
Abstract
The welding process represents an unintentional, but unavoidable, heat treatment in the form of soft annealing or tempering, but also hardening during the cooling of the melt. Particularly in the case of high-strength fine-grained structural steels, this leads to critical states of the mechanical-technological properties of the base material. In order to investigate the influence of the heat input during welding on the resulting properties of the heat-affected areas, a thermo-physical simulation was carried out on a quenching and forming dilatometer Bähr DIL 805 A/D, considering low-alloyed quenched and tempered (Q&T) and low-alloyed thermo-mechanically controlled processed steels (TMCP) with yield strengths in the range of 500 to 960 MPa (S500MC, S700MC, S770QL, and S960QL). For this purpose, time–temperature cycles based on gas metal arc welding (GMAW) were simulated with different maximum temperatures (1200 °C; 1000 °C; 800 °C), representing the typical microstructural regions of the heat-affected zones (HAZ), and cooling times t8/5 (5 s; 12 s; 20 s; 25 s) on miniature tensile specimens. To evaluate the property changes of the characteristic HAZ, tensile tests, hardness measurements, and microstructural investigations were analyzed. The investigations illustrate the significant influence of heat input during the welding process on the resulting mechanical-technological properties and microstructure for both kinds of steel. It was demonstrated that all the steels investigated tend to soften with increasing cooling times. The investigated Q&T steels have a lower risk of falling below the strength of the untreated base material than the investigated TMCP fine-grained structural steels. The considerably pronounced softening also resulted in the minimum strength values not being achieved for certain cooling time ranges.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High-strength low-alloy (HSLA) steels are produced by special thermo-mechanical treatments that allow refinement of the microstructure and optimization of the mechanical properties. The exact manufacturing processes can vary depending on the specific requirements and properties of the desired steel. HSLA steels of a minimum yield strength of 460 MPa are produced by normalizing, quenching, and tempering (Q&T) or by thermo-mechanically controlled processes (TMCP). However, those with a yield strength above 500 MPa are either achieved by Q&T or TMCP processes. The aim of these production techniques is to produce fine-grained microstructure which is the robust strengthening mechanism to ensure high strength and ductility. Additional strengthening mechanisms in high-strength steels are based on the increase of dislocation density and are formed by the combination of solid solution strengthening, precipitation hardening, and transformation strengthening. The application of these strengthening mechanisms varies depending on the manufacturing route employed for the steels [1].
Thermo-mechanically controlled processed fine-grained structural steels are produced by a special manufacturing process involving a combination of hot rolling and thermo-mechanical rolling. The process involves hot rolling the steel at an elevated temperature, followed by controlled cooling and deformation under controlled conditions. This process results in a fine-grained microstructure in the steel with a uniform distribution of alloying elements, leading to improved mechanical properties such as high strength, good toughness, and good weldability [2, 3]. Quenched and tempered fine-grained structural steels, on the other hand, are slowly cooled to room temperature after rolling, then heated above the Ac3 temperature to ensure complete austenitization of the structure, followed by rapid cooling (quenching) and subsequently tempered below the Ac1 temperature. Quenching results in a predominantly martensitic-bainitic microstructure in the steel, which exhibits high hardness and strength, which is then relaxed through tempering, resulting in improved toughness properties. Another variation is known as direct quenching (DQ), wherein the plates are promptly quenched immediately after the rolling process and then subsequently tempered. The specific combination of strength and toughness is determined by the tempering parameters, including the duration and maximum tempering temperature. Quenched and tempered fine-grained structural steels are known for their high strength, hardness, and wear resistance, but in some cases, they may have lower toughness compared to TMCP fine-grained steels [3, 4].
There are various classifications of high-strength fine-grained structural steels, which are differentiated according to the manufacturing process and properties according to the European standards EN 10025 and EN 10149. At this point, it should be mentioned that the product standards of steels predominantly contain upper limits on alloy constituents and that the choice of alloy composition and rolling and cooling processes is manufacturer-specific. Therefore, product and batch-specific results cannot be generalized. The chemical composition of steels within the same strength class can vary, resulting in differences in their microstructure and mechanical properties within the heat-affected zone (HAZ).
Currently, there are no guidelines or recommendations for assessing the resulting temperature-dependent mechanical properties in the HAZ of the base materials, especially on their mechanical response due to the different manufacturing processes. Due to limited knowledge, current design standards for welded joints of high-strength steels like the EN 1993-1-8 Eurocode 3 are designed with a strength reduction factor between 1.0 and 0.8 up to the grade S700. The comprehensive investigation of the influence of welding parameters can therefore exploit the mechanical properties of high-strength steels without too much conservation.
2 State of the art
The current state of the research in HSLA steels shows a continuous development in terms of their manufacturing processes and alloying concepts [1, 5,6,7]. With regard to alloying concepts, research is increasingly being carried out into advanced alloys which offer higher strengths combined with good processability. Here, particular attention is being paid to improving alloying elements such as molybdenum, niobium, titanium, and vanadium, which can significantly influence mechanical properties [8,9,10,11]. Regarding the processing techniques, another important aspect is the development of weldable high-strength fine-grained structural steels. Here, work is being carried out on alloying concepts that can improve weldability while retaining the desired strength properties [1, 3, 12]. The extent of softening in the HAZ of steel welds is influenced by the specific strengthening mechanisms employed and their behavior and susceptibility to thermal heat treatment [13].
The basis of the validation is that arc welding processes generate an extended HAZ. The production of large weld seam volumes is accordingly associated with correspondingly high and multiple heat inputs. The temperature cycles during welding cause structural changes in polymorphic materials, i.e., the area of the weld seam and areas of the joint exhibit different microstructures when cooled down than prior to the welding process. This results in irreversible changes in the properties of the base material, including toughness, hardness, or strength. The property changes are of particular importance for modern high-performance materials, which have enormous lightweight construction potential due to their strength properties. A welding process thus represents an unintentional, but unavoidable, heat treatment in the form of soft annealing or tempering, but also hardening during cooling of the melt, and thus a change in the initial property profile of the temperature-sensitive materials. As a consequence, these materials can only be processed by welding within a defined parameter range. In practice, this is achieved by maintaining cooling times of the melt in a temperature range from 800 to 500 °C, the so-called t8/5-time. Within this temperature interval, decisive transformation processes take place in the material. The mechanical response of the HAZ plays a crucial role in determining the overall performance of a welded joint. Therefore, investigating the microstructure and local mechanical properties of the HAZ after the welding of high-strength steels is of great importance in practical applications and the focus of numerous investigations.
The study by Pirinen et al. [14] deals with the comparative analysis of the HAZ after two-pass arc welding of TMCP and Q&T high-strength steels with the same strength (821–835 MPa). The results showed that the microstructure and resulting mechanical properties in the HAZ greatly differ for the same welding conditions for both steels and strongly depend on the alloying elements. It was additionally proven that the soft zone was significantly more pronounced in the TMCP steel after welding.
Medvecká [15] focused on the microstructure and microhardness profile of single-pass butt joints using a TMCP S960MC and found out that the development of microstructure within different zones of a welded joint is dependent on local thermal cycles; the maximum temperature reached during welding is especially important in controlling weld microstructures. In single-pass welds, the CGHAZ revealed the lowest mechanical properties. Providing multi-pass welds, the ICHAZ was recorded as the most critical of the HAZ.
Hochhauser et al. [13] focused on the influence of softening in the HAZ and the constraint effect on the transverse tensile strength of single-pass butt welds using a TMCP steel with a minimum yield strength of S700MC and investigated three different levels of energy inputs with GMAW welding resulting in cooling times of 5.5, 8.5, and 18.5 s. They address that the HAZ softening depends mainly on the relative extension of the soft zone and has only a small effect on the transverse tensile strength of the joint. The width of the soft zone increases linearly with the cooling time. The magnitude of this effect is related to the constraints of the uninfluenced base metal as well as the high-strength weld metal. Therefore, welding processes with reduced energy input per pass are recommended for high-strength steels.
Another method of analyzing the changes in the properties of materials induced by heat input during welding is a thermo-physical simulation of the corresponding heat-affected subzones. This simulation method enables the examination of localized property changes while excluding the influence of the weld metal. The results of examining the properties of the individual subzones do not represent the global properties of the HAZ-like joint welds on real specimens. However, the advantage of this method lies in its ability to provide insights into HAZ properties without the requirement of time-consuming and expensive welding tests.
Corresponding investigations were performed by Gáspár [16]. The study investigates the effect of welding heat input on simulated HAZ regions in S960QL high-strength steel. The author performed welding simulations with different heat inputs by varying the cooling times (2.5–30 s) at maximum temperatures of 1350 and 775 °C and analyzed the properties and microstructure of the simulated HAZ regions. Gaspar’s findings indicate that throughout the entire range of cooling times, there is a notable increase in hardness and a reduction in toughness. Additionally, the critical reduction in toughness cannot be mitigated by adjusting the welding parameters within the investigated cooling time range.
In further research, Sisodia [17] compared the effect of heat input with maximum temperatures of 1350 and 775 °C with cooling times of 5 and 30 s between a S960QL with a S960MC. Based on the results of hardness tests, it is evident that the thermo-mechanically treated steel investigated exhibits a significantly lower susceptibility to hardening compared to the quenched and tempered steel within the same category. As a result, the risk of cold cracking in the HAZ is expected to be lower in the thermo-mechanically treated steel.
Using a thermo-physical simulation and a S960MC steel, Mičian et al. [18] simulated the CGHAZ at 1105 °C with cooling times of 7, 10, and 17 s. Already for a cooling time of 7 s, the minimum yield strength could not be reached. Tensile strength and yield strength further decreased with increasing cooling time. Likewise, a reduction of the hardness values was found for all cooling times. The reduction became greater with increasing cooling times.
Celin et al. [19] describe an approach for a material weldability study using a dilatometer DIL805A/D. He investigated the microstructure and hardness at a maximum temperature of 1350 °C and five different cooling times ranging from 5 to 80 s using a Q&T steel of grade S690. It is demonstrated, that using a simulation approach enables the determination of the optimal cooling time range for the CGHAZ during welding. Through a comprehensive evaluation of the material properties, it becomes possible to identify the optimal process window for welding by selecting the appropriate welding parameters.
The mentioned investigations emphasize the importance of proper welding parameters to avoid detrimental effects on the mechanical properties such as the formation of soft zones in the HAZ and to ensure optimum joint quality. In order to understand these processes, detailed considerations of the strength, hardness, chemical composition, and microstructure of different grades of high-strength fine-grained structural steels with yield strengths between 500 and 960 MPa in relation to the welding thermal cycle (maximum temperature, cooling time) are being carried out in current research. The study provides insights into the material and property changes in the HAZ of high-strength steels and contributes to the understanding of the weldability of these materials. The results can help to optimize welding processes, including the optimal process window to successfully use high-strength steels in demanding applications.
3 Materials and methods
3.1 The investigated base materials
Low-alloy TMCP and low-alloy Q&T fine-grained structural steels with yield strengths ranging from 500 to 960 MPa were considered in the investigations. The TMCP steel plates S500MC and S700MC were supplied according to the EN 10149-2 standard. The Q&T steel S770QL was supplied as a rectangular hollow profile according to EN 10210-2 and the steel plate S960QL was supplied according to EN 10025-6. The chemical compositions according to the inspection certificate of the base materials investigated are listed in Table 1; the respective mechanical properties are listed in Table 2. The weldability of steel is commonly expressed using the carbon equivalent (CE), which quantifies the influence of carbon and other alloying elements on hardenability and susceptibility to cracking. According to the International Institute of Welding (IIW), the carbon equivalent can be calculated by Eq. (1) with the amount of each element in weight percentage.
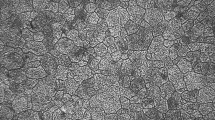
Microsections were prepared by a standard procedure for light metallographic microscopy, embedded in resin, and etched with 2% Nital solution. The images were evaluated using the optical microscope Zeiss Axiovert 200 Mat. In addition, the average grain size was determined using the line intersection method according to DIN EN ISO 643, and the phase volume fraction was determined by processing the microstructure images with the ImageJ software. The microstructures of the investigated base materials are illustrated in Fig. 1. Vickers hardness tests were used to measure microhardness in all the heat-affected subzones using the ZwickRoell Durascan 70 by applying a loading of 9.81 N for 2 s denoted as HV1 on polished specimens. The individual hardness values for each cooling time and subzone were calculated as the average of seven hardness values collected on a horizontal line in the cross-section of the sample.

Microstructure of investigated base materials a S500MC, b S700MC, c S770QL, and d S960QL
The base microstructure of the S500MC in Fig. 1a consists of a light and a dark phase. The light phase appears to be ferrite whereas the dark area is the pearlite phase. The volume fraction of ferrite was found to be 76% whereas pearlite was calculated as 24%. In addition, the microstructure shows deformation which results from the thermo-mechanical treatment process. The as-received microstructure of the S700MC (Fig. 1b) mainly consists of bainite (B) and ferrite (F) with a fraction of 68% B and 32% F. The microstructure of the Q&T type of steel in Fig. 1c and d consists mainly of tempered martensite with more visible dark regions on the S960QL. These regions are most likely to be precipitates that result from consequence of manganese (Mn) segregation, which facilitates the diffusion of carbon (C) into this region that reaches out the solid solution during tempering.
3.2 Thermo-physical simulation of the HAZ
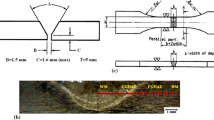
In order to investigate the material changes in the HAZ, a thermo-physical simulation was carried out on a Bähr DIL 805 A/D quenching and forming dilatometer. For this purpose, miniature tensile samples were extracted from the steel products by waterjet cutting and subsequently milled to a thickness of 2 mm. The dimensions of the sample geometry can be referenced from Fig. 2 on the left. A thermo-couple of Type S was then spot-welded at the center of each sample. The thermo-couple serves the purpose of measuring the real temperature-time curve during the treatment process and is utilized to control the heating and cooling procedures by matching it with the programmed temperature-time curve.

Dimensions of the miniature tensile samples used (in mm) (a) and schematic representation of the test sequence of the thermo-physical simulation (b)
The time-temperature cycles (load-free) based on gas metal arc welding were simulated with different maximum temperatures Tmax and cooling times t8/5 (see Fig. 2). The determination of the maximum temperatures for the corresponding areas of the HAZ was based on literature [20,21,22]. The respective maximum temperatures represent the characteristic microstructural regions of the HAZ, with 1200 °C corresponding to the coarse-grain zone (CGHAZ), 1000 °C to the fine-grain zone (FGHAZ), and 800 °C to the intercritical zone (ICHAZ) with partial microstructural transformation. In this context, these areas of the HAZ significantly influence the strength of the welded joint produced, especially in the case of high-strength fine-grained structural steels.
To consider various energy inputs and cooling conditions during the welding process, the t8/5-time was varied between 5 and 25 s. After a defined cooling to room temperature without further treatment, the samples were subjected to a tensile test (test speed 10 mm/min) in the same experimental setup.
4 Results
4.1 Tensile tests
The tensile and yield strength of the investigated steels, S500MC, S700MC, S770QL, and S960QL, were analyzed and compared as a function of cooling time and maximum temperature. Figure 3 illustrates this comparison, with reference values determined for each respective base material (BM) using identical miniature tensile specimens in their untreated states. Deviations from the delivery certificate are observed as a result of the differing geometry of the tensile specimens. This variance arises because the miniature tensile specimens do not conform to proportional specimen dimensions. In this context, the discrepancies fall within the range of approximately 5%. To simplify the data analysis, linear curves were assumed between the measured values. In order to ensure statistical reliability, each test was conducted three times, and the recorded strength values were averaged. The standard deviations remained within a range of ± 15 MPa, ensuring consistency in the obtained results. All cooling time values mentioned in the analysis refer to the t8/5-time.

Ultimate tensile strength and 0.2% yield strength as a function of cooling time and maximum temperature for the samples of a S500MC, b S700MC, c S770QL, and d S960QL. *Minimum values according to EN 10149-2, EN 10210-2, and EN 10025-6
For the TMCP steel S500MC (Fig. 3a), the tensile strength demonstrates a decreasing trend with increasing cooling time in all simulated HAZ subzones. At a cooling time of 5 s, all simulated subzones show tensile strengths higher than the base material’s tensile strength of 620 MPa. The highest increase in strength, reaching up to 730 MPa, is observed in the CGHAZ, corresponding to approximately an 18% increase compared to the base material. Increasing the cooling time, the tensile strength starts to decrease below the base material strength, starting from the FGHAZ. The most significant degree of softening occurs at a cooling time of 25 s, with a reduction of approximately 9% below the strength of the untreated base material. In addition, the lowest strength level was found in the FGHAZ for the entire cooling time range, still reaching the minimum tensile strength of 550 MP. In terms of yield strength, a comparable trend is observed, but the FGHAZ and ICHAZ consistently exhibit yield strengths below the minimum yield strength of 500 MPa across the entire investigated cooling time range. The reduction in yield strength ranges approximately from 10 to 18% lower than the base material yield strength of 534 MPa for cooling times of 5 and 25 s, respectively, in the FGHAZ.
The S700MC steel exhibits a pronounced softening after thermal treatment, especially in the CGHAZ and FGHAZ. The tensile strength in each region of the HAZ is below the strength of the base material of 855 MPa. Compared to the CGHAZ and FGHAZ, the ICHAZ exhibits relatively minimal softening. Throughout all cooling times, the FGHAZ consistently exhibits lower tensile strength compared to the other subzones. Furthermore, the maximum degree of softening observed in the S700MC grade ranges from 22 to 29% below the minimum tensile strength of the base material across the entire cooling time range in the FGHAZ. In this case, both the CGHAZ and the FGHAZ fail to meet the required minimum strength throughout the entire cooling time interval. The observed yield strength values follow a similar pattern, consistently falling below the yield strength of the base material, which is 805 MPa. The decrease in yield strength ranges from 34 to 40% in the FGHAZ with a maximum difference of 322 MPa at a cooling time of 20 s. Comparing the results from the yield and tensile strength, it is evident that the yield strength is more affected by the heat input than the tensile strength.
The behavior of the Q&T steel S770QL differs significantly from that of the TMCP fine-grained structural steels, as depicted in Fig. 3c. In the investigated cooling time range, all tensile strength values are higher than the tensile strength of the base material, which is 910 MPa. The maximum increase in strength occurs at a cooling time of 5 s, specifically in the FGHAZ, where a strength increase of 431 MPa is observed. This corresponds to a 47% increase in the base material’s strength. Conversely, the ICHAZ exhibits the softest area, with a tensile strength of 975 MPa at a cooling time of 25 s. However, even at this cooling time, the ICHAZ strength is approximately 65 MPa (7%) above the base material’s strength. The yield strength behaves differently to some extent, particularly in the ICHAZ, where the yield strength consistently falls below the base material yield strength of 857 MPa across the entire cooling time range. At 5 s, the yield strength is close to 99% of the base material yield strength, but it gradually decreases to approximately 86% of the base material yield strength at 25 s. In contrast, both the FGHAZ and the CGHAZ maintain yield strengths above that of the base material.
In the case of S960QL (Fig. 3d), all tensile strength values up to a cooling time of 20 s surpass the tensile strength of the untreated base material, which is 1037 MPa. At a cooling time of 5 s, the strength increment ranges from 168 to 371 MPa (16 to 35%) compared to the non-heat-affected base material. However, the FGHAZ experiences a significant reduction in strength within the cooling time range of 5 to 25 s, with the softest area investigated exhibiting a tensile strength of 1018 MPa. The observed yield strengths exhibit a similar trend, but there are notable differences among the different zones. In particular, the FGHAZ exhibits a decline in yield strength below the untreated base material’s yield strength of 971 MPa at approximately 12 s of cooling time. Additionally, the ICHAZ displays a yield strength below both the untreated base material and the minimum yield strength across all cooling time intervals. Analyzing the yield strength curve of the thermally affected specimens in relation to the base material reveals a maximum drop of 166 MPa (17%) below the base material’s yield strength at a cooling time of 25 s. These findings emphasize the significant impact of cooling time on yield strength, with the FGHAZ and ICHAZ experiencing substantial reductions compared to the base material.
4.2 Hardness tests
The results of hardness measurements on the simulated subzones of the HAZ for the investigated materials are presented in Fig. 4a–d. In Fig. 4a, it is evident that for S500MC, each zone of the HAZ exhibits higher hardness values compared to the base material at a cooling time of 5 s, with the largest difference observed in the CGHAZ at 62 HV1, corresponding to a 25% increase. However, at a cooling time of 12 s, the hardness decreases below that of the base material, except for the ICHAZ, where the hardness is slightly higher. Further increases in cooling time result in consistent hardness values across all subzones, falling within the range of the base material hardness.

Hardness as a function of cooling time and peak temperature for the samples of a S500MC, b S700MC, c S770QL, and d S960QL
For the S700MC grade, as depicted in Fig. 4b, the hardness values throughout the entire cooling range are consistently lower than the base material hardness of 321 HV1. The maximum degree of softening ranges from 49 to 73 HV1, corresponding to approximately 15 to 23% in the FGHAZ. In addition, the lowest reduction in hardness for the entire cooling range in all regions of simulated HAZ is in the ICHAZ. Increasing the cooling time from 5 to 25 s leads to further decreases in hardness, with some exceptions in the ICHAZ.
In Fig. 4c, the hardness profiles for the base material and simulated regions of the HAZ of S770QL at different cooling times are presented. The base material has a hardness of 315 HV1. Across the entire cooling range, all regions of the HAZ exhibit higher hardness values than the base material. The general trend indicates that the hardness decreases with increasing cooling time. The largest difference between the HAZ and the base material is observed at a cooling time of 5 s, ranging from 49 to 125 HV1, representing an increase in hardness of approximately 16 to 40%. Furthermore, the ICHAZ shows the lowest increase in hardness compared to other regions of the HAZ.
The Q&T steel S960QL exhibits a similar behavior by showing hardening in all areas of the HAZ, except for the FGHAZ at the longest cooling time of 25 s, where the base hardness is compromised. The most significant hardening is observed at a cooling time of 5 s in the CGHAZ, resulting in a hardness increase of 86 HV1 or 25%.
It is important to highlight that the hardness results of the Q&T grade differ from those of the TMCP grades. In Q&T steel, no softening below the base hardness is observed within the investigated cooling time range, with one exception. However, in TMCP steels, different degrees of softening can occur depending on the specific grade.
4.3 Microstructure analysis
Figure 5 illustrates the heat-affected microstructure of the S500MC steel grade. In the CGHAZ, a lower cooling time results in a microstructure primarily composed of dark martensite with some retained austenite and a larger prior austenite grain size. However, with a cooling time of 25 s, higher heat input and slower cooling rates allow for the formation of predominantly lower bainite microstructure. The average size of prior austenite grains increases from approximately 27 μm at a cooling time of 5 s to 33 μm at 25 s. In the FGHAZ, the microstructure consists of fine grains of ferrite and pearlite. Increasing the cooling time leads to an increase in the fraction of ferrite, ranging from 46 to 76%. On the other hand, the microstructure of the ICHAZ shows minimal differences compared to the base material, except for a higher fraction of pearlite (40%) observed at shorter cooling times.

Microstructure of S500MC steel after thermo-physical simulation
Figure 6 displays the simulated microstructure of S700MC. In the CGHAZ at a low cooling time of 5 s, the predominant phases are bainite and some ferrite. However, the size of prior austenite grains was not determined. From the image, it is observed that increasing the cooling time leads to an increase in the fraction of the white phase (ferrite), from 25% at 5 s to 40% at 25 s. The FGHAZ consists of fine grains of ferrite and bainite for short cooling times. The average grain size was found to be approximately 5 μm. Bainite constitutes about 54% of the phase fraction, while ferrite accounts for approximately 46%. Increasing the cooling time has minimal effect on the grain size in this region. However, up to a cooling time of 25 s, the ferrite phase increases to nearly 68%, while the bainite phase fraction decreases. The simulated ICHAZ comprises ferrite and bainite, with visible signs of plastic deformation. The increase in cooling time does not significantly impact the microstructure. However, the ferrite phase content increases from 44 to 55%.

Microstructure of S700MC steel after thermo-physical simulation
The microstructure of the heat-affected subzones of the S770QL is shown in Fig. 7. In the CGHAZ, martensite remains the main constituent, although an increase in grain size is expected, despite not being clearly visible. Some islands of retained austenite are also present. It is uncertain whether the increase in cooling time in the CGHAZ affects the grain size, but it does affect the fraction of retained austenite, which increases from 18 to 26%. On the other hand, the FGHAZ at shorter cooling times consists of fine grains of martensite and bainitic ferrite. The impact of heat input on grain size was not determined; however, the fraction of bainitic ferrite increased from 25 to 28% due to increased heat input. In the ICHAZ at shorter cooling times, the microstructure consists of tempered martensite and newly formed martensite, with visible spheroidization of carbides. As the cooling time increases, the volume fraction of martensite in the ICHAZ decreases from 80 to 70%.

Microstructure of S770QL steel after thermo-physical simulation
Figure 8 illustrates the microstructure of the thermal-physically treated S960QL steel. In the CGHAZ, the microstructure appears to consist of tempered martensite, although there may also be the presence of upper bainite, which is not clearly visible with light microscopy. The microstructure constituents do not seem to undergo significant changes with increasing cooling time. The images from the optical microscope could not be used to provide information about the prior austenite grain size. The microstructure of the FGHAZ exhibits similar constituents to the CGHAZ, but with a higher proportion of fine grains compared to the CGHAZ. The ICHAZ mainly comprises martensite and tempered martensite, with approximate fractions of 77% and 23%, respectively. Increasing the cooling time does not significantly affect the phase content or phase fraction in the ICHAZ.

Microstructure of S960QL steel after thermo-physical simulation
5 Discussion
The results provide compelling evidence that the welding thermal cycle plays a critical role in determining the resulting microstructure and material properties of the base material. The consistent character of the microstructures within a specific maximum temperature range across different cooling times suggests that the cooling time between 5 and 25 s has minimal influence on microstructure formation. This aligns with previous studies conducted by Gáspár [16], Mičian et al. [18], and Laitila and Larkiola [23], who reported similar results. However, it is important to note that these findings do not directly correlate with changes in mechanical properties such as strength and hardness. The strengths and hardness of the thermally influenced base material show clear dependencies on the passing time-temperature cycles.
Comparing Fig. 3a and b, which represent the TMCP steels S500MC and S700MC respectively, it is evident that the strength of S500MC surpasses that of the base material only in the CGHAZ at 5 s, whereas S700MC exhibits complete softening in all subzones below the strength of the base material. This difference in the extent of softening could be attributed to variations in alloy content. Table 1 shows that S500MC has a slightly higher carbon content of 0.014 wt% compared to the S700MC. Additionally, S500MC contains higher amounts of microalloying elements such as vanadium (V), while S700MC contains more titanium (Ti). These microalloying components are utilized to promote the formation of a fine-grain microstructure and prevent grain coarsening. A quite different behavior happens in the ICHAZ by the TMCP compared to the Q&T type of steels (Fig. 3b), whereas the ICHAZ does not display the most significant softening. This can be attributed to the distinct strengthening mechanisms employed by these steels. In TMCP steels, the primary strengthening mechanism is grain refinement, and this is minimally affected by the brief exposure to 800 °C and subsequent cooling. Additionally, the grain coarsening is influenced by elevating the recrystallization temperature, which can be achieved through the use of microalloying elements like titanium and niobium (Nb). Mičian et al. [18] found for an S960MC that the minimum strength value for the yield strength in the CGHAZ was no longer reached after 7 s. For 10 and 17 s, the tensile strength also did not reach the minimum value. The authors associated the phenomenon with grain coarsening and a higher degree of martensite tempering which resulted in a decrease in hardness and hence strength.
In summary, the behavior exhibited by TMCP-type steels can be attributed to their unique manufacturing process. The microstructure and mechanical properties of these steels are a direct result of the thermo-mechanical rolling process carried out at low final rolling temperatures. However, during the welding process, if the microstructure of thermo-mechanically treated steels is exposed to temperatures above the Ac1 temperature, the heat input causes a transformation in the microstructure, leading to the loss of the effects of the initial rolling process in a non-reproducible manner (transformation softening) [13, 18].
For Q&T steels, the S770QL and S960QL samples displayed a significant increase in strength throughout all regions of the HAZ as shown in Fig. 3. This increase in strength was particularly pronounced in the CGHAZ and FGHAZ, with strength decreasing as the cooling time increased, but without any softening below the base material strength occurring. The strength profile was attributed to the formation of specific microstructures within the HAZ. In the CGHAZ, a fully martensitic structure formed, followed by a combination of martensite and bainitic ferrite in the FGHAZ. The ICHAZ exhibited the lowest strength due to the formation of tempered martensite, which is comparatively softer than martensite and bainite. Reheating within the temperature range spanning from Ac1 to Ac3 in Q&T steels leads to additional tempering of the martensitic microstructure and the partial creation of new austenite. Following rapid cooling, the created austenite undergoes transformation into newly formed martensite.
Based on the investigations conducted on the S500MC, it can be concluded that the steel should be welded using the shortest possible cooling times in order to preserve its strength values. The steel S700MC demonstrates a notably challenging behavior. As all thermo-physical simulated states fall below the strength of the base material, no limit conditions are identified using the thermo-physical simulation. It is important to note that this simulation technique permits the investigation of localized property variations while mitigating the formation of the weld and the impact of the weld metal. Therefore, the outcomes of examining individual subzones do not fully mirror the overall properties of joint welds as observed in actual welded specimens.
In contrast to TMCP steels, Q&T steels exhibited a distinct behavior regarding tensile strength, as shown in Fig. 3. All values within the investigated cooling time range surpassed the tensile strength of the base material. This implies that with appropriate filler material, the failure of a welded joint would be expected to occur primarily in the unaffected base material. The heat treatment resulting from the welding thermal cycle demonstrated a strength-enhancing effect on tensile strength within the investigated cooling time range of the HAZ. Especially for short cooling times such as 5 s, the strength in the CGHAZ increases except for the S700MC. The increased strength observed in the CGHAZ can be attributed to the formation of a hard microstructure during the cooling process, specifically the formation of martensite. Martensite is known for its exceptional strength and hardness, resulting from lattice distortion caused by shear forces during the displacement of iron atoms into the solid solution of carbon. This distortion effectively impedes the motion of dislocations, thereby enhancing both the strength and hardness of the material [19]. The decrease in strength with increasing cooling times can be attributed to the fact that prolonged cooling times result in a higher fraction of softer phases, such as ferrite or bainite. Consequently, the presence of these soft phases contributes to the observed decrease in strength. Here, it is important to highlight that, compared to TMCP steels, Q&T steels, with their substantial increase in hardness and strength, tend to exhibit a higher degree of brittle behavior and especially the risk of hydrogen-affected cracking or cold cracking [12].
In terms of the carbon equivalent, it can be observed that the investigated TMCP steels with lower CE values (CE < 0.4) exhibit a notably reduced risk of hardening. A higher CE value has the potential to elevate the possibility of martensite formation in the HAZ, especially when the critical cooling rate is surpassed. Consequently, steels with higher CE values may exhibit heightened hardness and an increased vulnerability to welding-related defects in the HAZ, if appropriate welding parameters are not employed to manage heat input. The investigated Q&T steels, with CE values around 0.6, demonstrate a noticeable tendency for hardening especially in the CGHAZ and FGHAZ. This confirms the applicability of the carbon equivalent concept to the investigated steels.
A comparison of the results from TMCP and Q&T steels reveals distinct behaviors in terms of their strength and hardness response to heat input. This disparity is attributed to the formation of different microstructures within the HAZ, which are influenced by the chemical composition of the steels. Notably, the higher carbon content in Q&T steels, such as S770QL, compared to TMCP steels like S500MC, plays a significant role. For instance, the carbon content difference between individual TMCP steels is only 0.014 wt%, whereas the difference between S770QL and S500MC is much higher at 0.074 wt%. Furthermore, the behavior difference is further amplified by the higher presence of fine grain–forming elements like Mo, as well as strength-enhancing elements such as Cr, Ni, and Cu in Q&T steels. As a result, the tensile strength of Q&T steels remains higher than that of the base material, regardless of the heat input, with the exception of the yield strength. This highlights the importance of thorough characterization and qualification of high-strength fine-grained structural steels for welding processes, considering their varying behaviors and microstructural influences based on chemical composition.
6 Conclusions
The effects of the welding thermal cycles on the mechanical properties and microstructure of the HAZ were investigated for different HSLA grades (S500MC, S700MC, S770QL, and S960QL), representing the two currently applied manufacturing routes. Subzones of the HAZ were simulated using a Bähr DIL 805 A/D quenching and forming dilatometer. The thermal cycles represented the actual cycles of a GMAW welding process with varying heat inputs. Various characterization methods such as microhardness measurements, tensile testing, and microstructural analysis were employed. Based on the results, the following conclusions were drawn:
-
In contrast to the TMCP steels, the Q&T steels display a lower sensitivity to heat treatment during the thermo-physical simulated welding process in terms of dropping below the strength of the base material. The tendency towards softening with increasing cooling times was observed in all investigated fine-grained structural steels. The most critical zones were identified as FGHAZ for the TMCP steels and ICHAZ for the Q&T steels.
-
For the TMCP steel S500, the highest increase in tensile strength is observed in the CGHAZ at 5 s, corresponding to an 18% increase compared to the base material. The most significant degree of softening occurs at a cooling time of 25 s, with a reduction of approximately 9% below the strength of the untreated base material. According to the results, the S700MC exhibited a significant reduction of up to 29% and 40% below the minimum values of tensile and yield strength, respectively, in FGHAZ. The maximum increase in strength of the S770QL occurs in the FGHAZ at a cooling time of 5 s, with a strength increase of 47% from the base material’s strength. The values in all subzones remain above the tensile strength values of the base material over the entire cooling time range; regarding the yield strength, the ICHAZ consistently does not reach the value of the base material. In the case of S960QL, the maximum strength increase corresponds to 35% compared to the non-heat-affected base material. However, the FGHAZ experiences a significant reduction in strength within the cooling time range of 5 to 25 s.
-
The hardness profiles of the subzones showed that the steels of different grades behaved differently under the thermal welding cycles. While the TMCP steel S500 was hardened at a cooling time of 5 s at the CGHAZ with a 25% hardness increase and approached the values of the base material within higher cooling times, the hardness values for the S700MC were below the hardness of the base material in all subzones within the entire cooling time range investigated. The maximum decrease in hardness for the S700MC studied was 23% within the FGHAZ at 20 s. Considerable hardening was observed in the Q&T steels of grades S770 and S960. In the case of the S770QL, the determined hardness values of the subzones were higher than the hardness of the base material over the entire cooling time range studied with a maximum increase in hardness of 40% at a cooling time of 5 s corresponding to the FGHAZ. The S960QL behaved almost identically, but experienced a drop in hardness in the FGHAZ of 8% at the longest cooling time of 25 s. Maximum hardening was determined at the shortest cooling time of 5 s with 25% within the CGHAZ. The hardness results agree with the tensile test results for both TMCP and Q&T steels.
-
The microstructural characteristics remained consistent within a specific maximum temperature range, regardless of the variations in cooling times. Thus, it can be concluded that cooling times between 5 and 25 s have minimal impact on microstructure formation. However, it should be noted that this lack of direct correlation between cooling time and microstructure does not imply the absence of changes in mechanical properties such as strength and hardness. On the contrary, the strength and hardness of the heat-affected base material demonstrate clear dependencies on the thermal cycles experienced.
-
The difference between TMCP and Q&T steels was mainly attributed to higher carbon content which is a major strengthening element in steel. In addition, it was attributed to more content of fine grain–forming elements that include Mo and more strengthening elements such as Cu, Ni, and Cr.
Since the results of the investigation of the properties of the individual subzones do not represent the global properties of the HAZ as in welded joints on real specimens, welding tests using different cooling times in the range of 5 to 25 s will be prepared in further investigations to demonstrate the direct effects of the property changes of the HAZ on the load-bearing capacity of the welded joint. By analyzing the effects of different cooling times on the mechanical properties, a more comprehensive understanding of the relationship between welding parameters and the performance of the welded joint can be achieved.
References
Mohrbacher H (2011) Mo and Nb alloying in plate steels for high performance applications. In: Proceedings of the International Symposium on the Recent Developments in Plate Steels, Winter Park, CO, USA, AIST, pp 169–179
Shikanai N (2008) Recent development in microstructural control technologies through the thermo-mechanical control process (TMCP) with JFE steel’s high-performance plates. JFE Tech Rep 11(11):1–6
Xiong MX, Liew JR (2020) Experimental study to differentiate mechanical behaviours of TMCP and QT high strength steel at elevated temperatures. Constr Build Mater 242:118105. https://doi.org/10.1016/j.conbuildmat.2020.118105
Xie ZJ, Shang CJ, Wang XL, Ma XP, Subramanian SV, Misra RDK (2018) Microstructure-property relationship in a low carbon Nb-B bearing ultra-high strength steel by direct-quenching and tempering. Mater Sci Eng: A 727:200–207. https://doi.org/10.1016/j.msea.2018.04.086
Branco R, Berto F (2021) High-strength low-alloy steels. Metals 11(7):1000. https://doi.org/10.3390/met11071000
Ouchi C (2001) Advances in physical metallurgy and processing of steels. Development of steel plates by intensive use of TMCP and direct quenching processes. ISIJ Int 41(6):542–553. https://doi.org/10.2355/isijinternational.41.542
Villalobos J, Del-Pozo A, Campillo B, Mayen J, Serna S (2018) Microalloyed steels through history until 2018: review of chemical composition, processing and hydrogen service. Metals 8(5):351. https://doi.org/10.3390/met8050351
Hannula J, Porter D, Kaijalainen A, Somani M, Kömi J (2019) Mechanical properties of direct-quenched ultra-high-strength steel alloyed with molybdenum and niobium. Metals 9(3):350. https://doi.org/10.3390/met9030350
Hulka K, Kern A, Schriever U (2005) Application of niobium in quenched and tempered high-strength steels. MSF 500–501:519–526. https://doi.org/10.4028/www.scientific.net/MSF.500-501.519
Xie ZJ, Ma XP, Shang CJ, Wang XM, Subramanian SV (2015) Nano-sized precipitation and properties of a low carbon niobium micro-alloyed bainitic steel. Mater Sci Eng: A 641:37–44. https://doi.org/10.1016/j.msea.2015.05.101
Wu H, Ju B, Tang D, Hu R, Guo A, Kang Q, Wang Di (2015) Effect of Nb addition on the microstructure and mechanical properties of an 1800MPa ultrahigh strength steel. Mater Sci Eng: A 622:61–66. https://doi.org/10.1016/j.msea.2014.11.005
Schaupp T, Ernst W, Spindler H, Kannengiesser T (2020) Hydrogen-assisted cracking of GMA welded 960 MPa grade high-strength steels. Int J Hydrogen Energy 45(38):20080–20093. https://doi.org/10.1016/j.ijhydene.2020.05.077
Hochhauser F, Ernst W, Rauch R, Vallant R, Enzinger N (2012) Influence of the soft zone on the strength of welded modern HSLA steels. Weld World 56(5–6):77–85. https://doi.org/10.1007/BF03321352
Pirinen M, Martikainen Y, Ivanov S, Karkhin VA (2015) Comparative analysis of the microstructure of the heat-affected zone metal in welding of high-strength steels. Weld Int 29(4):301–305. https://doi.org/10.1080/09507116.2014.921377
Medvecká D, Nový F, Mičian M, Bokůvka O, Preisler D (2022) Microstructural changes in HAZ of weld joints of S960 MC steel. Mater Today: Proc 62:2466–2468. https://doi.org/10.1016/j.matpr.2022.02.595
Gáspár M (2019) Effect of welding heat input on simulated HAZ areas in S960QL high strength steel. Metals 9(11):1226. https://doi.org/10.3390/met9111226
Sisodia RPS, Gáspár M (2019) Physical simulation-based characterization of HAZ properties in steels. Part 1. High-Strength Steels and Their Hardness Profiling. Strength Mater 51(3):490–499. https://doi.org/10.1007/s11223-019-00094-5
Mičian M, Maronek M, Konar R, Harmaniak D, Jambor M, Trško L, Wincek J (2020) Changes of microstructure and mechanical properties of the HAZ of the S960MC steel sheet weld joint. Zavariv zavar konstrukcije 65(3):113–123. https://doi.org/10.5937/zzk2003113M
Celin R, Burja J (2018) Effect of cooling rates on the weld heat affected zone coarse grain microstructure. Metall Mater Eng 24(1):37–44. https://doi.org/10.30544/342
Lomozik M (2000) Effect of the welding thermal cycles on the structural changes in the heat affected zone and on its properties in joints welded in low-alloy steels. Weld Int 14(11):845–850. https://doi.org/10.1080/09507110009549281
Zhang Y, Xiao J, Liu W, Zhao A (2021) Effect of welding peak temperature on microstructure and impact toughness of heat-affected zone of Q690 high strength bridge steel. Materials 14(11). https://doi.org/10.3390/ma14112981. (Basel, Switzerland)
Guellouh N, Szamosi Z (2018) The weldability of high strength steels. In: The publications of the MultiScience - XXXII. MicroCAD International Scientific Conference. MultiScience - XXXII. microCAD International Multidisciplinary Scientific Conference. https://doi.org/10.26649/musci.2018.035
Laitila J, Larkiola J (2019) Effect of enhanced cooling on mechanical properties of a multipass welded martensitic steel. Weld World 63(3):637–646. https://doi.org/10.1007/s40194-018-00689-7
Acknowledgements
This work is partly based on experimental investigations which were conducted for the master’s thesis from Jean Damascene Nirere. His contribution is gratefully acknowledged.
Funding
Open Access funding enabled and organized by Projekt DEAL. The IGF project “Design and execution of hollow section connections made of high-strength steels using the example of N-nodes,” IGF project P 1453 / IGF no. 21498 BG, of the Forschungsvereinigung Stahlanwendung e. V. (FOSTA), Sohnstraße 65, 40237 Düsseldorf, Germany, was funded by the German Federal Ministry of Economics and Climate Protection via the AiF as part of the program for the promotion of joint industrial research (IGF) on the basis of a resolution of the German Bundestag.
Author information
Authors and Affiliations
Contributions
• Martin Neumann: methodology; conceptualization; formal analysis; software; visualization; data collection; validation; writing—original draft
• André Hälsig: project administration; funding acquisition; writing—review and editing
• Jonas Hensel: supervision; resources; infrastructure; writing—review and editing
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Neumann, M., Hälsig, A. & Hensel, J. Influence of welding thermal cycles on properties of TMCP and Q&T steels evaluated by thermo-physical simulation. Weld World 68, 183–197 (2024). https://doi.org/10.1007/s40194-023-01615-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01615-2