
Abstract
The drawn arc stud welding (DASW) procedure is usually qualified by visual examinations and practical destructive tests of the joint according to international standards. An assessment of the material properties in specific weld zone regions is not requested under consideration of their limited areas or the general joint dimension although the press welding process implies a complex metallurgy. Nonetheless, there is a need of knowledge regarding the heterogeneous material properties in the weld zone, especially when welding on base materials with specified strength and toughness behavior that might be significantly diminished. In this study, the local strength and toughness properties in welded joints of non-alloyed steel studs (Ø20 mm) on plates of different generic structural steel grades are investigated by hardness test and Charpy impact testing. A non-alloyed normalized structural steel (nominal yield strength 355 MPa) and a thermomechanically rolled fine grain structural steel of same strength as well as a quenched and tempered structural steel with high nominal yield strength of 690 MPa were examined. In the weld metal region, relatively similar hardness and low impact energy were determined despite of the different base plate steel grades. The base plate heat-affected zones suffer a strong embrittlement due to the DASW thermocycle.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Drawn arc stud welding with ceramic ferrule (DASW) acc. to ISO 4063-783 is a fully mechanized welding process with pressure for joining practicable mounting elements in a highly economic way (see Fig. 1a). The first step is positioning of the stud clamped in the welding gun on the work piece. Then, the operator triggers the process and the stud is lifted for a distance L, while a pilot arc is generated. Afterwards, the main welding current passes through the arc for the set time, and consequently, the work piece and stud tip are both getting molten. Then, the stud plunges into the base plate melt as per the set protrusion P and fusions with the base metal. Simultaneously, the current is cut off and the weld pool solidifies. The single-use ceramic ferrule provides a shield from the ambient air, keeps the developed metal vapor as shielding gas, and stabilizes the arc. Subsequently, the ferrule forms the molten metal to a defined collar shape and reduces the cooling rate upon welding. There are studs in a broad spectrum of diameters, typically in the range of Ø0.8 to 25 mm, and various geometries for versatile use in different industries, e.g., steel construction, automotive, general mechanical engineering, tank construction, and maritime and shipbuilding industry [1, 2]. A prominent application of DASW is welding headed studs such as shear connectors in concrete composite constructions, e.g., in bridge building (see Fig. 1b).

a Schematic process of drawn arc stud welding with ceramic ferrule, and b typical application as shear connectors in composite bridge construction [1]
The process is characterized by a relatively short-timed high heat input due to its relatively high welding current up to 3 kA, compared to conventional arc welding processes. Furthermore, upon welding, high cooling rates occur in the welded region that potentially cause quenched microstructures with high strength but low ductility and toughness for ferritic steels. For DASW with larger stud dimension d > Ø12 mm and plate thicknesses of t > 0.5 d, cooling times in the range of t8/5 = 3–5 s can be expected [1]. A pre-heating is usually not applied and reduces the cooling rate upon welding only marginally. For non-alloy structure steels, displacive transformations were encouraged in weld metal as well as heat-affected zone (HAZ). Especially martensitic and lower bainitic structures can occur in the grain-coarsened heat-affected zone (GCHAZ), cf. [3, 4]. This implies extremely high hardness but low ductility and toughness [5,6,7], which might be critical regarding crack initiation and propagation in case of impact-like loading or in case of combinations with stresses and higher diffusible hydrogen contents, e.g., when welding under unappropriated conditions [8].
For structural steels, the general weldability regarding HAZ formation is widely analyzed [6,7,8,9,10,11,12]. It is known that largely applied non-alloyed structural steels with medium strength and ferritic-pearlitic structure show mainly diffusionless transformations into martensite and very high hardening up to over 500 HV when using concentrated energy input processes [1, 11, 13], whereas microalloyed steels bring great advantages in weldability due to their lower hardenability and grain grow hindering and thus forming mainly bainitic structure [6, 7, 10, 14]. However, these investigations mainly focus on linear arc welding processes with typical thermocycles and heat inputs causing larger cooling times of t8/5 > 5. DASW implies a specific thermocycle with extremely high heating and fast cooling [4]. Especially in the weld metal, there is a complex metallurgy because of the pressure welding process characteristics. The separate weld pools of the stud and the base plate are merged and solidified immediately upon plunging. The metallurgy of weld metal using arc processes with filler is studied extensively [15, 16] but until now, only little investigations were made on the metallurgy of DASW. Previous studies were mainly focused on process stability, joint performance, and weldability of dissimilar welds [1, 5, 17, 18]. The local material properties were only studied by hardness row testing and the toughness has never been investigated. Therefore, for further improvement of stud welding processes and to qualify procedures regarding perspective application in constructions with high safety demands, e.g., high strength bridge building, and offshore structures, a better knowledge of the DASW metallurgy and resulting local material properties is required. It is not clear how strongly the base plate composition affects the weld metal metallurgy and whether DASW can be generally applied on all typically applied structural steel grades with different weldability including high strength grades.
The DASW procedure can be qualified acc. to standards like ISO 14555 [19] or AWS D1.1 [20]. The examination and testing of stud welds are selected acc. to the application. Usually, the welds are assessed by visual examinations (collar shape), macro examination (imperfections), and practical destructive tests of the joint, e.g., bend testing (bending in undefined manner by defined angle), tensile testing (pulled axially until fracture), and torque test (resistance checking by applying a defined torque). Additional tests can be specified in application standards. Impact or hardness testing as usually performed for arc welding procedure qualification is not generally required. In the ISO 14555 [19], it is only stated that for example for the hardness test, higher hardness values than those specified in the standard for arc welding procedure test of steels ISO 15614-1 [21] are permitted. An evaluation of the material properties is usually not requested under consideration of the locally limited weld region. Especially the toughness evaluation by impact testing is limited to large stud weld dimensions because otherwise standard samples cannot be extracted. Nevertheless, there is a need of knowledge regarding the metallurgy and resulting heterogeneous material properties in the welded zone. Especially when welding on parent materials which are specified with defined minimum strength and toughness properties in delivery condition, the local influence of welding is of interest.
2 Experimental methodology
2.1 Materials and sample welding
As base materials, different hot rolled structural steels with good weldability were used. The S355J2+N represents a typical non-alloy steel in normalized delivery condition with ferrite/pearlite banded microstructure. In contrast, a micro alloyed fine grain steel with equal strength, a thermomechanical rolled S355ML, with specified impact energy at lower temperatures was used. In addition, a high strength structural steel in quenched and tempered condition of grade S690QL1 was examined. The nominal mechanical-technological properties specified in the related delivery standards are listed in Table 1. For joining studs in steel construction, the relevant dimensions start at larger diameters >Ø12 mm. Thus, in this study, threaded weld studs with a reduced smooth shaft according to ISO 13918:2017 – RD M24×80 – 4.8 with a net diameter of d2 = 20 mm were used [22]. The property class 4.8 stands for a carbon steel, typically non-alloy structural steel of grade EN 10025-2-S235, cold rolled with specified mechanical properties for threads according to ISO 898-1, see Table 1.
The chemical compositions of the used base materials and resulting weld metals (WM with indexed base material) were analyzed by optical emission spectrometry using a spark analyzer (SPECTRO Analytical Instruments GmbH, SPECTROMAXx), see Table 2. To analyze the weld metal compositions, DASW joints were horizontally sectioned. The chemical compositions of the base materials differ significantly depending on the strength and delivery condition. Thus, a totally different metallurgical behavior must be expected, especially in the HAZ. This is evident in the resulting IIW’s carbon equivalent CE expressing the material’s weldability with respect to hardening and cold cracking susceptibility as integral alloy composition parameter [13]. The weldability of the used steels varies according to the CE in the rage from excellent (S355ML) to poor (S690QL1).
The weldments were made using an inverter machine (Köster & Co. GmbH, Köco 2305i) equipped with an oil-damped welding gun (K24) with a mechanically controlled piston. The electrical process parameters were logged for process evaluation. The selected welding parameters are listed in Table 3. All weldments were performed in flat position with direct current electrode negative circuit with straight polarity at the weld stud. The welding procedures were successfully qualified according to ISO 14555 [10] for application ≤100 °C with comprehensive quality requirements according to ISO 3834-2 [22] for each parent material, i.e., visual examination, bend testing by 60° without cracking, tensile test until fracture without failure in weld area and achievement of higher strength compared to the nominal stud strength, as well as macro examination in metallographically prepared sections.
2.2 Charpy pendulum impact testing
To characterize the local material behavior in the welded region regarding toughness or rather impact strength, Charpy V-notch (CVN) pendulum impact tests were performed acc. to ISO 148-1 [23]. As testing machine, an instrumented pendulum (WPM, PSd 450 + Zwick/Roell) with an 8-mm striker was used. The initial potential energy was always Kp = 450 J complying with the capacity of the machine. Standard CVN sample geometry (10×10×55 mm3) with V-notch having an included angle of 45°, a depth of 2 mm, and a radius of 0.25 mm were extracted from the weld joints. The CVN samples were either in horizontal or in vertical orientation relating to the base plate plane; see Fig. 2. A set of three specimens were each tested. The test temperatures were set according to the specification standards of the base materials; see Table 2. The instrumented test method comprises measuring the impact force, in relation to the CVN sample bending displacement, during an impact test additionally. Thus, the area under the force-displacement curve equates to the energy absorbed by the sample. The evaluation of the force-displacement curves is based on the classification given in ISO 14556 [24].

Sample extraction and notch location for weld metal and heat-affected zone; a CVN sample in horizontal position, and b CVN sample in vertical position
For horizontal CVN, a heterogeneous microstructure with different proportions of specific weld zones is present in the ligament. This is just like for typical butt joint testing with large angle V-bevels, cf. [21]. In contrast, vertically lying CVNs allow testing of a specific weld zone exclusively. Nonetheless, the horizontal CVN position represents a more practical test in terms of procedure qualification, as it also allows taking specimens when welding on smaller plate thicknesses (t < 30 mm). For the vertical HAZ specimens, a ligament position in the critical GCHAZ was pursued. To ensure sufficient material thickness below the weld joint, bundles of plates positioned on edge were used as a quasi-bulk base plate. In this way, the identical material could be analyzed—albeit with a different orientation of the texture. Additionally, the fracture surfaces of selected tested specimen were analyzed by scanning electron microscopy (JEOL Ltd., JSM IT 100) with detection of secondary electron (SEM-SE).
2.3 Hardness testing
To characterize the local material behavior in the welded region by means of strength Vickers hardness tests performed acc. to ISO 6507-1 [25] in macro sectioned weld samples, the samples were metallographically prepared by grinding, polishing, and nital—3% nitric acid in ethyl alcohol—etch. A semi-automatic hardness test machine (Wolpert Wilson Instruments, 432SVD) was used in the low-force hardness test range (HV0.3). To assure a minimum distance of at least three times the mean diagonal length between adjacent indentations, a square grid with 200-μm edge length was applied.
3 Results and deduction
3.1 Hardness
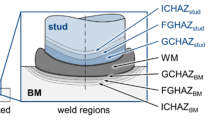
The hardness distribution in the weld zone is shown by means of the color mapping superimposed in the center of the macro section in Fig. 3. The specific regions in the weld zone identified by microstructure characterization are namely unaltered stud, HAZ in stud, partially melted zone and fusion line (PMZ + FZ), weld metal (WM), GCHAZ, fine-grained HAZ (FGHAZ), inter-critical HAZ (ICHAZ), and unaltered base material (BM). In the radial course, an equivalent hardness distribution is assumed due to the microstructural characteristics. The variance in the unaltered stud and the unaltered plate material/base material can be attributed to microstructural heterogeneity, which is caused by manufacturing-related directional arrangement of the phases of different strength, i.e., ferrite/pearlite banded microstructure.

Hardness distribution in macro section of DASW joint on different
The hardness values of the weld metal on both S355 steels are in the range of approximately 200 to 300 HV0.3; see Table 4. This range represents the heterogeneous structure of the cast structure. Depending on the proportion of specific ferritic phases, which contain different grain boundary and secondary precipitation densities, the local strength in the indentation area is influenced. The expected tensile strength Rm* conversed from hardness acc. to ISO 18265 [26], which thus varies relatively strongly in the weld metal region from about 640 to 960 MPa. The average hardness of the weld metal of the DASW on S355J2+N is 255 HV0.3 (Rm* ≈ 820 MPa), while for stud welds on S355ML the weld metal hardness is only 232 HV0.3 (Rm* ≈ 740 MPa). This is due to the lower hardenability in the weld metal as a result of mixing with the lower alloyed base plate. For the higher yield strength S690QL1 with a higher CE, an average of 271 HV0.3 (Rm* ≈ 865 MPa) results in the weld metal. Since the hardness distribution in the weld metal does not show any positional dependence according to the solidification direction on the stud or base plate side, a relatively homogeneous mixture of the melts is assumed, despite the rapid solidification immediately after plunging of the stud. For all joints, the weld metal can be considered overmatched so that the nominal strength/resistance is not degraded in the original area of the base material.
On the base plate side, a relatively narrow HAZ with a width of approximately 1 to 1.5 mm is formed, irrespectively of the plate steel grade. The effects of the high cooling upon welding are particularly evident in the steels with higher CE due to locally immense hardening. In the GCHAZ, the S355J2+N reaches maximum hardness up to 450 HV0.3 and the S690QL1 even up to 480 HV0.3. This is due to displacive phase transformation because of exceeding the critical cooling rate [7, 11]. The microalloyed S355ML is quasi-temperature insensitive and shows only minor hardening of about 40 HV0.3 above its basic level. In the subsequent FGHAZ and ICHAZ, the hardness gradient falls successively to the strength level of the BM. Corresponding to the nominal strength class, the hardness of the S355 grades is in the range of 170 to 210 HV0.3, respectively Rm* ≈ 550 to 670 MPa. The S690QL1 exhibits on average approximately 265 HV0.3 (Rm* ≈ 850 MPa). Thus, the steels used as well as all areas of the weld zone meet the minimum strength requirements defined in the technical delivery conditions; see Table 1. The weld metal can be considered overmatched.
3.2 Impact energy
The results of the Charpy impact test are shown in Fig. 4 based on the mean absorbed impact energies. The specimens taken from the base material only meet the specified values of the steel grade; see Table 1. The weld metal (vertical) of the DASW on S355J2+N barely reaches the required level of 27 J at −20 °C, representing the ductile-brittle transition temperature (DBTT) range. In the weld metal of DASW joints on S355ML as well as on S690QL1, the specified 27 or 30 J are certainly met. This agrees with assumptions that can be made based on a microstructural analysis, cf. [3], as well as investigations on shielded manual arc weld metal, cf. [22, 27]. According to metallographic analysis on equal joints, cf. [3], a roughly similar microstructure was found in comparison with the weld metal of the DASW on S355J2+N and equivalent toughness properties were predicted accordingly, but the lower impact energy values result from the significantly lower test temperatures of −50 and −60 °C, respectively. The results represent the lower shelf of the DBTT curve. The slightly higher toughness of the weld metal from S690QL1 compared with that from S355ML despite the lower test temperature could be verified from the precise microstructure characterization (in particular more acicular ferrite and less pro-eutectoid ferrite), cf. [3]. In the HAZ of the S355J2+N as well as the S690QL1, strong embrittlement is present in each case. The mean impact energy falls short of the respective required values of 27 and 30 J. Only in the HAZ of the S355ML the required minimum value of 27 J is met. Nevertheless, there is a strong embrittlement compared to the unaltered base material, which can be attributed to a coarsened microstructure as well as the occurrence of significant number of martensite/retained austenite microphases (M/A), which are assumed to be local brittle zones [14, 28]. The results represent the transition region of DBTT curve.

Absorbed Charpy impact energy in base material and specific weld regions with different CVN sample orientation for DASW joints on different structural steel grades
The horizontal CVN position causes a complex fracture behavior in the weld area due to the highly heterogeneous microstructure state. A stress singularity occurs due to direction-dependent constraint during crack initiation and growth. The microstructure proportional in the ligament and its properties are therefore not necessarily reflected proportionally in the energy value. The horizontal CVN weld metal specimens do not meet the required 27 J at −20 °C for the S355J2+N. The HAZ specimens, on the other hand, achieve relatively high values of approximately 41 J in average. Despite the low content of HAZ microstructure in the ligament, a clear toughness degradation is detected. The horizontal CVN specimens of S355ML achieve the minimum impact energy for the weld metal position as well as the HAZ position. The HAZ specimens show only slightly lower impact energy than the base material. For the quenched and tempered S690QL1, the impact energy for the horizontal HAZ specimens are even higher than those for the base material. This may be due to a toughness-enhancing tempering effect. The horizontal CVN specimens with weld metal content also give high impact energy of about 62 J.
Based on the force-displacement curves, the fracture behavior can be analyzed more detailed, and thus the evaluation of toughness is more precise. In particular, the strength as well as the crack propagation and ductility capacity can be read. The three recorded curves and exemplary fracture surfaces of the tested CVN specimens are shown in Fig. 5.

Force-displacement curves determined by instrumented CVN impact test and exemplary fracture appearance
In the base material, the specimens fail under high energy absorption and plastic deformation. The S355J2+N fails in the ductile-to-brittle transition region with proportional unstable crack propagation, which is arrested again, i.e., curve Type E. The S355ML achieves a similarly high maximum force due to equivalent strength but fails completely ductile with stable crack propagation. The higher strength S690QL1 reaches higher maximum forces and shows ductile failure, too. This behavior represents the upper shelf of the DBTT curve, i.e., Type F.
The fracture behavior of the vertically positioned CVN specimens in the weld metal region and HAZ is governed by unstable crack propagation and low energy failure, representing the ductile-to-brittle transition region. In the S355 grades, the increased strength level, see hardness values in Table 4, is evident from slightly higher maximum forces. In the weld metal of S355J2+N, plastic deformation initially occurs before crack initiation, so that, compared with the brittle failure of vertical CVN weld metal specimens of S355ML and S690QL1, resulting in comparatively higher absorbed energy. The complex fracture behavior of the horizontal CVN specimens with partial weld metal or HAZ content in the ligament is particularly evident for the S690QL1 from the force-displacement curves. Due to the heterogeneous material states/properties in the specific areas, a multimodal behavior is present. Multiple crack initiation and arrest events occur in the curve. A classification acc. to ISO 14556 [24] is difficult. Furthermore, a description of the toughness behavior of explicit areas is not possible.
3.3 Fracture surfaces
In addition to the impact energy, the toughness behavior can be evaluated by post-test fracture surface analysis. Exemplary fracture surfaces appearance of specific weld zone regions taken from tested weld metal CVN in horizontal position are shown in Fig. 6. The specific weld zones are apparent in the fracture surfaces of these samples (see tested specimens in Fig. 5 second row).

Exemplary fracture surfaces at specific weld zone regions of tested weld metal CVN in horizontal position, SEM-SE image acquisition
A mixed mode fracture appearance corresponding to the locally present microstructure is present in the weld metal for S355J2+N. The cellular cast structure can be traced. Large cleavage fracture regions are present, representing brittle phases like Widmanstätten ferrite and strongly directional large bainite phases, cf. [3]. Furthermore, ductile areas with typical dimple structure represent the toughness increasing influence of the finer microstructure, e.g., acicular ferrite and fine upper bainite. For weld metals of S355ML and S690QL1 tested at lower temperature, only cleavage-like fracture behavior is evident. In the GCHAZ, transgranular fracture of coarse grains with fiddly structures is present for S355J2+N. In addition, intergranular fracture is partially visible. The GCHAZ of S355ML is also dominated by transgranular fracture, but with a much finer grain structure compared to S355J2+N. For S690QL1, the GCHAZ is dominated by rough transgranular fracture. In FGHAZ region of S355J2+N, a similar brittle fracture failure results like in GCHAZ, but with finer structure. The FGHAZ of S355ML shows a mixed fracture of transgranular cleavage with a small proportion of ductile fracture. This already indicates the DBTT transition region and thus a higher toughness level. The FGHAZ of S690QL1 only shows brittle failure with finer structured trans- and intergranular cleavage. The unaltered S355J2+N base material fails both, ductile with a very fine dimple structure in the area of the linear aligned pearlite, and brittle with transgranular cleavage-like fracture in the large ferrite grains. Despite the low test temperature, the S355ML base material fails exclusively as ductile fracture with a fine dimpled structure, representing superb toughness properties. For the unaltered S690QL1, an anisotropic failure with strong gaping parallel to the plate plane is found. However, a fully ductile fracture with a very fine dimple structure occurs.
4 Discussion
To investigate the local material properties in stud weldments, destructive tests were carried out. The correlation between hardness and strength is validated according to ISO 18265 [26] for unalloyed and low-alloy steels. Toughness behavior was assessed by the CVN impact energies and referring force-displacement curves. Although there is a correlation between the transition temperatures of the impact energy and the fracture mechanic toughness [29], toughness evaluations on welded joints with heterogeneous properties are highly complex. Therefore, often only the fulfillment of the specified delivery conditions of the base material is required as proof within the procedure qualification, cf. [20, 21]. To be able to examine locally limited weld zone areas of DASW joints, different test specimen positions were defined. However, this is not based on a validated procedure, since, for example, notch positioning and, in some cases, the base plate orientation with anisotropic rolling texture were modified. Nevertheless, by using an instrumented pendulum, the material behavior could be analyzed in more detail, cf. [14]. Even though the energy values are partially below the minimum values specified in the base material’s delivery standards, this is not considered critical in general, especially since bend testing (60°) was passed for all configurations within the standard procedure qualification acc. ISO 14555 [10]. To decisively evaluate the toughness and the influence of any internal irregularities for a brittle fracture verification, extensive fracture mechanics investigations are required. However, qualitative comparative statements could be made with the presented approach.
It can be concluded that DASW is subject to locally critical material conditions regarding toughness and ductility. Furthermore, it was found that the position of the CVN sample significantly effects the determined impact energy value. The vertical positioned CVN samples commonly show lower energies. This can be explained either by the higher proportion of toughness-reduced microstructure in the ligament for HAZ examination, or by the notch orientation causing a potential crack initiation and propagation along the collided solidification fronts for weld metal examination. The area between the stud’s and plate’s solidification fronts is particularly exposed to promote grain boundary segregation and to form metallurgical imperfections causing an overall embrittlement, cf. [1]. If a minimum impact energy is required in the entire weld zone, materials with unrestricted weldability and high tolerance regarding DASW typical temperature regimes with high cooling rates must be used, e.g., steel grades with low CE. The high thermal resilience was only guaranteed by the thermomechanically rolled S355ML. The low C content in conjunction with a Nb/Ti microalloying and low Mo content allows high cooling rates without strong hardening and material embrittlement [12]. For non-alloy and high-strength structural steels, embrittlement must be assumed in the HAZ, so that the minimum toughness cannot be guaranteed locally for typical DASW procedures, at least for the applied test temperatures. Due to the high cooling rates upon welding, mainly diffusionless transformation into martensitic phases take place causing very low toughness in the HAZ [7, 11]. In weld metal, roughly similar behavior was found despite welding on different steel grades. As a result of the process-specific metallurgy with a weld metal chemistry reflecting a high proportion of the base material and thus causing high CEs, a material state with low toughness is present [4, 15]. Nevertheless, since the weld zones are locally limited and there is a supporting effect by the surrounding unaltered material with higher toughness, the locally reduced toughness is assessed as relatively uncritical for general steel applications, provided that there are no exceptional conditions, e.g., excessive loading or high hydrogen concentrations, cf. [8].
5 Conclusion
The local strength and toughness behavior of DASW joints (Ø20 mm) on different structural steel grades with different strength and delivery condition (S355J2+N, S355ML, S690QL1) was investigated by hardness testing in section and Charpy impact testing. The following findings were made:
-
1)
Extremely hardening up to over 450 HV can be assumed in the HAZ of the non-alloyed and quenched and tempered structural steels, even with generally good weldability and CE < 0.4%. Only the low-carbon microalloyed steel with CE = 0.3% is robust to DASW specific cooling rates and shows only marginal hardening.
-
2)
The weld metal hardness exceeds the base material’s nominal strength, and thus can be considered overmatched. This was found even for DASW of lower strength studs (grade 4.8) on high-strength steel grade S690QL1 due to the high proportion of base metal chemistry in the resulting weld metal causing a higher CE.
-
3)
For large stud joint dimensions, CVN testing can be performed to assess the impact toughness in specific weld regions. However, an influence of the sample orientation must be take into account due the possibly limited proportion of the to be investigated specific microstructure in the ligament for HAZ examination, or due to the notch orientation with respect to the solidification direction for weld metal examination.
-
4)
The DASW specific metallurgy based on a concentrated heat input and high cooling rates causes very low toughness in the weld region and HAZ. Nevertheless, due to the limited weld zone dimension and surrounding unaltered material with higher toughness, this must not be assessed as critical for application in steel constructions in general. Further investigations are needed to evaluate the influence on the material performance in the welded zone.
References
Trillmich R, Welz W (2016) Stud welding – principles and application. DVS Media GmbH, Düsseldorf
Nishi K (2008) The latest situation in stud welding from operational examples to standards. Weld Int 22(5):294–298. https://doi.org/10.1080/09507110802200812
Brätz O, Henkel K-M (2023) Investigations on microstructure of drawn arc stud welds on structural steels by quantitative metallography. Weld World 67:195–208. https://doi.org/10.1007/s40194-022-01417-y
Soltanzadeh H, Hildebrand J, Kraus M, Asadi M (2016) Modelling of a stud arc welding joint for temperature field, microstructure evolution and residual stress. Proc ASME 2016 Press Vessels Piping Conf. Vol 6B: Mater Fabr. Vancouver. V06BT06A002. https://doi.org/10.1115/PVP2016-63285
Samardzic I, Kladaric I, Klaric S (2009) The influence of welding parameters on weld characteristics in electric arc stud welding. Metalurgija 48(3):181–186
Cui K, Yang H, Yao S, Li Z, Wang G, Zhao H, Nan X (2022) Effects of V–N microalloying on microstructure and property in the welding heat affected zone of constructional steel. Metals 12:45. https://doi.org/10.3390/met12030480
Sisodia RPS, Gáspár M (2019) Physical simulation-based characterization of HAZ properties in steels. Part 1. High-Strength Steels and Their Hardness Profiling. Strength Mater 51:490–499. https://doi.org/10.1007/s11223-019-00094-5
Brätz O, Henkel K-M (2021) Diffusible hydrogen concentration in drawn arc stud weldments. ce/papers 4:2481–2487. https://doi.org/10.1002/cepa.1576
Zhang Y, Xiao J, Liu W, Zhao A (2021) Effect of welding peak temperature on microstructure and impact toughness of heat-affected zone of Q690 high strength bridge steel. Mater 14(11):2981. https://doi.org/10.3390/ma14112981
Górka J (2018) Assessment of steel subjected to the thermomechanical control process with respect to weldability. Metals 8(3):169. https://doi.org/10.3390/met8030169
Sokolov M, Salminen A, Kuznetsov M, Tsibulskiy (2011) Laser welding and weld hardness analysis of thick section S355 structural steel. Mater Des 32(10):5127–5131. https://doi.org/10.1016/j.matdes.2011.05.053
Mohrbacher H (2019) Metallurgical effects of niobium and molybdenum on heat-affected zone toughness in low-carbon steel. Appl Sci 9(9):1847. https://doi.org/10.3390/app9091847
ISO/TR 17671-2 (2002) Welding – recommendations for welding of metallic materials – Part 2: Arc welding of ferritic steels. ISO, Vernier
Lu F, Gheng G, Chai F, Pan T, Shi Z, Su H, Yang C (2016) Effect of heat input on cleavage crack initiation of simulated coarse grain heat-affected zone in microalloyed offshore platform steel. J Iron Steel Res Int 23(10):1086–1095. https://doi.org/10.1016/S1006-706X(16)30161-3
Evans GM, Bailey N (1997) Metallurgy of basic weld metal. Woodhead Publishing Limited, Abington
Jorge JCF, De Souza LFG, Mendes MC, Bott IS, Araújo LS, Dos Santos VR, Rebello JMA, Evans GM (2021) Microstructure characterization and its relationship with impact toughness of C-Mn and high strength low alloy steel weld metals – a review. J Mater Res Technol 10:471–501. https://doi.org/10.1016/j.jmrt.2020.12.006
Yilmaz NF, Hamza AA (2014) Effect of process parameters on mechanical and microstructural properties of arc stud welds. Mater Test 65(19):806–811. https://doi.org/10.3139/120.110629
Abbas EN, Omran S, Alali M, Abass MH, Abood AN (2018) Dissimilar welding of AISI 309 stainless steel to AISI 1020 carbon steel using arc stud welding. Proc Int Conf Adv Sci Eng, Duhok. https://doi.org/10.1109/ICOASE.2018.8548844
ISO 14555 (2017) Welding — arc stud welding of metallic materials. ISO, Vernier
AWS D1.1/D1.1M (2020) Structural welding code — steel. American Welding Society, Miami
ISO 15614-1 (2017) Specification and qualification of welding procedures for metallic materials – welding procedure test – part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys. ISO, Vernier
ISO 13918 (2017) Welding – studs and ceramic ferrules for arc stud welding. ISO, Vernier
ISO 148-1:2016-10: Metallic materials – Charpy pendulum impact test – part 1: Test method. ISO, Vernier
ISO 14556 (2015) Metallic materials – Charpy V-notch pendulum impact test – instrumented test method. ISO, Vernier
ISO 6507-1 (2018) Metallic materials – Vickers hardness test – part 1: Test method. ISO, Vernier
ISO 18265 (2013) Metallic materials – conversion of hardness values. ISO, Vernier
Svensson L, Gretoft B (1990) Microstructure and impact toughness of C-Mn Weld Metals. Weld J 69(12):454s–461s
Kim BC, Lee S, Kim NJ, Lee DY (1991) Microstructure and local brittle zone phenomena in high-strength low-alloy steel welds. Metall Trans A 22(2):149. https://doi.org/10.1007/BF03350956
Chien MYX, Walbridge S, Kühn B (2022) Comparison of International Brittle Fracture Design Code Provisions for Steel Bridges. Transp Res Rec 2676(1):676–687. https://doi.org/10.1177/03611981211036678
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Oliver Brätz. The first draft of the manuscript was written by Oliver Brätz and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Brätz, O., Henkel, KM. Evaluation of hardness and impact toughness of drawn arc stud weldments on different structural steel grades. Weld World 67, 1235–1246 (2023). https://doi.org/10.1007/s40194-023-01482-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01482-x