
Abstract
In infrared welding, the heating phase is the phase offering the highest flexibility of choice regarding the process parameters. In this phase, the process parameters such as the heating time, emitter power, and emitter-component distance can be individually selected and combined with each other. The defined heating phases have a different influence on the joining components. In this work, the effects of four heating strategies and their influence on the resulting temperature distribution over the joining surface, the possible thermal material degradation, the morphology of the joining zone, and the short-term tensile strength of the welded samples are investigated. In order to investigate the morphology, microsections are prepared which enable transmitted light microscopy of the black PA6 GF50 used. In summary, it can be concluded that different heating strategies have a different influence on the material even if the generated melt layer thickness is kept the same. Three of the four strategies result in material degradation on the joining surface. However, this has almost no effect on the resulting short-term strength of the weld. The results allow the interpretation that a high joining pressure compensates for the influence of the material damage by pressing the damaged material into the bead.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Fiber-reinforced plastics offer an extensive potential for lightweight construction due to their good specific material properties. Many fiber-reinforced plastic components are produced using the injection molding process. However, more complex component geometries require subsequently an additional welding process, like the infrared (IR) welding process. IR-welding enables even high-temperature resistant thermoplastics to be heated without contact and generates a material bond between the two joining components during the joining phase [1, 2].
The interactions between the parameters of the IR welding process, the material condition that is established during the joining zone, and the resulting fatigue strength of the joint are still almost unknown. However, the heating phase of the process can be designed differently and, thus, offers a wide range of possibilities for heating the material. In the subsequent joining phase, the heated joining components are pressed together. The joining pressure applied in this phase also affects the resulting bond strength. The optimization of IR welding processes with regard to maximum strength is dependent on many process parameters [3, 4]. In this work, the focus is primarily on the heating strategies to assess how this strategy influences the molten material and hence the material’s strength. The main focus here is on the interaction between emitter power and heating time in order to be able to establish the best possible procedure for designing the heating phase. For this purpose, four heating strategies are defined and the joined samples are subsequently characterized. For this purpose, classical heating strategies are examined in which an emitter power is maintained for a defined heating time. These heating strategies are referred in the following as linear strategies. A distinction is made between an intensive fast heating and a gentle but slow heating strategy. The experimental design is extended by two stepped heating strategies, which are both a combination of the two linear heating strategies. A schematic illustration of the four heating strategies is shown in Fig. 1. Different methods are used to evaluate the individual heating strategies. The heating curves of the joining surface are intended to show the difference in the heating processes for the four strategies. Corresponding microscopy images visualize the morphological changes during the heating phase in order to illustrate the processes in the material. In combination with the thermogravimetric analysis, the material degradation is investigated. These characterization methods then allow conclusions to be drawn about the resulting bond strength. Further studies can be found in, i.e., [5,6,7].

Schematic sequence of the 4 heating strategies
2 State of research
The processes used in plastic processing can be differentiated on the type of thermal energy coupled into the joining surface [DIN 1910, 9]. IR welding is one of the welding processes that heats the joining components by radiation. IR radiation is divided into a short-, medium-, and long-wave range according to its wavelength. Although IR emitters generally have continuous radiation over the entire IR range, they are classified according to the wavelengths at which they have the largest intensity. A shorter wavelength correlates with a higher emitter temperature. The radiation is proportionally absorbed, reflected, and transmitted by the joining part [2, 10].
The ability of the material to absorb radiation is responsible for the material plasticizing. At a wavelength range from 2 to 15 µm, the radiation is predominantly absorbed. The absorption of the radiation energy is based on the excitation of vibrations of the molecular bonds in the macromolecule. If molecular bonds are excited to vibrate at their natural frequency, this leads to an increase in the temperature of the material. Depending on the transmission in the material, the radiation penetrates more or less deeply into the body until it is completely absorbed. The optical penetration depth describes the resulting spatial distribution of absorption in the material. In the short-wave IR range, this is considerably larger and results in faster melting of the plastic [2, 11, 12].
Infrared welding has been investigated in depth in a few isolated studies in plastic joining technology. In Fuhrich’s study, it was shown that the additives in the plastic have a major influence on heating. Among other things, the coloring of the material plays a role here. With carbon black-colored materials, the radiation is absorbed by the pigments. As a result, the surface temperatures on the joining surface rise quickly and the radiation only penetrates the near-surface layers. Deeper layers are only plasticized by the resulting heat conduction. This influence of the carbon black is particularly noticeable with short-wave IR radiators. Another factor is the glass fiber filling. Glass fibers act as scattering centers for the light, and the path for the light becomes longer due to the high number of reflections in the fiber. This also inhibits the depth effect of the radiation. Therefore, defining the heating phase and producing sufficiently large melt layer thicknesses are challenging using the black-colored and high-glass-fiber-filled polyamide 6 presented here [3, 8].
The second study performed by Constantinou shows that IR welding involves the risk of thermal material damage which can lead to a reduction in mechanical strength. This can be avoided if the power of the emitters is reduced for welding. This was particularly evident in longer durability in creep tests with polypropylene. The short-time tensile tests show little effect and cannot provide any information about the long-term behavior [13, 14]. These two studies show that heating is the most important factor in IR welding. The various options for designing the heating strategy are more decisive than the subsequent changeover or joining phase. With the PA 6 GF50 selected, it is important to produce a sufficiently large melt layer thickness with as minimal thermal damage as possible.
This provides an initial indication of the parameterization options in the IR welding process. The heating strategy in particular has a significant influence on the material and its damage. The effect of material damage on the mechanical properties of the joint is still unknown, especially for technical thermoplastics such as PA6. In addition, an adjustment of the emitter power also causes a shift in the emitted wavelength and thus also changes the absorption behavior of the material. This can lead to a different melting behavior in the material. The present work focuses on these possibilities in the design and parameterization of the heating strategy. The effects of four different heating strategies on the plastic and the resulting properties of the welded joint will be analyzed.
3 The infrared welding process
The infrared welding process is divided into 3 phases. Individual parameters that significantly influence the welding process must be defined for each of these phases. These welding phases and process parameters are shown in the schematic sequence in Fig. 2. The first phase is the heating phase. In this phase, the components are moved in front of the infrared emitter without any contact and stay in their position a defined period of time. The parts of the both components to be joined facing the IR emitter are plasticized. Three process parameters are of key importance during the heating phase:
-
1
The emitter-component distance defines the distance between the IR emitter and the component in millimeters.
-
2
The emitter power in watts defines how intense the emitter generates the infrared radiation. (It should be noted that the emitted wavelengths increase when lower emitter powers are selected.)
-
3
The heating time in seconds determines the duration of the heating phase.

Schematic of the infrared welding process; the individual process phases are shaded in gray; the process parameters and the resulting melt layer thickness parameter are shaded in orange
These three process parameters influence the melting of the joining components. The melt layer thickness (see Fig. 2) is defined as the depth of the molten part-volume of the joining components and is measured starting from the joining surface. In the literature, a melt layer thickness of 0.2–0.4 times the component thickness is given as advantageous [2]. The melt layer thickness results from the named three parameters. Due to their close correlation, it is possible to produce the same melt layer thickness with a different set of appropriately selected combinations of the three process parameters. The three process parameters described above are changed for each of the heating strategies. Although the same melt layer thickness is produced, the heating strategy may have different influences on the material. For example, a short heating time coupled with a high emitter output can cause the surface temperature to rise significantly and lead to material damage.
The heating phase is followed by the changeover phase. In this phase, first, the joining components move away from the infrared emitters and the infrared emitters move out of the joining surface. Second, the joining components then move towards each other until they touch. The changeover phase should be kept as short as possible and lasts around 1.7 s in this investigation. These short times also prevent the melt from flowing downwards or dripping due to gravity.
As soon as the joining components touch each other, the joining phase starts. In this phase, the joining pressure is another important parameter. The joining components can only be welded if the polymer chains are able to create a material bond through molecular entanglement during the solidification of the molten layer which is usually supported by applying additionally a pressure force on the components. The resulting bond is created by the diffusion of the chains beyond the joint surface and can be described using the reptation model [15]. Once the melt has cooled, the joined component can be removed. The welding process is now finished.
4 Experimental setup
A polyamide 6 (PA6) with a glass fiber content of 50 wt.% was selected for the tests. The PA6 GF50 is Durethan BKV50H2.0 from the company Lanxess AG, Germany. The whole process of sample preparation is shown in Fig. 3.

Schematic sequence of sample preparation
The material is first processed into plates by injection molding. Each injection-molded plate is then sawed into two joining components measuring 70 mm × 50 mm × 3 mm. It is ensured that during welding, a plate that was originally close to the sprue of the injection molded plate (C) is always welded to a plate far from the sprue (F) (see Fig. 3). As polyamides are hydrophilic materials that absorb humidity from the ambient air that could trigger chain scission at the welding temperatures, the plates must be dried before welding (6 h, 80 °C). They are stored in an airtight desiccator until welding. Four heating strategies are initially defined using a joining pressure of 1 and 2 MPa, respectively, thus resulting in eight parameter sets. Figure 4 shows the welding machine from the company bielomatik, Germany (type K2150) where the samples were welded on. The machine was refurbished by KLN Ultraschall, Germany in 2022 with a modern control system. Quartz glass tube emitters from Heraeus, Germany are used for the IR emitters. A shield is fitted in front of the emitters for the radiation to only hit the joining surface and not irradiate any other parts of the joining components.

Infrared welding machine. Top: general overview of the machine structure. Bottom: detailed view of one emitter
A specimen is afterwards milled out of the center of the samples, which is used for the mechanical tests. The remaining sections on the right and left can be used for chemical testing of the material (see Fig. 3 step 5). As PA6 behaves hydrophilically and the mechanical properties are strongly dependent on the amount of water absorbed, specific initial conditions must be ensured for the test. This is achieved by fast-conditioning method in accordance with DIN EN ISO 1110 standard at 70 °C and 62% relative humidity [16]. Fast-conditioning takes around 13 days for the samples (see Fig. 3 step 6). The samples are stored in a standard climate chamber until further testing. All specimens are produced using this method. The difference is in the heating strategy and the joining pressure.
4.1 Heating strategies
Based on the main process parameters for infrared welding (emitter-component distance, emitter power, and heating time), the following procedure was developed for the heating strategies. A target melt layer thickness of constant 1 mm is defined for all welds. As the component owns a thickness of 3 mm, the melt layer thickness is in the required target range of 20–40% [2]. This provides enough molten material to flow into the bead. The melt layer thickness is to be generated using four different heating strategies to examine the influence of the different heating strategies on the material and the welded joint. The calculation of the generated melt layer thickness is based on the method of Potente [2]. This method assumes that 95% of the previously generated melt layer thickness forms the weld bead at a joining pressure of 1 MPa. Based on the position values of the sample holders before and after the welding process, the melt layer thickness can be determined. Results from preliminary tests provide indications of the welding parameters to be expected. The distance between the emitter and the component is kept constant for all four heating strategies. In the preliminary investigations, a suitable emitter-component distance of 15 mm could be defined, as this distance enabled a reliable melt layer thickness of 1 mm to be produced even at low emitter powers, and at the same time, no ignition on the joining surface was observed by using higher emitter powers. Table 1 contains the defined process parameters. The four heating strategies are illustrated in Fig. 1 and will be explained in the following.
-
1.
Heating strategy: intensive
The components are plasticized with the defined distance of 15 mm between the emitter and component at a high emitter output of 756 W generating a short heating time of 22 s. The material may exhibit smoke formation with this strategy. It is known from the literature that if smoke develops, the heat stabilizers first escape from the material. However, the time at which thermal damage to the material occurs cannot be distinguished and is therefore unknown [3]. This possible damage is accepted during intensive heating. The advantage of this heating strategy is the time efficiency. Short cycle times are possible due to the rapid melting process.
-
2.
Heating strategy: gentle
The components are plasticized with the defined distance between the emitter and component (15 mm) at a rather low emitter power of 540 W. Thus, there is a long heating time of 46 s necessary to generate the targeted melt layer thickness. The aim of this heating strategy is to ensure that less material degradation takes place. This is achieved by producing as little smoke as possible during the heating phase.
-
3.
Heating strategy: 2 phases
The components are plasticized with a defined distance between the emitter and component (15 mm). The high emitter power from the intensive heating strategy (756 W) is maintained for 14 s at the beginning and then reduced to the emitter power of the gentle heating strategy (540 W). This combines the first and second heating strategies. The aim is to use this strategy to first melt the material on the joining surface and minimize the material damage using subsequently the lower emitter power until the target melt layer thickness is reached. This heating strategy should therefore be as gentle on the material as the gentle heating strategy but with an overall shorter heating time.
-
4.
Heating strategy: blinking
The components are plasticized with a defined distance between the emitter and component (15 mm). A blinking IR emitter is used to switch back and forth between the emitter power of the intensive (756 W) and the gentle (540 W) heating strategy. The high emitter power is intended to produce the melt layer thickness. The lower power is intended to prevent the material from being damaged while transferring energy into the component by heat conduction to melt deeper layers of the material. This heating strategy should be timed between the first and second heating strategy to create a time advantage over the slow gentle heating strategy.
All four heating strategies are realized with the two joining pressures: 1 MPa and 2 MPa. These joining pressures are typical for high-fiber-filled materials. After welding, it could be concluded from the path positions that at 2 MPa pressure, approximately 97–98% of the previously produced melt flows into the bead.
5 Characterization of the different welded samples
The welded samples are analyzed using thermography, microscopy of microsections, and short-term tensile tests. The thermography is used to determine the surface temperatures to be able to identify possible thermal damage. A microscopical examination of the heated samples makes it possible to visualize the morphological change during the heating phase. The following mechanical tests show whether thermal damage has an influence on the resulting strength.
5.1 Analysis of sample heating
In order to compare the different heating strategies and determine whether the material’s decomposition temperature is reached, the temperature of the heated joining surface is measured during the welding process using a thermographic IR camera. The measurements are taken after completion of the heating time and at different intervals after premature termination of the heating time. A VarioCAM HD infrared camera with an IR 1.0/30 LW JENOPTIK lens from JENOPTIK, Germany is used.
The camera is placed on the right carriage in the machine. A sample is placed in the sample holder on the left carriage (see Fig. 4) and heated as in the welding process depending on the heating strategy. After the heating time, the heating element retracts and the left-hand carriage moves forward a few centimeters for joining in the welding process. The carriage stops in this position, and the thermographic camera measures the temperatures in the recording area for 20 s. Fifteen temperature values are generated per second to create an time-dependent cooling curve of the surface. In addition, an absorption coefficient of 0.95 was determined in preliminary tests.
The heating phases of the various heating strategies are divided into time periods to track the temperature curve of the sample during the heating time. One sample is heated for each time period, and measurements are taken with the thermographic camera at the end of the respective heating time.
Preliminary investigations have shown that changes in morphology in the in the zone affected by IR radiation develop more quickly with increasing energy input. In order to record these rapid changes towards the end of the heating time, the time intervals between the measurements were reduced with increasing heating time. At the beginning of the heating time, the surface temperatures are measured every 5 s. At the end of the heating time, the surface temperatures are measured every 2 s and later every second. The last measured time interval corresponds to the total heating time as defined for the heating strategies in the welding process.
The camera measures the cooling of the heating phase at 15 Hz. This can be transferred to a diagram. It is important to note that there is a changeover time of around 1.7 s between the end of the heating time and start of the temperature measurement. The machine needs this time to retract the heating element and move the left-hand carriage back and forward again due to the heating element. The surface of the component is then in the focus of the camera. Within this time, the component has already cooled down slightly. To determine the temperature that is reached directly at the end of the heating time, the measured cooling curve is approximated by an exponential function. The exponential functions are used to estimate the temperature that the component surface possessed at the end of the heating time for each cooling curve. This method can be used to calculate the surface temperatures that were present at individual points in time during the heating phase. Figure 5 shows the development of the extrapolated surface temperature over the heating time.

Progression of the joining surface temperature over the individual heating time of the 4 strategies
A remarkable characteristic of all heating strategies is a stagnation of the heating curves in a temperature range between 150 °C and 190 °C. It can be observed that the 2-phase and blinking heating strategies lead to higher temperatures at the joining surface than the intensive and gentle heating strategies.
The maximum temperatures of 371 °C for the 2-phase strategy and 375 °C for the blinking strategy are very close to each other. The temperature increase with the blinking strategy is similar to the heating curve of the 2-phase strategy up to a heating time of 14 s. After 14 s of heating time, the emitter power is reduced in the 2-phase strategy. This is reflected in a slower temperature evolution in the heating curve compared to the blinking strategy. Therefore, the blinking heating strategy reaches the similarly high maximum temperature within a shorter heating time. A degressive slope of both curves in the range from 300 to 350 °C is noticeable.
The temperature curves of the gentle and intensive heating strategies differ more distinctly from each other. With the gentle heating strategy, a maximum temperature of 321 °C is reached. In contrast, the intensive strategy reaches a maximum temperature of 351 °C within half the time. The temperature rises very slowly with the gentle heating strategy and shows an almost linear curve in the range from 5 to 25 s. The heating curve of the gentle strategy exhibits a lower temperature gradient over the entire heating time. After exceeding 190 °C, the heating curve of the intensive strategy rises even more rapidly. The heating curves of the two linear heating strategies correspond to the temperature curves in the material that were intended when the heating strategies were defined.
In the first 14 s of the heating time, the 2-phase strategy contains the same radiator power as the intensive strategy. Accordingly, it can be seen in the diagram in Fig. 5 that the temperature measurements in this area are close to each other.
The observation of the stagnation in the temperature evolution between 170 °C and 190 °C can be explained by the crystallite melting temperature of the material at 222 °C. The melting of crystalline structures in semi-crystalline thermoplastics is an endothermic reaction. This means that even below the specified melting temperature, energy is required for the phase transformation and leads to a slowdown in the temperature rise. After exceeding the crystallite melting temperature, all heating curves show a significantly faster rise in temperature [17].
The intensive heating strategy uses the high emitter output over the comparatively longest period of time and achieves the largest and fastest energy input. This is reflected in the steepest overall temperature rise compared to the other heating strategies (see Fig. 5).
The investigated heating strategies achieve similar maximum temperatures of approximately 370 °C. With the intensive heating strategy, a melt layer thickness of 1 mm is achieved within a comparatively shorter time. On the other hand, the stepped heating strategies require a much longer heating time to achieve the desired melt layer thickness. This leads to increased heating of the irradiated surface, which is reflected in the maximum temperatures of the heating curves.
One explanation why the stepped heating strategies achieve a higher surface temperature than the intensive heating strategy can be found in the selected standby power. This standby emitter power of 108 W is set after each welding process only in the linear heating strategies. With this standby power, the machine periphery should heat up less, as the emitters are not operated at the welding power between the heating phases of two welding cycles. Such a standby emitter power was not possible by welding with the stepped heating strategies, because the control unit allows only two constant emitter powers to be set, which were both required for the heating strategy in the stepped strategies. As a result, the entire system periphery is kept at higher temperatures for a much longer period of time compared to the linear heating strategies. This is reflected in the temperature curves.
5.2 Thermal decomposition
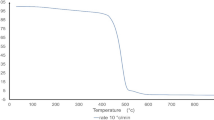
In this study, PA6 GF50 was examined using thermogravimetric analysis coupled with IR spectroscopy (TGA-FTIR) to investigate the material degradation process. For this purpose, a sample is heated step by step in a TGA. The resulting gases are transferred to an IR spectroscopy and analyzed, so that any degradation products of the plastic can be assigned to the respective temperatures and conclusions can be drawn about the escaping substances. Furthermore, this allows conclusions to be drawn for the maximum temperatures reached in the heating strategies with regard to a possible material damage on the surface. The results can be found in Table 2 and evaluated in conjunction with Fig. 5.
The escaping water at 150 °C can be explained by the residual moisture of the material. Despite the drying process, water still remains in the polymer material. This cannot be avoided even if the dried samples have a residual moisture content of below 0.08%. This residual moisture content was measured using the calcium hydride method and is within the manufacturer’s recommended residual moisture content of 0.03–0.12%. Another gas mixture was measured at 350 °C. This indicates that the PA6 is beginning to decompose. Above 350 °C, the FTIR results can be used to detect the degradation products typical of PA6 which escape in gaseous form. These include CO2, H2O, NH3, and aliphatic CH compounds. It can be assumed that the properties of the material are only significantly changed if there is a significant decomposition. As the temperature is increased, the polymer degradation continues until the decomposition reaches its maximum at 480 °C.
With regard to the maximum temperatures reached from the 4 heating strategies (see Fig. 5), it can be concluded that decomposition has occurred in the heating phase of some heating strategies. The intensive heating strategy reaches the maximum critical temperature of 350 °C at the surface. This means that the first decomposition processes may have started on the surface. The gentle heating strategy remains below the critical temperature limit. Both graduated heating strategies exceed 350 °C at the joining surface. It can be assumed that material has been degraded both on the surface and in deeper layers. Since a slight (gentle heating strategy) or pronounced (remaining 3 heating strategies) smoke formation can be observed during the heating phase for all heating strategies, it can be assumed that heat stabilizers are already released before the decomposition temperature and are perceived as smoke. Thus, as Fuhrich confirmed in [3], smoke formation is not a clear sign of material degradation.
5.3 Microscopical evaluation
In order to gain a better understanding of the morphological changes during the heating phase, microsections of the heated samples are investigated. The method of the microscopical evaluation was chosen in order to gain a better understanding of the processes in the material during the heating phase. For example, it is possible to identify the formation of bubbles in the material or burns as well as the thickness of the generated melt layer. The depth effect of the radiation can be estimated time-dependently based on the change in morphology. The samples are prepared as explained in Fig. 3, but only for the steps 1–3. After that, the samples are heated for different time periods, as explained in Sect. 5.1. After the heating phase, the joining process is interrupted and the samples are prepared as shown in Fig. 6. This allows microscopy images to be made at different time levels, which makes it possible to visualize the change in morphology of the sample over the heating time for all strategies. As the material is a black polyamide filled with a high glass fiber content, it is not possible to cut the samples into thin sections. Microsections produced in a grinding process are necessary for a sample that is suitable for transmitted light microscopy. For this purpose, the samples are embedded in resin, sanded, and polished until transmitted light microscopy is feasible. In this way, optical heating series of the individual heating strategies can be created. Combining the results of the heating curves and the microscopical analyses, information on the correlation between morphology and surface temperature at the respective time interval can be conducted. The microscopical evaluation of the morphological changes for all four heating strategies is listed in Fig. 7. The different colorations of the microsections are due to the different thicknesses of the samples.

Schematic of the sample preparation procedure for creating the microsections

Microsections of all four heating strategies over the course of the heating phase
The microsections in Fig. 7 show that the PA6 samples exhibit a different morphology after the heating phase of the 4 different heating strategies. Throughout the heating series, it can be derived how the material is initially melted on the surface and how the melt layer evolves with increasing heating time. The largest difference is between the linear and stepped heating strategies. With the linear strategies, the first bubble formation starts between 13 and 16 s for the intensive strategy and between 25 and 30 s for the gentle strategy. These bubbles become larger with increasing heating time and form increasingly deeper layers. With the intensive heating strategy, the surface shows some irregularities towards the end of the heating time. In contrast to the linear heating strategies, the stepped heating strategies show significantly stronger morphological changes. The formation of larger bubbles is noticeable. In addition, the surface becomes more irregular after 15–20 s and tears open towards the end with the 2-phase heating strategy. Furthermore, it can be seen in some images that the surface expands towards the front. This can be explained by the increase in volume during material plasticization. The large bubbles can either be explained by an accumulation of small bubbles, or they are signs of the inner bubbles being torn open by the bulging melt. In general, it can be assumed that an escaping substance could be responsible for the formation of the large bubbles and cavities.
Finally, the formation of an asymmetrical melt layer profile can be identified in some images. The thickness of melt layer is more pronounced in the upper region of the joining surface. This can be explained by the chimney effect. The air heated by the radiation rises upwards by convection and entails cooler air on the lower regions of the joining surface. As a result, the upper part of the sample receives a larger energy input. In addition, microscopy images were taken for the joined test specimens that were welded with the linear strategies. The grinding work during sample production removed one of the welding beads on the sample that was gently heated and joined at 2 MPa. This does not need to be interpreted in the evaluation, as it is not an effect of the welding process. The images are shown in Fig. 8. It can be seen that the joining pressure compresses the resulting bubbles, and the characteristic morphology that is found after the heating phase is no longer recognizable in the welded specimens. The joining pressure also has no effect here. The microsections of the welded samples from the stepped heating strategies are not yet available. However, it can be assumed that the joining pressure also compresses the material here.

Microsections of the welded samples of the intensive and gentle heating strategy with two joining pressures
In conjunction with Fig. 5 and Table 2, conclusions can be drawn about temperatures and escaping material. The comparison of the heating strategies is shown in Sect. 6. First, the strengths of the welded joints are tested and evaluated for an overall view.
5.4 Mechanical evaluation
The mechanical strength is decisive for the quality of welded joints. The strength is examined using short-time tensile tests. Short-term tensile tests are used to investigate the effects of the selected process parameters on the weld strength. The tensile tests are conducted on a ZwickRoell, Germany universal testing machine, model Z010. Five specimens are tested for each parameter set to investigate the short-term strength. This allows meaningful mean values to be calculated with their corresponding standard deviations. For better comparability, the base material without welding was tested under the same conditions. As the joining force causes a forced reorientation of the fibers in the weld seam [18], the base material is pulled at right angles to the main fiber orientation. The test is conducted in accordance with the DIN EN ISO 527–4 test standard with a clamping length of 100 mm and test velocity of 10 mm/min [19]. The results of the test are shown in Fig. 9.

Short-time tensile strength of the welded specimens and the base material PA6 GF50 with individual standard deviation
There are no significant differences between the average tensile strengths of all parameter sets. The maximum deviation of the average tensile strengths is approximately 3 MPa. This suggests that achieving a sufficiently large melt layer thickness for the material under investigation determines almost the attainable tensile strength.
Nevertheless, slightly differences between the various heating strategies are visible in the reached strength values. First, the specimens welded using the stepped heating strategies exhibit the lowest strengths at a joining pressure of 1 MPa. At the same time, the blinking heating strategy with a joining pressure of 2 MPa shows the same average tensile strength as the intensive strategy with 1 MPa. It can be concluded that higher joining pressure may compensate for higher thermal material damage, as the thermally damaged material is squeezed into the weld bead and thermally undamaged material forms the joining surface. This mechanism has a positive effect on the strength. To achieve this, it is important that molten material forms the joint seam so the polymer chains can extend beyond the joining plane. This means that the joining pressures of 1 and 2 MPa are suitable for pushing the damaged material out of the joining plane and at the same time providing a residual melt cushion of around 2–5% to allow the chains to interlock. In addition, the strengths confirm the assumption that the joining pressure compresses the material even with the stepped heating strategies. If bubbles were to continue to occur in the joining plane, the cross section in this area would be much smaller and lower strengths would be achieved. However, it must be considered that the standard deviation for all stepped heating strategies is usually larger by a factor of two. This means that there are more variations between the samples with these strategies and therefore also in the process. The blinking heating strategy and 2 MPa joining pressure shows the largest standard deviation. This means that with pronounced thermal material damage for the stepped heating strategies, similarly high strengths can be achieved in combination with a high joining pressure. However, the standard deviation is significantly higher in these cases. This means that there is a lower reproducibility of the strengths.
6 Comparison of heating strategies
It can be stated for the intensive heating phase that the decomposition temperature is only reached at the joining surface at the end of the heating time. Therefore, it cannot be assumed that the material was thermally damaged further inside. The visual impression of the microsections confirms this assumption because no pronounced morphological changes are apparent. Only the joining surface exhibits isolated morphological irregularities which are due to passing the decomposition temperature. The welding factor is approximately 0.7 with a relatively small standard deviation. The difference between the joining pressures is not significant.
The gentle heating strategy requires the longest heating time to achieve a melt layer thickness of 1 mm. Decomposition temperatures are not reached at any time. In the microsections, it can be seen that the joining surface remains even and only small bubbles occur probably produced by residual moisture evaporating. Despite the material-friendly heating strategy, no significantly better strength can be measured in the short-time tensile test. The welding factor is again 0.7 both at a joining pressure of 1 MPa and at a joining pressure of 2 MPa. The standard deviations are found to be low.
For the 2-phase heating strategy, it can be assumed that the joining surface has reached temperatures above the decomposition temperature in the last 6 s of the heating time. This results in deeper material layers that are affected by decomposition processes. The microsections confirm this statement. At the end of the heating phase, large partially open bubbles can be identified. Although these decomposition processes change the morphology of the layer thickness, they have little effect on the tensile strength. In this case, both joining pressures appear to be sufficient to either squeeze out the decomposed areas into the bead or to compact them producing a bubble-free joint. Otherwise, the short-term tensile strengths would be lower because the bubbles would minimize the area of the joining surface. With welding factors of just 0.7, the strengths are within the range of the other heating strategies. Only the standard deviation is found to be slightly higher. The high temperatures with this strategy are most likely due to the high peripheral temperature in the machine. As described in Sect. 5.1, the periphery does not cool down between welds.
The blinking heating strategy reaches similar temperatures to the 2-phase strategy at the end of the heating time for the joining surface. Furthermore, the decomposition temperature is reached here about 6 s before the end of the heating time. Also, the microsections, the strengths and their standard deviations are similar to the values of the 2-phase strategy. Thus, the same explanatory approaches can be given here.
7 Conclusion and outlook
The aim of this study was to investigate the influence of the heating strategies in the IR welding process on a polyamide 6 with a glass fiber content of 50%. The focus lays on the resulting mechanical properties of the composite as well as on the morphological change of the material and the associated possible thermal damage that can occur during the heating phase of IR welding. It can be shown that the heating strategies used have different influences on the joining components. The temperature profile of the joining surface and results regarding material decomposition distinguish the linear from the stepped strategies. Based on this, the morphological differences can be visualized in the microsections. At joining pressures of 1 MPa and 2 MPa, the joining phase equalizes these differences in terms of short-term tensile strength. Only minor differences are noticeable. In terms of strength, the gentle heating strategy with a pressure of 1 MPa should be recommended. In addition, lower joining pressures are easier to realize with the existing system technology, especially for large components. The intensive heating strategy is recommended if the process time is considered coincidingly. The stepped heating strategies should not be used due to the higher standard deviation, high emitter power, and decomposition processes that occur.
Nevertheless, it is possible that the different morphologies have an effect on other mechanical properties of the composite material. The difference between the heating strategies may be more apparent in tests on long-term strength. Preliminary investigations with regard to the achievable fatigue strength of the different heating strategies support this assumption since it could be shown for the linear heating strategies that the difference between the parameter sets is clearly visible in the long-term investigations [5]. Here it is not clear which parameter set is the best, as this depends on the number of cycles in the long-term strength test.
It would also be possible to develop a heating strategy based on the heating curves that achieves a similar morphology in a shorter heating time compared to the gentle strategy. This could be a high emitter power at the beginning, which first melts the material on the joining surface to benefit the depth effect of the radiation. Thereafter, the emitter power should decrease as the joining surface heats up in order to avoid damaging the material, as the influence of damaged material on the strength cannot be clearly ruled out.
Data Availability
As this is a publicly funded project, data can be made available if required.
References
Hoffschlag R (2012) DVS Forschung: Forschungsbedarf zum Fügen von Kunststoffen im Leichtbau und im Bereich der erneuerbaren Energien, DVS- Reports Band 294, DVS Media GmbH, Duesseldorf, Germany
Potente H (2004) Fügen von Kunststoffen – Grundlagen, Verfahren. Anwendung. Carl Hanser Verlag, Munich, Germany
Fuhrich R (2012) Infrarotschweißen von Kunststoffen mit thermischen Strahlungsemittern. Technical University Chemnitz, Germany
Fuhrich R, Gehde M (2014) Contour-following infrared radiator for the welding of plastics with high time and energy efficiencies, Joining Plastics, No. 3–4, DVS Media, p. 204–211, Duesseldorf, Germany
Gevers K, Schraa L, Toews P, Schoeppner V, Uhlig K, Stommel M, Decker J (2022) Effects of different heating strategies on the quasi-static and cyclic load-bearing capacities of infrared-welded, glass-fibre-reinforced thermoplastic composites, Joining Plastics, No. 3–4, DVS Media, p. 182–189, Duesseldorf, Germany
Gevers K, Schraa L, Toews P, Schoeppner V, Uhlig K, Stommel M, Decker J (2023) Effects of different heating strategies on infrared-heated polyphthalamides, Joining Plastics, No. 3–4, DVS Media, p. 182–188, Duesseldorf, Germany
Schraa L, Uhlig K, Gevers K, Schoeppner V, Toews P, Decker J, Stommel M (2023) Evaluation of infrared welded joints of short fiber reinforced thermoplastics using digital image correlation. In: Proceedings of the 2023 International Conference on Composite Materials, Belfast
Fuhrich R, Gehde M, Friedrich S (2011) Mechanical properties of infrared-welded joints, Joining Plastics, No. 3–4, DVS Media, p. 2016–221, Duesseldorf, Germany
DIN1910–3 (1977) Schweißen; Schweißen von Kunststoffen, Verfahren, Beuth, Germany
Gehde M, Friedrich S, Motshev S (2008) Radiant heating during plastics welding with infrared radiation, Joining Plastics, No. 1, DVS Media, p. 58–63, Duesseldorf, Germany
Ehrenstein GW (2004) (Publisher): Handbuch Kunststoff-Verbindungstechnik. Hanser, Munich, Germany
Heil M (1994) Heizstrahlerschweißen thermoplastischer Kunststoffe. Dissertation, Paderborn, Germany
Constantinou M (2021) Beitrag zum Infrarotschweißen von Kunststoffen in der industriellen Fertigung. Technical University of Chemnitz, Germany
Constantinou M, Gehde M, Theobald M, Mittler C, Panylo P, Fuhrich R (2019) Aktive Strahlerleistungsregelung zum werkstoffschonenden Infrarotschweißen von Kunststoffen – Schweißnahteigenschaften und thermischoxidative Werkstoffbelastung, Conference Paper, Technomer, Chemnitz, Germany
De Gennes PG (1971) Reptation of a polymer chain in the presence of fixed obstacles. J Chem Phys 55(2)
DIN e.V. (Publisher) (DIN EN ISO 1110:1997, 1998) (2009) Plastics – Polyamides – Accelerated contioning of test specimens (ISO 1110: 1995); German version EN ISO 1110:1997; Beuth-Verlag, Berlin Germany
Klata E, Van de Velde K, Krucińska I (2003) DSC investigations of polyamide 6 in hybrid GF/PA 6 yarns and composites. Polymer Testing 22(8):929–937
Fiebig I (2019) Beitrag zur Erhöhung der Wirksamkeit der Faserverstärkung in der Schweißnaht faserverstärkter Thermoplaste. University of Paderborn, Germany
DIN EN ISO 527–4:1997, Plastics - Determination of tensile properties - Part 4: Test conditions for isotropic and orthotropic fibre-reinforced plastic composites (ISO 527–4:2021) (ISO 527–4:2021)
Acknowledgements
The IGF-Project 21276 of the research association, “Forschungsvereinigung Automobiltechnik.” was, on the basis of a resolution of the German Bundestag, promoted by the German Federal Ministry of Economic Affairs and Climate Action via the AiF within the framework of the program for the promotion of joint industrial research and development (IGF). The investigations presented in this publication were carried out as part of this AiF IGF research project, conducted by Kunststofftechnik Paderborn (KTP), Leibniz Institute of Polymer Research Dresden and Fraunhofer Institute for Structural Durability and System Reliability LBF.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVI - Polymer Joining and Adhesive Technology
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gevers, K., Schraa, L., Töws, P. et al. Effects of different heating strategies on the joint properties during infrared welding of glass fiber reinforced polyamide 6. Weld World 68, 1913–1927 (2024). https://doi.org/10.1007/s40194-024-01750-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01750-4