
Abstract
The main objective of our ongoing research is data collection for integrity management (IM) tasks, in other words for pipeline integrity management system (PIMS), helping the transporting pipeline operators in different decision situations. Either the reserves of the girth welds after a long-term operation can be identified or the girth welds with different defects should be repaired and/or replaced. From the operators’ point of view, the long-term operation is the cost-effective way; however, from the safety point of view, the managing of the lifecycle of the pipeline is the more reliable way. Unfortunately, inadequate girth welds cause catastrophic damages in transporting pipelines, all over the world. Consequently, the optimal operation of the pipelines is a complex task. The paper introduces our investigation program executed on full-scale pipeline sections. Fatigue (100,000 cycles) and burst tests were executed on different pipeline sections containing girth welds. Long-term operated and replaced gas transporting pipeline sections, furthermore, both appropriate and inadequate girth welds were investigated. The testing results and the damage histories were compared with each other; safety factor (SF) was defined and calculated for the assessment of the reliability of the girth welds.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
All over the world, the pipelines with large diameter and relatively thin wall thickness are used for transporting of hydrocarbons (crude oil, natural gas, etc.). These pipelines or piping systems are usually comprised of girth welded joints. During the design stage, the structural integrity, fatigue resistance of these girth welded joints must be evaluated. Although there have been significant developments in the use of other welding processes for construction of girth welded pipelines (e.g., friction stir welding [1, 2]), fusion welding processes remain the most dominating process. It is therefore important to investigate such girth welds.
The periodic startup and shut down events, the changes of internal pressure values, and the external impacts result in cyclic loads, having crucial effect on the lifetime of both the pipelines and the girth welds. Among the different piping systems, there are systems under low cycle fatigue [3, 4], high cycle fatigue [5], and under seismic [6, 7] and dynamic [8, 9] loading conditions.
Defects and/or discontinuities occurring in gas pipelines, either due to poor manufacture or unfavorable operating conditions, can lead to propagating cracks, and these pipeline cracks may cause catastrophic fractures. There are several organizations who regularly publish statistical data and analyses about incidents and faults, distinguishing the girth weld defects (e.g., [10, 11]). In addition, the various damages are analyzed one by one in order to identify the causes and prevent a subsequent damage. Table 1 summarizes the main data of a few selected characteristic catastrophic damages.
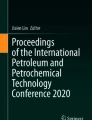
The damaged areas of HUi (i = 1, 2, 3) failure cases are shown in Fig. 1.

Damaged areas of girth welds on Hungarian pipelines: a HU1: DN400, crack in a repaired girth weld; b HU2: DN600, repair and cyclic loads caused crack in a repaired girth weld; c HU3: DN800, geometrical irregularities and cyclic loads caused crack, initiated in the meeting point of a girth weld and spiral weld
A previous analysis has shown that welds are more damageable, the construction defects and material discontinuities occurs in much higher ratio in welds than in the other parts of the pipelines [16]. The comparison of the international data and the Hungarian statistics shows, on the one hand, that the ratio of the weld defects in Hungarian transporting pipelines is higher than in the international practice; on the other hand, the location of weld damages typically occur in girth welds. The reason for this is that superimposed mechanical stresses (e.g., bending stresses) were often introduced into the system during the construction of the girth welds and the acceptance criteria (workmanship criteria) for the girth welds did not meet today’s requirements. All these together mean that the girth welds in the Hungarian natural gas transporting system can be considered as potentially hazardous places.
There are different possibilities and ways preventing catastrophic damages of pipeline girth welds, as follows:
-
Developing of newer non-destructive testing methods in order to identify the girth weld defects in operating pipelines [17,18,19]
-
Achieving FEM calculations in order to investigation of defect size tolerances in girth welds [20], describing the damage process [8, 9], or to preparation of fracture mechanical analyses [21, 22]
-
Performing investigations on specimens in order to determine and analyze the tensile and toughness properties [23], yield strength mismatch [24], or fracture properties at low temperatures [25] of girth welds; to develop novel test method for mechanical properties of characteristic zones of girth welds [26]; to develop “field girth welding simulation” procedure evaluating properties in HAZ of girth welds [27]; or to ensure the safe operation of a pipeline transporting environments with hydrogen content [28]
-
Applying local approach to fracture in order to analysing of full-scale pipeline tests containing girth weld defects [29]
-
Performing investigations on full-scale pipeline sections for describing the behavior of the pipelines under different loading conditions [5, 30, 31], furthermore for the comparison of the results based on full-scale pipes and small-case specimens [32]
-
Applying engineering critical assessment (ECA) methods [33, 34] based on different standards (e.g., [35, 36]
-
Developing survival analysis models for girth weld failure prediction [37]
In [29] publication, the full-scale test was played an intermediate role between numerical simulations and specimen tests. A full size test was carried out on a welded pipeline segment containing a girth weld defect; the pipe was subjected to internal pressure and superimposed bending. The work shows that numerical simulation can be used to carefully analyse full-scale tests, Furthermore, the work shows too, that fracture material properties determined with small-scale specimens can be used to simulate cracking behavior of large-scale components using damage models.
Fatigue tests were performed under constant amplitude loading on both full-scale pipe sections and cut flat specimens from comparable pipes [32]. Significant differences were found in their high-cycle fatigue behaviour, the small-scale flat specimens showing more favorable fatigue properties. The reasons were investigated with the relation of fatigue crack initiation location, weld geometry, type of pipe, loading conditions, residual stresses, and size effects. Conclusions were drawn about the suitability of flat fatigue test specimens for representing the fatigue behavior of full-scale girth welded pipes and the necessity for testing of full-scale pipes, too.
Marine risers make connections between the surface floating facilities and the subsea wells, basically with heavy duty girth welded tubular structures. Both dynamic and cyclic loads, as well as weld defects can cause damages in these connections. In order to investigate the fatigue performance of marine risers, a fatigue test system was designed and implemented [5]. With a mathematical model developing for the calculation of natural frequencies, the fatigue performance of marine risers with different welded tubulars and connections were evaluated.
Considering the limitations of fatigue calculations, design against fatigue, and small-scale fatigue tests in the evaluation and analysis of pipeline integrity, the feasibility of submarine pipeline full-scale fatigue test technology was demonstrated in engineering applications [30]. The full-scale test offer a quantitative basis for the subsequent full-scale fatigue life evaluation and the safety operation, and furthermore provide a reference direction for the future development of submarine pipeline full-scale fatigue test technology.
Full-scale fatigue and burst test are the best ways of assessing the crack propagation resistance of a natural gas pipeline, especially in cases of the girth welds. However, both the full-scale tests and the fatigue and burst tests are time-consuming and very expensive. Although special test stations have been developed for such purposes (e.g., [38] based on resonance method for steel catenary risers), these investigations are still not considered routine.
The basic objective of the research work is to contribute to a safer operation of gas transmission pipelines. The direct research aim is to investigate the behaviour of the girth welds and the reserves in the girth welds of operating pipelines, based on fatigue and burst tests carried out on experimental pipeline sections, replaced from operating gas transporting pipelines. In order to make direct and indirect utilisation of the test results, a safety factor was defined, and the main directions for further experimental work were identified.
2 Experimental setup for full-scale girth welded pipeline sections
2.1 Testing facilities
There are two computer controlled electro-hydraulic testing systems for pressure vessels and piping at the Institute of Materials Science and Technology, University of Miskolc. One system can be used up to 100 bar and the other up to 700 bar internal pressure. A block diagram of the lower pressure system is shown in Fig. 2 and the higher pressure system in Fig. 3. The logical structure of the two systems is identical. The regulation and the control of the pressure were implemented during the whole tests in a closed loop.

Block diagram of the testing system with a maximal applicable pressure of 100 bar

Block diagram of the testing system with a maximal applicable pressure of 700 bar
The tested pipe sections are located in a pit outside the laboratory building; all other components of the systems are located inside. Figure 4 shows the hydraulic cylinders of the two systems.

The hydraulic cylinders of the two testing systems: MTS (black) and own developed (grey)
Three video cameras are used for recording of the burst process, two recorded of the process from under (from the left and from the right) and the third one from above. The image from the video camera on the column recording the burst test from above can be seen in Fig. 5.

The testing pit with a DN300 pipeline section (FSPS2) and the two cameras under the pipeline section
2.2 Investigated pipeline sections
Spiral welded (submerged arc welding) steel pipeline sections with girth welds were examined. The main parts, which are the middle parts, in other words the investigational parts of the girth welded pipeline sections, were cut from operating pipelines after long-term operation. Table 2 summarizes the main particularities of the tested pipeline sections (FSPS = full-size pipeline section), the minimum and maximum internal pressure values (pmin and pmax), and the testing frequencies during the full-scale fatigue tests. The API 5L specification [39] material identifications were used to indicate material grades, also for equivalent material grades.
The quality of the investigated girth welds was identified before the fatigue tests using radiographic testing (RT). The welding discontinuities according to the ISO 6520–1 standard [40] and the stated classification, together with the outside diameter and the wall thickness values of the investigational part, as well as the total length of the pipeline sections, are summarized in Table 3. The radiographic testing (RT) were performed by a third party. The assessment was carried out according to the operator’s (FGSZ Ltd., the owner and operator of the Hungarian high-pressure natural gas pipeline system) internal rules based on API 1104 [41], EN 14,163 [42], BS 4515 [43], and EN ISO 5817 [44]. The piece of pipe cut from the gas transporting pipeline system from which the FSPS4 pipeline section was made contained two girth welds (joint No1 and joint No2); therefore, they were tested at the same time.
The RT was repeated after the fatigue tests. The results showed no changes in any of the cases, so the relevant data (right two columns) in Table 3 are valid for both RT.
Figure 6 shows the cut pipe with the two tested girth welds before the formation of the pipeline section FSPS4 and a prepared pipeline section FSPS3 before the fatigue test.

Full-scale pipeline sections: a cut DN350 pipe with the two tested girth welds before the formation of the pipeline section FSPS4; b FSPS3 DN300 pipeline section before the beginning of the fatigue test
2.3 Implementation of the tests and main testing parameters
The tests of a pipeline section consist of two parts. In the fatigue part, the pipe sections are up-loaded, 100,000 cycle repetitions are performed, and this section is completed with the unloading. The fatigue phase lasts several days, and the test is performed without stopping. In the bursting phase, the pipeline section is loaded to failure with a single up-loading; the duration of this phase is a few minutes.
Computer-controlled MTS-type electro-hydraulic testing system with a maximal applicable pressure of 100 bar (Figs. 2 and 4) was used for executing the fatigue tests. The testing frequency values were 0.2–0.5 for FSPSi (i = 1, …, 8) and 0.05–0.066 for FSPS9 pipeline section (Table 2), depending on the volume of the investigated pipe section; the programmed load was in all cases a sinusoidal type (Fig. 7). The planned number of cycles for the fatigue tests was 100,000 cycles.

The screen of the MTS control system illustrating the sinusoidal type programmed internal pressure (blue function)
An own developed, similarly computer-controlled testing system with a maximal applicable pressure of 700 bar (Figs. 3 and 4) was applied for the burst tests. Both the internal pressure and the volume expansion values were registered during the burst tests per seconds.
The applied testing media during both the fatigue and the burst tests was water and the testing temperature was 20–25 °C.
3 Results and discussion
The number of cycles of the fatigue tests was 100,000 cycles except for one pipeline section (FSPS9). One of the welded fittings (DN25) of pipeline section FSPS9 started to leak; therefore, the fatigue test was stopped (94.050 cycles), the fitting was re-welded, but the fatigue test was not continued. During the fatigue tests, neither the surfaces nor the girth welds of the pipeline sections were damaged. Repeated RT of the girth welds showed no changes (see Section 2.2 and Table 3).
The following diagrams and figures demonstrate the results of the full-scale burst tests, and table summarizes the full-scale test results.
Figure 8 illustrates the internal pressure vs. burst test time diagrams of the investigated DN300 pipeline sections (FSPSi, i = 1, 2, 3), where the arrows indicate the burst points. The average pressure growth rate values in the first stage, between 0 bar and approximately 60 bar, of the tests are 6.0 bar/s, 5.3 bar/s, and 8.2 bar/s, respectively. All three average pressure growth rate values can be evaluated as quasi-static values, and the greatest value cannot considered as dynamic impact. Other characteristics of the diagrams are the same; the tines-like changes of the diagrams demonstrate the volume expansions of the sections. During the tines-like changes shown in the diagrams in Fig. 8 and in similar figures further on, the system draws water from the water supply network to make up for the increase in volume due to the elastic–plastic deformation of the investigated pipeline section.

Internal pressure vs. burst test time diagrams during the burst tests of the FSPSi (i = 1, 2, 3) DN300 pipe sections, including indicated burst points with arrows
Figure 9 shows the volume expansion of the FSPSi (i = 1, 2, 3) pipe sections during their burst tests. The stairs of the curves are important characteristics of the tests and the testing system; the horizontal stages belong to the water intakes from the external water system to the testing system, which is the result of the elastic–plastic deformation (expansion) due to an increase in internal pressure.

Volume expansion vs. burst test time diagrams during the burst tests of the FSPSi (i = 1, 2, 3) DN300 pipe sections
Figure 10 shows the FSPS2 pipeline section during and after its burst tests, which clearly demonstrates that the failure did not take place in the girth weld located in the middle of the section. The load-bearing capacity of the assembly girth weld was lower than that of the tested girth weld.

The burst test of the FSPS2 DN300 pipeline section: a end of the burst test (recorded from under); b the pipe section after the test
Figure 11 shows the FSPS3 pipeline section during and after its burst tests, which clearly demonstrates that the failure take place in the girth weld located in the middle of the section.

The burst test of the FSPS3 DN300 pipe section: a end of the burst test (recorded from above); b the pipeline section after the test
Figures 10 and 11 adequately illustrate the volume expansions and the swelling of both pipe sections during the burst tests.
Figure 12 illustrates the internal pressure vs. burst test time diagrams of the investigated DN350 pipeline section (FSPS4), containing two test girth welds. For both girth welds containing unacceptable welding discontinuities, a slight leakage was detected, which resulted in a pressure drop and water intake from the water supply network. The leakage continued during the water intake, water was drawn, and as the pressure increased, one of the seams continued to leak, but the other one ruptured. Due to the fact that both girth welds were damaged during the burst test, the nature of the diagram is different from the previously known cases. The two arrows this time belong to the beginning of the two damages. The pressure growth rate value was quasi-static in this case, too.

Internal pressure vs. burst test time diagrams during the burst tests of the FSPS4 DN350 pipe section, including indicated burst points with arrows
Figure 13 shows the volume expansion of the FSPS4 pipe section during its burst test; furthermore, Fig. 14 shows the pipe section after the burst test, in which water is still trickling from one of the damaged girth welds. It is also possible to observe the different plastic deformation characteristics of the pipe section areas between the individual girth welds.

Volume expansion vs. burst test time diagrams during the burst tests of the FSPS4 DN350 pipe section

The FSPS4 DN350 pipe section after the burst test
Figure 15 introduces the DN400 (FSPSi, i = 5, 6) pipeline sections at the end of their burst tests. Identical as for FSPS2 DN300 pipeline section, the damage of FSPS6 DN400 pipeline section occurred in assembly girth weld.

a End of the burst test of the FSPS5 DN400 pipeline section (recorded from above); b end of the burst test of the FSPS6 DN400 pipeline section (recorded from above)
Figure 16 illustrates the internal pressure vs. burst test time diagrams of the investigated DN600 pipeline sections (FSPSi, i = 7, 8), where the arrows indicate the burst points in these cases, too. The average pressure growth rate values in the first stage are 1.8 bar/s and 1.9 bar/s, respectively; hence, these values can be evaluated as quasi-static values, and those cannot consider as dynamic impact. The characteristics of the diagrams are the same; the several tines-like changes of the diagrams demonstrate the large-scale volume expansions of the sections.

Internal pressure vs. burst test time diagrams during the burst tests of the FSPSi (i = 7, 8) DN600 pipe sections, including indicated burst points with arrows
Figure 17 shows the volume expansion of the FSPSi (i = 7, 8) pipe sections during their burst tests. The volume expansion values can be compared with the relevant values of the DN300 (FSPSi, i = 1, 2, 3) and DN350 (FSPS4) pipeline sections (see Figs. 9 and 13, respectively).

Volume expansion vs. burst test time diagrams during the burst tests of the FSPSi (i = 7, 8) DN600 pipe sections
The end of the burst test of pipeline section FSPS7 can be seen in Fig. 18a; furthermore, the FSPS8 pipeline section after the burst test can be studied in Fig. 18b. Both pipeline damaged in the middle girth weld of the section.

The burst test of the DN600 pipeline sections: a end of the burst test (recorded from above) of the FSPS7 pipeline section; b the FSPS8 pipeline section after the test
Figure 19 illustrates the internal pressure vs. burst test time diagram of the investigated DN800 pipeline section (FSPS9). Forasmuch as the damage has happened in the welded fitting, the arrow indicates the leakage point in this case. The damage process started with a slight leakage accompanied by a pressure drop. During this time, the system drew water from the water supply network on two times, the leakage continued and the rupture occurred.

Internal pressure vs. burst test time diagrams during the burst tests of the FSPS9 DN800 pipe section, including indicated burst points with arrow
Figure 20 shows the volume expansion of the FSPS9 pipe sections during their burst tests. Given the location of the damage and comparing the characteristics of the internal pressure vs. burst test time and the volume expansion vs. burst test time diagrams with previous cases, it is probably that a significant reserve may still remain in the girth weld of the pipe section.

Volume expansion vs. burst test time diagrams during the burst tests of the FSPS9 DN800 pipe section
The pipeline section FSPS9 during its fatigue test can be seen in Fig. 21a, and the location of the damage after the penetrant testing (PT) can be studied in Fig. 21b.

a The DN800 pipeline section FSPS9 during its fatigue test; b the location of the damage in DN25 fitting after the penetrant testing (PT)
Table 4 summarizes the type of the executed investigations, the fatigue cycles and the burst pressure values, as well as the safety factor values. The safety factor (SF) value has been defined as characteristic pressure (in the most cases burst pressure) divided by maximum allowable operating pressure (MAOP).
In cases where the damage did not occur clearly in the (one) girth weld in the middle or in the assembly girth weld (FSPS4 and FSPS9), the pressure used to calculate the safety factor was higher than the measured burst pressure. In cases where the girth weld in the middle is not damaged, the calculated safety factor can be interpreted as a minimum safety factor value (FSPS2, FSPS6 and FSPS9).
Considering that all investigated pipeline sections (consequently girth welds) were cut from pipelines that have been operated for several decades (see Table 2), the MAOP values are data from the operator. Unfortunately, the damage cases in Hungary prove (see Table 1 and Fig. 1) that fractures also occur in girth welds. In the tests presented in this article, with one exception, the girth welds were damaged. The applied safety factor expresses that even in those girth welds whose quality is unacceptable, there is a margin of safety. Real girth welds are also subject to additional stresses (e.g., bending stresses), which are not yet modelled in these experiments. Finally, the safety factor also indirectly indicates how low the quality of the girth welds damaged during operation was.
4 Conclusions
Based on the executed full-scale tests and their results, furthermore, the damages of the girth welds, the following main conclusions can be drawn.
Both similarities and differences can be observed in the behavior of experimental full-scale pipe sections containing girth welds. Both the similarities and the differences depend on the geometrical dimensions of the pipe sections (outside diameter, wall thickness) and the strength category of the material of the pipes (X52, X60, X65). The detected material discontinuities did not cause significant differences of the behavior of the pipe sections during the full-scale tests.
The burst pressure value divided by the maximum allowable operating pressure value can be interpreted as safety factor. The safety factor demonstrates the reserves of the girth welds, after a long-term operation. Furthermore, the safety factor is appropriate for the ranking of the dangerousness of the girth weld discontinuities, in the event that a sufficient number of test results are available.
The results of the girth weld full-scale tests are in harmony with the introduced assessment methods of girth welds of steel pipelines [45].
Data and databases, pre-eminently the experimental data, have a determinant role in the integrity assessment and integrity management of different structural elements, structures and technical systems, as pipelines and pipeline systems [46, 47]. With the help of these data and databases, and using the experimental data with critical approach,
-
integrity management systems can be established [48,49,50,51];
-
integrity assessment and residual life-time calculations can be achieved [52];
-
survival models can be developed [55];
-
and last but not least, management decisions can be made [56, 57].
Full-scale fatigue and burst test are the best ways of assessing the crack propagation resistance of a natural gas pipeline, especially in cases of the girth welds. This statement is true despite the fact that both the full-scale tests and the fatigue and burst tests are time-consuming and very expensive.
Our full-scale test program on pipeline sections will be continued. On the one hand, both different types of the girth welds and girth welds with internal pressure and superimposed external load will be investigated. On the other hand, according to Hungary’s National Hydrogen Strategy [58], the effect of mixing of hydrogen to natural gas in the gas network on the girth welds will be investigated, too.
References
Ávila JA, Ruchert COFT, Mei PR, Marinho RR, Paes MTP, Ramirez AJ (2015) Fracture toughness assessment at different temperatures and regions within a friction stirred API 5L X80 steel welded plates. Eng Fract Mech 147:176–186. https://doi.org/10.1016/j.engfracmech.2015.08.006
Faes K, Dhooge A, De Baets P, Afschrift P (2009) New friction welding process for pipeline girth welds—welding time optimisation. Int J Adv Manuf Technol 43:982–992. https://doi.org/10.1007/s00170-008-1775-z
Pei X, Dong P, Kim MH (2020) A simplified structural strain method for low-cycle fatigue evaluation of girth-welded pipe components. Int J Fatigue 139:105732. https://doi.org/10.1016/j.ijfatigue.2020.105732
Kasen MB (1983) Significance of blunt flaws in pipeline girth welds. Weld Res Suppl 117-s–122-s
Chuan W, Zhu H, Wang D (2013) Test system and model for fatigue performance evaluation of marine riser. J Appl Sci 13(6):854–861. https://doi.org/10.3923/jas.2013.854.861
Liu W, Huang C, Wang Y, Shi P (2020) Seismic analysis of connections of buried continuous pipelines. Adv Civil Eng 8839380. https://doi.org/10.1155/2020/8839380
Akshatha P, Muranal SM (2018) Seismic performance of buried pipelines under different soil conditions. J Inst Eng (India) (A)99:689–698. https://doi.org/10.1007/s40030-018-0321-8
Oikonomidis F, Shterenlikht A, Truman CE (2013) Prediction of crack propagation and arrest in X100 natural gas transmission pipelines with the strain rate dependent damage model (SRDD). Part 1: A novel specimen for the measurement of high strain rate fracture properties and validation of the SRDD model parameters. Int J Pres Ves Pip 105–106:60–68. https://doi.org/10.1016/j.ijpvp.2013.03.003
Oikonomidis F, Shterenlikht A, Truman CE (2014) Prediction of crack propagation and arrest in X100 natural gas transmission pipelines with a strain rate dependent damage model (SRDD). Part 2: Large scale pipe models with gas depressurisation. Int J Pres Ves Pip 122:15–21. https://doi.org/10.1016/j.ijpvp.2014.07.001
Girgin S, Krausmann E (2016) Historical analysis of U.S. onshore hazardous liquid pipeline accidents triggered by natural hazards. J Loss Prev Process Ind 40:578–590. https://doi.org/10.1016/j.jlp.2016.02.008
Goodfellow GD, Lyons CJ, Haswell JV (2021) UKOPA pipeline product loss incidents and faults report (1962 – 2019), UKOPA/RP/21/001. https://www.ukopa.co.uk/wp-content/uploads/2021/07/UKOPA-Product-Loss-Incidents-Faults-Report-1962-2019-1.0-July-2021. Accessed 26 June 2022
National Transportation Safety Board, Washington, DC (2011) Pipeline Accident Report – Pacific Gas and Electric Company Natural Gas Transmission Pipeline Rupture and Fire, San Bruno, California, September 9, 2010, NTSB/PAR-11/01. https://www.ntsb.gov/investigations/accidentreports/reports/par1101.pdf. Accessed 26 June 2022
National Transportation Safety Board, Washington, DC (2003) Pipeline accident report – natural gas pipeline rupture and fire near Carlsbad, New Mexico, August 19, 2000, NTSB/PAR-03/01. https://www.ntsb.gov/investigations/AccidentReports/Reports/PAR0301.pdf. Accessed 31 Jan 2023
National Transportation Safety Board, Washington, DC (2013) Pipeline accident brief – rupture of Florida gas transmission pipeline and release of natural gas, NTSB/PAB-13/01. https://www.ntsb.gov/investigations/AccidentReports/Reports/PAB1301.pdf. Accessed 26 June 2022
National Transportation Safety Board, Washington, DC (2014) Pipeline accident report – Columbia gas transmission corporation pipeline rupture, Sissonville, West Virginia, December 11, 2012, NTSB/PAR-14/01. https://www.ntsb.gov/investigations/AccidentReports/Reports/PAR1401.pdf. Accessed 26 June 2022
Eiber RJ, Jones DJ (1992) An analysis of reportable incidents for natural gas transmission and gathering lines, June 1984 through 1990. Technical Report, NG-18/200, Battelle, Columbus
Razi P, Taheri FA (2014) A vibration-based strategy for health monitoring of offshore pipelines’ girth-welds. Sensors 14(9):17174–17191. https://doi.org/10.3390/s140917174
Feng Q, Li R, Nie B, Liu S, Zhao L, Zhang H (2017) Literature review: Theory and application of in-line inspection technologies for oil and gas pipeline girth weld defection. Sensors 17(1):50. https://doi.org/10.3390/s17010050
Dai LS, Feng QS, Xiang XQ, Sutherland J, Wang T, Wang DP, Wang ZJ (2020) Application of USCCD on girth weld defect detection of oil pipelines. Appl Sci 10(8):2736. https://doi.org/10.3390/app10082736
Li Y, Shuai J, Xu K (2018) Investigation on size tolerance of pore defect of girth weld pipe. PLoS ONE 13(1):e0191575. https://doi.org/10.1371/journal.pone.0191575
Zareei A, Nabavi SM (2016) Calculation of stress intensity factors for circumferential semi-elliptical cracks with high aspect ratio in pipes. Int J Pres Ves Pip 146:32–38. https://doi.org/10.1016/j.ijpvp.2016.05.008
Hoh HJ, Pang JHL, Tsang KS (2016) Stress intensity factors for fatigue analysis of weld toe cracks in a girth-welded pipe. Int J Fatigue 87:279–287. https://doi.org/10.1016/j.ijfatigue.2016.02.002
Gianetto JA, Bowker JT, Bouchard R, Dorling DV, Horsley D (2007) Tensile and toughness properties of pipeline girth welds. Weld World 51:64–75. https://doi.org/10.1007/BF03266574
Midawi ARH, Simha CHM, Gerlich AP (2018) Assessment of yield strength mismatch in X80 pipeline steel welds using instrumented indentation. Int J Pres Ves Pip 168:258–268. https://doi.org/10.1016/j.ijpvp.2018.09.014
Khajedezfouli M, Choupani N, Torun AR, Yengejeh EA (2020) Fracture assessment of pipeline girth weld at low temperature. J Braz Soc Mech Sci Eng 42:614. https://doi.org/10.1007/s40430-020-02696-6
Hailiang Nie, Weifeng Ma, Kai Xue, Junjie Ren, Wei Dang, Ke Wang, Jun Cao, Tian Yao, Xiaobin Liang (2021) A novel test method for mechanical properties of characteristic zones of girth welds. Int J Pres Ves Pip 194(A):104533. https://doi.org/10.1016/j.ijpvp.2021.104533
Hamada M, Nagayama H, Kuroda N, Watatani Y, Shitamoto H, Matsuhiro Y (2015) Development of field girth welding simulation and test procedure development to evaluate pipe properties at HAZ in girth welded portion. Nippon Steel and Sumitomo Technical Rep 107:127–132. https://www.nipponsteel.com/en/tech/report/nssmc/pdf/107-21.pdf. Assessed 15 Sept 2022
Li Y-h, Feng H, Chi Q, Fei F, Gao X-x, Li W-w, Xu X-f, Chen H-y, Zhang H (2021) Experimental research on fatigue properties of X80 pipeline steel for synthetic natural gas transmission. Math Probl Eng 6631031. https://doi.org/10.1155/2021/6631031
Soret C, Madi Y, Gaffard V, Besson J (2017) Local approach to fracture applied to the analysis of a full size test on a pipe containing a girth weld defect. Eng Fail Anal 82:404–419. https://doi.org/10.1016/j.engfailanal.2017.07.035
Hu Y, Wang Y, Jia P, Lv J, Wang M (2021) Research on development and test analysis of full-scale fatigue test system of X65 submarine pipeline. In: 2021 International Conference on Environmental and Engineering Management (EEM 2021), E3S Web of Conferences 253, 01055. https://doi.org/10.1051/e3sconf/202125301055. Assessed 15 Sept 2022
Scrivner R, Alexander C (2008) Elements of an engineering-based integrity management program. In: Proceedings of the 2008 7th International Pipeline Conference. 2008 7th International Pipeline Conference (2). Calgary, Alberta, Canada. September 29–October 3, 2008. The American Society of Mechanical Engineers, pp 747–759. https://doi.org/10.1115/IPC2008-64492
Maddox SJ, Zhang Y (2008) Comparison of fatigue of girth-welds in full-scale pipes and small-scale strip specimens. In: Proceedings of the ASME 2008 27th International Conference on Offshore Mechanics and Arctic Engineering (5): Materials Technology; CFD and VIV. Estoril, Portugal. June 15–20, 2008. The American Society of Mechanical Engineers, pp 75–85. https://doi.org/10.1115/OMAE2008-57103
Andrews R, Cosham A, Macdonald KA (2018) Application of BS 7910 to high pressure pipelines. Int J Pres Ves Pip 168:148–155. https://doi.org/10.1016/j.ijpvp.2018.09.008
Xu S, Tyson WR, Duan D-M (2019) ECA of embedded flaws in pipeline girth welds – a review. Int J Pres Ves Pip 172:79–89. https://doi.org/10.1016/j.ijpvp.2019.03.030
British Standards Institution (2019) BS 7910: Guide to methods for assessing the acceptability of flaws in metallic structures
American Petroleum Institute and The American Society of Mechanical Engineers (2021) API 579–1/ASME FFS-1: Fitness-For-Service
Omurlu IK, Ture M, Ozdamar K (2015) Bayesian analysis of parametric survival models: a computer simulation study based informative priors. J Stat Manag Syst 18(5):405–423. https://doi.org/10.1080/09720510.2014.961763
Trirwell N (2021) Fatigue testing of pipeline girth welds using resonance technique – an introduction to design principles and testing programs. https://www.element.com/nucleus/2021/fatigue-testing-of-pipeline-girth-welds. Accessed 26 June 2022
American Petroleum Institute (2018) API Specification 5L: Line Pipe
International Organization for Standardization (2007) ISO 6520–1: Welding and allied processes — Classification of geometric imperfections in metallic materials — Part 1: Fusion welding
American Petroleum Institute (2021) API Standard 1104: Welding of pipelines and related facilities
European Committee for Standardization (2022) EN 14163: Petroleum and natural gas industries. Pipeline transportation systems. Welding of pipelines
British Standards Institution (2018) BS 4515–1: Specification for welding of steel pipelines on land and offshore Part 1: Carbon and carbon manganese steel pipelines
European Committee for Standardization (2014) EN ISO 5817: Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded). Quality levels for imperfections
Gy N, Lukács J, Török I (2005) Assessment of methods in girth welds of steel pipelines. Mat Sci Forum 473–474:243–248. https://doi.org/10.4028/www.scientific.net/MSF.473-474.243
Lukács J, Nagy Gy, Harmati I, Koritárné FR, Kuzsella LnéKZs (2012) Selected chapters from structural integrity of engineering structures. 1st edn. Miskolci Egyetem
Lukács J, Nagy Gy, Török I (2008) The role of process models, flow charts and material databases on the structural integrity of high strength steel pipeline systems. In: Proceedings of International Conference on New Developments on Metallurgy and Applications of High Strength Steels, 1st edn. Minerals, Metals and Materials Society
American Petroleum Institute (2019) API recommended practice 1160: Managing system integrity for hazardous liquid pipelines
The American Society of Mechanical Engineers (2020) ASME B31.8S: Managing system integrity of gas pipelines
European Committee for Standardization (2013) EN 16348: Gas infrastructure. Safety management system (SMS) for gas transmission infrastructure and pipeline integrity management system (PIMS) for gas transmission pipelines. Functional requirements
European Committee for Standardization (2021) prEN 17649: Gas infrastructure – Safety management system (SMS) and pipeline integrity management system (PIMS) – Functional requirements
Shron L, Bogutsky V, Yagyaev E, Tabolin I (2020) Residual life assessment of welded joints in the girth weld root. In: International Scientific Practical Conference Materials science, shape-generating technologies and equipment 2020 (ICMSSTE 2020), MATEC Web of Conferences 315, 12001. https://doi.org/10.1051/matecconf/202031512001. Accessed 15 Sept 2022
Macdonald KA, Maddox SJ (2003) New guidance for fatigue design of pipeline girth welds. Eng Fail Anal 10(2):177–197. https://doi.org/10.1016/S1350-6307(02)00051-1
European Pipeline Research Group e.V. (2014) EPRG Guidelines on the Assessment of defects in transmission pipeline girth welds – Revision 2014. https://www.eprg.net/fileadmin/EPRG_public/eprg-docs/guidelines/EPRG_Weld_Defect_guidelines.pdf. Accessed 26 June 2022
Feng Q, Sha S, Dai L (2019) Bayesian survival analysis model for girth weld failure prediction. Appl Sci 9(6):1150. https://doi.org/10.3390/app9061150
Lukács J (2003) Determination of fatigue crack propagation limit curves and one possibility of their application. In: Jármai K, Farkas J (eds) Metal structures: design, fabrication, economy: Proceedings of the International Conference on Metal Structures (ICMS-03), 1st edn. Millpress Science Publishers, Rotterdam, pp 33–38
Lukács J (2005) Dimensions of lifetime management. Mat Sci Forum 473–474:361–368. https://doi.org/10.4028/www.scientific.net/MSF.473-474.361
Hungary’s National Hydrogen Strategy – strategy for the introduction of clean hydrogen and hydrogen technologies to the domestic market and for establishing background infrastructure for the hydrogen industry (2021). https://cdn.kormany.hu/uploads/document/a/a2/a2b/a2b2b7ed5179b17694659b8f050ba9648e75a0bf.pdf. Accessed 15 Sept 2022
Acknowledgements
Special thanks to Dr. Imre Török (honorary professor at the Institute of Materials Science and Technology, Faculty of Mechanical Engineering and Informatics, University of Miskolc) for his organizational works during the fatigue and burst test (see Fig. 4).
Funding
Open access funding provided by University of Miskolc. This research was supported by the European Union and the Hungarian State, co-financed by the European Structural and Investment Funds in the framework of the GINOP-2.3.4–15-2016–00004 project, aimed to promote the cooperation between the higher education and the industry.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XI - Pressure Vessels, Boilers, and Pipelines
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dakhel, A.Y., Gáspár, M., Koncsik, Z. et al. Fatigue and burst tests of full-scale girth welded pipeline sections for safe operations. Weld World 67, 1193–1208 (2023). https://doi.org/10.1007/s40194-023-01501-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01501-x