
Abstract
Excellent control in p- and n-type transport characteristics was previously obtained for the thermoelectric Y x Al y B14 compounds through Al flux method. In this study, new attempts were made to reduce their grain sizes to obtain dense samples and to possibly lower the thermal conductivity. Introducing the reduction of grain sizes into Y x Al y B14 samples was attempted by two methods; one was through mechanical grinding, and the other was by synthesizing Y x Al y B14 via Y0.56B14 (denoted as “vYB-YAlB14”). Mechanical grinding using ball milling with Si3N4 pots and balls was found not to be an efficient way to decrease the grain size because of contamination of Si3N4. In contrast, vYB-YAlB14 samples were successfully synthesized. Through the synthesis of Y0.56B14, the boron network structure was first formed. Afterward, Y x Al y B14 was obtained by adding Al in the boron network structure through a heat treatment. Due to shorter heating time at lower temperature, the grain sizes were discovered to be smaller than that of Al flux method. The decrease of grain size was found to be beneficial for the densification of Y x Al y B14 and the decrease of its thermal conductivity.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The development of thermoelectric materials has recently been carried out with great intensity because of the possibility for useful energy conversion of waste heat [1]. Thermoelectric performance is evaluated by the dimensionless figure of merit ZT = S2T/ρκ, where S, ρ, κ and T are the Seebeck coefficient, the electrical resistivity, the thermal conductivity and the absolute temperature, respectively. Boron icosahedra cluster compounds are good candidates for high-temperature thermoelectric materials because they exhibit intrinsic low thermal conductivity and are stable at high temperature [2–5]. Boron carbide is one of the attractive p-type thermoelectric materials for the high-temperature region [6]. Metal doped β-boron compounds have been also investigated as possible thermoelectric materials [7, 8]. In addition, novel boron icosahedra cluster compounds like RB44Si2 (R = rare earth) [9–12], B6S1-x [13] are being investigated. Rare earth borocarbonitrides, RB22C2N, RB17CN and RB28.5C4, were discovered to be the first boron icosahedra cluster containing compounds that exhibit intrinsic n-type thermoelectric materials [14, 15]. Some of the recently discovered novel borides have been found not to be easy to obtain dense samples, and various studies to remedy this have been carried out; for example, mechanical grinding and sintering the sample through the spark plasma sintering (SPS) treatment with sintering aids such as metals, rare earth tetra brides and carbides [16–19].
Recently, thermoelectric properties of Y x Al y B14 have been investigated [20] and Y x Al y B14 was found to exhibit excellent p–n control with large absolute values of the Seebeck coefficient through the control of the Al occupancy y. To increase figure of merit, we attempt to reduce grain size by means of mechanical grinding and also by a change of synthesis method. The reduction of grain size is expected to help densification of Y x Al y B14 and decrease thermal conductivity. Since Y x Al y B14 is usually synthesized with high-temperature molten Al flux method [21], it is normally difficult to reduce the grain sizes through the synthesis conditions. As a result, Y x Al y B14 is also difficult to densify. Therefore, we focused on the boron atomic network structure of Y x Al y B14. Y0.56B14 (YB25) has a similar atomic network structure and is synthesized by the borothermal reduction [22, 23]. As both compounds have similar boron atomic network structures, we aimed to sinter Y x Al y B14 via Y0.56B14 which possibly can act like a precursor. In this work, we tried to decrease grain size of Y x Al y B14 samples and investigate effects of the grain size on the thermoelectric properties.
Experiment
Polycrystalline samples of Y x Al y B14 were synthesized using two methods: one is the high-temperature Al flux method [20, 21] with mechanical grinding using ball milling. Starting materials of YB4, B and excess Al, serving as flux, were mixed and pressed using cold isostatic pressing. This mixture was heated around 1,633 K. After heating, sample was crushed in a Si3N4 mortar and excess Al was dissolved using NaOH. This sample was denoted as “YAlB14.’’ The YAlB14 sample was crushed by ball mill at 200 rpm for 30 min putting balls and ethanol together into a Si3N4 pot. This mechanical grinded sample was denoted as “MG-YAlB14.’’ Another method was the synthesis of Y x Al y B14 via Y0.56B14 (denoted as “vYB-YAlB14”). To prevent grain growth through the Al flux method, we sintered Y0.56B14 that has a similar crystal structure with Y x Al y B14, and then Al was added to Y0.56B14. Synthesis of Y0.56B14 has previously been reported by the borothermal reduction in vacuum as follows [22, 23];
After synthesis of Y0.56B14, Al was added to Y0.56B14 and the mixture was heated around 1,573 K for 4 h in vacuum. After heating, samples were crushed in a S3N4 mortar and excess Al was dissolved using NaOH. All samples were pressed and compacted using SPS treatment at several sintering temperature ranged from 1,673 to 1,823 K.
X-ray diffraction (XRD) measurements using Rigaku Ultima-3 with Cu Kα radiation were performed to characterize the samples and to determine the detailed crystal structure by means of Rietveld refinement using Rietan-FP software [24]. Grain sizes of samples before SPS treatment were checked using a laser diffraction particle size analyzer. The microstructures of the SPS sintered samples are observed using a scanning electron microscope (SEM). The electrical resistivity and the Seebeck coefficient were measured with an ULVAC ZEM-2 using the four-probe method and differential method, respectively. To determine the thermal conductivity, the thermal diffusivity coefficients were measured by the laser flash method and the specific heat was measured by Quantum Design, PPMS.
Result and discussion
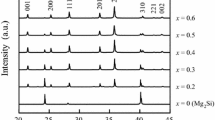
XRD patterns of YAlB14, MG-YAlB14 and vYB-YAlB14 samples after SPS treatment are shown in Fig. 1. In the XRD patterns of MG-YAlB14 and vYB-YAlB14 samples, a small unknown peak was observed around 22.6°. It is considered to be attributed to a very small amount of an unknown secondary phase. In the XRD pattern of Fig. 1, through the ball milling treatment, any secondary phases from the material of the pots or balls were not observed. Although a very small unknown peak was detected, the vYB-YAlB14 samples were successfully synthesized. According to the Rietveld analysis, the composition of vYB-YAlB14 was Y0.54Al0.59B14 and it was almost the same as YAlB14 and MG-YAlB14 whose composition was estimated at Y0.56Al0.57B14. In Fig. 1, the MG-YAlB14 sample was observed to have a slight amount of a secondary phase of Al2O3. We surmise that during the mechanical grinding, the sample might have been oxidized and Al2O3 subsequently appears through the SPS treatment.

XRD patterns of YAlB14, MG-YAlB14 and vYB-YAlB14 after SPS treatment. Peak indexes are labeled to main peaks that are isolated or with strong intensities as some peaks are overlapped each other
The dispersion of the grain sizes are shown in Fig. 2. Before mechanical grinding, the dispersion was broad and grain size of 50 % of cumulative diameter by the volume grain size distribution (d50) was 28 μm. Through the mechanical grinding treatment at 200 rpm for 30 min, the dispersion became sharper and the grain size of d50 decreased to 12 μm. To decrease grain size further, rotation speed and grinding time were increased. However, with the increase of these parameters, a secondary phase of Si3N4 appeared. During the SPS treatment, Si3N4 reacted with Y x Al y B14 and the Al occupancy decreased. As the Al occupancy is strongly related to the thermoelectric properties, the Si3N4 contamination should be avoided. Thus, we could not increase the rotation speed and grinding time further.

Dispersion of grain sizes before and after the mechanical grinding
SEM images of SPS sintered MG-YAlB14 and vYB-YAlB14 samples are shown in Fig. 3. MG-YAlB14 samples in Fig. 3a, b are sintered at 1,773 and 1,823 K under pressure of 150 MPa, respectively. Although the observed grain sizes in Fig. 3a, b were almost same size around 10 μm, grain boundaries disappeared in Fig. 3b and the sintering was largely promoted by the increase of the SPS sintering temperature. This implies that higher sintering temperature leads to densify the samples.

SEM images of MG-YAlB14 samples sintered at 1,773 K a and 1,823 K b and vYB-YAlB14 sintered at 1,673 K c after SPS treatment
The SEM image of vYB-YAlB14 sample after SPS treatment is shown in Fig. 3c. There can be observed some agglomeration of grains and also pores. Through the SPS treatment, the agglomeration was sintered preferentially. To achieve further dense and homogeneous sample, agglomeration should be avoided. Interestingly, the observed average grain size was around 5 μm, which was smaller than those of MG-YAlB14 samples. This result can be explained by considering the synthesis route. In the synthesis of the YAlB14, we used the Al flux, which was assumed to promote grain growth. In fact, the grain size of d50 of the YAlB14 before mechanical grinding was 28 μm as shown in Fig. 2. Even after the mechanical grinding, the grain size of d50 was 12 μm. However, in the synthesis method of the vYB-YAlB14 sample, the boron network structure was first formed through the synthesis of Y0.56B14, and then afterward, Al was added to the boron network structure through a heat treatment. Since the heat treatment was of shorter time and lower temperature comparing to the Al flux method, we surmise that grain growth of vYB-YAlB14 sample was suppressed. Although we could not measure dispersion of the grain sizes of vYB-YAlB14 due to the agglomeration, the grain size of the vYB-YAlB14 seemed to be smaller than that of the YAlB14 sample.
The relationship between relative densities of samples and SPS sintering temperature is plotted in Fig. 4. The relative density of the YAlB14 samples was increased with increasing the SPS sintering temperature and reached 83 % at 1,823 K without special treatment for reducing grain sizes. In MG-YAlB14 samples, relative densities were also largely increased with the increase of the SPS sintering temperature. In addition, compared to the YAlB14 sample, sample density was largely increasing from 83 to 93 % at 1,823 K. For the vYB-YAlB14 sample, relative density was 82 % even for the lower SPS sintering temperature at 1,673 K and almost as same relative density as YAlB14 sample sintered at 1,823 K. With the decrease of the grain sizes, relative densities tend to increase and sintering temperature tend to become lower, due to the increase of the specific surface area of the samples. Therefore, from our results, we can conclude that the decrease of the grain size leads to lower the SPS temperature to obtain dense Y x Al y B14 samples.

SPS temperature dependence of the relative density of YAlB14, MG-YAlB14 and vYB-YAlB14 samples
The temperature dependence of electrical resistivity of samples is shown in Fig. 5. The electrical resistivity of Y x Al y B14 was previously observed [20] to follow Mott’s variable range hopping mechanism, logρ ∝ T−0.25 [25, 26]. The temperature dependences of electrical resistivities observed to not follow this dependency and show curvatures due to the existence of grain boundaries, pores and secondary phases. The electrical resistivities of MG-YAlB14 samples were higher than that of YAlB14 sample in spite of the higher relative density. The MG-YAlB14 samples seemed to be oxidized, and this can be considered as one of the reasons for the higher electrical resistivity. The electrical resistivity of the vYB-YAlB14 sample was also increasing. According to the SEM image of vYB-YAlB14 sample in Fig. 3c, grain boundaries and pores can be observed and they can increase the electrical resistivity.

Temperature dependence of the electrical resistivity of YAlB14, MG-YAlB14 and vYB-YAlB14 samples. The logarithmic of ρ is plotted versus T−0.25. The lines are guides to the eye
The temperature dependence of the Seebeck coefficient is shown in Fig. 6. The Seebeck coefficient in variable range hopping has been investigated, for example, by Zvyagin [27]. Assuming linear density of state, the Seebeck coefficient has the following dependency:
The Seebeck coefficients of samples also tended to be proportional to T1/2 and exhibited around −190 μV/K at 1,000 K. Previously, we found the Al occupancies of samples relate with T0 values [20]. Since the Al occupancies were almost the same value between samples here, little difference of the temperature dependence of the Seebeck coefficient was observed. Although the Seebeck coefficient can be increased through the reduction of the grain size [28, 29], we conclude the Seebeck coefficient is not changed by the reduction of grain sizes among samples obtained in this study.

Temperature dependence of the Seebeck coefficient of YAlB14, MG-YAlB14 and vYB-YAlB14 samples
Thermal conductivities of all samples are plotted in Fig. 7. The thermal conductivity of YAlB14 sample was decreasing with the increase of the temperature and exhibited 3.6 W/mK at 1000 K. The thermal conductivity of the MG-YAlB14 sample sintered at 1,773 K slightly decreased compared to YAlB14 due to the decrease of grain sizes, i.e., the increase of the grain boundary. It leads to increase the phonon scattering and to decrease the thermal diffusivity. On the other hand, the thermal conductivity of the MG-YAlB14 sample sintered at 1,823 K was higher than that of YAlB14 due to the disappearance of grain boundaries. The thermal conductivity of vYB-YAlB14 sample decreased with the increase of the temperature and exhibited 2.8 W/mK at 1,000 K. The thermal conductivity of vYB-YAlB14 was the lowest among the samples although the relative density is the same as YAlB14 and MG-YAlB14 sintered at 1,773 K. The observed decrease of the thermal conductivity is caused by the large reduction in the lattice contribution. Considering both the SEM image and the result of thermal conductivity measurement, we can conclude that the synthesis method of the vYB-YAlB14 sample is most effective to increase phonon scattering and to decrease thermal conductivity.

Temperature dependence of the thermal conductivity of YAlB14, MG-YAlB14 and vYB-YAlB14 samples
Temperature dependence of ZT value is plotted in Fig. 8. The ZT value of YAlB14 sample increased with the increase of the temperature and exhibited 0.060 at 1000 K. ZT values of the MG-YAlB14 samples decreased relative to YAlB14 due to the decrease of the electrical resistivity, while the thermal conductivity did not decrease largely, because grain sizes were not decreased sufficiently through the mechanical grinding. The ZT value of vYB-YAlB14 was slightly increasing in high-temperature range and exhibited 0.066 at 1000 K, because the thermal conductivity was decreased. However, as the electrical resistivity of vYB-YAlB14 sample increased compared to YAlB14 sample, ZT value of vYB-YAlB14 was not enhanced so much. As we wrote in the parts of the results of the SEM and the electrical resistivity measurements, grain boundaries and pores can be observed in vYB-YAlB14 sample. Due to these reasons, the electrical resistivity of vYB-YAlB14 increased. Although the increase of ZT is within the general error, since the values are those experimentally obtained, the difference can be considered to represent a tendency, at least indicating that the grain size control approach is promising. Although ZT values of vYB-YAlB14 were still low due to the low density, further improvements are expected through the optimization of the synthesis condition.

Temperature dependence of the figure of merits of YAlB14, MG-YAlB14 and vYB-YAlB14 samples
Conclusion
In this study, the reduction of grain sizes was introduced to Y x Al y B14 samples by two methods. One was the mechanical grinding using ball milling with Si3N4 pots and balls. However, it was found not to be an efficient way to reduce the grain size because of the contamination of Si3N4. Thermoelectric performance of mechanical grinded sample (MG-YAlB14) was found not to be improved due to the secondary phase and the insufficiency of the decrease of the grain size. The other was the synthesis of Y x Al y B14 sample via Y0.56B14 (vYB-YAlB14). The vYB-YAlB14 sample was successfully synthesized, and the grain sizes were discovered to be smaller than that of Al flux method. Considering both MG-YAlB14 and vYB-YAlB14, it was found that through the reduction of grain sizes, the relative densities after SPS treatment tend to increase at the same SPS sintering temperature. Thermal conductivity of vYB-YAlB14 sample was discovered to be the lowest among the samples thanks to the small grain size, i.e., the increase of the grain boundaries. As a result, ZT value of vYB-YAlB14 sample showed a slight enhancement in the high-temperature region. With further reduction of grain sizes through improvement of the synthesis process of the vYB-AlB14 and optimization of SPS conditions to consolidate, further improvements are expected.
References
Koumoto, K., Mori, T.: Thermoelectric Nanomaterials; Materials Design and Applications, Springer Series in Materials Science, vol. 182. Springer, Heidelberg (2013)
Mori, T.: Higher borides. In: Gschneidner Jr, K.A., Bunzli, J.-C., Pecharsky, V. (eds.) Handbook on the Physics and Chemistry of Rare-Earths, vol. 38, p. 105. North-Holland, Amsterdam (2008)
Slack, G.A., Oliver, D.W., Horn, F.H.: Thermal conductivity of boron and some boron compounds. Phys. Rev. B 4, 1714–1720 (1971)
Cahill, D.G., Fischer, H.E., Watson, S.K., Pohl, R.O.: Thermal properties of boron and boride. Phys. Rev. B 40, 3254–3260 (1989)
Mori, T.: Thermal conductivity of a rare-earth B12-icosahedral compound. Phys. B 383, 120–121 (2006)
Wood, C., Emin, D.: Conduction mechanism in boron carbide. Phys. Rev. B 29, 4582–4587 (1984)
Nakayama, T., Shimizu, J., Kimura, K.: Thermoelectric properties of metal-doped β-rhombohedral boron. J. Solid State Chem. 154, 13–19 (2000)
Kim, H., Kimura, K.: Vanadium concentration dependence of thermoelectric properties of β-rhombohedral boron prepared by spark plasma sintering. Mater. Trans. 52, 41–48 (2011)
Mori, T.: High temperature thermoelectric properties of B12 icosahedral cluster-containing rare earth boride crystal. J. Appl. Phys. 97, 093703 (2005)
Mori, T., Martin, J., Nolas, G.: Thermal conductivity of YbB44Si2. J. Appl. Phys. 102, 073510 (2007)
Mori, T., Berthebaud, D., Nishimura, T., Nomura, A., Shishido, T., Nakajima, K.: Effect of Zn doping on improving crystal quality and thermoelectric properties of borosilicides. Dalton Trans. 39, 1027–1030 (2010)
Berthebaud, D., Sato, A., Michiue, Y., Mori, T., Nomura, A., Shishido, T., Nakajima, K.: Effect of transition element doping on crystal structure of rare earth borosilicides REB44Si2. J. Solid State Chem. 184, 1682–1687 (2011)
Sologub, O., Matsusita, Y., Mori, T.: An α-rhombohedral boron related compound with sulfur: synthesis structure and thermoelectric properties. Scripta Mater. 68, 289–292 (2013)
Mori, T., Nishimura, T.: Thermoelectric properties of homologous p- and n-type boron-rich borides. J. Solid State Chem. 179, 2908–2915 (2006)
Mori, T., Nishimura, T., Yamaura, K., Takayama-Muromachi, E.: High temperature thermoelectric properties of a homologous series of n-type boron icosahedra compounds: a possible counterpart to p-type boron carbide. J. Appl. Phys. 101, 093714 (2007)
Berthebaud, D., Nishimura, T., Mori, T.: Thermoelectric properties and spark plasma sintering of doped YB22C2N. J. Mater. Res. 25, 665–669 (2010)
Berthebaud, D., Nishimura, T., Mori, T.: Microstructure and thermoelectric properties of dense YB22C2N samples fabricated through spark plasma sintering. J. Electron. Mater. 40, 682–686 (2011)
Prytuliak, A., Mori, T.: Effect of transition-metal additives on thermoelectric properties of YB22C2N. J. Electron. Mater. 40, 920–925 (2011)
Prytuliak, A., Maruyama, S., Mori, T.: Anomalous effect of vanadium boride seeding on thermoelectric properties of YB22C2N. Mater. Res. Bull. 48, 1972–1977 (2013)
Maruyama, S., Miyazaki, Y., Hayashi, K., Kajitani, T., Mori, T.: Excellent p-n control in a high temperature thermoelectric boride. Appl. Phys. Lett. 101, 152101 (2012)
Korsukova, M.M., Lundstrom, T., Tergenius, L.-E., Gurin, V.N.: The crystal structure of defective YAlB14 and ErAlB14. J. Alloy Compd. 187, 39–47 (1992)
Tanaka, T., Okada, S., Yu, Y., Ishizawa, Y.: A new yttrium boride: YB25. J. Solid State Chem. 133, 122–124 (1997)
Mori, T., Zhang, F.X., Tanaka, T.: Synthesis and magnetic properties of binary boride REB25 compounds. J. Phys.: Condens. Matter 13, L423–L430 (2001)
Izumi, F., Momma, K.: Three-dimensional visualization in powder diffraction. Solid State Phenom. 130, 15–20 (2007)
Efros, A.L., Pollak, M.: Electron–Electron Interactions in Disordered Systems. North-Holland, Amsterdam (1985)
Mott, N.F.: Conduction in glasses containing transition metal ions. J. Non-Cryst. Solids 1, 1–17 (1968)
Zvyagin, I.P.: On the theory of hopping transport in disordered semiconductors. Phys. Status Solidi B 58, 443–449 (1973)
Kishimoto, K., Yamamoto, K., Koyanagi, T.: Influences of potential barrier scattering on the thermoelectric properties of sintered n-type PbTe with a small grain size. Jpn. J. Appl. Phys. 42, 501–508 (2003)
Heremans, J.P., Thrush, C.M., Morelli, D.T.: Thermopower enhancement in lead telluride nanostructures. Phys. Rev. B 70, 115334 (2004)
Acknowledgments
TM was partially supported by a grant from AOARD.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under license to BioMed Central Ltd. Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Maruyama, S., Nishimura, T., Miyazaki, Y. et al. Microstructure and thermoelectric properties of Y x Al y B14 samples fabricated through the spark plasma sintering. Mater Renew Sustain Energy 3, 31 (2014). https://doi.org/10.1007/s40243-014-0031-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40243-014-0031-8