
Abstract
Laser fusion cutting commonly applies a high-pressurized nitrogen gas jet to blow the molten material out of the cut kerf. However, theoretical considerations suggest that the use of a plasma jet may offer some advantages over this conventional approach. In this preliminary investigation, the characteristics of a non-transferred plasma jet for the application as auxiliary gas in laser beam cutting are analyzed using numerical CFD simulation. Based on this study, a first prototype of a plasma jet generator was manufactured and used in initial cutting experiments on 6 mm thick AISI 304 stainless steel. Two different cooling concepts for the plasma torch were considered and investigated in practice. Suitable values for the nozzle exit diameter, the distance between the electrodes of the plasma torch, the auxiliary gas flow rate and the electric current were identified both model-based and experimentally. The achieved cutting performance is considered a proof-of-principle of the suggested approach of a plasma-assisted laser beam cutting process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser fusion cutting is an established and industrially well-proven technology for stainless steel or non-ferrous metal sheets in a wide thickness range between some tenths to several tens of mm. The process relies on a combined action of a high-power laser beam and a high-pressurized (0.5–2.0 MPa) nitrogen jet. While the focused laser beam melts the material along the desired cut contour, the gas jet blows the molten material out of the emerging cut kerf. Essential performance and quality criteria involve the achievable cutting speed, the cut kerf shape and size, the cut edge roughness, and dross attachments at the lower cut edge. Fundamentals of the process understanding were already elaborated in the eighties, e.g. by Petring et al. (1988) [1] and Olsen and Alting (1989) [2] for CO2 laser cutting with an emission wavelength of 10.6 µm. New research impulses in laser fusion cutting arose with the introduction of high-power solid-state fiber and disk lasers with emission wavelengths around 1 µm. These new laser sources enabled—compared to the outcomes of CO2 laser cutting—much higher cutting speeds in thin-section sheets up to 4 mm in thickness. This characteristic feature could be explained by differences in the absorption behavior as a function of laser wavelength and effective angle of incidence according to the Fresnel equations (e.g. by Mahrle and Beyer (2009) [3]). However, higher cut edge roughness and a higher susceptibility to dross attachment were detected in solid-state laser cutting of thicker sheet sections > 6 mm. This issue stimulated a lot of theoretical and experimental work to identify the underlying physical mechanisms for striation formation on cut edges as well as to evaluate new practical approaches for quality improvements. A new concept being pursued in this work relies on a replacement of the high-pressurized nitrogen jet by a high-temperature plasma gas jet. This is motivated by the fundamentally different physical properties in the plasma state which have an influence on the interaction between auxiliary gas and molten material. Besides the expected potential for a reduction in process gas consumption due to the low density of the plasma jet, the investigation of the combined process is exploratively interesting with respect to the quality of the cutting edges. Due to an expected lower turbulence in the plasma jet flow according to the higher molecular viscosity in the plasma state in comparison to the conventional assist gas jet the resulting effect on the quality of the cutting edges is of interest. The mechanisms of material transport in the cut kerf initiated by the assist gas were described by Vicanek and Simon (1987) [4]. The gas flow exerts a shear stress by viscous friction on the molten material. In addition, a pressure gradient along the flow direction of the gas stream promotes material transport out of the cut kerf. These forces depend on the density, viscosity, and velocity of the assist gas jet and are mainly determined by the chosen assist gas. Changing these properties by an order of magnitude is achievable by altering the phase of matter to a plasma state by an electric arc and thereby increasing the temperature of the auxiliary gas.
Essential feature of the new approach is the use of a non-transferred plasma arc to ensure in this way a decoupling of both the phenomena of (i) melting the material by the laser beam and (ii) melt ejection by the plasma jet. The gasdynamic properties of the plasma jet differ distinctly from the cold gas and are expected to be beneficial for material blow out in comparison to its conventional counterpart. The challenges in realizing this concept particularly rely on the design of the plasma torch to get an efficient plasma jet and the appropriate geometrical arrangement of the plasma jet with respect to the laser beam. In this work, both aspects are addressed. First, different plasma jet designs and expectable characteristics of the jet were investigated by a numerical study. Second, the developed plasma torch was applied for initial experiments on plasma-assisted laser fusion cutting of 6 mm thick stainless steel sheets as a first proof-of-concept of the suggested approach.
2 Generation of plasma jets for laser cutting
For typical plasma cutting devices holds that the plasma jet is source of heating and melting respectively and momentum for the blow out of the material. An additional shielding gas flow is surrounding the plasma jet. Depending on the applied polarity the arc can be transferred or non-transferred. However, in the hybrid process of plasma-assisted laser cutting the laser beam acts as the major heat source as the arc is not transferred and the jet serves as the source of momentum for the material blow out. The existing technological situation provides rarely an indication for the suitable design of a plasma torch applied to the melt removal in laser cutting. According to the requirements for the generation of a plasma jet, directed to the cut kerf, principal technological considerations lead to different approaches concerning the alignment of the two process components, i.e. the laser beam and the plasma jet, respectively. As in conventional laser fusion cutting, the alignment of the laser beam with respect to the workpiece may coincide or differ from the alignment of the plasma jet. Usually the laser beam is perpendicularly directed to the surface of the workpiece being cut. For the coupling of the gas jet into the cut kerf, preferably, a coaxial alignment with respect to the laser beam is applied. However, investigations on the application of a non-coaxial jet-beam-alignment were also conducted [5]. For design and investigative reasons, the non-coaxial jet-beam-alignment was applied in this study. For the process application to complex cut contours, a directional independence of the process characteristics is pursued. In order to develop a plasma torch design with application to laser fusion cutting, a preliminary numerical study of the nozzle and the plasma jet behavior was conducted. Argon has been utilized as assist-gas instead of nitrogen due to its good applicability to the arc generation.
2.1 Numerical model of the plasma jet generation
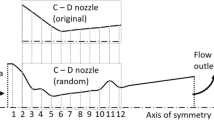
In the preliminary study of the plasma torch, a model of a torch design was applied as shown in Fig. 1 with \(l=60 \mathrm{mm}\), \({r}_{\mathrm{max}}=80 \mathrm{mm}\) and \(L=110 \mathrm{mm}\).

Model design including the domains of the plasma torch for the jet generation and the surrounding fluid (the model extends to a circular sector of 6°, whereas the 90° sector is shown only for illustration purposes)
2.1.1 Physical model
The plasma jet generation is considered to proceed in a steady-state. As a working fluid only argon was considered, so in fact an argon plasma jet pouring into an undisturbed argon atmosphere is assumed. Furthermore, the plasma flow is described under the assumption of the local thermodynamic equilibrium (LTE). To provide the necessary boundary conditions at the edges of the flow domain, the electrical and thermal coupling of the gas and plasma flow together with the solid electrode domains was applied. Comprehensive overviews of the modeling of DC plasma arc torches can be found in [6] and [7].
2.1.2 Mathematical model and basic assumptions
Subsequently the set of equations for the description of the flow inside the fluid domain is given [8]. From the steady-state assumption, follow the continuity equation and the equations for the linear momentum conservation:
The Navier–Stokes equations were solved by the RANS approach, expressing the Reynolds stress tensor \({{\varvec{\tau}}}^{\mathrm{RS}}\) in the resulting Reynolds equations by an eddy viscosity model, respectively by the eddy viscosity \({\eta }_{\mathrm{t}}\) and the turbulent kinetic energy \(k\):
For the compressible flow, the energy equation serves for conservation of the specific total enthalpy \({h}_{\mathrm{tot}}\) in relation to the specific enthalpy \(h\) and is given by:
Expressed in terms of the specific total enthalpy \({h}_{\mathrm{tot}}\), the energy equation contains, besides the heat conduction term and the viscous work term, two additional terms emanating from the electric arc between the electrodes, namely \({S}_{\mathrm{rad}}\) and \({S}_{\mathrm{jh}}\):
The source terms \({S}_{\mathrm{rad}}\) and \({S}_{\mathrm{jh}}\) denote the volumetric energy contribution of the well known approach using the net emission coefficient \({\varepsilon }_{\mathrm{N}}\) for the radiative energy transport inside the flow field respectively the Joule heating per unit volume wherein \(\sigma\) and \({\varvec{E}}\) denote the electrical conductivity and the electric field vector, respectively.
The applied eddy viscosity turbulence model is the Menter-SST-\(k\)-\(\omega\) model [9] expressing the eddy viscosity \({\eta }_{\mathrm{t}}\) in terms of the turbulent kinetic energy \(k\) and the specific dissipation rate \(\omega\) and furthermore an expression for the magnitude of the shear strain rate \(\Omega\) weighted by a blending function \({F}_{2}\):
with the conservation equations for \(k\) and \(\omega\) [10]:
and the turbulence production \({P}_{k}\) with the mean rate-of-strain tensor \({\overline{S} }_{ij}\):
The corresponding model coefficients \({a}_{1}\), \({\beta }^{*}\), \({\sigma }_{k}\)\(\alpha\), \(\beta\), \({\sigma }_{k}\), \({\sigma }_{\omega }\), and \({\sigma }_{{\omega }^{2}}\) respectively the blending functions \({F}_{1}\) and \({F}_{2}\) can be found in [10]. Thereby, the specific total enthalpy contains also a linear contribution of the turbulent kinetic energy [10, 11]:
The appropriate equations of state are:
Due to the conservation of charge the continuity of the current density \({\varvec{j}}\) holds:
Furthermore, the constitutive relation of \({\varvec{j}}\) to the electrical conductivity \(\sigma\) and the electrical field vector \({\varvec{E}}\) under the assumption that one may neglect the induced magnetic field and the Hall field [12]:
wherein \({\varvec{E}}\) is given by the negative gradient of the electrical potential \(\varphi\):
The magnetic vector potential \({\varvec{A}}\) results from Ampère’s law with the vacuum permeability \({\mu }_{0}\):
The magnetic flux density \({\varvec{B}}\) following from the magnetic vector potential \({\varvec{A}}\):
yields the Lorentz force term in the momentum equation:
Due to the disregard of the presence of air in the surrounding of the plasma jet this set of equations holds for the whole fluid domain without the need for further balance equations for the air or any convection–diffusion equation. Also the momentum source by natural convection was neglected.
For the solid domains, the set of equations is restricted to the energy equation including Joule heating and the equations for the conservation of charge. However, the solid temperature fields are considered to be less important for the thermo-gas dynamics due to (a) the comparatively strongly limiting heat transfer resistance of gas/plasma at the solid surfaces, (b) the small volume and transfer surface between electrode and gas flow and (c) the strong cooling inside of the anode by the high thermal conductivity of copper and the water cooling which provide a relevant contribution to the overall energy balance of the plasma jet generator but not to the gas/plasma state and (d) the applied thermal resistivity at the interfaces between the electrodes surfaces and the fluid. The radiation heat transfer between the solid surfaces was also neglected. The numerical solution of the mathematical model was achieved using the commercial CFD code ANSYS CFX in version 2020 R1. For the discretization of the convective terms in the momentum equations and the turbulence equations, a scheme blending between upwind and central differencing scheme and an upwind scheme respectively was applied [10].
2.1.3 Boundary conditions and additional assumptions
The presented model domain consists of a circular sector of 6° which is circumferentially exposed to symmetry boundary conditions. The further distinguished boundaries with the appropriate conditions are illustrated in Fig. 2 in the sectional view of the model domain.

Model domain and boundaries in the longitudinal and radial directions
Table 1 provides a summary of the applied boundary conditions. To describe the behavior in the anode sheath the following approach was applied to the area-related heat source at the anode surface within the solid domain with the work function of the anode material \({\Phi }_{\mathrm{an}}\) and the current density \({{\varvec{j}}}_{\mathbf{a}\mathbf{n}}\) passing the anode surface [13,14,15]:
In addition to the applied Menter-SST-\(k\)-\(\omega\) model for the turbulence modeling, wall functions were automatically chosen by the solver according to the near wall mesh resolution. The inlet turbulence intensity was set to 5%.
In order to ensure the validity of the LTE assumption also in the vicinity of the electrode surfaces (boundaries 8 and 9 according to Table 1), the thermal resistivity of a conducting layer of 0.1 mm argon at 300 K was applied at their gas-sided part. Temperature dependencies of the transport conditions were considered suggested by Murphy and Arundell [16].
2.2 Plasma torches for the generation of the plasma jet
The built torch design follows the model of the computational study as shown in Fig. 1. The design of the periphery of the plasma torches was undertaken independently from the model-based design study. For the incorporation of the cathode, the adaptation to the commercial TIG welding torch MT 400 W by ABICOR BINZEL [17] was defined as a prerequisite. A tungsten electrode of 3.2 mm diameter was applied. Two different cooling concepts for the anodic nozzle component were persued in order to fullfill different design requirements. Both concepts have in common that a cooling body made of pure copper is perforated by a cooling water channel, but differ in the effectiveness of the cooling and exchangeability of the anodic nozzle component. For cooling concept (A), as shown in Fig. 3, the convectively driven heat sink is applied close to the arc process area but the structural unity of cooling and flow guiding nozzle component remains at the cost of the exchangeability of the nozzle.

Cooling concept (A) for direct cooling of the arc process area
Alternatively, the nozzle component can be separated from the cooling component which is advantageous for the exchange of the nozzle as shown in Fig. 4. With cooling concept (A), a higher current carrying capacity of the nozzle component (especially at the entrance region of the nozzle) could be achieved.

Cooling concept (B) for indirect cooling and the separate nozzle component
In contrast, strategy (B) provides exchangeability of the applied nozzle and an ease of access to the cathode tip for the examination of the process conditions without further changes in the embodiment of the device. For the aforementioned practical reasons this concept was eventually applied for the experimental investigation. Both the cooling component and the nozzle component were manufactured from pure copper, the surrounding hull, made of brass, was brazed to the copper cooling body. In order to insulate the anodic cooling body electrically from the cathodic welding torch component, a ceramic sheath has been bonded on the inside of the entry region of the cooling body (see Fig. 4). Since suitable parameters for the cutting process regarding the nozzle outlet diameter and the process parameters were unknown at first, the limits for a set of process conditions were defined a-priori:
-
•Incorporation of a conventional welding torch for the design of the cathode region,
-
•electrical current between 50 and 300 A,
-
•process gas volume flow rate (argon) of 2.28 to \(9.11 \mathrm{NLPM}\) (norm litre per minute),
-
•distance between cathode and (anodic) plasma nozzle entrance plane of 2 up to 8 mm,
-
•diameter of the nozzle channel between 1 and 3 mm.
2.3 Model-based investigation of the plasma jet characteristics
Compared to the conventional laser cutting process, the driving force of the blow out in the plasma-assisted laser cutting process is not primarily obtained by the gas inlet pressure. Instead, the gas is first accelerated by the constriction of the guiding cooling body before it is exposed to the electric arc. In the arc, the ionized gas respectively plasma is heated resistively by the electric current passing from the anode (nozzle) body to the cathode.
The electric current flow through the magnetic field results in the Lorentz force supporting the flow to confine in the axis of the channel and accelerating the flow further. The resistive heating with the resulting increase of the specific volume and the geometrical and thermal constriction of the plasma jet at the nozzle entrance contribute as well to the acceleration of the plasma flow [18]. Compared to the flow of the same inlet flow rate without arc heating the arc-heated flow is accompanied by a decrease in density by a factor 40. However, the corresponding flow velocity in the nozzle exit of the arc plasma-related process exceeds the nozzle exit mean velocity in the conventional cutting process [19] by one order of magnitude resulting in a comparable or even higher stagnation pressure:
In the arc-driven process the flow is accelerated to a plasma jet leaving the nozzle outlet. Exemplarily the results of the numerical modeling of the plasma jet according to Sect. 2.1 are presented for an argon volume flow rate of \(9.11 \mathrm{NLPM}\) at the inlet, an electric current of 100 A, a cathode-tip-to-anode-distance of 4 mm and a nozzle exit diameter of 2 mm. The calculated velocity distribution in the nozzle and the nozzle exit region given in Fig. 5 shows values up to over 5000 m/s in the center of the jet for the maximum velocity to be 5533 m/s.

Velocity and Mach number distribution
The corresponding Mach number distribution makes evident that a supersonic flow is achieved close to the exit of the cylindrical nozzle covering Mach numbers up to 1.87. The high velocities in the jet relate to the temperature field inside the plasma jet which is shown in Fig. 6. Due to the high temperature in the plasma jet, the corresponding density is very low.

Temperature distribution in the flow field and the nozzle body
As the density affects the stagnation pressure across the jet, it will be of special interest to examine the resulting stagnation pressure distribution inside the flow field. Figure 6 also gives insight to the predicted temperature field of the anodic nozzle. To illustrate the corresponding path of the current the distribution of the current density is given in Fig. 7. The arc attachment area slightly upstream of the nozzle exit region can be identified by the high temperature spot inside the nozzle body. Characteristic of the applied LTE model as presented in Sect. 2.1 is the temperature field reaching high temperatures related to sufficiently ionized gas in the near wall region as necessary to ensure the suitable electrical conductivity in the arc containing part of the flow field. The major heat source for the anodic nozzle body arises from the absorption of the electrons and radiative heat flux at the anode surface.

Current density distribution
Based on the presented model a sensitivity analysis was carried out. The main observations served for the design of the experimental setup in the plasma-assisted laser cutting experiments and are summarized subsequently: (1) The nozzle diameter effects the maximum stagnation pressure in a decreasing manner and the enthalpy flux at the nozzle exit and the flow rate in an increasing manner. (2) The influence of the cathode-to-anode-distance on the jet characteristics is of the following kind: a decrease in the distance corresponds to an increase of the jet length, the maximum jet temperature and the Lorentz forces which can be explained by the relation of the current density to the distance. (3) The current affects the temperature level in the flow field and in the chilled anodic nozzle body in a raising manner. Furthermore, the length of the jet and the stagnation pressure can be expanded by an increase in the applied electric current. (4) For the relation between the process gas flow rate and the jet properties, the model-based study reveals an increase in stagnation pressure and enthalpy flux with increasing flow rate.
Final choice of the parameter set according to the model based observations is a diameter of 2 mm, an average cathode-to-anode-distance i.e. of 4 mm, a current of 100 A and desireably a high volume flow rate of the process gas of at least \(9.11 \mathrm{NLPM}\). From a theoretical point of view, a small nozzle exit diameter would be preferable due to the corresponding small enthalpy flux combined with the comparatively high stagnation pressure. However, for practical reasons, a not too small diameter allows for an appropriate effective area of high stagnation pressure.
3 Application to non-coaxial alignment of laser beam and plasma jet
3.1 Experimental setup
The experimental setup consists of a perpendicular laser beam and a non-coaxially inclined plasma torch as depicted in Fig. 8.

Experimental setup, plasma torch with cooling concept (B) and chamfered contact tip
The used fiber laser IPG YLS4000-S2T has a fiber diameter of 100 µm. The beam is collimated by a 100 mm lens and focused by a lens with a foacal length of 200 mm. The beam diameter in the focus is 200 µm. The plasma torch has 3° of freedom with respect to the laser beam and sheet (Fig. 9).

Degrees of freedom of the plasma torch with respect to laser beam and plasma torch
It can be moved along the feeding direction of the metal sheet and has therefore an adjustable distance xd to the laser beam. Furthermore, the distance between the nozzle and the sheet can be varied (zd). The angle α between the plasma jet and the laser beam is adjustable between 35° und 45°. Cutting experiments were conducted on 6 mm thick AISI 304 stainless steel. The laser beam has to be kept in a horizontal distance to the plasma torch as well, to ensure that the beam does not streak the plasma torch. In addition, the horizontal distance and the angle of the nozzle define the point of impingement of the imaginery plasma jet axis on the cutting front.
The ability to remove molten material from the cut kerf rises with increasing velocity, viscosity, and stagnation pressure of the plasma jet, and therefore, dross adhesion can be minimized by ensuring high values of these properties, which depend on several parameters of the plasma torch: the electric current I, the flow rate of the used gas \(\dot{V}\) and the nozzle diameter dd. The jet velocity has a positive correlation to the flow rate and the electric current. On the contrary, the velocity has an inverse relation to the used nozzle diameter. The nozzle diameter and the flow rate are partially contradicting parameters. A small nozzle diameter of 1.1 mm limits the measured flow rate to \(\dot{V}=15 \mathrm{NLPM}\). The positive effect of raising the flow can not be fully exploitet with the small nozzle diameter. A compromise has to be found to maximize the velocity and stagnation pressure.
The cut quality is evaluated by different criteria: the adherent dross at the bottom of the cut kerf, the roughness of the edge, and the cut kerf geometry.
3.2 Summary of initial cutting experiments
First experiments of the hybrid setup where conducted with the directly cooled plasma torch (concept A). Cutting 4 mm thick stainless steel was possible but the cut edge showed severe oxidation (black surface layer) and adherent dross. The oxidation indicates the presence of ambient gas in the cut kerf, despite using inert argon as assist gas. This is supposed to be a consequence of the plasma torch design. The nozzle outlet is flattened. The inclined setup of the torch leads to a relatively long distance of about 15 mm from the nozzle exit to the cut kerf. In this area the free plasma jet interacts with the surrounding atmosphere. Air is entrained at the circumference of the free jet and ultimately may enter the cut kerf and cause the oxidation. Furthermore, the long distance of interaction with the surrounding atmosphere causes a deceleration of the free plasma jet, which, in combination with the oxidation, leads to severe adherent dross. By using the indirect cooled plasma torch (concept B), the distance from the nozzle exit to the cut kerf could be reduced, but the oxidation remained. To further minimize the length of the free plasma jet, the plasma torch was modified by including a chamfered contact tip usually used in MIG welding. This modification was the key to prevent severe oxidation on the cut edge and enable a nearly dross free cut. With the modified plasma torch it was possible to cut 6 mm thick stainless steel sheets and vary several parameters and study their influence on the cutting process. The laser power was fixed to \({P}_{\mathrm{L}}=4 \mathrm{kW}\). The focus position of the laser beam relative to the surface of the stainless steel sheet is based on the best practice in conventional cutting. It is 3 mm beneath the surface and therefore in the middle of the 6 mm thick steel sheet. This position ensures nearly parallel cut edges and a cut kerf wide enough to enable good blow out of the molten material. The cutting speed was fixed to \(\mathrm{v}=2.5 \mathrm{m/min}\). Referring to conventional cutting the vertical distance between the surface of the metal sheet and the nozzle is set to \({z}_{\mathrm{d}}=0.7 \mathrm{mm}\). The parameters of the plasma generator were further varied starting at the model-based favored parameter set. In these first series of testing the prototype the following parameters were found to provide the best cutting result: \({d}_{\mathrm{d}}=1.5 \mathrm{mm}\), \({x}_{\mathrm{d}}=3 \mathrm{mm}\), \(I=100 \mathrm{A}\), \(p=0.3 \mathrm{MPa}\), \(\dot{V}= 17 \mathrm{NLPM}\). The corresponding cut edge can be seen in Fig. 10.

Cut edge of plasma-assisted laser beam cut AISI 304 steel, \(t=6 \mathrm{mm}\), \({P}_{\mathrm{L}}=4 \mathrm{kW}\), \(f=-3 \mathrm{mm}\), v=2.5m/min, \(I=100 \mathrm{A}\), \({d}_{\mathrm{d}}= 1.5 \mathrm{mm}\), \({z}_{\mathrm{d}}=0.7 \mathrm{mm}\), \(p=0.3 \mathrm{MPa}\), \(\dot{V}=17 \mathrm{NLPM}\)
Still some oxidation remained, which is visible by its colorful appearance. The effect is best known as tempering colors in heat treatment of metals and is based on thin film interference of the oxidation layers. The heat induced oxidation should be avoided in stainless steels, because the iron-rich oxidation layers can interfere with the chrome-rich corrosion resistance layer on the steel’s surface [20]. Besides the existence of oxygen in the cut kerf, the high temperature of the plasma gas jet could facilitate the oxidation. The cooling effect of the cold assist gas in conventional cutting is absent in this hybrid process. Furthermore, some adherent droplets on the bottom of the cut kerf can be seen, comparable the conventional cut material as shown in Fig. 11.

Cut edge of conventional laser beam cut AISI 304 steel, \(t=6 \mathrm{mm}\), \({P}_{\mathrm{L}}=4 \mathrm{kW}\), \(f=-3 \mathrm{mm}\), \(\mathrm{v}=2.5 \mathrm{m}/\mathrm{min}\), \({d}_{\mathrm{d}}=3 \mathrm{mm}\), \({z}_{\mathrm{d}}=0.7 \mathrm{mm}\) and \(p=1.8 \mathrm{MPa}\)
The predicted influence of the nozzle diameter and the flow rate on the plasma jet velocity could be confirmed. Choosing a small nozzle diameter of \({d}_{\mathrm{d}}=1.5 \mathrm{mm}\) and increasing the flow rate led to fewer dross adhesion at the bottom of the cut kerf. A further raise of the flow rate had no significant effect on dross height. The electric current is the decisive factor for the enthalpy flux of the plasma jet. A high electric current of \(I=200 \mathrm{A}\) can lead to a relevant additional heat input into the material. This supports excess melting of the edge at the upper cut kerf, which can result in unwanted chamfering. In the non-coaxial setup this leads to an increased amount of molten droplets in the cutting direction and the amount of gas entering the cut kerf is reduced. Therefore the electric current was limited to \(I=100 \mathrm{A}\) to reduce the excess heat input into the sheet. The horizontal distance \({x}_{\mathrm{d}}\) influences the impinging point and the amount of gas entering the cut kerf. Increasing the distance to 3 mm reduces the adherent dross but also promotes the oxidation, visible by the tempering colors. Further raising the distance has the opposite effect on the dross height. The kerf width in plasma-assisted laser beam cutting is similar to the one in conventional laser cutting and differs from the plasma cutting with its larger kerf width.
As mentioned above, a pressure of \(p=0.3 \mathrm{MPa}\) and a corresponding gas flow rate of \(\dot{V}=17 \mathrm{NLPM}=1.02 \mathrm{m^3/h}\) were sufficient to cut through the 6 mm thick stainless steel. In conventional laser fusion cutting the nitrogen pressure must be raised to at least \(p=1.4 \mathrm{MPa}\) which corresponds to around 50 m3/h. This is 50 times the required flow rate of the hybrid process. The gas consumption is significantly lowered in the developed plasma-assisted laser cutting process. For an economic evaluation, it has to be taken into account that at this stage of development, there is extra electric energy needed by the welding torch. That counteracts the savings with respect to the gas consumption.
4 Conclusions and outlook
A concept for a plasma assisted laser fusion cutting process was conceived. First, as part of the process development, a numerical model for the generation of the non-transferred plasma jet was implemented in a commercial CFD software. The numerical model is based on the solution to the balance equations for mass, momentum, energy, and electric charge. A sensitivity analysis to the main process and design parameters was conducted. Two different cooling concepts of the plasma generator were proven. Supported by this numerical study, a plasma torch adapting a commercial TIG welding torch was developed and manufactured.
The plasma torch was tested experimentally in a hybrid process with an inclined alignment to the laser beam. Initial cutting experiments were performed on 6 mm thick AISI 304 stainless steel. An almost dross free cut was achieved, if the distance between nozzle exit and top surface of the cut kerf, was minimized. The influence of the experimental parameters could be categorized. Material blow out benefits from a small nozzle diameter \({d}_{\mathrm{d}}=1.5 \mathrm{mm}\) and a relatively high flow rate. \(\dot{V}=17 \mathrm{NLPM}=1.02 \mathrm{{m}^{3}/h}\) This configuration leads to a high velocity jet with a corresponding high stagnation pressure. The electric current must be limited to \(I=100 \mathrm{A}\), to prevent exessive heat input into the workpiece, which can negatively effect the material blow out by chamfering the upper cut kerf.
The resulting topography of the cut edges differs only slightly from those produced by conventional cutting. A slight oxidation of the cut edge could not be prevented.
For the determination of the torch power separate measurement series had to be carried out to ensure steady state conditions. Thereby the torch power for a nozzle diameter of 2 mm and an electric current of 100 A could be determined to approx. 1300 W for a volume flow rate of 11.4 l/min and a heat discharge by water cooling of 81.6%. For a volume flow rate of 22.3 l/min the resulting torch power increases to 1400 W with a measured heat, discharged by the water cooling, of 74.1%.
In future research both the used plasma parameters and the accompanying laser parameters will be further investigated. In addition mild steel and aluminum as well as thicker sheets shall be included in the experiments.
Moreover, the development of the hybrid laser cutting process with coaxial alignment of the laser beam and the plasma jet is required to reduce the distance between the nozzle and the top surface of the sheet and to achieve directional independence. To improve the understanding of the specific blow out related to the plasma jet, further model developments will be of interest.
References
Petring D, Abels P, Beyer E, Herziger G (1988) Werkstoffbearbeitung mit Laserstrahlung, Teil 10: Schneiden von metallischen Werkstoffen mit CO2 - Hochleistungslasern. Feinwerktechnik & Messtechnik 96:364–372
Olsen FO, Alting L (1989) Cutting front formation in laser cutting. CIRP Ann 38:215–218
Mahrle A, Beyer E (2009) Theoretical aspects of fibre laser cutting. J Phys D Appl Phys 42:175507. https://doi.org/10.1088/0022-3727/42/17/175507
Vicanek M, Simon G (1987) Momentum and heat transfer of an inert gas jet to the melt in laser cutting. Plasma Sources Scientific Technology 20:1191–1196. https://doi.org/10.1088/0022-3727/20/9/016
Brandt AD, Settles GS (1997) Effect of nozzle orientation on the gas dynamics of inert-gas laser cutting of mild steel. J Laser Appl 9:269–277. https://doi.org/10.2351/1.4745469
Trelles JP, Chazelas C, Vardelle A, Heberlein JVR (2009) Arc plasma torch modeling. J Therm Spray Technol 18:728–751. https://doi.org/10.1007/s11666-009-9342-1
Zhukovskii R (2020) Vers un modéle numérique fiable du fonctionnement d’une torche de projection plasma á courant continu. Dissertation. Université de Limoges
Ferziger JH, Perić M (2002) Computational methods for fluid dynamics. Springer-Verlag, Berlin
Menter FR (1993) Zonal two equation k turbulence models for aerodynamic flows 24th Fluid Dynamics Conference AIAA-93–2906 Orlando Florida USA https://doi.org/10.2514/6.1993-2906
ANSYS Inc. (2021) ANSYS CFX-Solver Theory Guide. Release 2021 R1. Canonsburg
Wilcox DC (1988) Reassessment of the scale-determining equation for advanced turbulence models. AIAA J 26:1299–1310. https://doi.org/10.2514/3.10041
Hertel M (2016) Numerische Simulation des MSG-Prozesses. Dissertation. Technische Universität Dresden
Murphy AB (2011) A self-consistent three-dimensional model of the arc electrode and weld pool in gas-metal arc welding. J Phys D Appl Phys 46:194009. https://doi.org/10.1088/0022-3727/44/19/194009
Hu J, Tsai HL (2007) Heat and mass transfer in gas metal arc welding. Part I: The arc. Int J Heat Mass Transf 50:833–846. https://doi.org/10.1016/j.ijheatmasstransfer.2006.08.025
Xu G, Hu J, Tsai HL (2009) Three-dimensional modeling of arc plasma and metal transfer in gas metal arc welding. Int J Heat Mass Transf 52:1709–1724. https://doi.org/10.1016/j.ijheatmasstransfer.2008.09.018
Murphy AB, Arundell CJ (1994) Transport coefficients of argon, nitrogen, oxygen, argon-nitrogen, and argon-oxygen plasmas. Plasma Chem Plasma Process 14:451–490
ABICOR BINZEL ABITIC® MT Schweißbrenner-System. user manual. Buseck. 2020
Houben JM, Zaat JH (1974) Analysis of a plasma torch. In: Proceedings of the 7th International metal spraying conference, vol. 1. Surface Division of the Welding Institute. London
Mahrle A, Borkmann M, Pfohl P (2021) Factorial analysis of fiber laser fusion cutting of AISI 304 stainless steel: evaluation of effects on process performance, kerf geometry and cut edge roughness. Materials 14:2669. https://doi.org/10.3390/ma14102669
von Moltke T, Pistorius PC, Sandenbergh RF (1992) The influence of heat-tinted surface layers on the corrosion resistance of stainless steels. In: INFACON 6 (incorporating INCSAC 1) Proceedings of the 6th international ferroalloys congress Cape Town and of the 1st international chromium steel and alloys congress, vol 2. Cape Town, Johannesburg. South African Institute of Mining and Metallurgy
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the German Research Foundation DFG within the project “Entwicklung und Analyse des plasmaunterstützten Laserstrahlschmelzschneidens,” Contract No. LE 1373/72–1 and FU 307/20–1. This support is highly appreciated by the authors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Manzke, S., Krümmer, M., Urlau, F. et al. Numerical study of a plasma jet for plasma-assisted laser cutting. Weld World 67, 1667–1677 (2023). https://doi.org/10.1007/s40194-023-01517-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01517-3