
Abstract
Today, arc-based additive manufacturing has great potential for industrial application due to new developments in robotics, welding technology, and computer-aided manufacturing. Two issues are currently the focus of research. One is the accurate generation of geometry with respect to the design, e.g., geometry fidelity, defined roughness, and shape deviations within the tolerances. Here, there are still open questions, particularly with regard to path planning and the dependence of the geometry on the selected process variables. The second topic is the adjustment or determination of the achievable mechanical and microstructural properties, as these are of crucial importance for the use of the technology in industry. The combination of both areas into a geometry- and property-oriented approach to additive manufacturing has been little discussed in the literature for arc-based welding processes. The correlations between cooling conditions and emerging properties can serve as a starting point for such a consideration. The temperature history depends on three key factors: the energy input, the interpass temperature (which in additive manufacturing is determined by the time to over-weld), and the heat transfer conditions, which are determined by the part geometry. The melt pool size or volume also depends on these three constraints. In this study, an approach is presented to realize property-oriented additive manufacturing from the interaction of property-oriented path planning and a melt pool size control system. By controlling the melt pool size, the cooling of the material can be adjusted within certain limits, and consequently, a local adjustment of the microstructure can be achieved, which greatly influences the local mechanical properties. This work demonstrates this approach for a low-alloy filler metal (DIN EN ISO 14341-A G 50 7 M21 4Mo/A5.28 ER80S-D2). Gas metal arc welding was carried out using an M21 shielding gas (82% Ar, 18% CO2). Finally, microstructural characterization will show that different microstructural morphologies and properties can be achieved in a component by combining property-oriented path planning and the use of a control loop to regulate the melt pool size.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Modern additive manufacturing approaches have the potential to add significant flexibility to manufacturing processes. In additive manufacturing, an object is built up step by step from raw material. While 3D printing is well established for plastics, additive manufacturing is more complex for metals, resulting in a plethora of manufacturing approaches with different characteristics.
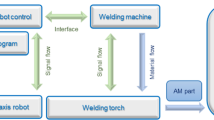
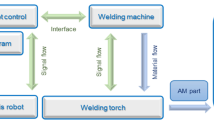
A well-established approach is wire arc additive manufacturing (WAAM), where a metal object is welded from scratch onto a metal ground body using wire filler [1]. Using an industrial welding robot, this approach allows relatively large quantities of metal to be processed in a short period of time [2,3,4,5,6]. WAAM is based on arc welding, where an electric current induces the heat necessary to melt both the wire and the surface to which the wire material is attached. Various shielding gases are used to protect the weld from interaction with the air. In addition to solid wires, cored wires are also increasingly used in wire-based additive manufacturing [7,8,9]. A typical manufacturing system is shown in Fig. 1.

Welding robot system at Clausthal University of Technology [10]
Arc-based additive manufacturing offers great potential for industrial applications today due to new developments in the fields of robotics, welding technology, and computer-assisted manufacturing [6, 11,12,13]. Two core topics are currently the focus of research, in addition to others. One is the production of geometry, geometry errors, etc. There are still open questions here, particularly with regard to path planning and the dependence of the geometry on the selected process variables. The second issue is the adjustment or determination of the achievable properties, as these are crucial for the use of the technology in industry. For low-alloy steels in particular, the mechanical properties that can be achieved depend on the thermal history of the material [14,15,16,17,18].
The combination of both areas into a geometry and property-oriented additive manufacturing has so far been little discussed in the literature for arc-based welding processes. Some work has been done by Chaurasia et al. [19,20,21], Richter et al. [22,23,24], and others [25] on the usage of camera systems for tracking the temperature field of the weld pool. The main outcome of these works is that tracking the temperature field can lead to increased geometrical and microstructural homogeneity.
The correlations between cooling conditions and emerging properties can serve as a starting point for such a consideration, and therefore, the production of components with locally adjusted properties, such as strength and toughness, is the overreaching goal Fig. 2.

WAAM part idea of different localized properties
The correlation between the material properties and the selected energy input and the number of thermal cycles is already known for a number of materials [26]. In particular, for low-alloy steels, which have an allotropic phase transformation, the course of the temperature history is of decisive importance for the properties generated in the component. The temperature history is dependent on three central factors: the energy input, the interlayer temperature (in additive manufacturing determined by the time until over-welding), and the heat conduction conditions, which are determined by the component geometry. The melt pool size or the melt pool volume also depends on these three boundary conditions.
In the presented work, an approach is presented to realize property-oriented additive manufacturing from the interaction of property-oriented path planning and a system for controlling the melt pool size. By controlling the weld pool size, the cooling of the material can be adjusted within certain limits and a local adjustment of the microstructure, and the mechanical properties can be achieved.
The first part of the work will briefly describe a new approach to realizing property-oriented path planning, Fig. 3. This is based on a rudimentary thermodynamic simulation of the build-up process, which has been kept simple enough to allow an execution in a very short time, to obtain a path planning via an adapted SAT solver, which takes into account defined cooling conditions in certain component areas [10]. In this publication, the results of the system identification are used for investigations of the material properties. The changes in the microstructure that result, in a first approach, from the step changes in the process parameters.

Schematic of the process steps that need to be taken to realize property-oriented control in WAAM
Finally, a microstructural characterization will show that different microstructure morphologies and properties can be realized in a component by combining property-oriented path planning and the use of a control loop to regulate the melt pool size.
1.1 Property-oriented path planning method
One method for the realization of material property-oriented path planning was suggested by Ehlers et al. [10]. In that paper, it was shown how to search for welding paths with a satisfiability solver (SAT). The basic idea is to discretize the object to be manufactured into blocks and represent the connections between these blocks in the form of a graph. Two blocks that can be produced consecutively are connected by an edge in the graph. For their initial study of planning welding paths under cooling time constraints in 3D, the discretization of the object parts into cubes was performed, but the approach presented is not restricted to cubes. A search was then performed in the graph for a fragmented Hamiltonian path, i.e., one consisting of several independent paths that together visit all vertexes. Additional constraints on the paths encode the process-related requirements. The approach was to check whether the planned fragmented path satisfied the required t8/5-times after finding a satisfactory assignment to all variables. The cooling conditions were calculated by a simplified simulator. Figure 4 shows a visualization of the simulator state in the middle of a welding process of a simple geometry.

Temperature field in a fast temperature simulation of a simple WAAM part [10]
1.2 Microstructure and thermal history
Understanding the microstructure evolution during additive manufacturing is key to realizing certain material properties. In the case of continuous cooling or heating, the corresponding CCT or CHT diagram describes the metastable microstructure formation. In general, however, these data cannot be directly extrapolated to additive manufacturing conditions due to the, in many cases, different cooling conditions between WAAM, multilayer welding, and the conditions under which the CCT/CHT diagrams are generated. Repeated thermal cycling around certain temperatures will result in a different microstructure.
The influence of a cyclical temperature evolution on microstructure formation during welding was analyzed by Samardžić et al. [27] and Huang et al. [26] using a welding simulator and a quenching and forming dilatometer, respectively. These physical simulators allow the application of transient, particularly cyclic, temperature profiles. The resulting dynamic transformation temperatures for multiple temperature cycles can be determined. Microstructural investigations and hardness measurements were also carried out. Celin et al. [28] investigated the microstructure development in different areas of the heat-affected zone during the multipass welding of a fillet weld for a high-strength fine-grained structural steel. The multipass welding process results in thermal cycles corresponding to those of the WAAM process. The microstructure during the actual welding process was compared with that obtained from dilatometer simulations using a temperature profile similar to that during the welding process. It was concluded that dilatometer studies are well suited to simulate the microstructure evolution in the heat-affected zone under cyclic temperature conditions. Several working groups have investigated microstructure evolution during the WAAM process. Some results are published in [16, 29,30,31,32,33,34,35]. For low-alloy steels, in general, they showed that at least four different types of microstructures could occur. In the top layers, a microstructure comparable to single run weld metal is present. Beneath the microstructure changes and is comparable to multi run welds. Due to the extensive reheating beneath this zone, the microstructure changes again and forms a microstructure comparable to a normalized steel sheet. The fourth zone is the transition area between the weld metal and the substrate. Here, again, a microstructure comparable to multilayer welded joints occurs. The underlying relationships need to be understood and are the basis of a local adjustment of material properties. Afterwards, the temperature field distribution can be controlled to achieve certain material properties. In the following, the realization of a measurement and control system is presented, and the first results for local adjusted material properties are presented.
2 Materials and methods
2.1 Experimental setup
The experimental setup consists of three core components, the welding robot, the visual detection of the melt pool size and temperature, and the control system. These are presented individually below, except for the welding robot (a common kuka robot).
2.1.1 Visual detection of the melt pool size and temperature
The determination of the melt pool expansion and the temperature is the basis for a local adjustment of the mechanical properties. Only on this basis is it possible to develop a control system for specific heat input as a function of heat dissipation. The system presented below is based on work that has already been published [22,23,24]. A two-color pyrometer measures the temperature of an object via the ratio of the light emission of several wavelength ranges. These wavelengths are used as reference points. Under the condition that the object behaves like a black or gray radiator at the selected wavelengths, the emissivity need not be considered [36]. In our solution, two narrowband optical filters (central wavelength of the narrowband filters: 680 nm and 860 nm) are used in front of the cameras to block out the arc. The spectrum of a low alloy steel with the corresponding filter wavelength is shown in Fig. 5. The selection of the correct filter must be material-dependent due to the different emitted wavelengths of each material in metal vapor–based plasma. The basic radiation of the argon plasma stays the same, but in GMA welding, the metal vapor is dominant.

Result of the measurement of the spectrum from 530 to 1000 nm with possible wavelengths λ1 and λ2 for the ratio pyrometer [22]
The emitted wavelengths of the metal vapor plasma depend on its composition. In GMA welding, this in itself depends to a large extent on the filler metal used. These filters are matched to the emission spectrum of the plasma generated by the arc and define the support points. This enables optical temperature measurements of the molten pool. The jitter of the two triggered digital camera images used to determine the surface temperature is much smaller than the exposure time of the images. Therefore, with the temporal resolution of the camera's exposure time, the synchronized cameras capture the same instant. The general setup of the measurement system is shown in Fig. 6. The data processing is described in [22,23,24]. The results are gray images of the weld pool and derived temperature field images, Fig. 7. In combination with the solidification temperature, the melt pool area can also be derived from the images.

Optical setup of the ratio pyrometer. The two beams in blue and red represent the imaging paths of two points in the weld pool on the cameras [22]

Captured gray images, resulting temperature field and measured weld pool area [22]
2.1.2 Control of the weld pool area
Fig. 8 shows the experimental setup and the list of components and used process variables. A hollow cylinder with a diameter of 120 mm was manufactured for the initial study. The process variables were chosen to give the control system a sufficiently wide range of possible adjustments. In addition to the melt pool, the temperature in front of the weld pool and the interpass temperature were measured using a conventional pyrometer. In this way, rising interpass temperatures can be compensated or the process can be set on hold when the interpass temperature exceeds certain limits to assure a stable and controllable process. The mechanism for interpass control is described in further detail in [37]. The limits of the manufacturing process must be taken into account as additional nonlinearities. It is possible to reduce the energy input over a sufficiently large range without reaching the process limit and without introducing nonlinearity. The fabrication of the cylinder was chosen to have a stable observation on one point, without any influences of changing the direction of welding and/or observation. This allows a longer welding time without additional ignition processes. Interruptions in the production process led to the complex interrelationships of material and energy input already mentioned and are therefore avoided. A detailed description of the possibilities and the operation of the system is given in [38].

Experimental setup [38]
The melt pool area can be used as the controlled variable. The aim of the control system developed is to keep the melt pool area as constant as possible at a given set point. Initially, only the wire feed rate was used as a setting variable. In further work, the system will also take into account other manipulated variables, such as arc voltage correction and welding speed.
2.2 Material and initial welding conditions
A low-alloy filler metal (DIN EN ISO 14341-A G 50 7 M21 4Mo / A5.28 ER80S-D2) using an M21 shielding gas (82% Ar, 18% CO2) was selected as the material for the investigations. The chemical composition is shown in Table 1. The substrate for the tests was 14-mm-thick plates of S355.
The typical microstructure in single pass welds of this filler consists of acicular ferrite and grain boundary ferrite, Fig. 9 [39, 40].

In the presented results, the possibility of locally achieving two different microstructures will be demonstrated by setting two different set points of the wire feed speed. The first one for a “small” weld bead with a wire feed speed of 4.5 m/min (heat input ca. 330 J/mm) and the second one a “large” weld bead with a wire feed speed of approximately 5.4 m/min (heat input ca. 400 J/mm). The set points were synchronized with the rotation of the substrate to match the same position in every layer, Fig. 11. In a second step, the control loop was closed, and the targeted weld pool area was set to 90 mm². The design and boundary conditions of the controller have been described in [37, 38]. There, it is shown that the controlled system can be described as a quasi-linear system with a static nonlinearity and can be described using a Hammerstein model. The block diagram of the controlled system is given in Fig. 10.

Block diagram of the closed loop control for the manufacturing process using the Hammerstein structure [38]
The identification and design of the system leads to a controller variable K of:
2.3 Microstructural characterization
Following the welding tests, the additively manufactured hollow cylinders are cut, and the cross-section of the small and large bead parts is made, Fig. 11. These were then embedded in a polymer, abraded, and polished. The final polishing was performed with a grain size of less than 1 μm in the lapping suspension. When grinding, care was taken to ensure that the area affected by cutting was reliably removed. Subsequently, the samples were etched with Nital. The microstructure images were taken after preparation of the samples with a Leica CTR-6000 reflected light microscope at different magnifications. Hardness testing was performed in accordance with ISO 6507. A line of microindentations was made to determine the average hardness distributed over the cross-section.

Manufactured cylinder with changing process variables
3 Results
Fig. 11 shows one of the sample geometries. The surface is uneven, typical of WAAM-made samples. The width of the layers between the small and large beads are slightly different. The difference in width deviates between 0.2 and 1 mm. Especially in the upper layers, the difference between the two parts increases due to the different heat input to heat dissipation ratios.
This change in the geometry leads to the assumption that a different cooling behavior has been reached and that the microstructure should be significantly different.
3.1 Microstructure
The microstructure of approx. the 30-mm high hollow cylinder wall structures can be subdivided into four different zones, Fig. 12. The bottom layer, which is just above the substrate, will not be discussed in detail in this paper due to the relatively large heat conduction compared to the wall-like structure in higher layers and the dilution with the base material. A microstructure typical of multilayer welds can be seen in the bottom layers.

Microstructure comparison of three different zones and two heat inputs
Fig. 12 shows an overview of the cross-sections of two different heat inputs. In addition, Fig. 12 shows an overview of the resulting different microstructures of the four zones. In the upper zone, the microstructure is typical for a single-layer weld or cover layer typical of this filler, cf. Fig. 9. Typically, this filler forms acicular ferrite with small amounts of grain boundary ferrite in single pass welds.
Looking at the two heat inputs, there are clear differences in the microstructure in the top layer with regard to the amount of grain boundary ferrite and the grain size of the accicular ferrite. The microstructure from the area with higher energy input, i.e., the larger the weld pool is, the coarser the microstructure. This corresponds to the current state of knowledge on the behavior of this group of materials.
The coarser structure due to the increased energy input also continues in the other two identified microstructural areas. Below the top layers, the accicular ferrite initially dissolves, and globular ferrite or bainite is formed. This dissolution increases towards the bottom layers due to the more frequent reheating, culminating in a ferritic-pearlitic microstructure in the third zone in the high-energy input region with significantly larger grains than the low-energy input, Fig. 13. In the case of a lower energy input, a ferritic-bainitic microstructure forms, Fig. 14.

Microstructure comparison of the most reheated region for two heat inputs

Microstructure comparison of the most reheated region for two heat inputs, SEM images
In summary, it can be concluded that the formation of the microstructure corresponds to the current state of knowledge [16, 41,42,43,44,45]. Moreover, the small difference in energy input leads to significant changes in the microstructure morphology. This is especially true in regions with a high number of reheating events.
3.2 Hardness
Figure 15 shows the distribution of the hardness over the cross-section of the additively manufactured material. The different microstructures in the specimen result in different hardnesses of the material. First, a reduction from the top to the middle of the specimen can be seen. This is due to the dissolution of the ferritic ferrite and the formation of ferritic-perlitic or ferritic-bainitic microstructures. From the middle to the bottom, the hardness then increases again due to the increased amount of bainite or perlite formed.

Hardness distribution within the additive-manufactured steel
Furthermore, due to different heat inputs, on average, the hardness at the low-energy input side is approx. 20HV0.1 above the high energy input side. This behavior was also expected and is in line with the current state of research [15, 16].
3.3 Closed-loop control
By closing the control loop and thereby regulating the melt pool size to approx. 90 mm², the effects of an increasing interpass temperature on the geometry expression could be significantly reduced. Fig. 16 shows the comparison between the cross-section of the sample geometry with and without the control loop activated. Due to the closed control loop, a reduction in the surface waviness and a reduction in the deviation of the width of the specimen can be achieved. Furthermore, it can be seen that due to the closed control loop, the width of the component is almost constant over the entire height.

Sectional view of the manufactured parts with open-loop (left) and closed-loop (right) control. The red-dashed line shows the measurement points of the micro-identification to determine the hardness distribution [38]
Figure 17 shows the area of the weld pool, the welding power used and the interpass temperature during the tests. A hollow cylinder with 30 layers was produced in each case, and manufacturing one layer took 40 s The closed-loop controller with integral behavior reduces the welding power to 5% as the interpass temperature rises, and after 20 to 25 layers, constant temperatures are reached. Furthermore, the closed control loop allows the weld pool area to be kept constant. Without closed-loop control, this is not the case. To keep the area of the weld pool constant, the welding power must be reduced. This also lowers the measured interpass temperature.

Comparison of disturbance response for open-loop (black) and closed-loop (blue) control [38]
4 Summary and outlook
The presented work reviews the first realization of a system for property-oriented arc-based additive manufacturing and shows the implementation on a first simple example. The implementation of the system includes the following:
-
A fast calculation system for weld path planning
-
The implementation of a monitoring system for the weld pool
-
The setup of a control system for the size of the weld pool area
On the basis of the example produced, it was possible to demonstrate that the possible controlled variables for the welding process are sufficient to be able to set significantly different microstructures and properties of the material. With this basis, the geometric fidelity of WAAM components can now be significantly improved in addition to the targeted adjustment of the microstructure and properties. In conclusion, it can be said that the results obtained so far make it possible to locally adjust properties in the WAAM process.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author upon reasonable request.
References
Dahat S, Hurtig K, Andersson J et al (2020) A methodology to parameterize wire + arc additive manufacturing: a case study for wall quality analysis. JMMP 4:14. https://doi.org/10.3390/jmmp4010014
Szost BA, Terzi S, Martina F et al (2016) A comparative study of additive manufacturing techniques: residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater Des 89:559–567. https://doi.org/10.1016/j.matdes.2015.09.115
Norrish J, Polden J, Richardson I (2021) A review of wire arc additive manufacturing: development, principles, process physics, implementation and current status. J Phys D: Appl Phys 54:473001. https://doi.org/10.1088/1361-6463/ac1e4a
Rosli NA, Alkahari MR, MFB A et al (2021) Review on effect of heat input for wire arc additive manufacturing process. J Mater Res Technol 11:2127–2145. https://doi.org/10.1016/j.jmrt.2021.02.002
A Hosseini V, Högström M, Hurtig K et al (2019) Wire-arc additive manufacturing of a duplex stainless steel: thermal cycle analysis and microstructure characterization. Weld World 63:975–987. https://doi.org/10.1007/s40194-019-00735-y
Treutler K, Wesling V (2021) The current state of research of wire arc additive manufacturing (WAAM): a review. Appl Sci 11:8619. https://doi.org/10.3390/app11188619
Treutler K, Lorenz S, Hamje J et al (2022) Wire and arc additive manufacturing of a CoCrFeMoNiV complex concentrated alloy using metal-cored wire—process, properties, and wear resistance. Appl Sci 12:6308. https://doi.org/10.3390/app12136308
Gürol U, Dilibal S, Turgut B et al (2022) Characterization of a low-alloy steel component produced with wire arc additive manufacturing process using metal-cored wire. Mater Test 64:755–767. https://doi.org/10.1515/mt-2021-2155
Pixner F, Buzolin R, Zelić A et al (2022) Tailoring the alloy composition for wire arc additive manufacturing utilizing metal-cored wires in the cold metal transfer process. Mater Des 215:110453. https://doi.org/10.1016/j.matdes.2022.110453
Ehlers R, Treutler K, Wesling V (2020) SAT solving with fragmented Hamiltonian path constraints for wire arc additive manufacturing. In: Pulina L, Seidl M (eds) Theory and Applications of Satisfiability Testing – SAT 2020. SAT 2020
Wu B, Pan Z, Ding D et al (2018) A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J Manuf Process 35:127–139. https://doi.org/10.1016/j.jmapro.2018.08.001
Pan Z, Ding D, Wu B et al (2018) Arc welding processes for additive manufacturing: a review. In: Transactions on Intelligent Welding Manufacturing. Springer, Singapore, pp 3–24
Kuznetsov M, Il'yashchenko D, Lavrova EV et al (2022) Additive manufacturing of metal products via filler wire arc welding (review). MSF 1064:189–199. https://doi.org/10.4028/p-9cd862
Yildiz AS, Davut K, Koc B et al (2020) Wire arc additive manufacturing of high-strength low alloy steels: study of process parameters and their influence on the bead geometry and mechanical characteristics. Int J Adv Manuf Technol 108:3391–3404. https://doi.org/10.1007/s00170-020-05482-9
Plangger J, Schabhüttl P, Vuherer T et al (2019) CMT additive manufacturing of a high strength steel alloy for application in crane construction. Metals 9:650. https://doi.org/10.3390/met9060650
Wächter M, Leicher M, Hupka M et al (2020) Monotonic and fatigue properties of steel material manufactured by wire arc additive manufacturing. Appl Sci 10:5238. https://doi.org/10.3390/app10155238
Fang Q, Zhao L, Chen C et al (2023) Effect of heat input on microstructural and mechanical properties of high strength low alloy steel block parts fabricated by wire arc additive manufacturing. Mater Today Commun 34:105146. https://doi.org/10.1016/j.mtcomm.2022.105146
Dağyıkan K, Gürol U, Koçak M (2023) Characterization and fracture toughness evaluation of the thick-walled wire arc additively manufactured low alloy steels. Weld World 67:1009–1019. https://doi.org/10.1007/s40194-022-01424-z
Chaurasia PK, Goecke S-F, De A (2022) Real-time monitoring of temperature field, metal transfer and cooling rate during gas metal arc-directed energy deposition. Sci Technol Weld Join 27:512–521. https://doi.org/10.1080/13621718.2022.2080447
Chaurasia PK, Goecke SF, De A (2023) Towards real-time monitoring of metal transfer and melt pool temperature field in gas metal arc directed energy deposition. Weld World. https://doi.org/10.1007/s40194-023-01534-2
Chaurasia PK, Goecke S-F, De A (2023) Monitoring melt pool asymmetry in gas metal arc-directed energy deposition. Sci Technol Weld Join 28:424–432. https://doi.org/10.1080/13621718.2023.2168933
Richter A, Gehling T, Treutler K et al (2021) Real-time measurement of temperature and volume of the weld pool in wire-arc additive manufacturing. Meas: Sens 17:100060. https://doi.org/10.1016/j.measen.2021.100060
Richter A, Rembe C, Gehling T et al (2019) Echtzeittemperaturmessung bei additivem Lichtbogenschweißen / Real-time temperature measurement at wire arc additive welding. Tm -Technisches Messen 86:112–116. https://doi.org/10.1515/teme-2019-0057
Richter A, Scheck M, Bohn C et al (2022) Erfassung der Schmelzbadfläche mit Korrektur der Perspektive zur Prozessregelung eines Wire and Arc Additive Manufacturing. Tm - Technisches Messen 89:525–533. https://doi.org/10.1515/teme-2022-0009
Makwana P, Goecke S-F, De A (2019) Real-time heat input monitoring towards robust GMA brazing. Sci Technol Weld Join 24:16–26. https://doi.org/10.1080/13621718.2018.1470290
Huang C, Soliman M, Treutler K et al (2022) On the microstructure development under cyclic temperature conditions during WAAM of microalloyed steels. Metals 12:1913. https://doi.org/10.3390/met12111913
Samardžić I, Stoić A, Kozak D, Kladaric I, Dunđer M (2013) Application of weld thermal cycle simulator in manufacturing engineering. Journal of Manufacturing and Industrial Engineering 1–2(12):7–11. https://doi.org/10.12776/mie.v12i1-2.177
Celin R, Burja J, Kosec G (2016) A comparison of as-welded and simulated heat affected zone (HAZ) microstructures. Mater Tehnol 50:455–460. https://doi.org/10.17222/mit.2016.006
Dai Y, Yu S, Huang A et al (2020) Microstructure and mechanical properties of high-strength low alloy steel by wire and arc additive manufacturing. Int J Miner Metall Mater 27:933–942. https://doi.org/10.1007/s12613-019-1919-1
Rodrigues TA, Duarte V, Avila JA et al (2019) Wire and arc additive manufacturing of HSLA steel: effect of thermal cycles on microstructure and mechanical properties. Addit Manuf 27:440–450. https://doi.org/10.1016/j.addma.2019.03.029
Sun L, Jiang F, Huang R et al (2020) Microstructure and mechanical properties of low-carbon high-strength steel fabricated by wire and arc additive manufacturing. Metals 10:216. https://doi.org/10.3390/met10020216
Müller J, Hensel J, Dilger K (2022) Mechanical properties of wire and arc additively manufactured high-strength steel structures. Weld World 66:395–407. https://doi.org/10.1007/s40194-021-01204-1
Wesling V, Leicher M, Gräbner M et al (2021) Werkstoffkennwerte additiv gefertigter Strukturen. Tagungsband 4. Niedersächsisches Symposium Materialtechnik-. Shaker. https://doi.org/10.21268/20210518-7
Treutler K, Kamper S, Leicher M et al (2019) Multi-material design in welding arc additive manufacturing. Metals 9:809. https://doi.org/10.3390/met9070809
Leicher M, Kamper S, Treutler K et al (2020) Multi-material design in additive manufacturing—feasibility validation. Weld World 64:1341–1347. https://doi.org/10.1007/s40194-020-00887-2
VDI/VDE Technische Temperaturmessung - Strahlungsthermometrie(3511 Blatt 4) (2023)
Scheck M, Franz J, Richter A et al (2022) Identification and modeling of wire arc additive manufacturing under consideration of interpass temperature. 2022 UKACC 13th International Conference on Control (CONTROL): 20-22 April 2022. IEEE, Piscataway, NJ, pp 219–225
Scheck M, Richter A, Beitler S, Gehling T, Treutler K, Wesling V, Rembe C, Bohn C (2023) High geometric fidelity through closed-loop control of the weld pool size in gas metal arc welding based direct energy deposition. https://doi.org/10.2139/ssrn.4516995
Treutler K (2019) Schweißen von Leichtbaurahmenkonstruktionen : funktionale Werkstoffauswahl und Schweißzusatzwerkstoffmodifikation. Universitätsbibliothek der TU Clausthal
Treutler K, Wesling V (2020) Usage of Ti-surface-modified filler material to increase the joint strength of high-strength low alloyed (HSLA) steels under different load types. SN Appl Sci 2. https://doi.org/10.1007/s42452-020-03884-8
Abbaszade M, Bol N, Kara OE et al (2022) On the mechanical behavior and microstructural characterization of wire + arc additive manufacturing of Mn-Si based steel alloy (ER70S-6). J Addit Manuf Technol 2(2):648. https://doi.org/10.18416/JAMTECH.2212648
Shukla V, Kumar V, Dixit A (2023) Microstructural characteristics and tensile properties of ER70S-6 manufactured by robotic CMT wire-and-arc additive manufacturing. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2023.02.011
Wandtke K, Schroepfer D, Scharf-Wildenhain R et al (2023) Influence of the WAAM process and design aspects on residual stresses in high-strength structural steels. Weld World 67:987–996. https://doi.org/10.1007/s40194-023-01503-9
Dirisu P, Ganguly S, Mehmanparast A et al (2019) Analysis of fracture toughness properties of wire + arc additive manufactured high strength low alloy structural steel components. Mater Sci Eng: A 765:138285. https://doi.org/10.1016/j.msea.2019.138285
Ghaffari M, Vahedi Nemani A, Rafieazad M et al (2019) Effect of solidification defects and HAZ softening on the anisotropic mechanical properties of a wire arc additive-manufactured low-carbon low-alloy steel part. JOM 71:4215–4224. https://doi.org/10.1007/s11837-019-03773-5
Funding
Open Access funding enabled and organized by Projekt DEAL. The Clausthal University of Technology funded this work.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Treutler, K., Gehling, T., Scheck, M. et al. Properties oriented WAAM—microstructural and geometrical control in WAAM of low-alloy steel. Weld World 68, 247–257 (2024). https://doi.org/10.1007/s40194-023-01666-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01666-5