
Abstract
Pitting is, besides scuffing, tooth flank fracture and the phenomenon micropitting, one of the primary failure modes of the flank load-carrying capacity of bevel and hypoid gears. The international standard ISO 10300-2:2014 is widely used for the estimation of the flank load-carrying capacity of bevel and hypoid gears based on operational data and the macrogeometry of the gear set. The calculated safety factors against pitting often show similar values for pinion and wheel. Due to similar safety factors against pitting, the gear is expected to fail as often as the pinion. However, investigations in the field do not confirm this. Initial experimental investigations show an influence of the driven and driving part of the gear set. Within this paper, the phenomenon regarding the driven and driving part of the gear set will be discussed for the first time and the influence parameter will be clarified. Because of the potential for recuperation in electrified agricultural tractors, railroad trains, hybrid and electrical vehicles, this topic is of great importance. In this context an actual calculation approach based on the standard calculation method of the ISO 10300-2:2014 will be presented and verified with test results.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction and state of the art
A precise estimation of the flank load-carrying capacity of bevel and hypoid gears is important for the gear design process to ensure an optimum design of the gear set within the conflict area of increasing power density, lightweight and life cycle requirements. For bevel and hypoid gears, the international standard calculation method ISO 10300-2:2014 [1] is widely used for the calculation of the pitting load-carrying capacity. Observations in the field showed for bevel and hypoid gear sets that, despite an equal safety factor against pitting according to the calculation method ISO 10300-2:2014 [1], the gear does not fail as often as the corresponding pinion.
As an influence, the driving direction and resulting slip conditions in the tooth contact were identified and for the first time further experimentally and theoretically investigated on bevel and hypoid gears by Reimann [2]. So far, such consideration of the influence of the driving direction on the safety factor against pitting within standardized calculation methods is not possible and will ensure a more efficient and sustainable bevel gear design, for example by reducing the size and subsequently the material resources used for bevel gears. With regard to the possibility of recuperation for trains [3], hybrid [4] and electrical vehicles [5] the changing of the driving direction gains greater importance.
An influence of the driving direction on the slip conditions on the tooth flank is given by Roth [6] and experimental confirmed by Wimmer [7] for spur gears. Roth [6] defines for spur gears and the driving direction “pinion drives wheel” depending on the direction of the sliding velocity on the tooth flank a progressive friction system below the pitch diameter and a degressive friction system above the pitch diameter. Roth [6] indicates that the friction force within the tooth contact leads to an additional torque around the wheel axis. For a progressive friction system, the additional torque increases the normal force and vice versa reduces the normal force in case of a degressive friction system. In case of changing drive direction and therefore changing direction of the sliding velocity on the tooth flank, the areas on the tooth flank affected by progressive and degressive friction systems changing as well. As a further effect of the friction systems Roth [6] states that pitting mostly occurs in tooth flank areas affected by a progressive friction system. Wimmer [7] observed a higher bulk temperature of the driving gear compared to the driven spur gear and related this to an asymmetric friction condition along the path of contact regarding the pitch point. Based on further researches [6,7,8,9,10] the unfavorable impact of a progressive friction system on the formation of a lubrication film can be derived.
When transferring this approach of Roth [6] to bevel gears, certain characteristics have to be considered which will be detailed in the following. To increase the pitting load-carrying capacity of bevel gears, they are normally designed with a positive profile shift at the pinion. The positive profile shift leads to larger radii of curvature and therefore reduces the Hertzian stress at the tooth flank. As bevel gears are designed with a profile shift sum of the gear set of zero, the corresponding wheel is designed with a negative profile shift of the same amount [11]. As a result of the profile shift the tooth flank areas affected by a progressive and degressive friction system are of different sizes depending on the driving direction. Due to the positive profile shift in case of the driving direction “pinion drives wheel” the tooth flank area affected with a progressive friction system is small, whereas for the driving direction “wheel drives pinion” a major part of the tooth flank is affected with a progressive friction system.
So far only a few studies regarding the influence of the driving direction onto the pitting load-carrying capacity are known. Emmert [12] noted an influence of the driving direction onto the pitting load-carrying capacity in regard to spur gears. In succession Steinberger [13] investigated the influence of the driving direction onto pitting load-carrying capacity of helical spur gears. He observed in his experimental investigations a higher fatigue torque of the condition “pinion drives” compared to “wheel drives,” but he did not consider the influence of the driving direction within the calculation method. Further studies by Schrade [14] and Liu [15] did not notice an influence of the driving direction. Nazifi [16] and Lohmann [17] noticed an influence of changing driving directions on the continually break out of particles on the tooth flank and the resulting flank form deviation. Within the scope of investigations regarding the scuffing load-carrying capacity of bevel and hypoid gears, Klein [18] studied the influence of the driving direction. He determined a significant reduction of the scuffing load-carrying capacity of bevel gear sets without hypoid offset and no change in the scuffing load-carrying capacity of hypoid gear sets with increasing offset for the driving direction “wheel drives pinion.” He traced these findings to the different sliding velocities on the tooth flank of bevel and hypoid gear sets, which is in accordance with the findings by Lechner [8] and Michaelis [19] regarding the failure mode scuffing.
Within this paper an approach for the consideration of the influence of the driving direction onto the pitting load-carrying capacity in the standard calculation method of the ISO 10300-2:2014 [1] is presented. This calculation approach is based on findings of experimental investigations on spur, bevel and hypoid gears, which are performed by one of the co-authors. The experimental investigations are presented in the following chapters and are also used for the validation of the given calculation approach.
2 Failure mode pitting
Pitting is a fatigue tooth damage which occurs on the active tooth flank [20] if the occurring strength exceeds the material strength. The damage starts at or near the tooth flank surface [21,22,23]. The initial crack grows into the tooth depth and results into shell-shaped material eruptions [24]. In the consequence unfavorable NVH-behavior [25], increasing of the dynamic forces, subsequent damages like tooth root breakage and in the end loss of drive are possible. On the tooth flank areas with a negative specific sliding underneath the pitch diameter is preferred for the emergence of pitting failure [11]. In Fig. 1 an exemplary pitting damage on a bevel gear pinion is shown.

Pitting on tooth flank of a bevel gear pinion
A calculation method to estimate the occurring of pitting areas on the tooth flank of bevel and hypoid gear sets is provided by Wirth [26, 27] and was taken over to a large extent into the standard calculation method ISO 10300-2:2014 [1] for surface durability against pitting. Besides the standard-capable calculation method, Wirth [26, 27] also provided a local calculation methods which enable to calculate the safety factors against pitting locally on the tooth flank of bevel and hypoid gears based on a loaded tooth contact analysis (LTCA). Both the local and standard-capable calculation methods according to Wirth [26] are based on experimental investigations and are widely, successfully used with application in practice.
3 Experimental investigations on the influences of the driving direction
As part of the underlying research project [2] extensive experimental investigations on spur, bevel and hypoid gears regarding the influence of the driving direction have been carried out. In the following, the focus is on the experimental investigations carried out on a hypoid back-to-back test rig with bevel and hypoid gears.
3.1 Test program and test gear sets
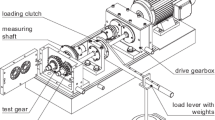
The hypoid back-to-back test rig works according to the principle of a closed power circuit. The principle of the rest rig is shown in Fig. 2. Two hypoid gear sets, the test gear set (1) and the slave gear set (2), are connected to a cylindrical gear set (3) over two parallel shafts by use of a mechanical load clutch (4). The description of the hypoid back-to-back test rig is based on former publications [28, 29]. A further detailed definition of the test gear sets, test program, geometry and metallography measurements and test results is given in [2].

Hypoid back-to-back test rig
In this arrangement, the electrical drive unit only feeds the power losses induced by the components of the hypoid back-to-back test rig. The test pinion is fixed with tapered roller bearings by a pot construction in a rigid gearbox. This pot construction allows an axial adjustment of the pinion. The wheel can be adjusted in axial direction as well. Thus, the contact pattern and the backlash of the test gear set can be adjusted optimally. The load application is realized by twisting both halves of the load clutch against each other and fixing them with several screws (4). The load level is measured by strain gauges that are mounted on the torsional shaft (5). Prior to the test run the measurement device for the load torque is calibrated by use of predefined standard weight. The number of load cycles of the pinion shaft is counted by use of a proximity sensor (6).
For the experimental investigations three different bevel and hypoid geometries were considered. The basic geometry data of these gear sets are given in Table 1. The variants G0 and G31.75 are used in several other research projects [30,31,32,33] at the Gear Research Center (FZG). Therefore, a solid test database is given for these variants.
The design of the gear types G0 and G31.75 took place according to the described principle. To reduce the Hertzian stress by greater radii of profile curvature, the pinion of a bevel and hypoid gear set is designed with a positive profile shift and because of the usual profile shift sum of zero, the corresponding wheel with a negative profile shift is with same amount. The dimensioning regarding the profile shifting is widely used in industry and therefor application-oriented. The variant PS0 was designed to investigate the impact of the profile shift on the flank load-carrying capacity in the scope of changing driving direction. For the variant PS0 the flank surface areas affected by a progressive and degressive friction systems according to Roth [6] are of almost equal size.
All gear set variants are made from the material 18CrNiMo7-6, which is a common case hardening steel for bevel and hypoid gears. The case hardening depth \({\text{CHD}}_{550}\) is in the range of 0.8 to 1.1 mm across all variants. Additionally, to the experimental investigations the test gear sets were examined and documented in detail with regard to geometry and metallography.
The operating data for the experimental investigations are given in Table 2. For all variants a 2-stage running-in program was conducted. In the first stage the pinion torque \(T_{1}\) was set to 100 Nm and in the second stage to 200 Nm. Both running-in stages were run on till the load cycles of \(0.27 \cdot 10^{6}\) at the pinion were reached. Therefore, the pinion speed as given in Table 2 was set to n1 = 1350 min−1 for the bevel gear variant PS0 and 4550 min−1 for the bevel gear variants G0 and G31.75.
To overcome the influence of the gear ratio and to avoid consecutive pitting damages on the wheel due to pittings on the pinion, the same wheel is paired with several pinions for the variants G0 and G31.75. For the running-in of these pinions, separate wheels are used, which are not further used for investigations.
The failure criterion for a test gear set due to pitting is, when the pitting area on the tooth flank covers 25% of the active tooth flank [30]. In total seven test runs with the variant PS0, eight test runs with the variant G0 and four test runs with the variant G31.75 were carried out. Furthermore, two additional test runs with changed lubrication for the variant G31.75 and four additional test runs with the alternative lubricant Shell Spirax S6 AXME 75W-90 [35] for the variant G0 were conducted.
3.2 Results
The experimental investigations within the scope of the research project [2] on the influence of the driving direction on the pitting load-carrying capacity of bevel and hypoid gears have led to the following findings [2].
-
For the gear set PS0 whether an increasing of the running time nor a difference in the occurrence of the phenomenon micropitting due to changing driving direction was observed. In Fig. 3 pictures of exemplary tooth flank appearance of the PS0 variant after the test run (\(10 \cdot 10^{6}\) load cycles at pinion) for both driving direction are shown.
-
For the application-oriented test variants G0 and G31.75 a significant increasing of the runtime until failure due to pitting for the driving direction “wheel drives pinion” than vice versa was observed. At the same time, increased occurrence of the phenomenon micropitting was noted.

Picture of the tooth flank condition of the PS0 variant after \(10 \cdot 10^{6}\) load cycles at pinion; n1 = 1350 min.−1; T1 = 465 Nm [2]
For the application-oriented test variants G0 and G31.75, due to the increasing of the phenomenon micropitting at the driving direction “wheel drives pinion” no definitive statement regarding the pitting load-carrying capacity can be quoted. Due to the occurrence of micropitting within the test runs, flank form deviations could be observed. In consequence of the flank form deviations, the contact stress decreased. This could be shown by additional local calculations, considering the actual microgeometry of the tooth flank [36]. The local contact stresses were lower than the pitting load-carrying capacity of the material, and therefore, no pitting areas arose at the wheel within the test runs. Based on the experimental investigations, the correlation between the increase in the occurrence of the phenomenon micropitting and the higher runtime until failure due to pitting, which is already described in the literature [14, 26, 36,37,38], can be confirmed. The reason for the stronger emergence of micropitting for the test variants G0 and G31.75 can be traced back to the profile shift [2] and will be explained in detail in the following section. Summarizing the experimental investigations of the research project [2], the observed effect in the field of higher runtime for the driven gear can be confirmed.
In total eight test runs were carried out with the variant G0, four test runs were carried out with the variant G31.75, and seven test runs were carried out with the variant PS0. In addition, the validation of the modified calculation method in Sect. 6 is based on a large number of test runs already carried out in former research projects [30, 31, 33] with the variants G0 and G31.75.
3.3 Discussion
The findings of the experimental investigations using the test variants G0 and G31.75 at the driving direction “pinion drives wheel” are in good agreement with the initial experimental results by Wirth [26, 33] and can be integrated in the S/N-curve given there. For the G0 variant the integration of the conducted pitting test within the S/N-curve by Wirth [26, 33] is exemplary shown in Fig. 4. Therefore, influence due to the material batch, lubricant or heat treatment can be excluded.

For test gear variant G31.75, despite twice as many load cycles being achieved for the driving direction “wheel drives pinion” as for “pinion drives wheel” in some cases, it was not possible to derive a statistically reliable statement about the runtime differences due to the large scatter within the test runs.
Hombauer [37] already acknowledged an influence of the driving direction on the occurrence of micropitting in bevel and hypoid gears. To take this into account, he specified a separate formula of the slip factor for the driven and driving gear. He did not further specify the influence of the driving direction and also investigate in his test runs only the driving direction “pinion drives wheel.” With the present experimental investigations, the influence of the driving direction can be explained in more detail. The driving direction influences the flank surface areas with a progressive and degressive friction system for profile-shifted bevel and hypoid gears. In addition, the increasing tooth flank area affected by a progressive friction system impedes the formation of the lubricant film as quoted in Sect. 2 [6]. With the variant PS0 this theoretical consideration should be proven by experimental investigations. For the variant PS0 the flank surface areas with a progressive friction system are for both driving directions of almost equal size because of the similar profile shift close to zero. The test result of the variant PS0 shows that for bevel and hypoid gears with no or minimal profile shift no difference in the runtime by changing driving direction can be observed [2]. Six of the seven test runs reached the end of the test procedure and showed an equal pitting damage of the tooth flank, independent of the driving direction. Exemplary pitting damages at the end of the test procedure are given in Fig. 3. One test run was aborted due to scuffing damage at the tooth flank.
Reimann [2] gives an additional characteristic due to the profile shifting of bevel and hypoid gears which is potentially causal for the unfavorable formation of a lubricant film by changing the drive direction from “pinion drives wheel” to “wheel drives pinion.” For bevel and hypoid gears with a positive profile shift at the pinion, the sliding velocity increases along the path of contact if the pinion is the driving component. In Fig. 5 this can be seen for the variants G0 and G31.75. For the variant PS0, with a profile shift close to zero, the sliding velocity is nearly the same at the beginning and the end of the path of contact. If the driving direction changes, the high sliding velocities occur at the beginning of the contact and result in a high work of friction. In the following the increased work of friction by changing the driving direction is potentially causal for the lowering of the lubricant viscosity and therefore for an unfavorable formation of a lubricant film.

Another possible impact of the profile shifting can be seen in Fig. 5 by considering the sum of velocities, which can be perceived as the transportation velocity of the lubricant [11]. For profile-shifted bevel and hypoid gears by the operational condition “wheel drives pinion” the sum of velocities decreases along the path of contact which could also be an unfavorable condition for the formation of the lubricant film. For the variant PS0 the changing of the driving direction does not affect the sum of velocities and therefore has no impact on the formation of the lubricant film.
Whether for the variant G31.75 nor the variant G0 a pitting failure could be observed for the driving direction “wheel drives pinion.” However, the wheel of the variant G0 was paired with up to four pinions. The reason therefore is the enhanced occurrence of the phenomenon micropitting. Through the flank surface area covered by micropitting, the contact pattern enlarges and consequently the flank surface stress decreases below the surface strength against pitting.
4 Calculation methods
Calculation methods regarding the pitting load-carrying capacity of bevel and hypoid gears, which build up on each other, are presented in the following.
Based on experimental investigations Wirth [26, 33] developed a local calculation method for the pitting load-carrying capacity using a LTCA. In addition, Drechsel [39] provided an extended, standard-capable calculation method for determining the pitting load-carrying capacity of bevel and hypoid gears along the path of contact of the corresponding virtual cylindrical gear. Within this calculation method, Drechsel [39] combined the standard calculation method for the pitting load-carrying capacity, ISO 10300-2:2014 [1] and the localized calculation method for contact stress, given in the technical specification ISO/TS 10300-20:2021 [40], supplemented by localized calculation factors based on Wirth [26, 33]. In Fig. 6 an overview of the mentioned calculation methods and their relations is given.

Overview of calculation methods and their relations regarding the pitting load-carrying capacity
In the following, the mentioned calculation methods will be shortly summarized. For all calculation methods the safety factor against pitting will be calculated by the ratio of the permissible contact stress \(\sigma_{{{\text{HP}}}}\) and the contact stress \(\sigma_{{\text{H}}}\).
4.1 Local calculation method by Wirth
As quoted previously the local calculation method according to Wirth [26, 33] uses a LTCA to consider the real bevel gear geometry (macro- and microgeometry) to obtain the local Hertzian stresses \(\sigma_{{{\text{H}},{\text{lok}},i}}\). According to the ISO 10300-1:2014 [41] the local contact stresses can be calculated by multiplying the local Hertzian stresses with the square root of the dynamic factor \(K_{{\text{v}}}\), as given in formula (2)
The local permissible contact stresses \(\sigma_{{{\text{HP}},i}}\) are calculated according to the ISO 10300-2:2014 [1] enhanced by local calculation factors and supplemented by the local bevel slip factor \(Z_{{{\text{S}},i}}\).
For detailed description of the underlying formulae, please refer to the ISO 10300-2:2014 [1] and the corresponding publications [26, 27, 33].
4.2 Standard calculation method
The ISO 10300-2:2014 [1] includes the current standard calculation method B for pitting load-carrying capacity. According to method B1 of the ISO 10300-2:2014 [1] the nominal contact stress \(\sigma_{{{\text{H}}0}}\) and the contact stress \(\sigma_{{\text{H}}}\) are calculated according to the following formulae:
In formula (6) the calculation of the permissible contact stress \(\sigma_{{{\text{HP}}}}\) is given. A detailed definition of the calculation factors is further referred to the ISO 10300-2:2021 [1].
The standard calculation methods B of the standard series ISO 10300:2014 [1] are based on a virtual cylindrical gear as an equivalent tooth system. This approach allows to determine the load-carrying capacity of bevel and hypoid gears already in an early stage of design using only a few, reliable input variables.
4.3 Extended calculation method
The extended calculation [39] method combines the local calculation method according to Wirth [26, 33], the standard calculation method B1 of the ISO 10300-2:2014 [1] and the extended geometrical description of the virtual cylindrical gear, which is standardized within the ISO/TS 10300-20:2021 [40]. The ISO/TS 10300-20:2021 [40] provides a calculation method for the Hertzian contact stress along the path of contact of the virtual cylindrical gear. Therefore, the path of contact of the virtual cylindrical gear is divided into discrete sections to calculate the localized safety factors at related points of contact. Localized parameters, belonging to a specified point of contact \(Y\), are also marked with an index \(Y\). In the following the basic formulae for the calculation of the modified contact stress \(\sigma_{{{\text{H}},Y,{\text{mod}}}}\) according to the ISO/TS 10300-20:2021 [40] are given.
The localized permissible contact stress \(\sigma_{{{\text{HP}},{\text{Y}}}}\), provided by Drechsel [39], is given in formula (9), where the speed factor \(Z_{{{\text{V}},Y}}\), the hypoid factor \(\sigma_{{{\text{Hyp}},{\text{Y}}}}\) and the bevel slip factor \(Z_{{{\text{S}},{\text{Y}}}}\) are localized factors. A detailed description of these localized factors is given by Drechsel [39].
An important difference between the standard calculation method B1 of the ISO 10300-2:2014 [1] and the extended calculation method provided by Drechsel [39] is the consideration of the localized bevel slip factor \(Z_{{{\text{S}},{\text{Y}}}}\). Drechsel [39] uses the localized bevel slip factor \(Z_{{{\text{S}},{\text{Y}}}}\) for the calculation of the permissible contact stresses and therefore neglects the bevel gear factor \(Z_{{\text{K}}}\) for the calculation of the contact stresses. According to ISO 10300-2:2014 the bevel gear factor \(Z_{{\text{K}}}\) considers the difference between cylindrical and bevel gears within the calculation method [1]. The consideration of the localized bevel slip factor \(Z_{{{\text{S}},{\text{Y}}}}\) is derived from the standard-capable calculation method according to Wirth [26, 33]. By neglecting the bevel gear factor \(Z_{{\text{K}}}\) and therefore considering the localized bevel slip factor \(Z_{{{\text{S}},{\text{Y}}}}\) Drechsel [39] obtained a better consistency between the calculated contact stresses and the contact stresses, obtained by a LTCA.
In Fig. 7 a comparison of the considered tooth section within a LTCA and discrete calculation points along the path of contact of the corresponding virtual cylindrical gear is given. The blue dots in the figure symbolize the discrete points \(Y\) along the path of contact, whereas the black dotted lines represent the considered tooth section of the LTCA.

Definition of tooth section and path of contact of the virtual cylindrical gear [42]
5 Modification of calculation methods
In the following the findings from the experimental results regarding the influence of the driving direction will be integrated in the calculation method for the pitting load-carrying capacity for bevel and hypoid gears. As specified in Fig. 8, this paper mainly considers the integration of the influence of the driving direction into the local calculation method according to Wirth [26, 33] and the extended calculation method provided by Drechsel [39]. An integration of the influence of the driving direction into the current standard calculation method ISO 10300-2:2014 [1] is also possible, as marked with the dotted line arrow in Fig. 8.

Connection between the calculation methods and the modification approach to consider the influence of the driving direction
For the pinion under the condition “pinion drives” Reimann [2] observed a good correlation between the local calculation method according to Wirth [26, 33] and the experimental results. A comparison of the calculated local safety factors against pitting considering the load cycles and the damage due to pittings that occurred in the test run is exemplary given in Fig. 9. In this graphical illustration of the calculation results, the darker the calculation point, the greater is the risk of pitting for this calculation point. The red crosses indicate local safety factors against pitting below 1.0.

For the driven wheel, Reimann [2] observed a discrepancy between the calculated safety factors and the actual condition of the tooth flank of the wheel. On the right side of Fig. 9 it can be seen that according to the calculation of the local safety factors against pitting, the risk of pitting failure in the center of the tooth flank is high. In contrast to this, the picture of the wheel flank in Fig. 9 shows that, even though predicted, no such predicted pitting failure can be observed. Therefore, the tooth flank of the driven wheel is underrated by the local calculation method according to Wirth [26, 33] and the calculation method needs to be improved.
As in previous chapter noted, the changing slip conditions on the tooth flank between the driven and the driving part of the gear set are probably causal for the discrepancy between the estimated and experimental observed pitting damage on the tooth flank. Therefore, Reimann [2] empirically determined a modification of the bevel slip factor for the driven part of the gear set. As quoted previously, Hombauer [37] also specifies separate formulae of the bevel slip factor for the driven and driving component of the gear set, due to the influence of the driving direction.
Based on the approach by Wirth [26, 33] the basic localized bevel slip factor \(Z_{{{\text{S}}0,{\text{Y}}}}\) is given in formula (10), where \(\zeta_{{{\text{vert}},{\text{Y}}}}\) is the local slip vertical to the contact line of the virtual cylindrical gear.
The upper boundary limit of \(Z_{{{\text{S}}0,{\text{Y}}}} = 1.175\) is derived from the inverse of the bevel gear factor \(Z_{{\text{K}}}\), which is defined within ISO 10300-2:2014 [1] to be \(0.85\). It is feasible to adjust the upper limit of the basic localized bevel slip factor from \(1.175\) to \(1.25\) for a better accordance of calculation results by LTCA. Therefore, further investigations including an extensive variant study are necessary.
After the calculation of the basic localized bevel slip factor \(Z_{{{\text{S}}0,{\text{Y}}}}\), Reimann [2] provided a modified localized bevel slip factor for the driven gear, as given in formula (11). In consequences of the good correlation between the estimated and experimental investigated pitting damages for the driving gear, the bevel slip factor for the driving gear is equal to the basic slip factor, as given in formula (12).
The consideration of the modified slip factor is possible within the local calculation method according to Wirth [26, 33], using the index \(i\), as well as within the extended calculation method provided by Drechsel [39] for discrete calculation points along the path of contact of the virtual cylindrical gear, using the index \(Y\).
6 Validation
The validation of the provided modification of the local and localized calculation methods by supplementing the influence of the driving condition is given in the following. Therefore, in Sect. 7.1 the modified local calculation method is compared to the local calculation method by Wirth [33] and to actual test results. For the validation of the modified localized calculation method the sample calculations given in the technical report ISO/TR 10300-30:2017 [43] are used.
The reliability of the extended calculation method and the comparison between the local calculation method and the extended calculation method were already given by Drechsel [39].
6.1 Validation of the modified local calculation method
In the following the calculated local safety factor against pitting according to the local calculation method according to Wirth [26, 33] and the modified local calculation approach including the consideration of the influence of the driving direction are compared. As for the operational condition “pinion drives wheel” the calculation results of the pinion are in good accordance with the occurred pitting areas on the tooth flank; afterward, only the calculation results of the driven wheel, influenced by the modified bevel slip factor, are considered.
For the wheel of the test variant G0 the calculated local safety factors against pitting for the operational condition “pinion drives wheel” are presented in Fig. 10. As expected, the calculated safety factors against pitting according to the local calculation method according to Wirth [26, 33] tend to be too low in comparison with the occurred pitting damage after 4.000.000 load cycles at wheel. Again, in this graphical illustration of the local safety factors against pitting, a safety factor below 1.0 is indicated by a red cross. Set against this, the modified local calculation factor, considering the modified slip factor for the driven gear according to formula (11), represents the occurred pitting failure in good accordance.

In accordance with the previous comparison of calculation and test results of the test variant G0, the comparison of variant G31.75 is to be evaluated. In Fig. 11 a similarly confrontation of local calculated safety factors against pitting according to Wirth [26, 33] and the modified calculation approach is given. Again the calculation method according to Wirth [26, 33] results in low local safety factors against pitting on the tooth flank of the driven wheel. The calculated local safety factors against pitting, including the modified slip factor, given in formula (11), represent the occurred pitting failure on the tooth flank after 2.100.000 load cycles for the wheel in good accordance.

As the bevel gear variant PS0 has only a neglectable amount of profile shift and the assumed reason for the different runtimes between driving and driven gear component is justified by changing friction systems due to the profile shift, the given modification of the slip factor is not valid for non-profile-shifted bevel gear sets. In consequence the calculated safety factors against pitting for pinion and wheel according to the unmodified local calculation method according to Wirth [26, 33] already fits the occurred pitting failures in good accordance and was confirmed by Reimann [2].
6.2 Validation of the modified localized calculation method
In the following section the modified slip factor integrated within the localized calculation method by Drechsel [39] will be validated by comparing the result of the localized slip factor, permissible contact stresses and safety factors against pitting with the result of the previous validated local calculation method and the non-modified calculation method by Drechsel [39].
For the calculation the input data given in Sect. 4.1 were used. In the following section the calculation results of the driven wheel of the G0 and G31.75 test gear set were compared separately. The operation condition for the calculation is, according to the previous validation of the local calculation method, “pinion drives wheel.” As the calculation results of the driving pinion do not differ from the calculation results by Drechsel [39] according to formula (12), they are not considered in the following comparison.
6.2.1 Comparison of the bevel slip factor
In Fig. 12 the calculated slip factor of the driven wheel for both test gear sets, G0 and G31.75, is displayed. The good conformance between the local calculation method and the modified calculation method, both presented within this paper, is clearly visible. Also the increasing slip factor in the begin of the contact for the driven gear pair, which reflects the degressive friction system according to Roth [6], is conspicuous comparing to the slip factor calculated according to Drechsel [39].

6.2.2 Comparison of the permissible contact stress
As the slip factor according to formula (9) directly influences the permissible contact stresses, the previous observations regarding the slip factor are also valid for the permissible contact stresses. For the driven wheel the significant increase of the permissible contact stress at the beginning of the contact, compared to the calculation method by Drechsel [39], is visible and in good accordance with the results of the local calculation method. Since the presented modified localized calculation method is a standard-capable calculation method, the discrepancy between the local calculation results, derived by a LTCA, is requested as standard calculation methods shall always be conservative. Therefore, a local calculation approach, considering the actual flank geometry, should be used for a detailed analysis (Fig. 13).

6.2.3 Comparison of the safety factor against pitting
In Fig. 14, the increase of the safety factor against pitting for the driven wheel can be clearly seen within the graphs. The increase of the safety factor is caused by the higher permissible strength of the driven wheel, as it can be seen in Sect. 7.2.2. As a result, the conformity of the calculated safety factor by the localized calculation method with the experimental tests and investigations in the field, regarding the influence of the driven and driving part of the gear set, is improved. Also, the comparability to the local calculation method in addition to the lower safety factors of the modified localized calculation method, which is needed due to an aspired conservative standard-capable calculation method, is shown in Fig. 14.

Regarding the curve of the safety factor, the higher level in the beginning of the contact for \(g_{Y} < 0\;{\text{mm}}\) of the driven wheel in comparison with the end of the contact is clearly visible. This again reflects the degressive and progressive friction system according to Roth [6] and is also apparent in the experimental tests, where the pitting failure for the driven wheel mostly occurs beneath the mean pitch diameter, compared to Figs. 10 and 11.
7 Summary and outlook
The paper introduces a modified calculation approach to enable the consideration of the driving direction impact onto the calculation of the pitting load-carrying capacity of bevel and hypoid gears, which was so far missing within the standard calculation methods. Therefore, various experimental investigations were conducted and a possible explanation for the increased runtimes between driven and driving component of the bevel gear set is given.
The given empirical calculation approach relies on experimental test results of three different variants of bevel and hypoid gear sets. According to the conducted test results the assumption of a causal relation between the observed impact of the driving direction and the progressive and degressive friction system on the tooth flank according to Roth [6] was strengthened. Due to the specified profile shift and the normal requirement of a profile shift sum of zero of a bevel gear set, the amounts of tooth flank areas with a degressive and progressive friction system between driven and driving part of the gear differ. This behavior could be a possible explanation of the observations in the field that the driving pinion is mostly the failing component in comparison with the driven wheel.
The given empirical calculation approach is only valid for profile-shifted bevel gear sets and also only validated for the driving direction “pinion drives wheel.” Due to the fact that for the driving direction “wheel drives pinion” no failure due to pitting has occurred in the test runs; the calculation approach could not be extended to this operating condition. However, since mostly bevel gear sets are designed with specified profile shifting and for the operating condition “wheel drives pinion” for the observed test results the same wheel was paired with up to four different pinions without failure, the relevance of these limitations for practical use is to be considered minor.
The novel empirical calculation approach regarding the influence of the driving direction was integrated in the local calculation method according to Wirth [26, 33] and the extended calculation method of the pitting load-carrying capacity provided by Drechsel [39]. For the local calculation method the modified approach shows a better correlation between the test results and the simulation data than the unmodified initial calculation method according to Wirth [26, 33]. The extended calculation method [39] modified by the severed bevel slip factor reflecting the influence of the driving direction also reflects the observed higher runtime of the driven wheel in a better way than the initial state.
In further researches the explanation of the driving direction impact can be confirmed by detailed investigations of the pitting load-carrying capacity for profile-shifted and non-profile-shifted bevel and hypoid gear sets. Therefore, the investigation of the influence of a negative profile shift at the pinion in combination with a profile shift sum of zero of the gear set is proposed. These tests can be used to validate and improve the given empirical calculation method.
For the first time an integration of the given driving direction impact into the standard calculation method for the pitting load-carrying capacity, ISO 10300-2:2014 [1], is to be pursued. Therefore, the replacement of the bevel gear factor \(Z_{{\text{K}}}\) with the bevel slip factor \(Z_{{\text{S}}}\), as suggested by Drechsel [39], is necessary and subsequently the bevel slip factor can be split up for the driven and driving gear according to formulae (11) and (12). This allows a more realistic representation of the pitting failure using standardized calculation methods, enabling, for example, the representation of observed higher runtime of the driven wheel in the field within the calculation results. Regarding the bevel gear design process an optimized decision within the discussed conflict area of increasing power density and sustainability is possible by using the given approach for the consideration of the influence of the driving direction on the flank load-carrying capacity of bevel and hypoid gears.
Abbreviations
- \(a\) :
-
Hypoid offset (mm)
- \(b\) :
-
Face width (mm)
- \(e\) :
-
Exponent for the distribution of the load peaks along the lines of contact (–)
- \(g_{Y}\) :
-
Parameter on the path of contact (distance of local contact point Y from point A) (mm)
- \(g_{{{\text{v}}\alpha ,\max }}\) :
-
Maximum length of path of contact of virtual cylindrical gear in transverse section (mm)
- \(l_{{\text{b}}}\) :
-
Length of contact line (mm)
- \(m_{{{\text{mn}}}}\) :
-
Mean normal module (mm)
- \(n\) :
-
Rotational speed (min−1)
- \(v_{{\text{g}}}\) :
-
Sliding velocity in mean point P (m/s)
- \(v_{{}}\) :
-
Sum of velocities (m/s)
- \(x_{{{\text{hm}}}}\) :
-
Profile shift coefficient (–)
- \(z\) :
-
Number of teeth (–)
- \(F_{{\text{n}}}\) :
-
Nominal normal force (N)
- \(K_{{\text{A}}}\) :
-
Application factor (–)
- \(K_{{{\text{H}}\alpha }}\) :
-
Transverse load factor for contact stress (–)
- \(K_{{{\text{H}}\beta }}\) :
-
Face load factor for contact stress (–)
- \(K_{{\text{V}}}\) :
-
Dynamic factor (–)
- \(S_{{\text{H}}}\) :
-
Safety factor for contact stress (against pitting) (–)
- \(Z_{{{\text{LS}}}}\) :
-
Load distribution factor (–)
- \(Z_{{\text{Y}}}\) :
-
Curvature factor (–)
- \(Z_{{\text{E}}}\) :
-
Elasticity factor (–)
- \(Z_{{{\text{Hyp}}}}\) :
-
Hypoid factor (–)
- \(Z_{{\text{K}}}\) :
-
Bevel gear factor (–)
- \(Z_{{\text{L}}}\) :
-
Lubricant factor (–)
- \(Z_{{{\text{LS}}}}\) :
-
Load-sharing factor (–)
- \(Z_{{{\text{M}} - {\text{B}}}}\) :
-
Mid-zone factor (–)
- \(Z_{{{\text{NT}}}}\) :
-
Life factor (pitting) (–)
- \(Z_{{\text{R}}}\) :
-
Roughness factor for contact stress (–)
- \(Z_{{\text{S}}}\) :
-
Bevel slip factor (–)
- \(Z_{{{\text{S}}0,{\text{Y}}}}\) :
-
Basic localized bevel slip factor (–)
- \(Z_{{\text{V}}}\) :
-
Speed factor (–)
- \(Z_{{\text{W}}}\) :
-
Work hardening factor (–)
- \(Z_{{\text{X}}}\) :
-
Size factor (–)
- \(\alpha_{{{\text{nD}}}}\) :
-
Normal pressure angle for drive side (°)
- \(\beta_{{\text{m}}}\) :
-
Mean spiral angle (°)
- \(\zeta_{{{\text{vert}}}}\) :
-
Slip vertical to the contact line (–)
- \(\rho_{{{\text{rel}}}}\) :
-
Radius of relative curvature vertical to contact line at virtual cylindrical gears (mm)
- \(\sigma_{{\text{H}}}\) :
-
Contact stress (N/mm2)
- \(\sigma_{{{\text{H}},\lim }}\) :
-
Allowable stress number for contact stress (N/mm2)
- \(\sigma_{{{\text{HP}}}}\) :
-
Permissible contact stress (N/mm2)
- \(\sigma_{{{\text{H}},{\text{Y}},{\text{mod}}}}\) :
-
Modified contact stress (N/mm2)
- \(\sigma_{{{\text{H}}0}}\) :
-
Nominal contact stress (N/mm2)
- \(i\) :
-
Local calculation point on the tooth flank
- \(1\) :
-
Pinion
- \(2\) :
-
Wheel
- \(Y\) :
-
Contact point on the path of contact of the virtual cylindrical gear
References
International Organization for Standardization. Calculation of load capacity of bevel gears—Part 2: calculation of surface durability (pitting); 2014 2014
Reimann T, Vietze D, Hein M, Stahl K, editors. Erweiterte Tellerradgrübchentragfähigkeit: Untersuchungen zu erweiterten Quantifizierung der Tellerradgrübchentragfähigkeit 2020; Heft 1401
Khodaparastan M, Mohamed AA, Brandauer W (2019) Recuperation of regenerative braking energy in electric rail transit systems. IEEE Trans Intell Transport Syst 20(8):2831–2847. https://doi.org/10.1109/TITS.2018.2886809
Süßmann A, Lienkamp M (eds) (2015) Technische Möglichkeiten für die Reduktion der CO2-Emissionen von Nutzfahrzeugen. Carl Schünemann Verlag GmbH, Bremerhaven
Meyer M, Barthen A, Wille JM, Reichel J (2021) Rekuperationsfähiges ZF-Bremsregelsystem für Elektrofahrzeuge von VW. ATZ Automobiltech Z 123(11):36–41. https://doi.org/10.1007/s35148-021-0762-7
Roth K (1989) Stirnradverzahnungen: Geometrische Grundlagen. Springer, Berlin
Wimmer AJ (2005) Lastverluste von Stirnradverzahnungen: Konstruktive Einflüsse, Wirkungsgradmaximierung, Tribologie. DissertationTechnische Universität München
Lechner G (1966) Die Freß-Grenzlast bei Stirnrädern aus Stahl. Dissertation, Institute of Machine Elements, Technical University of Munich
Michaelis K (1987) Die Integraltemperatur zur Beurteilung der Fresstragfähigkeit von Stirnradgetrieben. DissertationTechnische Universität München
Reimann T, Herzog T, Kadach D, Stahl K (2019) The influence of friction on the tooth normal force of spur and helical gears. Proc Inst Mech Eng C J Mech Eng Sci 233(21–22):7391–7400. https://doi.org/10.1177/0954406219855097
Klingelnberg J (2016) Bevel Gear. Berlin, Heidelberg: Springer Berlin Heidelberg
Emmert S (1994) Untersuchungen zur Zahnflankenermüdung (Graufleckigkeit, Grübchenbildung) schnelllaufender Stirnradgetriebe. DissertationTechnische Universität München
Steinberger G (2007) Optimale Grübchentragfähigkeit von Schrägverzahnungen. DissertationTechnische Universität München
Schrade U (2000) Einfluß von Verzhanungsgeometrie und Betriebsbedingungen auf die Graufleckentragfähigkeit von Zahnradgetrieben. DissertationTechnische Universität München
Liu W (2004) Einfluss verschiedener Fertigungsverfahren auf die Graufleckentragfähigkeit von Zahnradgetrieben. DissertationTechnische Universität München
Nazifi K (2010) Einfluss der Geometrie und der Betriebsbedingungen auf die Graufleckigkeit von Großgetrieben. DissertationRuhr-Universität Bochum
Lohmann C (2016) Zusammenhang von Ermüdung, Rissbildung, Verschleiß und Graufleckentragfähigkeit an Stirnrädern. DissertationRuhr-Universität Bochum
Klein MM (2012) Zur Fresstragfähigkeit von Kegelrad- und Hypoidgetrieben. DissertationTechnische Universität München
Michaelis K (1978) Freßtragfähigkeit für Hochleistungs-Hypoidgetriebe-Schmierstoffe. Mineralöltechnik 23(Vol. 13):1–24
Sommer K, Heinz R, Schöfer J (2018) Verschleiß metallischer Werkstoffe: Erscheinungsformen sicher beurteilen. 3., neu bearbeitete Auflage. Wiesbaden: Springer Vieweg
Coy JJ, Zaretsky EV (1975) Life analysis of helical gear sets using Lundberg-Palmgren theory: NASA-TN-D-8045. Cleveland, OH, United States: United States and Army Air Mobility Research and Development Lab
Linke H, editor (2010) Stirnradverzahnung: Berechnung - Werkstoffe - Fertigung. 2., vollst. überarb. Aufl. München, Wien: Hanser
Wang QJ, Chung Y-W (2013) Encyclopedia of tribology. Springer, Boston
Weibring M, Gondecki L, Tenberge P (2019) Simulation of fatigue failure on tooth flanks in consideration of pitting initiation and growth. Tribol Int 131:299–307. https://doi.org/10.1016/j.triboint.2018.10.029
Grzeszkowski M, Gühmann C, Scholzen P, Löpenhaus C, Nowoisky S, Kappmeyer G (2019) Experimental Study on the Pitting Detection Capabilities for Spur Gears Using Acoustic Emission and Vibration Analysis Methods. Gear Technology (March/April): 48–57
Wirth C (2008) Zur Tragfähigkeit von Kegelrad- und Hypoidverzahnungen. DissertationTechnische Universität München
Wirth C, Höhn B-R, Braykoff C (2013) New methods for the calculation of the load capacity of bevel and hypoid gears. Gear Technol (Vol. 30 No. 4): 44–54
Reimann T, Stemplinger J-P, Stahl K (2015) Der Fresstest A/44/Cr - eine Methode zur Prüfung des Fress- und Verschleißverhaltens von Hypoidölen. Tribologie + Schmierungstechnik (62. Jahrgang): 45–53.
Pellkofer J, Reimann T, Hein M, Hombauer M, Stahl K (2019) New calculation method of the micropitting load carrying capacity of bevel and hypoid gears. Forsch Ingenieurwes 3:603–609
Boiadjiev I, Saddei P, editors (2019) Untersuchung der Tragfähigkeit von carbonitrierten Kegelrad- und Hypoidverzahnungen Heft 1330
Hombauer M, Hutschenreiter B, Michaelis K, Schlecht B, Höhn B-R, editors (2013) Hypoidgraufleckigkeit: Bestimmung der Graufleckentragfähigkeit von Kegelrad- und Hypoidverzahnungen. Frankfurt/Main Heft 1055
Hypoidfressen: Bestimmung der Fresstragfähigkeit von kegelrad- und Hypoidverzahnungen; IGF-Nr. 14863N, FVA-Nr. 519/I. Frankfurt/Main Heft 1071
Wirth C, Michaelis K, Höhn B-R, editors (2009) Berechnung der Grübchen- und Zahnfußtragfähigkeit von Kegelrädern. Frankfurt/Main Heft 887.
Exxon Mobil Corporation (2022) Technical Data Sheet: Mobilube HD-A Plus 80W-90; [cited 2022 September 26] Available from: URL: https://www.mobil.com/en-gb/commercial-vehicle-lube/pds/gl-xx-mobilube-hd-a-plus-80w90
Shell. Technical Data Sheet: Shell Spirax S6 AXME 75W-90; 2016 [cited 2022 September 26] Available from: URL: https://www.shell.iq/en_iq/business-customers/industrial-lubricants/lubricants-product-range/shell-spirax-axle-and-transmission-oils/_jcr_content/par/textimage_cb17.stream/1486050956023/b9dc46b6d319dd66dcc97b076abfc8257d65d457/Shell_Spirax_S6_AX_ME_75W_90.pdf
Boiadjiev I (2019) Schadensentwicklung und Tragfähigkeit carbonitrierter Kegelradverzahnungen. DissertationTechnische Universität München
Hombauer MR (2013) Grauflecken an Kegelrad- und Hypoidverzahnungen und deren Einfluss auf die Grübchentragfähigkeit. DissertationTechnische Universität München
Drechsel A, Boiadjiev I, Hein M, Stahl K, Saddei P (2019) Investigation of the load carrying capacity of carbonitrided bevel and hypoid gears. GETPRO International Conference
Drechsel A, Constien L, Pellkofer J, Boiadjiev I, Stahl K (2022) Extended calculation method for determining the pitting load carrying capacity of bevel and hypoid gears. Forsch Ingenieurwes. https://doi.org/10.1007/s10010-022-00596-w
International Organization for Standardization (2021) Calculation of load capacity of bevel gears—Part 20: Calculation of scuffing load capacity—Flash temperature method; 2021
International Organization for Standardization (2014) Calculation of load capacity of bevel gears—Part 1: Introduction and general influence factors; 2014
Pellkofer J, Reimann T, Boiadjiev I, Hein M, Stahl K (2019) New standardized calculation method of the tooth flank fracture load capacity of bevel and hypoid gears. AGMA Technical Paper; (19FTM23)
International Organization for Standardization (2017) Calculation of load capacity of bevel gear—Part 30: ISO rating system for bevel and hypoid gears—Sample calculations; 2017
Acknowledgements
The research project (IGF No. 18377 N; FVA 748 I) was conducted with the kind support of the FVA (Forschungsvereinigung Antriebstechnik e.V.) research association. The project was sponsored by the German Federal Ministry of Economics and Technology (BMWi) through the AiF (Arbeitsgemeinschaft industrieller Forschungsvereinigungen) in the course of a program for the support of collective industrial research (IGF) as a result of a decision by the German Bundestag.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
L. Constien, A. Drechsel, J. Pellkofer, T. Reimann and K. Stahl declare that they have no competing interests.
Additional information
Technical Editor: João Marciano Laredo dos Reis.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Constien, L., Drechsel, A., Pellkofer, J. et al. Consideration of the influences of the driving direction within the calculation of the pitting load-carrying capacity of bevel and hypoid gears. J Braz. Soc. Mech. Sci. Eng. 45, 523 (2023). https://doi.org/10.1007/s40430-023-04447-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04447-9