
Abstract
The underwater welding process using flux-cored electrodes presents a significant challenge in terms of reliable arc ignition and stability. Therefore, the aim of this study is to investigate an underwater welding process that combines laser radiation with an arc to improve seam quality by introducing additional energy into the process zone. To examine the arcs safe ignition and stability during welding, various process parameters are evaluated by analyzing the resulting arc current and voltage characteristics, as well as the spectral process emissions. S235JR (1.0038) steel samples with a thickness of 10 mm are welded in a bead-on-plate configuration using flux-cored wire. The laser radiation with a wavelength of 1030 nm and a power of up to 2000 W has a supporting effect, influences the arc positively in that it fluctuates less and ensures a more uniform weld. The laser-assisted flux-cored welding process resulted in an improved seam quality with reduced surface pores and increased weld penetration depth and width. The requiered laser power for arc stabilization was about 20-30 % of the total energy balance. The arc current and voltage characteristcs also showed a reduction of up to 70 % in fluctuation. Overall, this study demonstrates that the laser-assisted flux-cored welding process presents a promising approach to overcome the challenges of underwater welding.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
With around 400,000 employees and an annual turnover of around 50 billion euros, the maritime industry is one of the most important sectors of the German economy [1]. With regard to energy generation and raw material extraction in coastal regions or on the open sea, future challenges arise from increasing climate awareness, which is accompanied by a growing importance of underwater technology. Welding technology in the underwater sector is one of the key competences and is important for the maintenance of technical structures such as harbor and hydraulic engineering, offshore wind energy, pipeline construction as well as bridges and numerous other engineering structures.
Underwater welding is often performed through the manual use of electrode welding by a diver. In this process, an arc burns between the consumable electrode and the workpiece. As the electrode decomposes, the coating forms a shielded gas that displaces the water and maintains the arc. The main advantage of this method is that a diver can easily and inexpensively apply it. However, this method is characterized by disadvantages such as the constant interruption of the welding process to change the electrode and the permanent removal of the resulting slag [2].
In addition to the arc welding with a stick electrode, gas metal arc welding (GMA) under water has been investigated in studies with the aim of increasing the deposition rate. This is a continuous welding process and accordingly much more efficient and offers the potential for automation [2]. The challenge is the direct contact of the arc with the water and the resulting dissociation of hydrogen and oxygen. As a result, water embrittlement in the weld and reduced mechanical properties [3]. With increasing ambient pressure, the arc is constricted and due to the higher electrical resistance in the water, arc voltage drop occurs at greater depths. Accordingly, the length of the arc is reduced resulting in a smaller weld pool and pronounced weld reinforcement [4]. Another challenge is formed by the rapid cooling rate under water, which causes hardening of the weld [5]. Continuous underwater wet welding is not yet used and developments on this approach are moving towards welding with self-protecting flux-cored wires. The interior of such electrodes is filled with a metal or mineral powder, so that in the case of self-protecting flux-cored electrodes, similar to stick electrodes, external gas protection of the melt is not necessary. The main advantage of the cored wire is the low hydrogen contamination of the welds and an easily removed slag. However, the process has a tendency to pore formation due to the resulting gas. Initial investigations have shown that safe ignition of the arc and its stability during welding are major challenges [6, 7].
To overcome this task, a laser-assisted flux-cored arc welding process for the underwater area is to be developed. Targeted energy input into the workpiece by the laser beam is expected to improve arc ignition and stability, so that process speed can be increased and weld quality improved.
Various studies have already been carried out on the use of laser beam welding in underwater applications. In [8], laser beam welding under increased pressure was summarized. It was found there that the penetration depth decreases with increasing pressure and that welding with additional wire is possible under the conditions. The difference of the use of Nd:YAG or CO2 lasers when welding under water was studied in [9]. It was shown that at a water depth of 500 m simulated by increased pressure, the Nd:YAG laser radiation was completely scattered and no welding was possible. For the CO2 laser, it was observed that a water-free area had formed, allowing the laser beam to reach the workpiece unimpeded. Due to the strong absorption of the water in the infrared (IR)-range, a coaxial gas nozzle is often used to form a gas jet to displace the water, creating a local dry area [10].
A combination of laser and arc welding within one process zone is called hybrid laser beam arc welding and is usually used with a laser power of more than 1 kW. The advantages of a good gap bridging ability, a high welding speed that can be achieved and the possibility of deep welding are offset by the disadvantages of the high investment and operating costs for the laser beam source. When used with laser power < 500 W the process is referred to as laser- assisted arc welding. The aim of this approach is to reduce the above-mentioned costs while retaining the advantages of the process combination [11]. In contrast to the hybrid process, the laser should neither melt the material nor form a vapor capillary, but stabilize the arc. In the past, many investigations have been conducted regarding the laser assisted arc process and its interactions have been observed. Overall, stabilization and guidance of the arc by the laser has been demonstrated. Only 10 to 20% of the total power is required by the laser to achieve the positive effect of arc stability [12, 13].
Due to the cooling of the water, the laser stabilizing arc process, which has been otherwise been studied on the atmosphere, cannot be easily transferred to the underwater environment. In this study, the use of a flux-cored electrode is intended to protect the molten metal and the weld. The laser radiation should stabilize the arc so that a uniform weld seam can be produced.
Experimental Setup
The setup of the laser-assisted flux-cored arc welding process underwater is shown in Fig. 1. The laser stabilizing the arc is a solid-state disk laser (Trudisk 16,002 from Trumpf SE + Co. KG) with a wavelength of 1030 nm and a beam quality of 8 mm*mrad. The optical system consists of an optical fiber (200 μm), a collimator (200 mm) and a focusing lens (200 mm). The optics can be adjusted in its position and angle in relation to the workpiece. A gas nozzle with a diameter of 3.5 mm is attached to the processing optics, in which the laser beam can be guided coaxially by displacing the water. Based on studies of laser stabilization at atmosphere, the laser beam is defocused by + 20 mm above the workpiece. This creates a larger overlap between the arc and the laser beam. In addition, this increases the distance from the gas nozzle to the workpiece so that the gas pressure does not displace the melt.
The GMA-welding process supplies the main process energy. The Hybrid 4000 M from AMT GmbH is used as power source. The torch can also be adjusted in position and angle. The electrode is a self-shielded flux-cored wire with a diameter of 1.2 mm (diamondspark 31 NG from voestalpine Böhler Welding Group GmbH). The material composition (wt%) includes 0.25 C, 0.40 Si, 1.00 Mn and 1.50 Al. With the flux-cored wire used as the electrode, the ground is connected to the torch and the positive pole to the workpiece. The stickout is set constant to 10 mm via the tests and aligned with the point of incidence point of the laser beam so that the working distance is 0 mm.

Experimental setup
Results
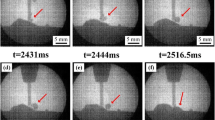
Parameters such as welding speed from 3 to 6 mm/s, laser powers from 1000 up to 2000 W and wire feed rates from 5.5 to 6.5 m/min were varied for the experiments. For the current-guided process, the arc current is set up to 200 A. Figure 2 shows an exemplary weld and the associated arc voltage and current measurements over time.

Welded steel sample with a current of 190 A, laser power of 2 kW (from the half of the seam), constant welding speed of 4 mm/s and a defocus of 20 mm
A arc current of 190 A at an average arc voltage of 20 V was set for the seam. Halfway through the weld, the laser radiation with a power of 2000 W and a defocus of 20 mm above the workpiece was added. The welding speed was 4 mm/s. It can be clearly seen that the arc is unstable at the beginning of the welding process and the weld seam has many pores. As soon as the laser is switched on in the middle of the process, the seam is much more homogenous. It is noticeable that the frequency of spatter formation increases with the combined process, which is due to an increase in the deposition rate of the flux-cored wire and therefore higher dynamics in the melt caused by the produced gas. The width of the weld, which is essentially related to the arc voltage, fluctuates until the middle of the weld and improves with the influence of the laser radiation. These fluctuations and subsequent stabilization are reflected in the arc voltage and current measurements over time. The short circuits come more regularly with the addition of the laser radiation, which is also noticeable in the acoustics. The instability of the arc can be recognized on the one hand by the pores in the seam surface and on the other hand by the arc current and voltage peaks caused by the constant extinguishing and reigniting. The average arc current has been reduced by about 20 A with a simultaneous reduction in the standard deviation of about 83% with the laser radiation. The arc voltage, on the other hand, was increased by 2 V on average with a reduction in the standard deviation of about 70%. This effect may be due to the change in the conductivity of the arc caused by the laser radiation.
Figure 3 shows the resulting arc power PGMA varying the parameters welding speed, laser power and wire feed rate. While the individual parameters are changed, the other remains constant in order to be able to describe the simple influence of the parameters. In a), the wire feed rate is 5.5 m/min and the laser power is 1500 W. In b) the wire feed rate is kept constant at 5.5 m/min and the welding speed is kept constant at 3 mm/s. In c), the feed rate is 6 mm/s and the laser power is 2000 W.

Comparison of different parameters with and without laser radiation. Constant parameters: a) wire feed 5.5 m/min; laser power 1500 W. b) wire feed 5.5 m/min; feed rate 3 mm/s. c) feed speed 6mm/s; laser power 2000 W.
The results show a stabilization of the arc over all test, which is evident from the reduction of the standard deviation. As a result, an increase in arc power over the seam length can be seen. In a), the change in welding speed is shown. At a welding speed of 3 mm/s, the variations were reduced by 55% and at the higher speed by 70% in each case. In b) the change of the laser power is shown. There it can be seen that the stabilization starts at a laser power of 1500 W by 55%. The increase to 2000 W, on the other hand, has no significant change compared to the 1500 W laser power in stabilization. In c), the different wire feeds are shown. Increasing the wire feed rate results in a shortening of the arc and thus a lower arc voltage. This effect can be seen in the resulting arc power at the high wire feed rate. On the other hand, a significant change in stability with respect to the standard deviation cannot be seen when the wire feed rate is changed.
Figure 4 shows an exemplary welding result with the corresponding spectral process emission measurement. Since the laser radiation raises the level by default, the signal was adjusted to use the relative standard deviation. In the case, the standard deviation was normalized with respect to the mean value by including 500 ms each in the calculation. A high relative standard deviation represent flickering of the process light and can be attributed to the instability of the arc.

Exemplary measurement of the process light at an arc power of 4600 W and a laser power of 1500 W
An arc power of 4600 W was used with a laser power of 1500 W from halfway through the seam. A high peak can be seen on the graph at the beginning of the measurement. This indicates the ignition of the arc. The deviation then stabilizes at a level of 100%, which indicates a strong flickering of the process light. When the laser is switched on, the level drops to about 50%, which indicates smoother process lighting and correspondingly stabilized arc.
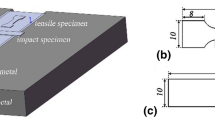
Cross-section were made based on a weld seam, which was produced once with and once without assisting laser radiation while maintaining the same parameters. Fig. 5 shows in each case exemplary cross-sections and the evaluation of the weld geometry.

Cross-sections (a, b) and the geometric measurement (c) of a weld seam without (a) and with laser radiation (b). Current of 190 A, laser power of 2 kW, constant welding speed of 4 mm/s and a defocus of 20 mm
First of all the weld seam is more pronounced in terms of higher weld penetration depth, weld width, weld protrusion and larger heat affected zone (HAZ). The reason for this is probably the additional energy input in the form of preheating of the base material by the laser radiation. The increase in the welding power of the arc process due to the additional laser radiation has already been shown in Fig. 3 and is consistent with these results. On the basis of the cross-section, pores can be seen over all specimens, which is probably related to the flux-cored wire and the resulting gas formation. With regard to the stabilization of the arc, the differences of the individual cross section can be used. Especially for the weld penetration depth and the weld width, the change along the weld seam with the additional laser radiation is significantly lower than with the GMA-process.
Conclusion and Outlook
The stabilization of the arc by low-energy laser radiation in the atmosphere has already been demonstrated in various studies. The transfer to underwater technology poses further challenges. On the one hand, the surrounded water absorbs the laser energy and the water causes dissociation of hydrogen by the arc, depending on the water depth, and due to rapid cooling, increases the instability of the arc. By using self-protecting flux cored wires in conjunction with the gas nozzle of the processing optics, it was possible to create a local cavity in which the arc can ignite and burn. The coaxial gas nozzle displaces the water, allowing the laser radiation to reach the workpiece unimpeded. The surface images show that the ambient conditions can make the arc unstable and the laser radiation has led to a more homogeneous and a significant reduction of surface pores. In addition, stabilization was evaluated through measurements of arc voltage characteristics and spectral emissions. The variation of the parameters in Fig. 3 have shown that with increasing the process speed the instability of the arc increases and the laser radiation keeps its stabilizing influence. Furthermore, it has been shown that at 1000 W there is still no influence of the laser power and that this can only be seen from laser power of 1500 W onwards. Cross-sections showed an increased weld penetration depth and weld width due to the additional laser radiation. Across the weld, the change in weld geometry was reduced, indicating a more stable process. The laser power required to stabilize the arc was about 20-30% of the total energy balance.
For further investigations, the influencing factors are statistically evaluated with the experimental design and thus examined for interactions and quadratic effects. By using the design of experiment, the process can be made more robust. Furthermore, the influence on pore formation and weld penetration depth is investigated by extensive tests on micrographs. The tests are extended to butt and fillet welds and arc stabilization for use in constrained positions is investigated.
Data Availability
The datasets generated during and/or analysed during the current study are not publicly available but are available from the corresponding author on reasonable request.
References
Bundesministerium für Wirtschaft und Energie, Maritime Forschungsstrategie 2025. Berlin, 2018
Hassel, T.: Systematische Untersuchung von Lichtbogenprozessen für das Elektrodenschweißen unter Wasser in Tiefen größer 20 Meter, Hannover, (2013)
Szelagowski, P.: Nassen Schweißen von Unterwasserstrukturen – Stand der Technik und Maßnahmen in der Qualitätssicherung, Geesthacht, (1994)
Kononenko, V.: Technologies of underwater wet welding and cutting, Kiev, (2006)
Silva, E.: Gas production and turbidity during underwater shielded metall-arc-welding with iron powder elektrodes.Naval Engineere Journal, (1971)
Guo, N., Xu, C., Du, Y., Wang, M., Feng, J.: Deng und D.Tang, Effect of boric acid conentration on the arc stability in underwater welding. J. Mater. Processesing Technol. 229, 244–252 (2016)
Thang, Y., Jia, C., Zhao, B., Hu, J., Chuansong, W.: Heat input and metal transfer influences on the weld geometry and microstructure during underwater wet FCAW. J. Mater. Process. Technol. 238, 373–382 (2016)
Szelagowski, P.: Unterwasser-Schweißtechnik Grundlagen- Forschung- Anwendung. DVS Media GmbH, Düsseldorf (2015)
Shannon, G.J., McNaught, W., Deans, W.F.: J.Watson, High power laser welding in hyperbaric gas and water enviroments,Journal of Laser applications, pp.129–136, (1997)
Sun, G., Wang, Z., Lu, Y., Chen, M., Yang, K.: Z.Ni, Underwater Laser Welding/Cladding for High-performance Repair of Marine Metal Materials: A Review. Chines Journal of Mechanical Engineering (2022)
Hermsdorf, J., Osterndorf, A., Stahlhut, C., Barroi, A., Otte, F., Kling, R.: Guidance and stabilization of electric arc welding using Nd:YAG laser radiation. Hannover, Pacific International Conference on Application of Laser and Optics, (2008)
Hermsdorf, J., Beittoei, A., Fernández, M., Pamin, S., Kling, R.: Development of a laser stabilised Gas Metal Arc Cladding Process. Hannover, (2009)
Kling, R., Otte, F., Stahlhut, C., Hermsdorf, J.: Minimale Laserleistung mit Lasern angepasster Strahleigenschaften für das Laser/MSG-Hybrid-Schweißen in Fertigungssystemen für die Fahrzeugfertigung. Hannover, (2007)
Acknowledgements
This Project is supported by the Federal Ministry for Economic Affairs and Climate Action of the basis of a decision by the German Bundestag (founding reference KK5111705SU1).
Funding
Open Access funding enebled and organized by Project DEAL.
Author information
Authors and Affiliations
Contributions
The corresponding author identified the following author contributions, using the CRediT Contributor Roles Taxonomy standard:Marcel Rieck: Conceptualization (lead)Investigation (lead)Methodology (lead)Visualization (lead)Writing - original draft (lead)Benjamin Emde: Project administration (equal)Conceptualization (equal)Writing - review & editing (equal)Jens Koglin: Project administration (equal)Methodology (lead)Writing - review & editing (equal)Jörg Hermsdorf: Supervision (lead)Writing - review & editing (equal).
Corresponding author
Ethics declarations
Ethical Approval
Not applicable.
Competing interests
The authors have no conflicts of interest to declare that are relevant to the content of this article.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rieck, M., Emde, B., Koglin, J. et al. Laser-Assisted Flux-Cored Arc Welding Underwater. Lasers Manuf. Mater. Process. 10, 266–275 (2023). https://doi.org/10.1007/s40516-023-00206-9
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40516-023-00206-9