
Abstract
Application of lightweight material like aluminum alloy is increasing its importance in various industries due to effective reduction of structure weight and sequential advantages like reduction of greenhouse gas emission and carbon footprint. However, deflection of aluminum thin-walled blank during production by machining is a challenge that merits further studies. Burnishing as a non-metal removal finish-machining process is usually used as a final treatment in the production chain of samples. However, in burnishing of thin-walled structure, machining-induced residual stress causes dimensional and geometrical distortion followed by problems in manufacturing accuracy and mismatch in assembly. Therefore, to minimize the consequence of the abovementioned errors, the source of the distortion should be identified and minimized during machining since usually no further operation is placed in the production chain after burnishing. To effectively tackle this challenge, in the present study an analytical model is developed to find how the burnishing process factors i.e. pass number and static force together with initial blank size impact the distortion of thin-walled 6061-T6 plates. The curvatures which were derived from analytical model were compared to those of burnished samples measured by coordinate measuring machine. It was found from the results that the burnishing pass number because of its impact on work hardening and regeneration of stress together with blank size play crucial role on determining the sample’s distortion. It was obtained that with 2 pass burnishing results in minimizing the distortion of material. Moreover, the blank’s length to width ratio due to its impact on material stiffness in corresponding direction significantly impacts the deformation after unclamping. The results which were derived from analytical model were compatible well with experimental values in term of final distribution of residual stress and maximum height of distorted parts.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Greenhouse gas (GHG) reduction is a hot challenge that the automative industry is dealing with that need careful consideration during entire production, lifecycle and recycling of the manufactured parts that leads to the overall reduction of all emissions and the carbon footprint is pursued [1]. Owing to the foresaid challenge, aluminum as lightweight material is finding its importance application to respond to foresaid requisite. It was reported that application of aluminum in body in white (BIW) of a vehicle potentially decreases to 26% of total weight, which greatly impacts the overall GHG emissions [2]. However, application of thin-walled monolithic aluminum in vehicle’s body has its own problem due to deflection of material as result of production process’ residual stress specifically in thermal or thermomechanical-based deformation process such as additive manufacturing, welding or machining [3, 4]. The deflection may lead to problems in assembly [5] and subsequently causes failure while the mechanical system in under dynamic load [6].
Burnishing is a type of non-metal removal machining process that is used for the purpose of surface smoothening and surface mechanical properties enhancement [7, 8] of bulk and sheet materials. The process is located as the final operation usually after machining [9], also after some thin-walled material processing like welding [10]. In the case of green technologies, the burnishing can be used as final treatment following additive manufacturing aiming at remanufacturing of metal components [11].
Apart from challenges in machining of aluminum alloy regarding tool wear and sustainability [12], deflection is counted as another crucial factor that is counted as a major issue in machining of thin-walled structure made of this material. This geometrical distortion is a function of redistribution of residual stress that affects production accuracy. Such distortions result in rejection of the parts and demands to further operations that increases production cost. Moreover, the mismatch in assembly and subsequent catastrophic occurrences is another consequence of this geometrical deviation that impacts many industries specifically aerospace manufacturing sector [13].
Dong and Ke [14] reported that distortion of thin-walled aerospace part can be attributed to initial residual stress of the blank before machining and redistribution of residual stress after machining. The theory attracted lots of attention to tackle this problem through development of predictive models and experimental work which address minimizing residual stress redistribution and parts’ deformation after machining.
Research based on experimental studies has been carried out to identify the main source of distortion and to minimize it. Li et al. [15] demonstrated that the magnitude of distortion is significantly influenced by magnitude and distribution of residual stress. Therefore, to minimize this distortion the residual stress distribution needs to be adjusted. They reported in a review article that pre-stressed conditions made by mechanical, thermal, and thermo-mechanical stresses can be applied before processing of material to decrease residual-stress induced deflection during machining. Cerruti et al. [16] reported that adjusting the process plan considering the initial residual stress prior to each operation has great impact on minimizing the distortion. Wu et al. [17] reported that by changing a machining strategy through as shift from conventional milling to a quasi-symmetric milling, the machining precision can be improved through reduction of distortion from 0.324mm to 0.0589mm.
Masoudi et al. [18] stated that force and temperature have different impacts on the state of residual stress in machining while former results in compressive residual stress and latter deduces tensile one. Therefore, to minimize the impact of residual stress on part’s distortion, parameters should be selected to balance the tensile and compressive residual stresses. Post-processing like stress relief annealing was proposed by Husson et al. [19] and Rafey Khan et al. [20] that has impact on reduction of residual stress of the aluminum-based structures.
By development of concept of smart technology in machining process, application of digital twin in machining processes use of different methods comprising analytical tools, finite element and machine learning are increasing their importance in optimizing the machining process toward productivity, quality and accuracy enhancement [21, 22]. In this context, simulation by finite element method (FEM) is the most used approach to identify the mechanism of part’s distortion after machining. In this context, Izamshah et al. [23] used combination of FEM and statistical analysis to analyze the distortion of thin-walled Ti6Al4V in a side milling process. Jiang et al. [24] developed a statistical model of residual stress by correlation to milling process factors and then used it to predict the deformation of aluminum alloy by finite element method. Li et al. [25], showed by FEM that depth of cut plays key role in determining machining residual stress and corresponding distortion. Guo et al. [26] set up FE code to address distortion of multi-frame thin-walled structure during milling. They showed that the initial residual stress in material plays a dominant role in final distortion. Liu et al. [27] showed that the deformation due to machining induced residual stress became stable after 50% of material removal process. In FEM research carried out by Huang et al. [28], it was found that the initial residual stress of blank is more dominant than machining induced residual stress on distortion of monolithic components with ratio of 9 to 1. Tang et al. [29] developed a numerical simulation model based on finite element analysis to address distortion of material during machining. They found that there are four factors that interact in geometrical deviation during machining which are initial residual stress, cutting forces, machining residual stress, clamping force.
The research based on the experimental approaches which were devoted for analyzing the distortion is full of uncertainties that makes process development challenging. It consumes lots of resources and time; also, the obtained results of one material cannot be extended to the others. Moreover, prediction of distortion based on classical finite element simulation is computationally expensive and time demanding. Moreover, in most existing FEM-based research, the machining process and corresponding deformation and stresses were calculated precisely. However, development of a quantitative correlation between the machining-induced residual stress and deformation is difficult to obtain and needs further work.
Through using analytical models which are validated by experiments, the underlying mechanism of distortion and residual stress distribution can be effectively understood. Moreover, the controlling and optimization of distortion can be easily accessed as it is independent of conducting experiments and implementation time in contrast to experimental and FEM approaches. However, there is limited research in this context. Gao et al. [30, 31] developed analytical and semi-analytical models to correlate the induced deflection to residual stress distribution of material including initial residual stress of blank. From their model, they identified that symmetrical machining results in zero deflection. Also, they found that the positioning of clamping system can also determine the redistribution of residual stress and final distortion. Similarly, Wang et al. [32] used an analytical model to show that the blank deflection is caused by redistribution of initial residual stress after layer by layer cutting.
In all the above-mentioned works, the deflection of metal removal process on thin-walled structure’s distortion was modeled and analyzed. Moreover, in the predictive modeling of distortion by analytical approach, it was analyzed by redistribution of inherent residual stress of material after removing the layer by distribution of residual stress. Up to now, there is no research which addresses the deflection of thin-walled parts in non-metal removal processes like burnishing. Therefore, generation residual stress in multi-pass burnishing and corresponding distribution and distortion merits further investigation. In the previous work carried out by author [26], residual stress of burnishing process and strip deflection was modeled by analytical approach; however, the model lacks to provide influence of multi-pass burnishing on residual stress. In addition, in the work carried out before, 2D deformation was considered since the material length to width ratio was high (in shape of square) and the deformation in width direction wasn’t significant enough. Accordingly, the novelty of present work can be listed as follows:
Compared to reviewed literatures which used analytical model to study the distortion of thin-walled part in metal removal machining, the following novelty can be counted:
-
Development of distortion of thin-walled part model induced by residual stress in a non-metal removal process.
-
Development of residual stress model itself which wasn’t considered in previous works.
Also, the novelties of this work compared to our previous work [33] are:
-
A new model of residual stress based on rolling contact loading and incremental plasticity relaxation.
-
Incorporating the influence of pass numbers and corresponding material hardening in the model.
-
Incorporating 3D deformation of material caused by residual stress induced bending in different directions.
2 Predictive Modeling
To model the deflection of thin-walled structure by an analytical framework firstly the residual stress that includes the effects of force, pass number and scanning direction (that corresponds to material anisotropy) needs be modeled. Then the distortion is modeled by theory of plates and shells. Before going through mathematical modeling, the following assumptions are taken into consideration to simplify the mathematical model.
-
The material is isotropic and scan direction doesn’t impact distribution of residual stress.
-
Deformation is because of small strains applied at the surface layers.
-
During uncoupling, the clamping force doesn’t impact the deformation and redistribution of residual stress.
2.1 Modeling of Residual Stress
Modeling of residual stress of the material in burnishing process includes interaction between the elastic stress and plastic stress followed by stress relaxation. To do so, firstly the elastic stress should be modeled. Based on the contact mechanics of roller and a semi-infinite half space, the localized elastic stress can be calculated by integration of Boussineq solution [34].
where σ and τ are normal and shear stress components at the point P(x,z), respectively; p(s) and q(s) are the normal and tangential pressure distribution as results of contact, respectively; and a is the radius of contact. According to the Hertz contact theory [35], the pressure distribution of a sphere and elastic half space can be obtained using following equation:
where Fs is the applied static force, E1 and E2 are the modulus of elasticity of roller and blank, respectively; ϑ1 and ϑ2 are Poisson ratios; and R is the roller radius. The term μ in the Eq. 2 denotes the friction coefficient that is set to 0.1 based on the compatibility of measured and predicted values of burnishing force in contact of tungsten carbide ball and aluminum 6061-T6 in previous work of author [36]. In that work different friction coefficients were analyzed in mathematic model of force and the one results in minimum prediction error was chosen as the friction coefficient between in rolling contact of tungsten carbide and aluminum 6061-T6.
The other component of stress (σyy) and corresponding elastic strain based on the Hook’s law concerning the plain strain condition can be obtained using following Equation:
Once the material comes in plastic loading, Eqs. 1–6 are no longer valid for calculation of plastic stresses and strains. In this regard, SJ algorithm using theory of incremental plasticity is utilized [37]. According to this theory, all the surface and subsurface layers experience similar stress history when the ball rolls over the surface. In other words, at the commence of rolling, the equivalent stress of the point P (as shown in Fig. 1) is in elastic state. Then when the distance between the rolling ball and the point of interest decreases, the stress at this point increases and after a threshold value, the plastic deformation occurs. Moreover, by increasing the distance, unloading from the point of interest occurs that leads this point again in elastic state. To judge whether the loading is elastic or plastic the yield function is defined as follows:
where Sij is deviatoric stress, αij is back stress and σ0 is the material yield strength.

Rolling of the ball over the surface and the state of loading at different points on surface and subsurface layers
Accordingly, based on the SJ algorithm, for each node (as shown in Fig. 1), the elastic stress of the material is calculated and the yield function g is judged; if the g < 0, the material is in elastic loading the stresses can be computed using the Eq. 1; otherwise, for the nodes where g > 0, the material undergoes plastic deformation that is governed by incremental plasticity [31]:
where dεijp denotes plastic strain increment, nij is unit component, < > is Macaulay bracket and H denotes the isotropic hardening modulus; and dαij denotes the back-stress increment.
According to the SJ algorithm, the machining stress follows an elastic–plastic process; accordingly, the strain increment in rolling direction εxx and perpendicular εyy are derived using a hybrid algorithm through solving system of three equations and three unknowns [38].
where Ψ is a blending function Ψ = 1-exp(-3H/2G), and G is shear modulus of material.
Based on the plain strain assumption, some components of strains and stresses should be zero after burnishing to meet the boundary condition. Accordingly,
By identifying the zero components of residual stress, the non-zero components should be incrementally relaxed with the increment of dσ and dε to meet the boundary conditions as expressed in Eq. 12.
where M is the number of unloading iteration that is set to 500 in the present study.
In the relaxation process, there are also elastic and elastic–plastic unloading stages. If the relaxation process is in elastic stage, the stress increment dσxxr and dσyyr which should be reduced from the σxxr and σyyr are calculated using following equations:
However, based on the judgment of yield function, during unloading, whenever g > 0, the stress relaxation is an elastic–plastic process and increment of reduction of stress from σxxr and σyyr are obtained using following equations:
where
By reducing the M steps of incremental relaxation, in-plane residual stress in rolling direction and perpendicular to rolling direction are obtained while the thin-walled structure material is clamped.
2.2 Incorporating the Effect of Pass Number
During the burnishing process, usually material properties are enhanced following multi-pass treatment. The material undergoes further pass, has been work hardened in previous pass. Also, the residual stress of previous pass are known as inherent stress that exists in material before starting the next pass. Both work hardening and inherent residual stress impact the final residual stress distribution of material. Due to the work hardening effect, the flow stress of material is no longer same as that before processing. Thus, it impacts the yield function and judgment of elastic and plastic loading regime. Moreover, the existing residual stress in the material which is generated by previous pass should be considered as initial stress while calculation of residual stress from Eqs. 1 to 6. Therefore, to calculate the residual stress two modifications should be taken into consideration. One is defining new yield stress following work hardening of material after previous pass, and the second is to include the magnitude residual stress of material at previous pass s initial stress during calculation loading stresses in next pass.
To define new flow stress, the work hardening power law model is utilized as following equation:
where K is the material hardening strength and n is the work hardening exponent. Also, ε is the equivalent plastic strain considering plane strain condition, the terms εyy = γxy = γyz = 0 can be calculated using von-misses criterion.
The term εxx and εzz contain elastic and plastic strain. Accordingly, before yielding, the strain in rolling direction (x direction) is obtained using Hook’s law in Eq. 6, and after yielding, the incremental strains are calculated by Eq. 10.
The Eq. 17, is used in Eq. 7 as a new yield function for judgment the state of plastic deformation. Moreover, the residual stress of previous pass is summed with new stress calculation during loading, and unloading process and the updated values of residual stress at next pass can be obtained.
where σ(m + 1) is the total value of stress and pass m + 1, σr(m) is the residual stress of pass m, and σind(m + 1) is the induced stress of pass m + 1. After calculation of stress values, the procedures for calculation of elastic and plastic loading, stress relaxation and unloading is same as what described in Sect. 2.1.
2.3 Calculation of Curvature and Redistributed Residual Stress
The residual stress values of thin-walled structures which are measured by experimental method in measurement laboratories are different from one proposed in Eqs. 1–15. This is due to redistribution of residual stress after unclamping that causes a significant change on magnitude and distribution of residua stress. This redistribution occurs because of existing benign force and tensile force during clamping. However, after unclamping and removing these loads, the residual stress is redistributed to meet the equilibrium condition. It also causes the deformation of thin-walled structure. In this section, the this deformation and the distributed residual stress are calculated.
Based on the theory of plates and shells, when unform bending momentums are applied on four edges of a fixed plate as shown in Fig. 2, the curvature of the deformation in x and y directions are obtained using second-order partial derivative of deflection function w(x,y) [39]:

A schematic diagram of plate subjected to bending momentum
According to the Hook’s law and equilibrium of momentum, it can be written:
where Π is the stiffness of plate in bending:
Considering the deflection of center of the plate equals to zero as boundary condition, the deflection function is derived:
The Mx and My can be obtained using the equilibrium momentum of the residual stresses existing in the material (before unclamping) as follows:
where w, l and t are respectively width, length, and thickness of plate. Accordingly, the stress as result of bending momentum can be obtained as follows:
After identifying the stress due to bending momentum, final values of residual stress that is remains inside the thin-walled structure and can be measured by laboratory equipment is:
3 Experimental Work
3.1 Materials and Setup
Aluminum-magnesium-Silicium alloys have wide applications in light-weight industries due to their high strength to weight ratio and sound formability [40, 41]. The foresaid characteristics made application of aluminum 6061-T6 widespread in different industries [42, 43]. In the current work, a series of ball burnishing experiments were carried out on aluminum 606-T6 thin-walled plates with dimension of 100mm in length, 100mm in width and 2mm thickness. The samples before burnishing were subjected to stress relief annealing to be stress-free before burnishing process. Accordingly, they were first annealed up to a temperature of 415°C for four hours. They were cooled down with a cooling rate of 30°C per hour until temperature of 260°C. Then they were left in furnace to be cooled down until room temperature. The mechanical properties of the material, including the ones needed has been provided in Table 1.
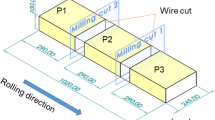
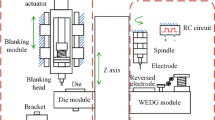
Burnishing process was carried out on the samples using a CNC milling machine following zig-zag path. During the burnishing process, samples were mounted on force measurement unit KISTLER 92257B and then the static force was provided through indentation of the burnishing ball into the materials surface. Once the required amount of work is achieved, the process begins following the foresaid path. Figure 3 illustrates the burnishing setup including tool, sample as well as force measurement unit. The burnishing process has been carried out with different pass numbers 1, 2 and 3and process. For multi-pass burnishing process, the burnishing direction of next pass is perpendicular to previous direction to avoid formation of surface defects such as flaking, peeling, and scratching [33] as schematically shown in Fig. 3b. The burnishing ball is a 6mm tungsten carbide ball which sits on a hemispherical seat that can rotate by lubrication between the ball surface and the seat.

a Burnishing setup for processing of thin-walled material including tool, clamping unit, force measuring equipment and workpiece b burnishing directions for single, double and triple passes
3.2 Measurement
The key performance indicators which were measured by experimental instruments are residual stress and material deformation. The former was measured using X-ray diffraction method. Accordingly, a circular area with size of 3cm2 was subjected to x-ray analysis. sin2ψ = 0.1 was utilized to scan the diffraction in 13 angles between -45° to 45°providing enough amount of data for developing the regression function. To measure the diffraction, StressTech XRD machine with chromium tube was utilized and the diffraction plane {111} was observed at 2θ angle of 139.6°. To measure the residual stress through the depth of the thin walled, the samples were subjected to electrochemical polishing using a solution of 96% acetic acid and 4% perchloric acid. The electropolishing was carried out using Struer ECM machine while the machining time for removing the 100 μm of material was set to 10 min based on trial and error. Moreover, during the electrochemical polishing, the process voltage was kept constant at 50 V. To measure the residual stress through whole thickness of the sample (not only surface layers), corresponding samples were subjected to XRD testing and electrochemical polishing up to half of the thickness starting from upper surface (the surface of sample was subjected to burnishing); the then the residual stress of remaining thickness was measured on other samples with same burnishing parameters from bottom surface (the surface which was note subjected to burnishing) to the half of the thickness). Then the residual stress profile in whole thickness was obtained by merging of two measurements.
The deformation of samples was measured using the coordinate measuring machine (CMM). Accordingly, the burnishing field was meshed with the longitudinal and lateral incremental distance of 1 mm and the coordinate of each point was recorded using a touch probe. Then, the 3D and 2D profile of the surface have been plotted using the clouds of point which were measured by CMM.
3.3 Experimental plan
The experiment in the present work has been mainly carried out to confirm the experimental results which were derived by analytical model. According to the preliminary experiments and the model which were derived in Sect. 2, the main practical and adjustable parameters affecting the residual stress and deflection are identified as force, pass number and size of the sheet material (i.e. ratio of length to width l/w). Therefore, number of 9 burnishing experiments, based on the L9 Taguchi design under three pass numbers (1, 2 and 3), three levels of burnishing force (200, 400 and 600N) and three ratios of length to width (1/3, 2/3 and 1) were conducted and the residual stress and deformation of thin walled were measured. Among the parameters, the first two parameters have the main impact on residual stress distribution while the third one has the least effect. On the other hand, all the three parameters are significant in term of distortion of thin-walled blank. The experiments were carried out using the full factorial experimental design with a number of three replications for each experiment. It is noted that during the process, step over and scan velocity were kept constant at 0.1 mm and 2000 mm/min, respectively. Table 2 summarizes the experimental design.
4 Results and Discussion
4.1 Confirmation of Results
In this section to confirm the accuracy of developed analytical model, the residual stress distribution and geometrical distortion which were obtained from developed mathematical model are compared with the experiments. To avoid citing excessive figures showing the residual stress distribution, its main characteristics which are residual stress at the surface (σSurf), maximum magnitude of residual stress (σMax), the depth where the residual stress reaches to a maximum value (Zmax) and the depth where compressive residual stress reaches to zero (Z0) (as shown in Fig. 4a) which were calculated by the developed model have been compared with those measured through experiments. Also, the maximum height of the blank after unclamping are measured and compared with the values of derived from the developed model to confirm the compatibility of measured and predicted values.

a A schematic diagram of residual stress distribution and main characteristics, and comparison of measured and predicted values of b surface residual stress c maximum residual stress
Figure 4a, b illustrate the comparison between the measured and predicted values of σSurf and σMax, respectively. According to the Fig. 4b, the values of σSurf which were calculated from the analytical model are compatible well with the values measured by experiments. Based on the comparison, it is seen that mean prediction error for σSurf is 10.31% that varies between the 1.62 and 19.55%. Also, the mean prediction error for σMax (that is shown in Fig. 4c) is 10.47% which varies within the range of 6.66–16.47%. The obtained error values are within the acceptable range required for prediction of residual stress in machining processes [28, 29]. On the other hand, comparison between the measured and predicted values of Zmax and Z0 have been shown in Fig. 5. According to the figure, it is evident that the predicted values of Zmax and Z0 are in reasonable agreement with measured values. The average prediction error in modeling of Zmax is 14.28% while the range varies from 10.2% to 21.4%. Moreover, the prediction error in modeling of Z0 varies between 8.6 and 27.1% with average prediction error of 18.2%.

Comparison of measured and predicted values of a Zmax b Z0
Figure 6 shows the comparison of the results of maximum deformation height obtained from experiments and those calculated by analytical model. According to the figure, it is seen that the experimental and numerical results are consistent well where the mean average error for prediction of deflection is 12.7% and the range of error is within 7.5% to 17.2%.

Comparison of measured and predicted values of maximum deflection height
In all the comparison results presented through Figs. 4, 5 and 6, it is seen that not only the predicted and measured values are compatible well, but the trend of variations of residual stress values, the corresponding depths and the deflection with respect to the sampling number are completely matched. However, the source of errors that may lead to difference between the measured and predicted values can be neglecting clamping force that may result in a tensile force in lateral direction and affect the redistributed residual stress and deflection.
According to the presented results, it is seen the developed analytical models can accurately predict the residual stress and thin-walled deformation’s height with acceptable prediction error. Therefore, it can be used for underlying the physical meaning of residual stress redistribution and corresponding deflection under different process factors.
4.2 Effect of Process Parameters
Size of the blank, burnishing force and pass number were identified as most important parameters in terms of deflection of thin-walled structures when they are removed from clamping unit. Therefore, by developing the theoretical model, the influence of these factors on deflection and redistribution of residual stress can be determined. In order to study the impact of process parameters on material deformation, interactions of each force and blank size as well as force and pass number on deformation height and shape are studied and results are justified by distribution and redistribution of residual stress.
4.2.1 Force and Blank Size
Figure 7 illustrates the interaction of force and blank size on variation of maximum deflection height. In order to obtain the graph, the pass number was kept constant on 2. According to the figure, it is seen that irrespective to the values of burnishing force, increasing of blank length to width ratio results in further deformation. According to the Eq. 22, the total blank deflection is summation of deformation in longitudinal and lateral direction. Once, the length of the blank is smaller than the width, the stiffness of material in longitudinal direction is more that prevents the material to be deformed. Therefore, the deflection of material in longitudinal direction compared to lateral direction is insignificant as shown in Fig. 8a. According to this figure, the deformation of material in this direction is only due to deflection in y direction. Once the length to width ratio increases for two time i.e. from 1/3 to 2/3, due to reduction of stiffness of the blank in longitudinal direction, the deformation in this direction increases and leads to increase in total value of deformation. Also, as it is seen in Fig. 8b, the deformation in lateral direction is still more than that of longitudinal direction. Furthermore, when the blank’s length to width ratio reaches to 1, it is seen that the deformation reaches to its maximum value where deflection in both longitudinal and lateral directions are equal. The Fig. 8c shows the blank shape and corresponding deformation of material when the initial material is in shape of square with equal length and width. It can be also inferred from the Fig. 8 that by increasing the length to width ratio, deformation in longitudinal direction (hx) increases while in lateral direction (hy) decreases and they reach to a balanced values when the shape of initial blank reaches from rectangle to square.

Interaction of blank initial size and burnishing force on the maximum deformation height

3D deformation of thin-walled blank after unclamping together with corresponding 2D longitudinal and transverse deformation in x and y directions respectively a l/w = 1/3 b l/w = 2/3 c l/w = 1
Figure 7 also shows that irrespective of the length to width ratio, by increasing the burnishing static force, the material’s distortion increases. Based on the 3D and 2D deformation graphs provided in Fig. 9, it is seen that by increasing the static force, the deformation height in both longitudinal and transverse directions increase. However, since the deformation profile obtained for the l/w = 2/3, the deflection of thin-walled blank in y direction is more dominant than that of x direction. Increase of deformation by burnishing static force is attributed to amount of residual stress that is generated in the material before unclamping and the redistribution of this stress after clamping. To capture this effect, the distribution of residual stress before and after unclamping have been provided in Fig. 10a, b, respectively. According to Fig. 10a, by increasing the static force the magnitude of the surface residual stress distribution before unclamping isn’t significantly changed because of interaction between the elastic and plastic stresses at the zero depth. However, the change in maximum magnitude of residual stress seems more significant. Moreover, increasing the static force results in distribution of compressive residual stress to deeper surface layers. In other words, static force has dominant effect on ZMax and Z0 than σSurf and σMax. Accordingly, it is seen that the area under the residual stress-depth curve increases by increasing the static force. The area corresponds to the bending momentum and subsequent released stress due to bending. Accordingly, the further values of area that is obtained either at higher compressive residual stress magnitude, or distribution depth result in increasing the bending momentum as shown in Fig. 10c and amount of released bending stress. Accordingly, by increasing the amount of released stress due to bending, the final values of residual stress which are redistributed after unclamping decreases (as shown in Fig. 10b).

3D deformation of thin-walled blank after unclamping under different static force a 200N b 400N c 600N together with corresponding 2D d longitudinal deformation in x direction under different force and e transverse deformation in y directions under different force (l/w = 2/3 and pass number = 2)

Variation of a residual stress before unclamping with static force b residual stress after unclamping with static force (c) bending momentum in longitudinal and transverse direction with force and l/w ratios
Figure 10c demonstrates the variation of bending momentum by static force. It is seen that by increasing the static force the bending momentum increases in both transverse and longitudinal direction that is mainly caused by distribution of compressive residual stress at further depth. Subsequently, by increasing the bending momentum, the deflection of material in both x and y direction also increases. However, it is seen that the bending momentum also depends on the corresponding size where increasing the l/w ratio (under variable length and constant width) results in increasing the bending momentum of relative direction.
4.2.2 Force and Pass Number
Figure 11 illustrates the interaction of pass number and burnishing static force on maximum height of deformation. To analyze this effect, the l/w of the thin-walled blank was kept constant on 0.66. It is seen from the figure that by increasing the static force the deformation height increases which were discussed in previous step. On the other hand, it is seen that irrespective to the value of burnishing static force, by increasing the pass number from 1 to 2, the deformation height firstly decreases by the average amount of 16%; however, when the pass number increases and reaches to 3, it dramatically increases with average value of 28.3%. The trend is also visible in the 3D and 2D deformation profiles of the thin-walled blank shown in Fig. 12. In order to study the effect of pass number on the deformation of thin-walled blank, the residual stress distribution before and after unclamping and induced bending momentum should be analyzed.

Interaction of pass number and burnishing force on the maximum deformation height

3D deformation of thin-walled blank after unclamping under different pass number a 1 b 2 c 3, together with corresponding 2D d longitudinal deformation in x direction under different force, and (e) transverse deformation in y directions under different pass number (l/w = 2/3 and F = 400N)
Figure 13a demonstrates the variation of residual stress distributed in thin-walled blank before unclamping. It is seen from the figure that by increasing the pass number from 1 to 2 and 3, the σSurf doesn’t change significantly, that is about 5% by increasing pass number from 1 to 2 and from 2 to 3. However, pass number has more dominant effect on σMax whereby increasing the pass number from 1 to 2 and 3, the σMax increases from -419 MPa to -464 MPa and -507 MPa, with percentages of improvement are 10.7% and 9.3%, respectively. Other factors that should be taken into account while analyzing the effect of pass number on residual stress distribution are ZMax and Z0. According to the Fig. 13a, it is seen that by increasing the pass number from 1 to 2 and 3, the Zmax doesn’t significantly change; however, the Z0 firstly decreases about 40% when the pass number reaches to 2; also, by further increase of pass number, the Z0 increases about 40%. The increase in magnitude of compressive residual stress by increasing the pass number can be attributed to the amount of residual stress that is already existed in material and contributes to the new loading and regeneration of new residual stress profile. However, the reduction of the Z0 by further pass can be attributed to work hardening of material specifically in second pass that prevents material to be plastically deformed.

Variation of a residual stress distribution before unclamping b bending momentum in different directions c residual stress distribution after unclamping (l/w = 2/3 and F = 400N)
However, in order to study the deflection of material as results of redistribution of residual stress after unclamping, the area under residual stress-depth curve shown in Fig. 13a should be taken into account. According to the figure, it is seen that the area firstly decreases by increasing the pass number from 1 and 2 due to dramatic reduction of Z0. However, it is seen that by increasing the pass number from 2 to 3, the area under residual stress-depth curve significantly increases thanks to bigger magnitude of compressive residual stress. The corresponding bending momentum that is driven by variation of area has been shown in Fig. 13b. It is seen from the figure that by increasing the pass number from 1 to 2, the bending momentums in both longitudinal and transverse directions firstly decreases about 18% and then by further increase of pass number and reaching to 3, the bending momentum increases about 34%. Accordingly, the trend of variation of this bending momentum determines the variation of thin-walled blank deflection which shown in Figs. 11 and 12.
The corresponding tensile bending stress that is released from residual stress distribution before unclamping leads to redistribution of residual stress profile as shown in Fig. 13c. according to the figure, it is seen that the biggest magnitude of residual stress corresponds to the sample processed by 2 pass. It is due to the fact that the bending stress (after unclamping) that was released from the residual stress profile (before unclamping) is lower than the samples processed by pass umber 2 and 3. In this way, the compressive residual stress of the sample processed by 2 pass isn’t redistributed as big as the ones processed by one and three pass burnishing that leads to storing the compressive residual stress in material after unclamping.
4.3 Optimum setting
In manufacturing thin-walled structure, the material deflection results in problem in the assembly that needs to be eliminated or minimized in the production process. The problem can be more crucial when burnishing of thin-walled blank since it is usually used as a finishing process in machining chain of the material. On the other hand, exerting compressive residual stress is one main goal of the burnishing process that needs to be taken into account during designing of the process. Therefore, it can be stated that in manufacturing of thin-walled blank with burnishing process the goals are simultaneous maximization of compressive residual stress as well as minimization of material deflection after unclamping. Based on the parametric study discussed in Sect. 4.2, it was found that the static force of 200N, and Pass number of 2 can lead to achieving minimum material deformation as well as maximum compressive residual stress of the material. This setting has been applied for all the three configurations of blank length to width ratio. The results have been shown in Fig. 14a–c where the maximum deflection height for length to width ratio of 1/3, 2/3 and 1 are 226μm, 240μm, and 350μm, respectively. Also, the residual stress distribution of the material before and after unclamping have been provided in Fig. 14d. According to the figure, it is seen that nevertheless, the blank size affect the deformation profile, but it does change distribution of residual stress before and after unclamping. To confirm the results, burnishing experiments with 200N force and 2 pass number have been conducted on thin wall blank with different length to width ratio and the results have been provided in Fig. 15a. According to the figure, it is seen that nevertheless, close agreement exists between the optimal values of maximum deformation height which were calculated by analytical model with those measured by experiments. Figure 15b also demonstrates the comparison of measured and predicted residual stress profile for the samples processed by 200N force and 2 pass burnishing under different length to width ratio. It is seen from the figure that the measured residual stress profile for the samples with different length to width ratio are close tom each other confirming that this parameter doesn’t have significant effect on variation of residual stress profile.

Variation of thin-walled blank deformation and residual stress under optimum setting of 200N static force and 2 pass number a deformation of blank with l/w = 1/3 b deformation of blank with l/w = 2/3 c deformation of blank with l/w = 1 d residual stress profile before and after unclamping

Comparison between the measured and predicted values of a maximum deformation height b residual stress distribution under different length to width ratios for optimum setting of F = 200N and 2 pass number
As a summary, in the present work a validated model for prediction of deformation of thin-walled blank in a non-metal removal machining process was developed and correlated it to process factors and the initial size of the blank. Up to now, most of the research focused on the metal removal process, and they consider an initial residual stress inside the material as a main reason of geometric tolerances. Moreover, they assumed that the machining-induced residual stress doesn’t have significant effect of deformation profile. However, the present work took lead to analyze the deflection of material induced by machining residual stress. In addition, a new residual stress model including redistribution of stress via burnishing pass has been developed considering work hardening of material. However, the model also has certain limitations that need to be studied and open windows for further research. It is based on the hypothesis of neglecting blank holder force effect and sheet material anisotropy. Also, multi-directional bending was assumed as main mechanism of deformation that other deflection such as torsion can be influential on geometrical intolerances. Moreover, the interaction of burnishing directions and sheet material anisotropy can be counted as open issues that merit further studies as outline of this work.
5 Conclusion
In the present work, analytical model of machining residual stress distribution and corresponding deformation for thin-walled blank in burnishing process have been developed using the concept of incremental plasticity and theory of plates and shells. The effects of burnishing static force and pass number have been included in residual stress model considers work hardening of material and regeneration of residual stress of previous passes. Then, the deflection of thin-walled blank under different initial length to weight ration were studied through analytical model and validated by experiments. the obtained results can be summarized as follows:
-
(1)
The calculated values of surface compressive residual stress, maximum magnitude of compressive residual stress, the depth where the maximum compressive residual stress exists and the depth where the compressive residual stress becomes tensile were compatible well with the experimental values with mean prediction errors of 10.31%, 10.47%, 14.28% and 18.2%, respectively.
-
(2)
The maximum deformation height of the thin-walled blank which were calculated by the analytical model was compatible well with measured values where the mean prediction error under different settings of static force, pass number and blank size are 12.7%.
-
(3)
It was found from the results that increase of blank length to width ratio results in reduction of material stiffness in corresponding directions and increases the material deformation. However, it doesn’t have significant effect on final distribution of residual stress after unclamping.
-
(4)
It was found that the increase of static force as result of generating further bending momentum increases the material deflection and reduces the amount of compressive residual stress in final distribution of residual stress due to imposing the tensile bending stress to the residual stress profile before unclamping.
-
(5)
It was found that by increasing the pass number from 1 to 2, the deformation of material due to work hardening effect reduces and results in increasing the compressive residual stress on its final distribution. However, when the pass number increases from 2 to 3, further burnishing load dominates the work hardening those results in dramatic increase of material deformation and reduction of compressive stress in final residual stress distribution of blank after unclamping.
References
Wang, Q., Gao, M., Li, Q., Liu, C., Li, L., Li, X., & Liu, Z. (2024). A review on energy consumption and efficiency of selective laser melting considering support: Advances and prospects. International Journal of Precision Engineering and Manufacturing-Green Technology, 11(1), 259–276.
Das, S. (2014). Life cycle energy and environmental assessment of aluminum-intensive vehicle design. SAE International Journal of Materials and Manufacturing, 7(3), 588–595.
Zhao, S., & Li, Y. (2023). Numerical analysis of welding direction and sequence for controlling distortion and residual stress in aluminum plate-sleeve structures. International Journal of Precision Engineering and Manufacturing, 24(6), 1011–1031.
Kim, J., Park, J. H., Jang, S., Jeong, H., Kim, T., & Kim, H. G. (2023). Effect of support structures on the deformation of AlSi10Mg aircraft parts made using DMLS. International Journal of Precision Engineering and Manufacturing, 24(5), 837–851.
Park, D. W., Yu, M. H., Kim, D. H., Jang, D. M., Jang, J. W., Lee, S. Y., & Kim, H. S. (2023). Influence of pad design on assembly reliability of surface mounted devices. International Journal of Precision Engineering and Manufacturing-Green Technology, 10(5), 1235–1248.
Jiao, Y., Lee, G., Wang, L., Park, J. H., & Choi, N. S. (2022). Metal fatigue-limit estimation based on intrinsic dissipated energy. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(6), 1527–1541.
Felhő, C., & Varga, G. (2022). CAD and FEM modelling of theoretical roughness in diamond burnishing. International Journal of Precision Engineering and Manufacturing, 23(4), 375–384.
Nguyen, T. T., & Cao, L. H. (2020). Optimization of the burnishing process for energy responses and surface properties. International Journal of Precision Engineering and Manufacturing, 21(6), 1143–1152.
Rami, A., Gharbi, F., Sghaier, S., & Hamdi, H. (2018). Some insights on combined turning-burnishing (CoTuB) process on workpiece surface integrity. International Journal of Precision Engineering and Manufacturing, 19, 67–78.
Sönmez, F., Başak, H., Güral, A., & Baday, Ş. (2018). Investigating the efficiency of secondary aging and burnishing process in friction stir welded Al-7075-T6 material. International Journal of Precision Engineering and Manufacturing, 19, 1515–1520.
Kahhal, P., Jo, Y. K., & Park, S. H. (2024). Recent progress in remanufacturing technologies using metal additive manufacturing processes and surface treatment. International Journal of Precision Engineering and Manufacturing-Green Technology, 11(2), 625–658.
Gupta, M. K., Niesłony, P., Sarikaya, M., Korkmaz, M. E., Kuntoğlu, M., & Królczyk, G. M. (2023). Studies on geometrical features of tool wear and other important machining characteristics in sustainable turning of aluminium alloys. International Journal of Precision Engineering and Manufacturing-Green Technology, 10(4), 943–957.
Santos, M. C., Machado, A. R., Sales, W. F., Barrozo, M. A., & Ezugwu, E. O. (2016). Machining of aluminum alloys: A review. The International Journal of Advanced Manufacturing Technology, 86, 3067–3080.
Dong, H. Y., & Ke, Y. L. (2006). Study on machining deformation of aircraft monolithic component by FEM and experiment. Chinese Journal of Aeronautics, 19(3), 247–254.
Li, J. G., & Wang, S. Q. (2017). Distortion caused by residual stresses in machining aeronautical aluminum alloy parts: Recent advances. The International Journal of Advanced Manufacturing Technology, 89, 997–1012.
Cerutti, X., & Mocellin, K. (2015). Parallel finite element tool to predict distortion induced by initial residual stresses during machining of aeronautical parts. International Journal of Material Forming, 8, 255–268.
Wu, Q., Li, D. P., & Zhang, Y. D. (2016). Detecting milling deformation in 7075 aluminum alloy aeronautical monolithic components using the quasi-symmetric machining method. Metals, 6(4), 80.
Masoudi, S., Amini, S., Saeidi, E., & Eslami-Chalander, H. (2015). Effect of machining-induced residual stress on the distortion of thin-walled parts. The International Journal of Advanced Manufacturing Technology, 76, 597–608.
Husson, R., Baudouin, C., Bigot, R., & Sura, E. (2014). Consideration of residual stress and geometry during heat treatment to decrease shaft bending. The International Journal of Advanced Manufacturing Technology, 72, 1455–1463.
Rafey Khan, A., Nisar, S., Shah, A., Khan, M. A., Khan, S. Z., & Sheikh, M. A. (2017). Reducing machining distortion in AA 6061 alloy through re-heating technique. Materials Science and Technology, 33(6), 731–737.
Sim, B., & Lee, W. (2023). Digital twin based machining condition optimization for CNC machining center. International Journal of Precision Engineering and Manufacturing-Smart Technology, 1(2), 115–123.
Jeong, Y. (2023). Digitalization in production logistics: How AI, digital twins, and simulation are driving the shift from model-based to data-driven approaches. International Journal of Precision Engineering and Manufacturing-Smart Technology, 1(2), 187–200.
Izamshah, R., Mo, J. P. T., & Ding, S. (2012). Hybrid deflection prediction on machining thin-wall monolithic aerospace components. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 226(4), 592–605.
Jiang, Z., Liu, Y., Li, L., & Shao, W. (2014). A novel prediction model for thin plate deflections considering milling residual stresses. The International Journal of Advanced Manufacturing Technology, 74, 37–45.
Li, B., Jiang, X., Yang, J., & Liang, S. Y. (2015). Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. Journal of Materials Processing Technology, 216, 223–233.
Guo, H., Zuo, D. W., Wu, H. B., Xu, F., & Tong, G. Q. (2009). Prediction on milling distortion for aero-multi-frame parts. Materials Science and Engineering: A, 499(1–2), 230–233.
Liu, L., Sun, J., Chen, W., & Sun, P. (2017). Study on the machining distortion of aluminum alloy parts induced by forging residual stresses. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 231(4), 618–627.
Huang, X., Sun, J., & Li, J. (2015). Effect of initial residual stress and machining-induced residual stress on the deformation of aluminium alloy plate. Strojniški vestnik-Journal of Mechanical Engineering, 61(2), 131–137.
Tang, Z. T., Yu, T., Xu, L. Q., & Liu, Z. Q. (2013). Machining deformation prediction for frame components considering multifactor coupling effects. The International Journal of Advanced Manufacturing Technology, 68, 187–196.
Gao, H., Zhang, Y., Wu, Q., & Song, J. (2017). An analytical model for predicting the machining deformation of a plate blank considers biaxial initial residual stresses. The International Journal of Advanced Manufacturing Technology, 93, 1473–1486.
Gao, H., Zhang, Y., Wu, Q., & Li, B. (2018). Investigation on influences of initial residual stress on thin-walled part machining deformation based on a semi-analytical model. Journal of Materials Processing Technology, 262, 437–448.
Wang, Z., Sun, J., Liu, L., Wang, R., & Chen, W. (2019). An analytical model to predict the machining deformation of frame parts caused by residual stress. Journal of Materials Processing Technology, 274, 116282.
Teimouri, R., Amini, S., & Guagliano, M. (2019). Analytical modeling of ultrasonic surface burnishing process: Evaluation of residual stress field distribution and strip deflection. Materials Science and Engineering: A, 747, 208–224.
Johnson, K. L. (1987). Contact mechanics. Cambridge University Press.
Li, J. K., Mei, Y., Duo, W., & Renzhi, W. (1991). Mechanical approach to the residual stress field induced by shot peening. Materials Science and Engineering: A, 147(2), 167–173.
Teimouri, R., & Amini, S. (2019). Analytical modeling of ultrasonic burnishing process: Evaluation of active forces. Measurement, 131, 654–663.
McDowell, D. L. (1997). An approximate algorithm for elastic-plastic two-dimensional rolling/sliding contact. Wear, 211(2), 237–246.
Qi, Z., Li, B., & Xiong, L. (2014). An improved algorithm for McDowell’s analytical model of residual stress. Frontiers of Mechanical Engineering, 9, 150–155.
Timoshenko, S., & Woinowsky-Krieger, S. (1959). Theory of plates and shells (Vol. 2, pp. 240–246). McGraw-hill.
Laska, A., Szkodo, M., Pawłowski, Ł, & Gajowiec, G. (2023). Corrosion properties of dissimilar AA6082/AA6060 friction stir welded butt joints in different NaCl concentrations. International Journal of Precision Engineering and Manufacturing-Green Technology, 10(2), 457–477.
Liu, Y., Gong, H., He, Y., Zhang, T., Sun, Y., & Liu, X. (2022). Research on machining deformation of 7050 aluminum alloy aircraft rib forging. International Journal of Precision Engineering and Manufacturing, 23(5), 533–543.
Zhao, C., Bai, Y., & Wang, H. (2023). Feasibility and reliability of laser powder bed fused AlSi10Mg/wrought AA6061 hybrid aluminium alloy component. International Journal of Precision Engineering and Manufacturing-Green Technology, 10(4), 959–977.
Bui-Thi, T. A., Do, T. T., Zhang, S., Kim, Y., Han, H. N., & Hong, S. T. (2024). Comparative study of electrically assisted pressure joining of aluminum 6061–T6 alloys and copper C11000 alloys. International Journal of Precision Engineering and Manufacturing-Green Technology, 11, 1–12.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
It is confirmed that there is no conflict of interest in authorship and data.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Teimouri, R. Guidline to Asses Geometrical Intolerance of Thin-Walled Blanks After Burnishing Process. Int. J. of Precis. Eng. and Manuf.-Green Tech. (2024). https://doi.org/10.1007/s40684-024-00641-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40684-024-00641-9