
Abstract
Different load spectra and individual load peaks might substantially relax high residual stresses as well as induce compressive residual stresses in welded components and, consequently, affect the fatigue performance of these joints. Consideration of peak loads and resulting relaxation of residual stresses in fatigue analyses can substantially enhance the accuracy of life prediction. The aim of the current study is to experimentally investigate the fatigue strength of welded joints subjected to different levels of overloads and variable amplitude (VA) loads and to develop local fatigue assessment method to account for the relaxation of residual stresses via a mean stress correction using the 4R method. The 4R method applies a local stress ratio for the mean stress correction considering material strength, residual stresses, applied stress ratio of external loading and local weld geometry in elastic–plastic material behaviour. Fatigue tests were carried out on fillet-welded longitudinal gusset joints made of S700 high-strength steels under applied stress ratio R = 0–0.1. A mild strength steel (S355) and ultra-high-strength steel (S1100) were selected as reference steel grades for the fatigue testing to study the material strength effects. Numerical analyses were conducted to evaluate the fatigue notch factors using the effective notch stress concept with the reference radius of rref = 1.0 mm and theory of critical distance (TCD) using the point method. The experimental results indicated that a substantial improvement in the fatigue strength capacity can be claimed in the joints subjected to tensile overloads, particularly in the studied S700 and S1100 steels. The higher-level overload (0.8fy), corresponding to the nominal cross-sectional area, improved the mean fatigue strength of the welded joints manufactured of high-strength S700 steel by approximately 60%, while the lower overload (0.6fy) improved the mean fatigue strength by 20%. In addition, a use of equivalent nominal stresses for the joints subjected to VA loads resulted in conservative assessments when employing S–N curves obtained for the CA loading. The 4R method, via the local mean stress correction for individual cycles, provided higher accuracy for the fatigue assessments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Fatigue of steel structures is one of the most significant causes for mechanical damage since various components are subjected to cyclic loading conditions in their use. Fatigue can occur when fluctuating or cyclic load conditions are repeatedly applied to a structure. This is particularly the case in welded components since they incorporate sharp notches, high tensile residual stresses due to the welding and various defects acting as origins for fatigue crack initiation and growth. Cyclic loading conditions, first, lead to crack propagation and, ultimately, the loss of load-carrying capacity via a ductile or brittle fracture. Cyclic loads and fatigue of mechanical components can be found in various industries, such as plant engineering, automotive and railway engineering. [1] Compared to the constant amplitude load conditions usually applied in component testing, real engineering applications are often more complex and there are usually several situations in which variable amplitude (VA) load conditions can be observed [2]. These stress ranges might also include individual high peak loads that have a notably higher value than traditional in-service cyclic loads [1]. Such peak loads can be specifically observed in components made of high-strength and ultra-high-strength steels (HSSs/UHSSs) since the use of such high-strength materials favours load conditions in which high peak loads exist, due to their higher ultimate capacity, although the magnitude of cyclic load conditions can still be moderate compared to these high peak loads.
Load spectrum and overload peaks might also substantially affect the fatigue performance of welded components. The overload effects on the fatigue strength of welded joints have previously been studied by, e.g. Huther et al. [3], Heyraud et al. [4] and Sonsino [5]. In these studies, improvement in fatigue strength was reported after tensile overloads. The improvement was explained by factors such as relaxation of tensile residual stresses via local plasticization and strain hardening. Similar results were obtained by Hemmesi et al. [6] for various metallic materials. However, these studies also included results, showing that the overload peaks had a negligible or negative impact. Variation in the results was brought by different factors, e.g. overload levels, load ratios and material strengths. Investigations on the residual stress effects on welded joints have also been conducted by Baumgartner and Bruder [7].
VA loading and the effect of varying high and low mean stresses on the fatigue strength of laser cut edge notches were studied by Lipiäinen et al. [8]. In the study, the VA loading was constructed to include a high peak load in the beginning of a block and a series of descending cycles. An enhanced fatigue life was reported in the cases of low mean stress. The fatigue strengths were evaluated with the parametric 4R notch approach with the theory of critical distances (TCD), finding it appropriate to evaluate fatigue strength with a single master S–N curve for both uncoated and hot-dip galvanised cut edges. In a study by Yıldırım et al. [9], the VA load effects on the fatigue properties of high-strength steel joints were investigated. Among other results, a beneficial effect was reported for the applied VA load spectrum with respect to CA loading.
Although the effects of tensile overload peaks on the fatigue strength of welded joints are conceptually well-understood, current knowledge still lacks experimental evidence on its influence on welded HSS and UHSS joints. Furthermore, the overload and mean stress effects in VA loads are qualitatively accounted in fatigue assessments, e.g. using different Palmgren–Miner damage sums (D = 0.2 instead of D = 0.5) for fluctuating mean stresses [10]. To enable more accurate fatigue assessment, quantitative models for considering mean stress corrections are needed. The aim of this study is to experimentally examine the overload and VA load effects in welded HSS joints and to create a model to analytically predict the fatigue strength of joints by simulating the local stress and strain behaviour and via performing a mean stress correction.
The overload and variable amplitude load effects on welded joints are studied by the means of experimental fatigue testing and analytical and numerical calculations. The experimental fatigue tests, supported by residual stress and hardness measurements and fractography, are conducted on a non-load carrying longitudinal double gusset joint manufactured of a S700 HSS grade. Steel grades S355 and S1100 are acting as a control group to evaluate the material strength effects. The overloads are studied on two levels corresponding 60% and 80% of the nominal yield strength capacity under uniaxial loading. The main computational tool applied for these loading types is the 4R method with both the effective notch stress (ENS) and TCD-based notch stress factors. The 4R method is utilised to consider the load sequence and its effect on the mean stress levels as traditional fatigue assessment tools such as the nominal stress and ENS methods do not take this aspect into account and might lead to vastly conservative predictions. Applied effective stress concept has a significant effect on the 4R assessment tool, and the use of the TCD method is consequently also evaluated. Furthermore, the impact of input parameters, i.e. critical distance and the cyclic strain hardening exponent and coefficient, is considered. Amongst the various TCD concepts [11], the point method (PM) is under examination in this study. In the finite element (FE) analysis, reference weld toe radii rref = 1 mm rref = 0.05 mm are applied.
2 Experimental work
2.1 Materials
The study was conducted on non-load carrying fillet welded joints with longitudinal double-sided gussets. The effect of material strength was evaluated, and, consequently, the test specimens were manufactured of three different steel grades. The focus of the study was on a S700 high-strength steel, and S355 mild strength steel and S1100 ultra-high-strength steel grades were acting as a control group for the studied overload cases. To produce the fillet welds using gas metal arc welding (GMAW), strength-matching filler wires of OK 69.25 (ESAB), OK Autrod 12.51 (ESAB) and Union X 96 (Böhler) were used for the S700, S355 and S1100 steel grades, respectively. The mechanical properties and chemical compositions of the studied materials are presented in Table 1 and Table 2, respectively.
2.2 Test specimens
Non-load-carrying longitudinal gusset joints with fillet welds were prepared using laser cutting and robotised GMAW process. The laser cut steel plates were cleaned with 10% citric acid to remove impurities from the hot-rolled surface. A robotised welding system was chosen to have high and consistent quality in the test series. The welding was conducted with two phases per gusset in PB welding position, and all welds had a target throat thickness of 4 mm. The weld run-on and run-off points were located in the middle of the gussets (see Fig. 1). One weld toe from each joint was instrumented with a hot-spot strain gage. To ensure that the fatigue crack propagation would begin at the designated weld toe, others were post-processed with high-frequency mechanical impact (HFMI) treatment as it has been shown to improve fatigue strength [12, 13]. Due to welding, some angular distortion could be detected, and the studied weld toe was selected to be on the concave side of the specimen on the basis of weld quality.

Test specimen geometry: a shape and dimensions and b HFMI treatment of the weld toes
2.3 Instrumentation and fatigue test setup
Fatigue tests were carried out with three different loading types to validate the fatigue assessment model (see Section 3) for different load configurations. The applied loading types included CA, VA and CA loading with pre-applied individual tensile overload (Appendix 1). All stress ratios were selected to be under 0.5 due to recommendations by IIW [10]. Figure 2 presents a schematic illustration of the applied loading types, stress ratios and overload levels. The structural stress levels were also measured by applying a hot-spot strain gage to the weld toe under investigation. In this way, the angular distortion and the bending stress levels could be examined. The strain gage was applied at the 0.4t (3.2 mm) distance from the weld toe.

Illustration of the different loading types used in the experiments with FOL presenting the overload force value, A the nominal cross-section and fy the minimum yield strength provided by the manufacturer
2.3.1 Constant amplitude fatigue tests
Fatigue tests with pre-applied tensile overloads and constant amplitude (CA) loading were conducted using a high-capacity full-resonance machine with the test frequency of 95 Hz (Fig. 3). The single tensile overloads were quasi-statically applied before fatigue testing. Two different overload levels, OL1 and OL2, were selected for the study, equal to 80% and 60% of the minimum nominal yield strength provided by the manufacturer, respectively, corresponding to the nominal cross-sectional area. The CA fatigue tests were carried out in tension with stress ratios of R = 0.1 in both CA and CA with OL1 and OL2 tests.

Fatigue test setup: a full-resonance fatigue test rig and b fatigue test setup (servo-hydraulic test rig)
2.3.2 Variable amplitude fatigue tests
The fatigue tests with VA loading were conducted with a servo-hydraulic test rig in tension (R = 0.05). The fatigue test setup is presented in Fig. 3. A Gaussian block type loading was utilised, and the loading was designed to include a high peak load in the beginning and following descending cycles. The spectrum was subdivided into 21 different stress levels, and the block was established to include 10 000 cycles with a constant minimum stress level equal to R = 0.05 corresponding to the maximum load range of the spectrum (VA1-VA4, see Appendix 2). The blocks were repeated until reaching a fatigue failure. The length (number of cycles) in individual stress levels in the block were calculated using the following equation given by Köhler et al. [14]:
where H0 refers to the number of cycles in a block (H0 = 1412), Δσnom,max is the nominal maximum stress range, Δσnom, i is the nominal stress range and v stands for the shape factor (Gaussian, v = 2). The value of the Gaussian shape factor represents the use of random spectrum loads. Furthermore, the VA load spectra were scaled to avoid minor loads that are beneath fatigue limit and, thus, have no effect on the fatigue behaviour. The loading spectra were scaled with factors of p = 0.3–0.4 (see Appendix 2). In this case, the scaling factor of p = 0.3 designates that the value of the lowest stress range is 30% of the highest one. The scaled nominal stress ranges can be acquired with the following equation [8]:
The VA load spectra included a total number of 21 individual stress range levels with varying maximum nominal stresses and constant minimum stresses (Fig. 2). Furthermore, the nominal equivalent stresses were obtained with the rainflow method. Complete list and information on the VA load spectrums are presented in Appendix 2. An example of the applied cumulative VA loading is presented in Fig. 4, which shows an example of the scaled stress ranges with relation to cycles. It can also be noted that the minimum force and, thus, minimum stress do not alter.

A Hot-spot strain gage and b schematic drawing of the applied VA loading
2.4 Fatigue test results
The fatigue test results for the specimens made of the S700 steel grade are presented as S–N curves derived from the experimental data. Figures 5 and 6 present the fatigue test results from CA, OL1, OL2 and VA loading for steel grade S700 with respect to nominal stresses. For the VA loads, the fatigue test results are presented in terms of equivalent stresses obtained with the slope parameter of m = 3 and damage sum of D = 1.0. Information on the corresponding mean and characteristic fatigue strengths is presented in Table 3. As each test series consisted of less than ten specimens, a fixed slope parameter m = 3 has been applied. It can be stated that the overloads had a notable enhancing effect on the fatigue strength of HSS S700 as the mean value from CA loading was increased by a factor of 1.6 and 1.2 with the applied single tensile overloads OL1 and OL2, respectively. It can also be noticed that the VA fatigue tests including a peak load resulted in higher fatigue strength values with respect to cases with traditional CA loading. For test series with VA loading, the mean fatigue strength had the same improvement factor of 1.6 as the OL1 cases. Indicating that the tensile peak load at the beginning of the block had contributed to enhancement in a similar manner.

S–N curves for the S700 specimens: a CA and overload data and b VA data (equivalent stresses)

S–N curves for the S700 specimens with the overload of a OL1 (0.8fy) and b OL2 (0.6fy)
Overload effects on the fatigue strength of welded joints were also studied on the S355 and S1100 steel grades. In addition, CA loading was tested to obtain material strengths effects in joints subjected to CA loading. S–N curves from the experimental fatigue test results with respect to nominal stresses are presented in Fig. 7 and the corresponding fatigue strengths in Table 4. The fatigue test results indicated substantial improvement in fatigue capacity for S1100 as the mean fatigue strength was 151 MPa with a fixed slope of 3. For comparison, mean fatigue strengths of 80 MPa and 129 MPa were claimed for material S700 CA and OL1 cases, respectively. This can be explained by having more capacity to benefit from the overload brought on by higher yield strength and having lower residual stress values. The fatigue tests showed only little improvement brought by OL1 for material S355. This could be explained by the yield strength related overload being almost the same stress level as the applied CA loadings which could then result in minimal improvement fatigue strength wise.

S–N curves for the a S1100 and b S355 specimens with respect to the corresponding FAT class and mean fatigue strength of OL1 (0.8fy) results from steel grade S700
2.5 Residual stress measurements
One specimen from each test series was selected for measuring residual stresses before and after applying the overload to examine the degree of residual stress relaxation. In addition to the measured fatigue test specimens, one specimen was also measured to identify the effects of the HFMI treatment on the residual stress state at the opposite side of the treated weld. The surface residual stresses, parallel to the loading direction, were measured with an X-ray diffractometer (Stresstech G3 X3000) along the centre line of the test specimen starting from the weld toe. The residual stresses were measured by applying the sin2 ψ method with radiation type CrKa. During the measurements, the number of tilts was three and tilt angles were ± 30° with ± 1° oscillation. The collimator diameter was 1 mm. Figure 8 presents the residual stress measurement results for a S700 test specimen. It can be observed that OL1 relaxed the residual stresses and even induced compression along the whole measured length. OL2 also had a relaxing impact on the residual stresses, though, not being as significant as in the OL1 case. It was also found that the HFMI treatment had a substantial effect on the residual stress levels even though the post-treatment was conducted at the weld toe on the opposite side of the investigated weld.

Residual stress measurements for a S700 test specimen before and after overloads
The average full-width half maximum values (FWHM) from residual stress measurements for steel grade S700 are presented in Fig. 9. The FWHM values indicate that the HFMI treatment on the opposite side of the base plate had an effect on the microstructure of the tested specimens as the measured values are slightly lower with respect to the values gathered in as-welded condition. It could also be noted that the overloads had an opposite effect as the FWHM values were altered towards the results from as-welded condition. Additionally, OL2 had less effect as opposed to OL1. This correlates also with the residual stress results presented in Fig. 8.

Average full-width half maximum (FWHM) values for steel grade S700 from residual stress measurements
Residual stress measurement results for steel grades S1100 and S355 are presented in Fig. 10. The measurements show a significant improvement and relaxation in the residual stress levels caused by both HFMI treatment and OL1 for both steel grades. It can, however, be noted that material S1100 had the lowest residual stress levels with respect to all tested specimens and benefited most from the overload. Steel grade S355 did not have further improvement residual stress wise after HFMI treatment near the weld toe. Nevertheless, residual stresses relaxed along the whole measured length opposed to only weld toe area. As a limitation, the effect of OL2 was not tested for steel grades S1100 and S355.

Residual stress measurements for steel grades: a S1100, b S355
2.6 Hardness measurements and fractography
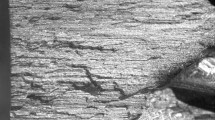
The fracture surfaces of the VA test specimens were examined further with a scanning electron microscope (SEM) to identify depths and shapes of fatigue cracks at the different stages of crack growth. Fracture surfaces of two studied test specimens with different load spectra (see Appendix 2) are presented in Fig. 11, showing visible beach marks due to the VA load spectra. The number of tested (10,000 cycle) blocks could be evaluated from the number of markings on the surfaces, and it could be stated that the beach marks seemed to have been caused by the high peak load in the beginning of each block. In addition, the crack propagation rate grew rapidly towards the final fracture as the beach markings were further distanced. For the VA3 specimen with a fatigue life of 31 blocks (Fig. 11a), the crack growth was relatively slow in the beginning compared to the VA1 test specimen with fatigue life of 13 blocks which also had the most notable beach marks. The final fractures cannot be seen in Fig. 11 as they were formed on the sides of the specimens outside of scope.

Fractography on the VA specimens showing peak loads and crack propagation: a VA3, b VA1
Polished cross-sections were manufactured of the test specimens and macro figures were extracted to identify the weld quality and to measure local hardness for the material modelling in the 4R method (see Sect. 3.1.1). Hardness measurements were conducted from both the fatigue-critical weld toe area (Fig. 12a) and full cross-section along the longitudinal weld. As it can be seen from Fig. 12, the macro figures showed no critical weld defects or indications of major deviation in the local hardness compared to the base material hardness. Hardness reduction and material softening could be noticed near the weld toe and root which could contribute to the fatigue strength and location of the failure in the test specimens. The measured ideal throat thicknesses were between values 3.8–4.1 mm.

Hardness measurements from a the weld toe cross-section and b middle cross-section
3 Application of the 4R method to overload and variable amplitude cases
3.1 Theoretical background and parameters
The fatigue strength of the tested specimens was evaluated with the 4R method. In the 4R method, the local cyclic behaviour is studied by taking into account the elastic–plastic material properties and by conducting a mean stress correction using the local stress ratio. In the mean stress correction, Smith–Watson–Topper (SWT) parameter is employed. In the evaluation of local elastic–plastic behaviour, stress ratio, residual stress, weld toe quality and ultimate strength are considered. The ENS method can be used with the 4R method to obtain effective stresses at notch. The calculation process consists of applying the input parameters (see Fig. 13) to the Ramberg–Osgood material model with the kinematic hardening rule and Neuber’s rule with hyperbolae and counter hyperbolae to obtain the local stress ratio. The local stress ratio can then be employed to calculate the mean stress corrected stress range in the reference coordinate system. A thorough explanation on the theoretical foundation and the use of the 4R method in CA cases can be found in [15,16,17]. In the current work, the 4R method was applied to the overload cases with pre-applied single tensile overload and VA load spectrums by calculating local stress levels of the welded joint through investigating the effect of each cycle in the load sequence. An illustration on the systematic calculation process used for different loading types is presented in Fig. 13.

Illustration on the calculation process of the 4R method when applied to a CA, b OL and c VA cases
The 4R method has also been previously applied to cases with VA loading by Nykänen et al. [18] for welded joints and Lipiäinen et al. [8] for cut edges. Theoretically, individual high peak loads might substantially relax residual stresses and even lead to local compressive stresses. This phenomenon would then lower the mean stress level during CA loading and, furthermore, increase the fatigue strength of welded joints. The overload might contribute to a similar effect during VA loading when the high stress peak occurs at the start of the sequence. Similar increase in fatigue strength caused by overload for welded joints was reported by Huther et al. [3]. Local cyclic behaviour of the material and applied calculation points during overloads, VA and CA loading is illustrated in Fig. 14.

Local material behaviour and marked calculation points with the 4R method: a overloads and CA loading and b VA loading
The maximum local stress caused by the overload (see points 1 in Fig. 14) is obtained by applying the monotonic R-O material model and Neuber’s notch rule for computing elastic–plastic stresses from the linear-elastic effective stresses as follows:
where σk,max refers to the maximum notch stress (effective stress), σmax,loc is the local maximum stress (point 1 in Fig. 14) caused by the overload and σk,res is the residual stress, E is the elastic modulus, n is the monotonic cyclic strain hardening exponent and H strength coefficient (see also Sect. 3.1.1). The residual stresses were determined based on the measured values (see Fig. 8 and Fig. 10). The applied input parameters for the material model in the 4R method are presented in Table 5. After the overload, the difference between local maximum and minimum stresses was calculated with the cyclic R-O model with the kinematic hardening rule and Neuber’s counter hyperbolae. The local minimum stress (point 2 in Fig. 14) could then be determined by subtracting the range from the maximum stress. The calculation was carried out by using the following equations:
where the symbols with Δ stand for the previously presented variables but refer to the range values. H’ (also K’ in some references) refers to cyclic strength coefficient, n’ is the cyclic strain hardening exponent and σmin,loc refers to the local minimum stress. The fatigue life of the welded joint could then be acquired with the following equation via the local stress ratio, fatigue strength and slope parameter:
where Nf,4R refers to the fatigue life in cycles calculated with the notch stress approach, mref is the slope parameter (mref = 5.85), Rlocal is the local stress ratio and Cref is the fatigue strength capacity (Cref = 1021.59, mean curve). For the cases with VA loading, the 4R method was applied by utilising Palmgren–Miner rule for linear damage with traditional FAT classes intended for CA loads. The fatigue notch factors were acquired by both the ENS and TCD methods. Moreover, the Smith–Watson–Topper (SWT) rule was applied for each cycle separately to obtain mean stress corrected local stress ratios, and the equivalent stress ranges were calculated in the following manner:
where Δσk,eq refers to the mean stress corrected equivalent stress, D is the damage sum parameter, n is number of cycles in a block, m refers to the slope of the S–N curve and Rlocal,i is the local stress ratio for a cycle. In this study, damage parameter D = 1 and slope parameter m = 3 have been applied to calculate fatigue strength with VA loading.
3.1.1 Material properties
The material parameters of the Ramberg–Osgood material model with the kinematic hardening rule were estimated further and applied in the calculation for material S700 from measured hardness of heat affected zone (HAZ). For other steel grades, material parameters (n = 0.15 and H = 1.65Rm) were assumed due to lack of measured hardness values. The correlation between hardness and tensile strength values was evaluated with given linear relation by Pavlina and Van Tyne [19]:
where S is the strength value (yield or ultimate), H is Vickers hardness and a0 and a1 are the regression constant and regression coefficient, respectively. The parameters of the monotonic material model were defined for the stress–strain curve considering plastic strain of 0.2% at the yield point and uniform strain at the ultimate tensile strength. The parameters of the stabilised cyclic material model were predicted from monotonic strength values according to the correlation presented by Lopez and Fatemi [20], in which the cyclic parameters (H’ and n’, fy and fu given in MPa) can be calculated from the following equations:
3.1.2 Stress concentration factors
Fatigue notch factors, Kf, were obtained with the ENS and TCD methods using FE analysis. For the ENS models, reference radius of rref = 1 was applied, and the models were created according to the mesh recommendations by Fricke [10]. In the TCD models, a reference radius of rref = 0.05 mm was utilised, and the stress analysis results were further analysed with the point method (PM) which uses the critical stress and distance to assess effective stress at notch. Background and applications of the TCD methods are presented in [11, 21]. The PM method was applied with the following equation:
where σeff is the effective notch stress, L refers to the critical distance from the notch root and σ(x) is the analysed notch stress distribution based on the maximum principal stress criterion and determined by FEA. For welded connections, a critical distance of a = 0.1 mm has been suggested, but also different values have been obtained for high-strength steels. Due to these reasons, the effect of different critical distances was also investigated by determining S–N curves for different critical distances. The FE models were created by utilising symmetry, and only one eighth of the geometry was modelled. Figure 15 presents the element model geometry and the meshed ENS and TCD models with maximum principal stress criteria. The computed notch stress factors are presented in Table 6.

FE analysed ENS and TCD models with the maximum principal stresses (normalised stresses)
3.2 Fatigue strength assessments using the 4R method
Fatigue assessments using the 4R method were applied to evaluate the fatigue strength of welded joints under overloads, CA and VA loading. The method is based on performing a mean stress correction which enables the consideration of local cyclic behaviour and might lead to more accurate results. These results could then be assessed with respect to reference stress coordinate system to draw further conclusions. The effect of optimizing the stress concentration factor from TCD was also studied through minimizing the scatter value. It was found that the optimization was unsuccessful due to the limited number of data points and scattered data led to high critical distances. Consequently. the results using the 4R method were obtained with the fatigue notch factors using the ENS and TCD (a = 0.1 mm) approaches (see Table 6). The S–N curves are presented in Fig. 16.

4 Discussion
In this study, the effects of overloads and VA loading on the fatigue strength of welded joints were experimentally studied by conducting fatigue tests residual stress measurements. The effect of a single tensile overload before CA loading was tested using two overload levels, i.e. 0.8fy (OL1) and 0.6fy (OL2). The focus of the study was on the S700 HSS grade as materials The normal strength S355 and ultra-high-strength steel S1100 were acting as a control group for the overload (OL1) cases to study the material strength effects. In addition to the experimental work, a novel notch stress approach, the 4R method, was further examined and applied to these loading types as it has the ability to perform mean stress correction through the local cyclic behaviour. The experimental fatigue tests showed substantial improvement in fatigue strength for the S700 and S1100 grades when OL1 was applied. The mean fatigue strengths of the S700 and S1100 specimens were improved by factors of 1.6 and 1.9, respectively, in comparison with the results from CA loading (S700 grade). The VA loading with Gaussian load spectrum was constructed to include a high peak load and series of descending cycles with a constant minimum stress. Improvement in the fatigue strength could also be observed in these cases.
The overload effect was dependant on the material grade. The higher strength steels S700 and S1100 expectedly gained most benefit from the high peak loads which resulted in improved fatigue strength performance. Only slight enhancement could be claimed for the S355 grade with OL1 as the mean fatigue strength was 1.15 times higher than that of the CA test results. This could be due to lower yield strength and, consequently, overload effects on the residual stress relaxation. Similar results showing little to no improvement from overloads for steel grade S355 was noticed in a study by Sonsino [5]. The residual stress measurements showed relaxation in the weld toe area after the tensile overload though having been affected by the HFMI from the opposite side of the base plate. Steel grade S1100 had the lowest residual stress levels and the overload contributed to compression stresses along the whole measured length. However, relaxed residual stresses could be observed in all studied materials. The induced compressive residual stresses from the overloads could be due to local yielding that resulted in plastic strains as has been described in [23]. Reference data was extracted and evaluated from research by Huther et al. [3] for the S355 grade. Similar phenomena were reported for the overload cases with an improvement factor of 1.2 for overload peak equal to 0.8fy. Comparison between the fatigue test results of this study and Huther et al. [3] is presented in Fig. 17.

Fatigue test results for steel grade S700: a OL1 and b OL2 with the reference data from [3]
The 4R method was further developed to the studied overload and VA cases. The material model for the S700 grade was obtained based on the hardness measurements. The 4R method was found suitable for assessing different loading types with decent accuracy and the data points commeasured into a single S–N curve without any further corrections. The specimens made of the S355 steel had most deviation from the analytical calculations which could be due to errors or uncertainty in the material model. Another cause for inaccuracy could be caused by differences between the analytically calculated and actual residual stress levels. The 4R method showed highest accuracy for the S700 specimens. The proposed model for computing equivalent stresses for VA loads differs from the previously applied approach, presented by Nykänen et al. [18], in which the subsequent effect of cycles and residual stress relaxation was not taken into account. However, the current study demonstrated higher residual stress relaxation in the high-strength and ultra-high-strength steel grades than in mild steels, and, consequently, consideration of residual stress relaxation in the 4R method is reasonable and provided conservative assessments.
Further research could be carried out on several topics that were not included in the scope of this study. The VA load effects and application of the 4R method to welded joints could be examined for cases subjected to varying mean stresses and repeated overloads. In this way, higher accuracy might be achieved in fatigue strength assessment of demanding applications experiencing VA loads and, furthermore, the weight of the structures could be optimised. Additionally, the sensitivity of the initial parameters used in the 4R method should be investigated and further developed for improved accuracy alongside the material models to better draw conclusions. In the case of notch stress concentration factors, the recommended standard critical distance of a = 0.1 mm [21] was applied as a simplification to the fatigue strength analyses. More optimised critical distances considering the material strength might improve the accuracy of predictions and lower scattering of the results. These aspects also contribute to the precision of the calculation for each case and different steel grades.
5 Conclusions
The overload and variable amplitude load effects on welded joints were investigated by experimental fatigue testing and analytical calculations. Emphasis was on the parametric 4R notch approach and its applicability to overload and VA cases. Additionally, fractography and hardness measurements were conducted to support the study. The following conclusions could be drawn based on this study:
-
The pre-applied tensile overloads enhanced the fatigue strength of the studied welded joints for all steel grades. Improvement was noted on both studied overload levels (0.8fy and 0.6fy) in the S700 specimens. The higher-level overload (0.8fy) improved the mean fatigue strength of the welded joints manufactured of high-strength S700 steel by a factor of 1.6, while the lower overload (0.6fy) improved the mean fatigue strength by a factor of 1.2 for the material S700 and had, thus, less effect with respect to OL1. The S1100 steel grade gained most benefit from OL1 and had the highest mean fatigue strength amongst the tested materials with an improvement of 1.9 in the mean fatigue strength. The improvement can be explained by the lowest (compressive) residual and mean stress levels.
-
Relaxation of high residual stresses caused by the applied overloads was reported in this study. It was also noted that the overloads induced compressive residual stresses in steel grades S700 and S1100. The corresponding measured residual stress values for materials S700 and S1100 at the weld toe were − 147 MPa and − 299 MPa, respectively. The HFMI treatment on the opposite side of the base plate also had a substantial impact on the residual stresses at the opposite side of the treated weld toes.
-
In the overload cases, the 4R method was able to consider the local behaviour of the welded joint by conducting a mean stress correction and to evaluate the fatigue lives with more precision with respect to conventional stress-based fatigue assessment methods. Conventional fatigue strength assessment methods do not take into account the local stress and strain behaviour caused and required by cases with overload.
-
The TCD method (PM) with the recommended critical distance a = 0.1 mm [21] gave vastly non-conservative predictions when applied to the 4R notch approach. This could be explained by lower fatigue notch factor in comparison to the ENS approach.
-
The 4R method gave reasonable and slightly conservative estimations on the fatigue lives of welded joints under VA loading.
References
Nussbaumer A, Borges L, Davaine L (2018) Fatigue design of steel and composite structures: Eurocode 3: design of steel structures, part 1–9 fatigue, eurocode 4: design of composite steel and concrete structures, 2nd edn. Wiley
Carpinteri A, Spagnoli A, Vantadori S (2017) A review of multiaxial fatigue criteria for random variable amplitude loads. Fatigue Fract Eng Mater Struct 40:1007–1036. https://doi.org/10.1111/ffe.12619
Huther I, Lefebvre F, Abdellaoui B, Leray V (2022) Influence of overload on fatigue behaviour of longitudinal non-load-carrying welded joints. In: Procedia Structural Integrity. Elsevier B.V. pp 466–476. https://doi.org/10.1016/j.prostr.2022.03.047
Heyraud H, Mareau C, Lefebvre F et al (2023) Experimental characterization and numerical modeling of the influence of a proof load on the fatigue resistance of welded structures. Int J Fatigue 172:107604. https://doi.org/10.1016/J.IJFATIGUE.2023.107604
Sonsino CM (2009) Effect of residual stresses on the fatigue behaviour of welded joints depending on loading conditions and weld geometry. Int J Fatigue 31:88–101. https://doi.org/10.1016/J.IJFATIGUE.2008.02.015
Hemmesi K, Ellmer F, Farajian M et al (2022) On the evaluation of overload effects on the fatigue strength of metallic materials. Procedia Struct Integr 38:401–410. https://doi.org/10.1016/J.PROSTR.2022.03.041
Baumgartner J, Bruder T (2013) Influence of weld geometry and residual stresses on the fatigue strength of longitudinal stiffeners. Welding World 57:841–855. https://doi.org/10.1007/S40194-013-0078-7/FIGURES/19
Lipiäinen K, Ahola A, Björk T (2023) Welding in the World Fatigue performance of ultra-high-strength steel laser cut notches under variable amplitude loading. Welding in the World 1:3. https://doi.org/10.1007/s40194-023-01544-0
Yıldırım HC, Remes H, Nussbaumer A (2020) Fatigue properties of as-welded and post-weld-treated high-strength steel joints: the influence of constant and variable amplitude loads. Int J Fatigue 138:105687. https://doi.org/10.1016/J.IJFATIGUE.2020.105687
Hobbacher AF (2016) Recommendations for fatigue design of welded joints and components (IIW Collection), 2nd end. Springer
Taylor D (2007) The theory of critical distances: a new perspective in fracture mechanics. The theory of critical distances: a new perspective in fracture mechanics pp 1–284. https://doi.org/10.1016/B978-0-08-044478-9.X5000-5
Weich I, Ummenhofer T, Nitschke-Pagel T et al (2009) Fatigue behaviour of welded high-strength steels after high frequency mechanical post-weld treatments. Welding in the World 53:R322–R332. https://doi.org/10.1007/BF03263475
Harati E, Svensson LE, Karlsson L, Widmark M (2016) Effect of high frequency mechanical impact treatment on fatigue strength of welded 1300 MPa yield strength steel. Int J Fatigue 92:96–106. https://doi.org/10.1016/J.IJFATIGUE.2016.06.019
Köhler M, Jenne S, Pötter K, Zenner H (2017) Load assumption for fatigue design of structures and components. In: Counting methods, safety aspects, practical application pp 1–226. https://doi.org/10.1007/978-3-642-55248-9
Nykänen T, Björk T (2016) A new proposal for assessment of the fatigue strength of steel butt-welded joints improved by peening (HFMI) under constant amplitude tensile loading. Fatigue Fract Eng Mater Struct 39:566–582. https://doi.org/10.1111/ffe.12377
Björk T, Mettänen H, Ahola A et al (2018) Fatigue strength assessment of duplex and super-duplex stainless steels by 4R method. Welding in the World 62:1285–1300. https://doi.org/10.1007/S40194-018-0657-8/FIGURES/20
Ahola A, Skriko T, Björk T (2020) Fatigue strength assessment of ultra-high-strength steel fillet weld joints using 4R method. J Constr Steel Res 167:105861. https://doi.org/10.1016/J.JCSR.2019.105861
Nykänen T, Mettänen H, Björk T, Ahola A (2017) Fatigue assessment of welded joints under variable amplitude loading using a novel notch stress approach. Int J Fatigue 101:177–191. https://doi.org/10.1016/J.IJFATIGUE.2016.12.031
Pavlina EJ, Van Tyne CJ (2008) Correlation of yield strength and tensile strength with hardness for steels. J Mater Eng Perform. https://doi.org/10.1007/s11665-008-9225-5
Lopez Z, Fatemi A (2012). A method of predicting cyclic stress-strain curve from tensile properties for steels. https://doi.org/10.1016/j.msea.2012.07.024
Baumgartner J, Schmidt H, Ince E et al (2015) Fatigue assessment of welded joints using stress averaging and critical distance approaches. Welding in the World 59:731–742. https://doi.org/10.1007/S40194-015-0248-X/FIGURES/10
Ahola A, Muikku A, Braun M, Björk T (2021) Fatigue strength assessment of ground fillet-welded joints using 4R method. Int J Fatigue 142:105916. https://doi.org/10.1016/J.IJFATIGUE.2020.105916
Hensel J (2020) Mean stress correction in fatigue design under consideration of welding residual stress. Welding in the World 64:535–544. https://doi.org/10.1007/s40194-020-00852-z
Funding
Open Access funding provided by LUT University (previously Lappeenranta University of Technology (LUT)). The authors wish to thank HRO Design Forum for the financial support in the experimental work conducted in this study and SSAB Europe for providing materials used in the experiments. In addition, the research work on the 4R method has been continued in the carbon–neutral lightweight ship structures using advanced design, production and life-cycle services (CaNeLis) project funded by Business Finland.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures.
Appendices
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Grönlund, K., Ahola, A., Riski, J. et al. Overload and variable amplitude load effects on the fatigue strength of welded joints. Weld World 68, 411–425 (2024). https://doi.org/10.1007/s40194-023-01642-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01642-z