
Abstract
Textiles are not only used for clothing but also have found applications in many other areas. Textiles fulfilling functional or technical properties are called “technical textiles.” Incorporation of conductive components, sensors, or materials reacting to environmental influences convert those into so-called “smart textiles.” Common methods of applying conductive tracks to textiles are embroidery, which can cause damage to the textile, or printing of a low-conductivity paste that may include toxic chemicals. A new method of applying electrical conductors to textiles for contacting is laser welding. In this process, a thin metal foil is welded on locally with an absorber placed above the metal foil to ensure that sufficient energy is applied to partially melt the textile underneath the metal foil. One variant for welding conductive tracks is the use of a globo-optics and a diode laser system with a wavelength of 975 nm. With these optics, the glass sphere focuses the laser beam and serves as a mechanical pressure tool for achieving a zero gap between fabric and foil. Parameters that are varied are the processing speed and the laser power receiving different track widths, as well as the type of textile. In this work, their influence is evaluated by microscopy, electrical resistance measurements during Martindale tests for abrasion resistance, and tensile tests. The investigations clarify the durability and utility of welded conductive tracks on textiles. It is possible to produce conductive tracks out of beaten copper joined on textiles using laser radiation showing conductivity after 10,000 abrasion cycles. The tensile strength of textiles totally made of thermoplastics is more influenced by the heat input of the laser than blended textiles, but their abrasion resistance is worse. Furthermore, an outlook on the possibility of welding using a laser source with a wavelength of 450 nm (blue laser) and a scanner as optics will be given.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The first protective clothing and in the broad sense technical textiles were invented when humans started to live in colder climates [1]. Textiles primarily manufactured because of their technical or performance properties rather than their aesthetic or decorative characteristics are defined as “technical textile.” Technical textiles are divided into 12 main application areas: agrotech, buildtech, clothtech, geotech, hometech, indutech, medtech, mobiltech, oekotech, packtech, protech, and sporttech [2, 3].
If textiles contain functional fibers (conductive or antibacterial properties) or smart fibers for energy harvesting, energy storage, shape memory, heat storage or thermo-regulation, those are called “smart textiles.” Smart textiles can be classified in three categories: passive (sensing external conditions), active (responding to external conditions), and ultra-smart (sensing, reacting, and adapting to conditions) [4]. The main applications are color-changing fabrics, temperature-regulating fabrics, shape-memory fabrics, waterproof and breathable fabrics, and electronic information fabrics [5].
There are different types of laser welding for textiles: direct welding using laser radiation, welding or bonding with a seam sealing tape or tape, and transmission welding. In direct welding, the laser beam is focused into the contact surface of two textiles transported in the same direction and their surfaces are melted and bonded together using pressure rollers. Tapes are used for watertight seam sealing produced in a second work step. Transmission welding for textiles works the same way as for plastics. The laser beam passes the upper joining partner and is absorbed in the lower partner, which melts itself and the upper textile and builds a material bond under pressure [6, 7].
E-textile systems are complex. They consist of the textile which can be woven, knitted, etc., the wearable electronics like a microcontroller or sensors, and the computing technology that records and processes the recorded data. The applications can be divided into five different categories: healthcare, sports/leisure, fashion/aesthetic, personal protective, and military. Examples include a suit consisting of an inner garment that monitors the wearer’s physiological status such as temperature, respiration rate, blood O2 saturation and dehydration, and an outer vest that monitors the environmental conditions. Textiles monitor the health of infants or provide healing by light therapy. In the fashion industry, smart textiles are mainly used for lighting effects, but those can also be used for home products like curtains or furniture. Other functions can be integrated. For example, buttons can be used to control an integrated MP3 player. In cars, textile dashboards are illuminated, and the seats are heated. In sports and leisure, the clothing can be used for monitoring body movement and physiological response for a better performance [8, 9].
E-textiles can be manufactured in many ways via conventional methods used in the textile industry, including embroidery, weaving, coating, and printing to name a few [10]. To build electrical circuits on textiles, embroidery is a widely used technique as it is possible to define circuit traces, component connection pads, or sensing surfaces in one process step. Inkjet-printing of conductive inks (e.g., using graphene) is another way of creating conductive patterns [11, 12]. Problems with the first printing techniques were that the wearable electronics created were rigid and inflexible, offered a limited skin-compatibility, and were damaged under washing. Additionally, these textiles were uncomfortable to wear because they were not breathable. Recent research has found solutions to overcome the limitations of washability, but they nevertheless use toxic materials [13]. Embroidery is traditionally known as a conventional technique for the decoration of textiles. A thread or cord can be placed in any direction and shape and a variety of materials can be used like conductive threads, metal wires, laminated polymers, and carbon fibers [14]. A challenge is the stiffness of the embroidery when it covers large areas.
2 Experimental setup
2.1 Laser beam source
The laser source used in this study was an air-cooled diode laser “Novolas Basic AT Compact” from Leister Technologies AG, Kägiswil/ Switzerland. The wavelength of the laser beam was in the near-infrared range operating at 975 nm. The maximum output power was 100 W, and the operating mode was continuous wave. Laser unit and processing head were connected by an optical fiber with a diameter of 600 µm.
2.2 Optics
The processing head was also produced by Leister Technologies AG and is specially designed for welding plastics, called Globo. The optics focus the laser beam and apply the necessary joining pressure, which is essential for joining two workpieces together. The laser beam is focused by an air-bearing, frictionless rotating glass sphere which also acts as a clamping device. This means that the focused laser beam and the contact pressure force always encounter the workpiece at the exact same spot. A pneumatic cylinder mounted on the Z-axis lowers the optics onto the workpiece.
2.3 Materials
In Table 1, the textile materials used in this study are listed providing information about the material composition, the weaving style, the area density, the yarn density in weft and warp, and the color. The conductive tracks consist of beaten copper with a thickness of about 1 µm. Neither the textile nor the copper absorb the wavelength of 975 nm well, so a liquid absorber, ClearWeld from TechnoScriptum, had to be used as well. Absorption means that the energy of the laser beam is converted into heat, resulting in melting. The melting enables materials to be bonded together.
2.4 Welding setup
The experimental set up is shown as a schematic representation in Fig. 1. An aluminum board mounted on the X-/Y-axis system of the stack for joining the copper foil onto the woven textile formed the base where a wooden plate was fixed as a positioning device. The wooden plate was chosen instead of a polymer plate to ensure the silicone or textile did not get attached to the positioning device. In order to achieve a more uniform contact pressure, a silicone foil was placed between the wooden positioning device and the textile. On top of the textile, the beaten copper (still attached to its backing paper) was placed. The liquid absorber (ClearWeld) was added using a pencil to the areas where the conductive track is desired, and the laser beam and optics only pass the treated areas. Between the backing paper and the optics, a plate of polycarbonate with Kapton tape was placed to ensure that the optics could not stretch the beaten copper foil and destroy it before a conductive track was formed and joined. The Kapton tape was used as a heat buffer. Polycarbonate has a lower melting point than polyester and polyamide. The backing paper with the applied ClearWeld is the area where the energy of the laser is absorbed. The heat transfers into the Kapton tape and the copper foil and further into the textile. Kapton does not melt and carbonizes at a temperature of 800 °C, which was not reached in this process. Only the textile underneath the copper foil with its thermoplastic components melts and joins the copper foil to itself. Without the Kapton tape, the polycarbonate would be bonded to the backing paper and has to be replaced after each joining process.

Schematic representation of experimental set up
3 Testing methods
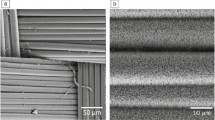
The main interests of the testing methods were the durability of the connection as well as the influence of the heat input of the laser on the strength of the textile. Microscopy images with incident or transmitting light provide information about the condition of the conductive tracks. In particular, cracks resulting in a low or non-measurable conductivity can be seen with transmitting light. With reflected light, it is possible to see whether the structure of the textile can be observed underneath the conductive track. The two conditions described are shown (for the PES fabric) in Fig. 2.

Microscopy images for the evaluation of the conductive tracks
Tensile tests following DIN EN ISO 13934–1 [15] were carried out to determine the influence of the heat input on the tensile strength of the textile. The dimensions of the textile strips were 28 mm in width and 200 mm in length. Of each parameter set, five samples were tested as well as the original, untreated textile for reference. The conductive track was prepared across the 28-mm width of the strips and the tensile forces applied perpendicular to the track in the length direction to test the remaining tensile strength of the textile. The tests are caried out with a Z100 testing machine from ZwickRoell GmbH & Co KG, Ulm and the load was applied at a constant speed of 100 mm/min. All samples were cut from the fabric in the same way to ensure that the load was applied in the direction of the width direction.
To determine the durability and abrasion resistance of the joined conductor tracks, samples were subjected to an abrasion test using the Martindale method according to DIN EN ISO 12947 4 [16]. For this method, a round sample with a diameter of 140 mm was fixed on a foam disc in the specimen holder. Frictional abrasion was provided by a standard cotton fabric, which was securely clamped to the base plate. This moves over the sample in the form of a square Lissajous figure with an edge length of 60.5 mm. In total 10,000 abrasion cycles are done, and the conduction of the conductive tracks is measured before, after 1000, 5000, and 10,000 cycles. To reduce the influence of the woven structure, the conductive tracks were mainly applied in a circular region in the abraded area of the Lissajous figure. All joined tracks had a slightly different shape and a length of 64 mm. Five tracks were produced and tested, with each parameter setting determining how the joined conductive tracks look and how they are fixed on the Martindale instrument from BV PPT Holdings Ltd. (James Heal), Halifax/UK can be seen in Fig. 3. For the measuring of the conductivity, a multimeter is used and the measuring tips are placed at the ends of the created track.

Martindale instrument with fixed samples and how the conductivity is measured
4 Results
In preliminary tests, four parameter combinations were selected for the joining of conductive tracks on textiles. The aim was to achieve two different track widths with two velocities, so four laser powers had to be found. All combinations are described in Table 2.
The tensile strengths are presented normalized to the reference sample, which is the unmodified textile. In general, it can be noted that a higher laser power or wider track width resulted in a lower tensile strength. Furthermore, the influence of the laser power and joining velocity was dependent on the material. The PES fabric lost 80% of its original tensile strength because of the heat input of the joining process no matter which parameter combinations were used. The PA fabric shows a substantially lower loss in its tensile strength although it is also completely made of a thermoplastic material. The conductive track with the highest energy per distance resulted in the lowest tensile strength of about 30% of the reference textile. However, not only the energy per distance had an effect: a higher joining speed or wider track also led to a decrease in the tensile strength for all tested materials regardless of how high the energy per distance was, as can be seen in Fig. 4. The parameter combinations 1 and 4 have a similar energy per distance with 0.75 J/mm and 0.8 J/mm. The blended fabric made from 80% polyester and 20% viscose shows similar decreases in the tensile strength compared with the fabric made of PA. Two values are slightly different, a low laser power together with a slow velocity result in a smaller decrease of only 5% and a high laser power with a faster velocity have the lowest with 28% of the tensile strength of the reference sample. The blended fabric with 65% polyester and 35% cotton showed the least influence due to the applied conductive tracks. With this fabric, a low energy per distance of maximum 0.75 J/mm tended to have no influence on the tensile strength. The effect of a high laser power with a fast joining velocity was the greatest. Then tensile strength was only about 50% compared to the raw material. The impact of the energy per distance seems to be negligible with respect to the polyester cotton fabric, since the highest energy per distance only resulted in a 15% reduction of the tensile strength compared with 50% for conductive tracks with an energy per distance that had not even the half of the magnitude but was joined with a velocity that is five times faster. In other words, the velocity has a bigger influence than the energy per distance and resulted in a lower tensile strength, and a wider conductive track resulted in a lower tensile strength as well as a larger amount of the material being influenced by the applied heat during the joining process. Blended fabrics tended to have a higher tensile strength than fabrics purely made of thermoplastic material and the higher the proportion of non-melting fibers, the higher the tensile strength as they are not affected by the heat.

Tensile tests standardized to unmodified material
Although the joining parameters showed good results in preliminary tests and the conductive tracks made a good visual impression, for the tracks joined with the lower laser power, no conductivity could be measured except the pure polyester fabric. Therefore, Fig. 5 only contains the conductivity of the joints applied with high laser power levels. Before the Martindale tests, the conductivity measured in Siemens [S] for all materials is between 1.1 and 1.5. After 1000 abrasion cycles, nearly no conductivity was left for the blended fabric with an amount of 35% cotton. For joining the copper foil to the textile, it is necessary that the thermoplastic component melts and creates a bond between the two components. The greater the proportion of non-melting fibers, the less material can form a bond with the copper. Before the abrasion test, the cohesion of the copper was strong enough to create a closed conductive track despite incomplete connection with the textile underneath. As soon as the abrasion test starts, the copper was removed at all areas where nearly no fibers were melted and the conductivity decreased. After 10,000 cycles, the tracks of the fabric blended with cotton were non-conductive (Fig. 5), while the other fabrics still exhibited around 70% of their initial conductivity values. For these, most of the loss of conductivity (about 20%) occured during the first 1000 abrasion cycles.

Conductivity during abrasion tests carried out with the Martindale abrasion tester
The conductance of a strip of pure copper foil is only slightly higher than the initial conductance measured for the conductive tracks bonded to the textile, so the abrasion itself affects the conductance. Except the PES-Co fabric, the fabrics have similar conductivity ratios as at the beginning of the test.
Microscopy images suggest that the structure of the fabric, rough or smooth, has an influence on the abrasion resistance as well as the material composition. Furthermore, the fabric with an amount of 35% non-melting fibers behaves drastically different than the one among 20% and of course compared to the fabrics made of 100% thermoplastic material.
5 Joining with 450 nm (blue laser)
One disadvantage of the tests that have been made is the necessity of a liquid absorber which has to be applied in the regions where the conductive track is wanted, because the used materials themselves (copper and textile) do not have good absorbances at the used wavelength. This step takes time and is a reason why there would be considerations to use another wavelength that is either absorbed by both materials (metal and textile) or at least one of them.
For the heat conduction welding of thin metal plates with a thickness less than 1 mm, it has been shown that the use of blue laser diodes with a wavelength of 450 nm offers new opportunities as copper or gold absorb the blue light spectrum seven to twenty times better compared with the near infrared spectrum. At the 975-nm wavelength, the absorbance of copper is about 10%, while more than 60% of the laser energy is absorbed at the wavelength of 450 nm. [17]
Because of the proven use of blue laser diodes for thin metal plates, the blue laser might be a solution to avoid the use of an absorber and the resultant extra step in production. To join the textile and the copper foil, enough energy must be introduced to melt the thermoplastic part. If only 1% of the energy is absorbed, the welding velocity must be slower or the focus spot smaller which is undesirable, as a total failure of the conductive track becomes more likely. With an absorption of 60%, roll-to-roll processes would be easier to realize and conductive tracks would be more robust as they can be wider.
Preliminary tests were carried out to demonstrate the general suitability of the wavelength and optics which is a scanner instead of the globo-optics used for the main experiments. The different other optics system together with the redundancy of an absorber resulted in a different welding setup. The joining pressure was applied all over the textile and copper foil with a 10-mm thick glass plate and clamps in each corner. The stack was also built differently as the copper foil was located underneath the textile. To ensure a more uniform pressure distribution this setup contained a silicone foil as for the setup of the main experiments and a wooden plate marked the processing area. The first investigations were microscopy images to see if there were any differences compared to welding with the 975-nm setup. Conductive tracks joined with an energy per distance similar to the previously reported experiments had an intact metal foil, but the textile was completely melted. More energy seemed to be absorbed by the metal than the liquid absorber with the used wavelength. Furthermore, a very small energy per distance of 0.105 J/mm with a laser power of 105 W and a velocity of 1000 m/s led to an apparently good-looking conductive track l which adapted to the structure of the textile. The back side of the textile appeared unaffected and individual filaments were visible, but a microscopy image with transmitting light revealed that there were many cracks along the yarn paths.
6 Conclusions and outlook
Smart textiles and the integration of sensors and electronics will become increasingly important, which is why improved ways of constructing them need to be explored. The machining area of embroidery is limited, and printing pastes show low conductivity as do electrically conductive polymers compared with metallic conductors. Joining conductive tracks out of beaten metal on textiles with a laser could be a solution that is flexible in terms of the process itself and the adaptability to shapes.
The aim of this work was to get a better understanding of the process, its adjustable parameters, and their influence on the characteristics of the conductive track. The width of the track could be adjusted with the spot size and the laser power when the joining velocity remains the same. It was possible to fabricate tracks of different widths and they all had a visually good quality.
The tensile tests indicated that the composition of the textile had a major influence on how much the strength is reduced by the heat input of the laser during the joining process. The PES textile was the most sensitive of all tested materials and lost about 80% of its original tensile strength regardless of the energy per distance. The PA was not affected that much, but the tensile strength was lower compared with the blended fabrics. The amount of non-melting fibers correlates with the remaining tensile strength after joining. Also, the fiber itself had an effect. Although the PES-Vis textile had a higher area density and yarn density compared with the PES-Co textile, the total textile strength was higher because cotton fibers compared with viscose fibers have a higher tensile strength in general. When using blended fabrics, it can be helpful to consider which non-melting fibers have the properties needed for the desired application. In addition, it is notable that the joining velocity affects the tensile strength as well and a higher joining velocity resulted in a lower tensile strength even though the same energy per distance was applied.
In the abrasion tests, a high amount of non-melting fibers was a disadvantage. The conductive track was not well attached and 1000 abrasion cycles were sufficient that only a low conductance was measured for the textile with an amount of 35% cotton. After 10,000 abrasion cycles, conductivity could no longer be measured. To produce a conductive track resisting 10,000 abrasion cycles or more, it is necessary that the copper foil is attached all over. Even a small, unmelted area underneath the conductive track results in a defect after just a few abrasion cycles and a reduction in the conductivity. All other materials show conductivity at the end of the Martindale tests with a reduction between 30 and 40%.
The joining trial with the blue laser source is promising as no additional absorber is needed, and depending on the textile, energy is also deposited there. Less time is needed as the additional step of applying an absorber is no longer necessary. The combination of the benefits of a scanner system together with the higher degree of absorption makes it possible to successfully apply conductive tracks to textiles at high speeds.
Further investigations should contain more materials, such as different metal foils and textiles. Blended textiles are interesting when a special tensile strength is required, so the minimum amount of non-melting fibers must be found to get a good compromise of a high tensile strength and a good abrasion resistance. Another possibility would be a yarn coated with a thermoplastic material. The surface structure of the textile (smooth, weft, and warp yarn with different diameters) might have an influence as well. The use of a scanning system offers high process speeds and the adaptability to roll-to-roll applications. The abrasion is one important factor regarding the conductivity, but flexibility tests and washability tests will show how durable the joint is in daily use.
Abbreviations
- A :
-
Absorption
- G :
-
Conductivity (unit: S)
- p :
-
Joining pressure (unit: Pa)
- P :
-
Laser power (unit: W)
- T :
-
Transmission (unit: K)
- v :
-
Velocity (unit: mm/s)
- PA:
-
Polyamide
- PES:
-
Polyester (textile)
- PES-Co:
-
Polyester-cotton blended fabric
- PES-Vis:
-
Polyester-viscose blended fabric
References
Scott RA (2005) Textiles for protection, Woodhead Publishing Limited, Cambridge, pp. xxi-xxii
Horrocks AR, Anand SC (2000) Handbook of technical textiles. Woodhead Publishing Limited, Cambridge, pp 2–3
Maity S, Singha K, Pandit P (2023) Introduction to functional and technical textiles. Woodhead Publishing Limited, Cambridge, pp 1–30
Ruckdashel RR, Khadse N, Park JH (2022) Smart E-textiles: overview of components and outlook, MDPI, Basel, Sensors, Vol. 22, https://doi.org/10.3390/s22166055
Júnior HLO, Neves RM, Monticeli FM, Dall Agnol L (2022) Smart fabric textiles: recent advances and challenges, MDPI, Basel, Textiles, Vol. 2, 852–605
Gries T, Klopp K (2007) Füge- und Oberflächentechnologien für Textilien, Verfahren und Anwendungen, Springer, Berlin Heidelberg, 109–113
Vatterodt T, Hänsch D (2006) Nähen ohne Faden. Carl Hanser Verlag, München, Kunststoffe, pp 221–224
Cherenack K, van Pieterson L, Smart textiles: challenges and opportunities, J Appl Phys, American Institute of Physics, Vol. 112, https://doi.org/10.1063/1.4742728 [cited 05 October 2023]
uz Zaman S, Tao X, Cochrane C, Koncar V (2021) Smart E-textile systems: a review for healthcare applications, Electronics, Vol. 11, Nr. 99, https://www.mdpi.com/2079-9292/11/1/99 [cited 05 October 2023]
Gaubert V, Boddaert X, Djenizian T, Delattre R (2023) Textile electronic circuits from laser-patterned conductive fabric, Advanced Engineering Materials, Wiley-VCH GmbH, Vol. 25, Issue 9
Gonçalves C, Ferreira da Silva A, Gomes J, Simoes R (2018) Wearable E-textile technologies: a review on sensors, actuators and control elements, Inventions, Vol. 3 Nr. 14, https://www.mdpi.com/2411-5134/3/1/14 [cited 05 October 2023]
Libanori A, Chen D, Zhao X, Zhou Y, Chen J (2022) Smart textiles for personalized healthcare, Nature Electronics, Vol. 5, 142 – 156, https://doi.org/10.1038/s41928-022-00723-z [cited 13 December 2023]
Simegnaw AA, Malengier B, Rotich G, Tadasse MG, Van Langenhove L (2023) Review on the integration of microelectronics for E-textile, Materials, Vol. 14, https://www.mdpi.com/1996-1944/14/17/5113 [cited 05 October 2023]
Mecnika V, Hoerr M, Krievins I, Jockenhoevel S, Gries T (2014) Technical embroidery for smart textiles: review, material science. Textile and Clothing Technology, Vol. 9, Riga, 56–63
DIN EN ISO 13934–1:2013–08 Textiles - tensile properties of fabrics - part 1: determination of maximum force and elongation at maximum force using the strip method
DIN EN ISO 12947–4:2007–04 Textiles - determination of abrasion resistance of fabrics by the Martindale method - part 4: assessment of appearance change
Laserline, Laser copper welding with blue high-power diode laser, https://www.laserline.com/en-int/laser-welding-copper/ [cited 03 October 2023]
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVI - Polymer Joining and Adhesive Technology
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Brackmann, F., Brosda, M., Seidenberg, M. et al. Feasibility analysis for the application of conduction tracks on textiles by means of laser radiation. Weld World 68, 1905–1912 (2024). https://doi.org/10.1007/s40194-024-01712-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01712-w