Ng, Mi, Md, Ma, Cr, and Ct values using Eq. (10) to obtain the risk magnitudes (RMs) [64]:
Finally, prioritize the risks according to results and determine the possible development steps to reduce it.
Proposed methodology
Based on the above methods, we developed an FMEA model to evaluate risks.
During the observations in the production plant, experts could not assign an exact value for their evaluations. In most of the cases, contrary to the ordinary FMEA analysis, they assign linguistic terms, which are created from the literature to evaluate the risk as in Table 3. Since the fuzzy sets are one of the most appropriate way of representing linguistic terms with their corresponded fuzzy numbers in the mathematical formulations, ordinary fuzzy sets are utilized to the proposed methodology to reflect the data with highest level.
Since the proposed methodology based on expert system evaluation, determining experts’ weights is a vital and important phase for the results. Through that, in terms of their academic degree, work experience, and their study in the field, based on the comparison with respect to managerial consensus evaluation, Buckley’s fuzzy AHP is conducted to obtain the weight of the experts.
After that, for the evaluation of the failures, three TOPSIS decision matrices are constructed based on the experts’ evaluations. Each decision matrix are corresponded to each parameter of FMEA, which are Probability, Frequency, and Detectability. Different from the ordinary TOPSIS method context, experts are utilized as the evaluation criteria and the failures are the evaluated alternatives. Therefore, outputs of the TOPSIS methods are the scores of the failures based on the expert evaluations with respect to each FMEA parameter. Based on these calculations, inputs of the FMEA are calculated by considering uncertainty.

Framework of the proposed methodology
For the last phase of the methodology, a reasonable outcome, which is entitled as risk magnitude, is obtained using a fuzzy rule based system. Even the scores with respect to each parameter for the failures are calculated flawlessly, utilizing scalar multiplication leads to a misleading result for the risk analysis in practical risk management because of the different combinations of the risk parameters’ scores may produce the same risk degree in classical FMEA method. Moreover, classical FMEA has a limitation in the weight determining process, since it assigns the equal weight for each risk parameter. In rule-based systems, based on the field experiences, and expert knowledge in the area, experts create a pattern that aims to evaluate the failures efficiently. Therefore, a fuzzy inference system based on expert assessments is constructed to obtain more valid results. To interpret the results of the proposed approach, sensitivity analyses are conducted. The framework of the proposed methodology is given in Fig. 2.
Application
Risk analysis is an essential approach, especially in labor-intensive industries, to increase quality and to take precautions before failures occur. At this point, one of the frequently encountered approaches is the FMEA method. However, this method has some handicaps. To avoid these handicaps, they are usually used with fuzzy sets. It is also used with MCDM methods to increase the effectiveness of the method. Thus, it is ensured that RPNs can be calculated more accurately and efficiently. In this paper, the failures encountered in textile companies producing woven fabrics were investigated extensively and a risk assessment study was carried out to take precautions about them before the failures occurred in a textile mill as a case study. At this point, RPNs were calculated for each failures and it was tried to find out which failures constitute a higher risk. First, all the failures encountered in the related textile mills were investigated, and it was tried to make sure that all the failures were handled by also discussing with the textile workshop employees to be involved in the case study as decision-makers.
The decision matrix for Detectability parameter is given in Table 7.
Finally, the decision matrix for frequency parameter is constructed as in Table 8.
Woven fabric is created by connecting wrap and weft at right angles to each other with a specific system called “knitting”. Wraps from these two yarn groups can be called “active” yarn system; wefts can be called “passive” yarn system [65, 66]. During weaving, three basic movements and two complementary actions are made to ensure that the wrap and weft threads intersect with each other [65]. 1. Shedding: By separating the wrap wires into two layers, large enough to pass the weft carrier element, called shed is the creation of a tunnel. 2. Weft insertion: It is the transportation of the weft thread along the shed [65]. 3. Tufting (tamping): It is the inclusion of the weft, which is moved to the mouthpiece, to the fabric formation line, to the previously woven fabric [65]. These three operations are called basic movements of the fabric and should be applied in the order given above [65]. 4. Wrap release: In this movement, the wrap is released from the weaving beam at the required speed, at a suitable and constant tension, and is transferred to the weaving area [65]. 5. Fabric wrapping: In this movement, the fabric is pulled from the weaving area to provide the desired weft density and wrapped around the fabric beam [65]. When these processes are completed, a weaving cycle is completed [65].
This hybrid risk analysis approach has been applied to be valid for woven fabric products manufactured in the textile mill and it is aimed to carry out a detailed, comprehensive, and holistic analysis by taking into account the failures encountered in all production stages of the product. In other words, a total quality improvement is aimed throughout the mill by considering all failures for all products.
According to the explanations of decision-makers and related literature, 32 types of failures are determined as in Table 4.
The application starts with the determination of the experts’ weights. The experts have been selected from among white collar workers in the textile mill. Experts are textile, industrial, and other engineers working in the respective enterprise. All of them are working in various management units. Therefore, the age-related experience factor came to the fore as the determinable difference between the experts in the mill who have knowledge about risk management and work on this subject. For this reason, an age-based weight assessment was carried out among engineers working on risk management in the mill. The values are assigned based on the mentioned criteria. The linguistic pairwise comparison matrix is constructed using the scale given in Table 2 as in Table 5.
The Algorithm 1 is applied to the pairwise comparison matrix and the weights are calculated as follows: Exp1= 0.347, Exp2=0.347, Exp3= 0.169, Exp4= 0.068, and Exp5= 0.068.
After that, we constructed the decision matrices for each FMEA parameter. The decision matrix for Probability parameter is given in Table 6.
After applying the Algorithm 2, the scores of each risk based on each parameter are calculated as in Table 9.
Table 9 shows the calculation results for fuzzy TOPSIS in crisp version for probability, detectability, and frequency. These results constitute the inputs for the FIS calculations. These results are the inputs of FIS process. During the process, each FMEA parameter for every risks is defuzzified using the conversion function which is represented in Fig. 1. For an illustrative example, defuzzifications of FMEA parameters for F11-Temple Mark risk are given as follows.
For the Probability, the result of TOPSIS is equal to 0.84. This value is used in the conversion function to find the intersection points with the limits. Through the calculation, the defuzzified value is equal to 0.67 for High (H), and 0.37 for Very High (VH). The values for Detectability are 0.66 for High (H), and 0.34 for Very High (VH). Finally, for Frequency, it is 0.67 for High (H), and 0.37 for Very High (VH). These are the final values for the input of FIS with respect to F11-Temple Mark risk. The constructed FIS based on three decision-makers is given in Table 10.
Table 10 shows the structure created for the proposed FIS process. The outputs of the FIS process for different levels for probability, detectability, and frequency inputs can be seen from this table. These inputs are run and the risk magnitudes are obtained as in Table 11.
Table 11 shows the RPN degrees of each risk source in the applied FIS-based hybrid risk analysis approach. As can be seen from the table, failures with high RPN are Foot Ladder–F12, Stop Marks–F13, Weft Pattern Fault–F18, Hollow Warp–F32 Double Warp–F33, Selvedge Mark–F39, Breaking of Weft Thread–F311, Shuttle Slap–F312, Unraveled Weft Mark–F314, Weft Loop–F317, and Weft Deformity (Defect)–F319.
The most crucial risks encountered in the textile mill which are marked in red in Table 11 are foot ladder, stop marks, weft pattern failure, hollow wrap, double wrap, selvedge mark, breaking of weft thread, shuttle slap, unraveled weft mark, weft loop, and weft deformity. To deal with the risks encountered in the textile mill successfully, a two-sided approach has been proposed. The first side is the operational dimension and the second is the management dimension. Operational dimension includes technical recommendations regarding raw materials, semi-finished products, or machines. The second dimension is the training activities and induction program efforts to be provided by the management. The following preventive measures can be listed for operational dimension. Through literature review and expert advice, ongoing measures are proposed for each critical source of risk [28, 67,68,69]. The first important risk foot ladder failure is caused by the feet not moving upwards due to the failure of the magnets in the weaving machine. As a measure, the maintenance of the weaving machine should be done at frequent intervals and replacement of the machine should be also made if necessary. Stop mark failure happens if the loom stops and restarts with strike or carding errors may occur, as the loom will give the wrong apron. As a preventive action, the keel settings must be set correctly. Weft pattern failure caused by making different colors and numbers of wefts from the weft color report. To prevent this, the drawing should be done carefully and the drawing plan accuracy and weft report should be checked. Hollow wrap occurs caused when hollow ends during one or more weft threads caused by falling of one or more frames. Maintenance and repairs related to the weaving machine should be again done properly. Breaking of weft thread failure happens if there is a burr or something to cause snagging in the parts where the thread used in the loom passes, the weft breaks, and the machine stops. To prevent this risk, feeders, brakes, and other devices should be controlled. Double wrap when a broken warp end is wrapped around the adjacent end and the loom begins to make the same movement without stopping. It is a failure generally caused by the weaver. Selvedge marks are the failures caused by the bending or folding of one edge of the fabric. It may occur due to incorrect threading of the weft thread, incorrect loom settings, or the temple setup and mostly originates from the weaver. Breaking of weft thread failure is the formation of gap in that part of the fabric as a result of a weft thread breakage. Weft bobbins and machine settings should be checked to prevent this failure. Shuttle slap occurs when the shuttle breaks several wraps or wefts on the shuttle looms. Weft loop failures are the small loops formed by the weft thread on its surface because of excessive twisting or failure of the braking function in the thread. Weft deformity is the error caused by deformation in the weft thread. Working with higher quality yarns can be preventive for this failure. Apart from these technical suggestions, training of employees and having an occupational health and safety specialist in the mill to analyze risks are also administrative preventive measures. Measures should be taken in both dimensions for the risks with high RPN, as shown in Table 11.
Discussion
To check the effects of the experts’ weights, we constructed two different scenarios based on the case of equal weighted experts, and case of evaluating working experience together with being in an FMEA study before. For the first one, weights of the experts are directly assigned as 0.2. For the second one, a new comparison matrix is added to evaluation process of Buckley’s fuzzy AHP, and then, experts’ weights are re-calculated. Through the scenarios, fuzzy TOPSIS and FIS calculations are re-made, and then, results are discussed.
Sensitivity analysis
Scenario-1 Case of equal weighted experts
First, the experts weights are assigned as equal values. After that, TOPSIS algorithm is re-run with respect to each FMEA parameter. Therefore, risk scores are re-calculated, which are given in Table 12.
Based on the new risk score values, inputs of FIS are changed and the new risk magnitudes are obtained as in Table 13.
Scenario-2 Case of being in an FMEA study before situation
Since the being an FMEA study before is a Yes or No question, following aggregation procedure of two evaluations (work experience comparison matrix, and the being an FMEA study before) is applied.
The responses and the results of the evaluations based on the work experience are presented in Table 17.
Based on the discussions with the managerial consensus, the weights of the evaluation areas are determined as 0.75 and 0.25, respectively. Also, since the total number of experts, which being in an FMEA study is equal to 2, “Yes” is assigned as 0.5 and “No” is assigned as 0 for the aggregation procedure. Therefore, the new weights of the experts are calculated as follows: Exp1=0.260, Exp2=0.385, Exp3=0.252, Exp4=0.051, and Exp5=0.051.
Based on the new weights, TOPSIS is re-run for each FMEA parameter. The results of them are presented in Table 14.
Similarly to Scenario-1, new risk new inputs of FIS are re-run and the risk magnitudes are re-obtained as in Table 15.
Interpretation of the results
Based on the main findings of our application, a sensitivity analysis is carried out with respect to two scenarios. Comparison of the scenarios with the main findings are given in Table 16.
F320-Weft Column (Weft Band) is the most affected risk based on the Scenario-1 with 0.32 increase rate. On the contrary, F318-Weft Skip is the least affected risk with 0.018 increase rate.
Similarly, based on the Scenario-2, F35-Tight Wrap Thread is the most affected risk with 0.21 decrease rate. On the contrary, F312- Shuttle Slap is the least affected risk with 0.09 increase rate.
Since the differences are based on the weights of the experts, the following aspects are observed. Based on the analysis, in both scenarios, risk magnitudes of the F11, F13, F24, F33, F38, F39, F311, F314, and F317 are decreased. When the weights are compared, it is certain that Expert-1 has a great impact on them, since the weight of it is decreased in both scenarios.
In a similar way, Expert-3 weight has a regular uptrend based on the main application, Scenario-1, and Scenario-2, respectively. When this trend is analyzing, F21, F22, F32, and F36 risks have the same trend. This concludes that Expert-3 has a great impact on them.
When the results are interpreted, our model has ability to represent even small changes such as weight changes of Expert-4 and Expert-5. This reveals that it is very sensitive in the changes of the inputs. Also, the trends of the changes and their value affect the risk magnitudes with meaningful directions. This also proves that our decisions are robust based on the direction of the changes and their values.
Comparative analysis
To demonstrate the advantages of the proposed method, comparative analyses with classical FMEA method and weighted FMEA method are carried out. Based on the outputs of the TOPSIS methods, RPNs with respect to classical FMEA and weighted FMEA methods of the risk sources are calculated. For the first comparison, the results of the classical FMEA method are presented in Table 18.
Based on the Table 18, F18—Weft Pattern Failure and F317—Weft Loop have the same RPN, even they have the different FMEA parameter values. Similar to this results, F12—-Foot Ladder and F311—Breaking of Weft Thread, F314—Unraveled Weft Mark and F38—Pile, F39—Selvedge Mark, and F23—Sliver Marks, F16—Bowed Selvedge, and F35—Tight Wrap Thread have very close RPN values with respect to very different parameter values. In this kind of analysis, the worst and the best risk sources with respect to the RPN numbers may be determined, but the risks cannot be categorized. Since the aim of the risk analysis studies is to categorize the risks using the available data with the highest accuracy, our proposed approach presents more appropriate result to consider.
For the second comparison, we checked the weighted FMEA results based on the different weights of the FMEA parameters to demonstrate the difficulty and uncertainty in each case results. Through that, the results of the weighted FMEA methods with respect to three cases are presented in Table 19.
Based on Table 19, the risk source such as F12—Foot Ladder has very similar RPNs with respect to different weight scenarios. Same case is also observed for the F13—Stop Marks, F18—Weft Pattern Failure, F32—Hollow Wrap, F317—Weft Loop, and F320—Weft Column (Weft Band) risk sources. Because of the different weights calculates the very similar results even same results in some cases, this creates an uncertain situation, which yields the importance of accurate weighting.
Another comparison is applied using an integrated BWM and MOORA methodology. BWM is used to determine experts’ weights and MOORA method is conducted to calculate the risk magnitudes of the failures. As a result of the BWM, weights of the experts are calculated as 0.34, 0.34, 0.18, 0.07, and 0.07. After that, the same decision matrices are used for the MOORA method with respect to each FMEA parameter. Different from the TOPSIS, objectives are considered as FMEA parameters. Through that, experts evaluations for each FMEA parameter are aggregated using experts’ weights for the applicability. Moreover, detectability is considered as beneficial objective and the others are considered as non-beneficial objectives. For the weights of the objectives, equal weighted rule is considered. Through that, objectives’ weights are equal to 0.333. Through the calculations, scores are obtained. Using the min–max normalization, the scores are converted to risk magnitudes which spreads between the 0 and 10. The obtained results of the comparison are determined as in Table 20.
Through the results, most of the failures are obtained in the same level when the proposed results are checked. However, there are also differences. We believe that this yields again the importance of assigning the most appropriate weights to the FMEA parameters. Moreover, since the scores can be negatives, we applied min–max normalization process to determine the risk level of the sources. It caused to obtain 0 and 10 risk magnitudes. Through that, the compared methodology can be a good example for ranking of risk modes for a comprehensive risk analysis.
In our proposed model, every rule is specifically constructed based on the expert knowledge with respect to the FMEA parameters to obtain the RPNs. This offers to researchers a wide assessment area to allocate the risk sources by considering even small changes. Thereby, it provides sustainable and robust results, where risk sources can be categorized appropriately and prioritized based on the RPNs.
Conclusion
Risk assessment approaches are frequently applied to consider the risk caused by failures, especially in labor-intensive enterprises. The FMEA approach used in risk assessment studies analyzes the system or process to identify possible failure modes and their causes and effects on system or process performance. Risk prioritization of failure modes is determined by calculating RPNs obtained by multiplying the probability of occurrence (O), severity of effects (S), and chance of detection (D). While determining the number of risk priorities in the traditional FMEA, these factors are determined as crisp numbers, but fuzzy logic is used to overcome this shortcoming of FMEA. In addition, due to the flexibility of decision-makers to overcome some of the traditional RPN’s shortcomings, MCDM approaches have been used within the framework of fuzzy logic in risk assessment studies. In this paper, the failures encountered in textile companies producing woven fabrics were investigated extensively and a risk assessment study was carried out to take precautions about them before the failure occurred in a textile mill. For this purpose, integrated fuzzy decision-making methodology including fuzzy AHP, fuzzy TOPSIS, and FIS has been introduced to prioritize the risk sources. A case study is carried out with the method proposed in a textile mill, and it is determined which risks arising from failures are higher. In the proposed integrated approach, linguistic evaluations from experts have been converted to quantitative values for calculations via fuzzy logic and it is aimed to create an effective proactive risk calculator for managers or researchers to make useful inferences, judgments, and decisions about production processes, especially in sectors with high-quality variability, such as textiles. Thus, a comprehensive risk assessment study has been proposed in which it can reflect expert opinions to calculations in the best way and measures can be taken for risks arising from failures in risk analysis studies to take measures against failures in the process industries.
For future studies, different MCDM approaches or different extensions of fuzzy sets can be applied to conduct a comparative analysis. Furthermore, the proposed methodology can be applied to different manufacturing plants and a road map for the proactive behavior for the risk assessment can be constructed. The efficiency of the method can be measured using different distance calculations to calculate the distances between fuzzy numbers.
Notes
During the calculations in fuzzy inference system (FIS), it was noticed that using the scores of fuzzy TOPSIS method conducting the classical positive and negative ideal solutions makes interrelated results which are dispersed around the average risk magnitude value (in our case, it is 5). To eliminate this relationship, the equations presented in Step 4 and Step 5 are used. The values in the equations are taken from the linguistic scale given in Table 3.
References
Bao C, Wu D, Li J (2018) A Knowledge-Based Risk Measure From the Fuzzy Multicriteria Decision-Making Perspective. IEEE Transactions on Fuzzy Systems 27(5):1126–1138. https://doi.org/10.1109/TFUZZ.2018.2838064
Yucel O (2007) Konfeksiyon üretiminde hata türü ve etkileri analizi. Tekstil ve Konfeksiyon 17(2):126–131
Sabir E, Bebekli M (2015) Hata türleri ve etkileri analizinin. HTEA, tekstil boya-terbiye işletmelerinde kullanłmł, Çukurova Üniversitesi Mühendislik-Mimarlłk Fakültesi Dergisi 30(2):157–163. https://doi.org/10.21605/cukurovaummfd.242759
Özyazgan V, Engin F (2013) FMEA analysis and applications in knitting industry. J Textile Apparel 23(3):228–232
Tian Z, Wang J, Zhang H (2018) An integrated approach for failure mode and effects analysis based on fuzzy best-worst, relative entropy, and VIKOR methods. Appl Soft Comput 72:636–646. https://doi.org/10.1016/j.asoc.2018.03.037
Wang L, Liu H, Quan M (2016) Evaluating the risk of failure modes with a hybrid MCDM model under interval-valued intuitionistic fuzzy environments. Comput Ind Eng 102:175–185. https://doi.org/10.1016/j.cie.2016.11.003
Haktanłr E, Kahraman C (2020) Failure mode and effect analysis using interval valued neutrosophic sets, in: Advances in Intelligent Systems and Computing, Vol. 1029, Springer Verlag, Berlin, pp. 1085–1093. 128 https://doi.org/10.1007/978-3-030-23756-1_128
Wang CH (2011) A novel approach to conduct risk analysis of FMEA for PCB fabrication process. In: IEEE International conference on industrial engineering and engineering management, IEEE, Singapore, pp. 1275–1278. https://doi.org/10.1109/IEEM.2011.6118121
Fattahi R, Khalilzadeh M (2018) Risk evaluation using a novel hybrid method based on FMEA, extended MULTIMOORA, and AHP methods under fuzzy environment. Saf Sci 102:290–300
Dabbagh R, Yousefi S (2019) A hybrid decision-making approach based on FCM and MOORA for occupational health and safety risk analysis. J Saf Res 71:111–123
Gul M, Ak M, Guneri A (2019) Pythagorean fuzzy VIKOR-based approach for safety risk assessment in mine industry. J Saf Res 69:135–153
Yłlmaz N, Şenol MB (2017) İş sağlłğł ve güvenliği risk değerlendirme süreci için bulanłk çok kriterli bir model ve uygulamasł. J Faculty Eng Architecture Gazi Univ 32(1):77–87. https://doi.org/10.17341/gazimmfd.300597
Ilbahar E, Karasan A, Cebi S, Kahraman C (2018) A novel approach to risk assessment for occupational health and safety using Pythagorean fuzzy AHP & fuzzy inference system. Saf Sci 103:124–136
Jozi SA, Shoshtary TM, Zadeh ARK (2015) Environmental risk assessment of dams in construction phase using a multi-criteria decision-making (MCDM) method. Hum Ecol Risk Assess Hum Ecol Risk Assess 21(1):1–16. https://doi.org/10.1080/10807039.2013.821905
Ilangkumaran M, Karthikeyan M, Ramachandran T (2015) Risk analysis and warning rate of hot environment for foundry industry using hybrid MCDM technique. Saf Sci 72:133–143
Ouédraogo A, Groso A, Meyer T (2011) Risk analysis in research environment-part II: weighting lab criticity index using the analytic hierarchy process. Saf Sci 49(6):785–793
Shariat R, Roozbahani A, Ebrahimian A (2019) Risk analysis of urban stormwater infrastructure systems using fuzzy spatial multi-criteria decision making. Sci Total Environ 647:1468–1477
Tesfamariam S, Sadiq R (2006) Risk-based environmental decision-making using fuzzy analytic hierarchy process (F-AHP). Stochastic Environ Res Risk Assess 21(1):35–50. https://doi.org/10.1007/s00477-006-0042-9
Yan X, Wan C, Zhang D, Yang Z (2017) Safety management of waterway congestions under dynamic risk conditions-a case study of the Yangtze River. Appl Soft Comput 59:115–128
Almeida Ad, Alencar M, Garcez T, Ferreira R (2017) A systematic literature review of multicriteria and multi-objective models applied in risk management, IMA J Manag Math 28(2) 153–184
Gul M (2018) A review of occupational health and safety risk assessment approaches based on multi-criteria decision-making methods and their fuzzy versions https://doi.org/10.1080/10807039.2018.1424531
Liu H, Chen X, Duan C, Wang Y (2019) Failure mode and effect analysis using multi-criteria decision making methods: a systematic literature review. Comput Ind Eng 135:881–897
Nguyen T-L, Shu M-H, Hsu B-M (2016) Extended FMEA for Sustainable Manufacturing: An Empirical Study in the Non-Woven Fabrics Industry, Sustainability 8(9), 939. https://doi.org/10.3390/su8090939.www.mdpi.com/journal/sustainability
Erdil A, Tacgin E (2018) Potential risks and their analysis of the apparel & textile industry in Turkey: a quality-oriented sustainability approach. Fibres Textiles Eastern Euro 26(6):30–42. https://doi.org/10.5604/01.3001.0012.2526
Lingam D, Ganesh S, Ganesh K (2015) Cycle time reduction for T-shirt manufacturing in a Textile industry using lean tools. In: 2nd international conference on innovations in information, IEEE, Amsterdam, pp. 2–7
Mutlu N, Altuntas S (2019) Risk analysis for occupational safety and health in the textile industry: integration of FMEA. FTA BIFPET Methods Int J Ind Ergon 72:222–240
Beyene DT, Gebeyehu SG (2019) Application of failure mode effect analysis (FMEA) for efficient and cost-effective manufacturing: a case study at Bahir Dar textile share company. Ethiopia J Opt Ind Eng 12(1):23–29. https://doi.org/10.22094/joie.2018.556677.1533
Ozyazgan V (2014) FMEA analysis and implementation in a textile factory producing woven fabric. J Textile Apparel 24(3):298–302
Esmaeilian G, Ahmad M, Ismail N, Sulaiman S, Hamedi M (2008) Particular model for improving failure mode and effect analysis (FMEA) by using of overall equipment efficiency (OEE). In: 2008 international symposium on information technology, IEEE, Kuala Lumpur, pp. 1–9. https://ieeexplore.ieee.org/abstract/document/4631974/?casa_token=dMx2_ObNUV8AAAAA:ZmJSkkq8Duq-Yr18DkTa_8ROmInmkkeEgFs8OQYTTaZmN_B2UvvUbjAysAWKZ5YwNaukIrmhLg
Sivakumar A, Saravanan K, Navaneethakrishnan P, Sekar RR (2012) Globalisation effect of productivity and quality dimensions on capacity utilisation through multivariate confirmatory analysis. Int J Enterprise Netw Manag 5(4):355–380. https://doi.org/10.1504/IJENM.2012.052259
Efe B, Kurt M, Efe OF (2017) An integrated intuitionistic fuzzy set and mathematical programming approach for an occupational health and safety policy. Gazi Univ J Sci 30(2):73–95
Pazireh E, Sadeghi AH, Shokohyar S (2017) Analyzing the enhancement of production efficiency using FMEA through simulation-based optimization technique: A case study in apparel manufacturing. Cogent Eng 4(1):1284373. https://doi.org/10.1080/23311916.2017.1284373
Tekez EK (2018) Failure modes and effects analysis using fuzzy topsis in knitting process. Tekstil ve Konfeksiyon 28(1):21–26
Mutlu NG, Altuntas S (2019) Hazard and risk analysis for ring spinning yarn production process by integrated FTA-FMEA approach. Tekstil ve Konfeksiyon 29(3):208–218. https://doi.org/10.32710/tekstilvekonfeksiyon.482167
Fithri P, Andra D. Jovie, Wirdianto E (2020) Taufik, The use of FMEA for the Quality Control Analysis of Greige Fabrics (case study in the Weaving Department of PT. Unitex, Tbk), in: IOP Conference Series: Materials Science and Engineering, Vol. 847, Institute of Physics Publishing. https://doi.org/10.1088/1757-899X/847/1/012002
Grundmann TC, Henkel F, Gries T (2008) Fehlermöglichkeits- und Einflussanalyse (FMEA) am Beispiel des vollautomatischen thermoplastischen Tapelegeverfahrens, Technische Textilien = Textile technology 51(3), 3230–3243
Thawkar A, Tambe P, Deshpande V (2018) A reliability centred maintenance approach for assessing the impact of maintenance for availability improvement of carding machine. Int J Process Manag Benchmarking 8(3):318–339. https://doi.org/10.1504/IJPMB.2018.092891
Shafira YP, Mansur A (2018) Production quality improvement analysis of grey cambric using Six Sigma Method. In: MATEC web of conferences, Vol. 154, EDP sciences, p. 01090. https://doi.org/10.1051/matecconf/201815401090
Purnama DA, Shinta RC, Helia VN (2018) Quality improvements on creative industry by using six sigma: a study case, in: MATEC web of conferences, Vol. 154, EDP sciences https://doi.org/10.1051/matecconf/201815401088
Ghoushchi SJ, Yousefi S, Khazaeili M, An extended FMEA approach based on the Z-MOORA and fuzzy BWM for prioritization of failures. Appl Soft Comput J 81. https://doi.org/10.1016/j.asoc.2019.105505
Elsayed T (2009) Fuzzy inference system for the risk assessment of liquefied natural gas carriers during loading/offloading at terminals. Appl Ocean Res 31(3):179–185. https://www.sciencedirect.com/science/article/pii/S0141118709000716?casa_token=-Grgwbcfhn8AAAAA:o7tRFFwMhrSWHSu61crbQ4kRTW6PUDxfAJXVG6O2HlRCnIz6H6C_vsJCFI8bNBSZpYQyEPxxCA
Carre no M, Lantada N, Jaramillo N (2018) Fuzzy inference system for muti-hazard physical risk assessment in urban areas, Revista Internacional de Métodos Numéricos para Cálculo y Dise no en Ingeniería 34 (1) 1–13. https://www.scipedia.com/public/Carreno_et_al_2017a
Kim M-S, Lee E-B, Jung I-H, Alleman D (2018) Risk assessment and Mitigation model for overseas steel-plant project investment with analytic Hierarchy process-fuzzy inference system. Sustainability 10(12):4780. https://doi.org/10.3390/su10124780
Ramkumar M, Schoenherr T, Jenamani M (2016) Risk assessment of outsourcing e-procurement services: integrating SWOT analysis with a modified ANP-based fuzzy inference system. Prod Plann Control 27(14):1171–1190. https://doi.org/10.1080/09537287.2016.1190877
Elsayed T, Leheta H, Belhaj I (2011) Fuzzy inference system for fire and explosion risk assessment of floating storage and offloading vessels. Proc Ins Mech Eng Part M 225(2):171–180. https://doi.org/10.1177/1475090211400681
Azimi SR, Nikraz H, Yazdani-Chamzini A (2018) Landslide risk assessment by using a new combination model based on a fuzzy inference system method. KSCE J Civ Eng 22(11):4263–4271. https://doi.org/10.1007/s12205-018-0041-7
Tsai T, Yeh J (2015) Identification and risk assessment of soldering failure sources using a hybrid failure mode and effect analysis model and a fuzzy inference system. Jo Intell Fuzzy Syst 28(6):2771–2784
Jamshidi A, Yazdani-Chamzini A, Yakhchali S, Khaleghi S (2013) Developing a new fuzzy inference system for pipeline risk assessment. J Loss Prev Process Ind 26(1):197–208
Rezaee M. Jahangoshai, Yousefi S, Eshkevari M, Valipour M, Saberi M (2020) Risk analysis of health, safety and environment in chemical industry integrating linguistic FMEA, fuzzy inference system and fuzzy DEA, Stochastic Environ Res Risk Assess 34 (1), 201–218. https://doi.org/10.1007/s00477-019-01754-3
Zadeh LA (1965) Fuzzy sets. Inform Control 8(3):338–353. https://doi.org/10.1016/S0019-9958(65)90241-X
Atanassov K (1986) Intuitionistic fuzzy sets. Fuzzy Sets Syst 20(1):87–98
Smarandache F (1999) A unifying field in logics. neutrosophy: Neutrosophic probability, set and logic, American Research Press, Rehoboth
Torra V (2010) Hesitant fuzzy sets. Int J Intell Syst 25(6):529–539. https://doi.org/10.1002/int.20418
Yager RR (2016) Properties and applications of Pythagorean fuzzy sets, Stud Fuzziness Soft Comput 332 119–136. https://doi.org/10.1007/978-3-319-26302-1_9
Gündoğdu FK, Kahraman C (2019) Spherical fuzzy sets and spherical fuzzy TOPSIS method. J Intell Fuzzy Syst 36(1):337–352
Saaty TL (1990) An exposition of the AHP in reply to the paper “remarks on the analytic hierarchy process”. Manag Sci 36(3):259–268. https://doi.org/10.1287/mnsc.36.3.259
Buckley J (1984) The multiple judge, multiple criteria ranking problem: a fuzzy set approach. Fuzzy Sets Syst 13(1):25–37
Hsieh T, Lu S, Tzeng G (2004) Fuzzy MCDM approach for planning and design tenders selection in public office buildings. Int J Project Manag 22(7):573–584
Tzeng G, Huang J (1981) Multiple attribute decision making: methods and applications, Springer-Verlag. New-York. https://doi.org/10.1007/978-3-642-48318-9
Chen C (2000) Extensions of the TOPSIS for group decision-making under fuzzy environment. Fuzzy Sets Syst 114(1):1–9
Mamdani EH, Assilian S (1975) An experiment in linguistic synthesis with a fuzzy logic controller. Int J Man-Mach Stud 7(1):1–13. https://doi.org/10.1016/S0020-7373(75)80002-2
Takagi T, Sugeno M (1985) Fuzzy identification of systems and its application to modeling and control. IEEE Trans Syst Man Cybernet 1:116–132. https://doi.org/10.1109/TSMC.1985.6313399
Guillaume S (2001) Designing fuzzy inference systems from data: an interpretability-oriented review. IEEE Trans Fuzzy Syst 9(3):426–443. https://doi.org/10.1109/91.928739
Zeng J, An M, Smith NJ (2007) Application of a fuzzy based decision making methodology to construction project risk assessment, International Journal of Project Management 25(6) 589–600. https://doi.org/10.1016/J.IJPROMAN.2007.02.006.https://www.sciencedirect.com/science/article/pii/S026378630700049X
Onder E, Berkalp O, Akkaya S (2020) Dokuma Teknolojisi http://www.tekstil.itu.edu.tr/ berkalpo/
Textile - Production of fabric | Britannica. https://www.britannica.com/topic/textile/Production-of-fabric
Yucel O (2007) Failure Mode And Effect Analysis In Clothing Production. Tekstil ve Konfeksiyon 17(2):126–131
Dedimas T, Gebeyehu SG (2019) Application of failure mode effect analysis (FMEA) for efficient and cost-effective manufacturing: A case study at Bahir Dar textile share company, Ethiopia. J Opt Ind Eng 12(1):23–29. https://doi.org/10.22094/joie.2018.556677.1533.http://www.qjie.ir/article_543742.html
Oztekin M (2014) Denim kumas uzerindeki hatalar https://www.slideshare.net/minemithat/denim-kuma-zerindeki-hatalar
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Karasan, A., Erdogan, M. Creating proactive behavior for the risk assessment by considering expert evaluation: a case of textile manufacturing plant. Complex Intell. Syst. 7, 941–959 (2021). https://doi.org/10.1007/s40747-020-00246-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40747-020-00246-0