
Abstract
The drawn arc stud welding is widely applied in steel construction, and its welding procedure can be qualified according to different standards by visual examinations and practical destructive tests of the resulting joint. An evaluation of the material properties is usually not requested particularly considering the locally limited weld region. Nevertheless, there is a need of knowledge regarding the complex press welding process metallurgy and resulting heterogeneous material properties in the welded zone, especially when welding on base materials with specified strength and toughness behavior that might be significantly diminished. In this study, the metallurgy of standardized large low alloyed Ø20 mm steel studs welded on plates of different generic structural steel grades is comprehensively analyzed by quantitative metallography. Structural steels with a moderate nominal yield strength of 355 MPa in non-alloyed normalized and micro-alloyed thermomechanically rolled delivery condition as well as a quenched and tempered structural steel with a high nominal yield strength of 690 MPa were investigated comparatively. Despite the different base plate compositions, very similar microstructures were found in the weld metal, whereas a typical quenching microstructure that strongly depends on the steel grade occurs in the heat-affected zone. A basic suitability of all steel grades regarding the DASW metallurgy was found.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
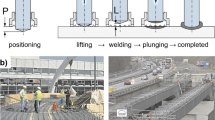
Drawn arc stud welding (DASW) is an established joining technique for large studs in steel construction, e.g., as headed studs such as shear connectors in concrete composites [1, 2]. The DASW implies a very specific metallurgy based on the process features of welding with pressure and electric discharge as an energy carrier, see the schematic process in Fig. 1. The process is characterized by a very short welding cycle (< 1 s) and a high heat input due to its relatively high welding currents up to 3 kA (based on the stud dimension) compared to conventional arc welding processes. Furthermore, upon welding, high cooling rates occur in the welded region that potentially results in a strongly hardened heat-affected zone (HAZ) for commonly applied ferritic steels in steel constructions [2, 3]. For DASW with larger stud dimension > Ø 12 mm cooling times in the range of t8/5 = 3–5 s can be expected [1, 4].

Schematic drawn arc stud welding with ceramic ferrule and resulting weld regions (left) and typical application in bridge building (right)
The DASW procedure can be qualified according to standards like ISO 14555 [5] or AWS D1.1 [6] by visual examinations and practical destructive tests of the entire joint. An evaluation of the material properties is usually not requested particularly regarding the locally limited weld region. Nevertheless, there is a need of knowledge regarding the metallurgy and resulting heterogeneous material properties in the welded zone, especially when welding on base materials with specified strength and toughness behavior that might be significantly diminished. For commonly applied structural steels, the general weldability regarding HAZ formation is widely analyzed [7,8,9,10,11,12]. It is known that widely applied non-alloyed structural steel with medium strength and ferritic-pearlitic structure shows mainly diffusionless transformations into martensite and very high hardening up to over 500 HV when using concentrated energy input processes [1, 11]. Whereas, microalloyed steels bring great advantages in weldability due to their lower hardenability and grain growth hindering and thus forming mainly bainitic structure [7, 9, 10]. Additionally, martensite-austenite constituents (M/A) are formed depending on cooling rates [13]. However, these investigations mainly focus on linear arc welding processes with typical thermocycles and heat inputs causing larger cooling times of t8/5 > 5 s. DASW implies a specific thermocycle with extremely high heating and fast cooling [14]. Especially in the weld metal, there is a complex metallurgy because of the pressure welding process characteristics. The separate weld pools of the stud and the base plate are merged and solidified immediately upon plunging. Until now, only little investigations were made on the metallurgy of DASW. Previous studies were focused on the resulting hardness or weldability of dissimilar welds [1, 3, 15, 16]. The microstructure was only described qualitatively. In numerical DASW process simulations, the phase transformation in the weld metal is strongly simplified and does not represent the actual microstructural composition [2]. Therefore, for further improvement of stud welding processes and to qualify procedures regarding perspective application in constructions with high safety demands, e.g., high-strength bridge building and offshore structures, a better knowledge of the DASW metallurgy is required. It is not clear, whether how strongly the base plate composition affects the weld metal metallurgy and whether DASW can be generally applied on all typically applied structural steel grades with different weldability including high-strength grades. To get a better process understanding, a comprehensive microstructural analysis is carried out in this study. Moreover, based on the microstructure, mechanical-technological material characteristics of the weld region will be deduced.
A classification of ferritic components is possible according to their formation, morphology [17, 18], or effect on the macro-mechanical-technological behavior [19,20,21]. Since correlations to mechanical-technological properties could be proven, a simplified rough categorization is possible [18, 20, 22]. For the analysis of the weld metal of ferritic steels by means of light optical microscopy (LOM), the IIW guideline for the classification of microstructure [23, 24] applies, which was extended by Thewlis [17]. A scheme for phase classification according to morphological character is defined, which is generally applicable for the description of low-alloyed steels, HAZ, and weld metal. An optically magnified, metallographically prepared microsection is analyzed for quantitative microstructure description. Due to the complex morphology and sometimes low contrast by etching, automated evaluations are difficult. Consequently, the assignment is mostly done manually. A simplified evaluation methodology especially for single-layer weld (as welded), which is used to estimate the resulting material properties, was presented in [20]. This approach has already been used for the evaluation of weld metal microstructures of different processes, such as submerged arc [22], electro gas [25], and electro slag welding [26].
The ferrite forms can be read off as an example on the basis of their formation temperatures in the schematic continuous cooling transformation diagram for the weld metal, see Fig. 2, following [20, 27]. The main microstructural constituents of ferritic weld metal and a corresponding categorization are listed in Table 1. Initially, a homogeneous austenite (γ) is assumed, which is present in parts of the HAZ as well as in the solidified, weld metal. In primary metallurgy, delta ferrite (δ) is present as a cast structure during solidification. On further cooling, however, the δ-γ transformation takes place, which nucleates at the δ grain boundaries and reproduces its columnar structure. Therefore, only phase transformation from γ below Ar3 will be discussed. At high crystallization temperatures, proeutectoid ferrite (PF) is initially formed. The group of PF shows relatively coarse grains. Although this exhibits high ductility, it has reduced toughness properties. Due to the simple diffusion paths, allotriomorphic ferrite initially forms along the γ boundaries. On further cooling, growth then takes place in the Widmanstätten form, since diffusion of substitutional elements is no longer involved, and growth does not come to a standstill at lower temperatures. Furthermore, idiomorphic ferrite can form intragranular at stable inclusions. The group of ferrite with secondary phases (FS) comprises ferrites with aligned martensite-austenite-carbide phases MAC as the Widmanstätten ferrite (WF), forms of parallel ferrite plates with MAC on the grain boundaries (upper bainite UB), and ferrite with undirected secondary phases. The group of FS favors unstable crack growth and should be avoided in the weld metal of low-alloyed steels. At lower temperatures, the formation of pearlite as ferrite with lamellar cementite plates takes place, which is assigned to the group ferrite-carbide aggregates (FCA). Furthermore, acicular ferrite (AF) is formed, provided that sufficiently large former γ grains are present [28]. This fine-grained ferrite structure crystallizes intragranular at heterogeneous nucleation sites, especially on nonmetallic inclusions (NMI) of Mn- and Ti–rich oxides and nitrides [17, 18] as well as complex oxides containing Mn and Si [29]. Furthermore, AF forms on primary plates by sympathetic nucleation [28]. Due to the composition of ferrite lancets with C-enriched islands of austenite or martensite, this microstructure is also called granular bainite. The chaotic arrangement and the relatively small grain size of the ferrites cause many large-angle grain boundaries and a high dislocation density so that good mechanical-technological properties with respect to strength and toughness are achieved [28]. AF is therefore considered to be the desired morphology for weld metal in the moderate strength range [18, 21, 22, 25, 28, 30]. At high cooling rates, phase transformation occurs via a cooperative shear mechanism or displacive transformation. Lower bainite (LB) or lath martensite M(L) results. Due to the precipitation characteristics caused by the auto-tempering effect, these phases appear very similar and prevent a clear differentiation by LOM [24]. Therefore, they are combined in the group LB/M. In addition to the components of the ferritic matrix, even in low-alloyed steels with C < 0.25 wt%, there may occur areas between transformed α grains that are highly C enriched due to segregation. Locally, C concentrations of 0.5–1.3 wt% can result [31, 32]. In these areas, depending on the C concentration, either the critical cooling rate is exceeded so that non-annealed martensite or metastable retained austenite results at room temperature. These particles are referred to as martensite-austenite M/A [31, 32] or microphases [17, 28] due to their comparatively small size. Depending on the hardness and morphology of these particles relative to the surrounding matrix as well as their distribution, the toughness is strongly influenced. These M/A particles represent local brittle zones [33], provided they exceed a minimum size [34] or fraction [35] or exhibit a directional, quasi-intergranular arrangement [19, 36]. In particular, relatively large blocky particles with a cross-sectional area > 5 µm2 [20] as well as particles with a slender shape (elongated, necklace-type) [31, 34] are considered to have a negative effect on toughness behavior. In addition, crack initiation is favored. In contrast, a finely dispersed distribution of M/A particles is assumed to have a strength and toughness-increasing effect [20, 22, 34]. The analysis of the morphology with respect to size and slenderness represents essential property-determining characteristics and can only be quantified by digital image evaluation.

Schematic continuous cooling transformation diagram for non- or low-alloyed ferritic weld metal and transformations from the austenite region
The described transformations particularly apply to the weld metal cast structure. In the HAZ, inhomogeneous, rapid heating up to a local maximum temperature and subsequent cooling takes place affected by the process characteristics. Depending on the composition, heating, holding time and cooling rate, complex transformations, grain growth, and recrystallizations occur. However, relatively clearly differentiable, characteristic areas result in the HAZ. Due to the mostly higher hardenability (higher carbon equivalent) compared to the weld metal, the smaller γ grain sizes and the lower inclusion density, transformations into coarse-grained, Widmanstätten microstructure with PF precipitates at the grain boundaries or, at typical cooling rates, especially transformations into bainite and martensite are favored.
2 Experimental methodology
2.1 Materials and sample welding
DASW with ceramic ferrule according to ISO 4063–783 was applied for sample manufacturing. For joining studs in steel construction, the relevant dimensions start at large diameters > 12 mm. Thus, large threaded studs with a reduced shaft according to ISO 13918:2017-RD M24×80 - 4.8 with a net diameter of d2 = 20 mm were used. The property class 4.8 stands for a carbon steel, typically non-alloy structural steel of grade EN 10025-2-S235, cold rolled with specified mechanical properties for threads according to ISO 898–1. Weldments were performed in a flat position. The chemical compositions of the used materials were analyzed by spark optical emission spectrometry (SPECTRO Analytical Instruments GmbH, SPECTROMAXx) and are listed in Table 3. Welding was performed with an inverter machine (Köster & Co. GmbH, Köco 2305i) equipped with an oil-damped welding gun K24 with a mechanically controlled piston. The electrical process parameters were logged for process evaluation. The selected welding parameters are listed in Table 2. All welds were performed with DCEN. The welding procedure was successfully qualified according to ISO 14555 [5] for application ≤ 100 °C with comprehensive quality requirements according to ISO 3834‑2, i.e., visual examination, bend testing (60°), tensile testing, and macro examination.
Base materials of different hot-rolled structural steels with good weldability were used. Typical non-alloyed steel in normalized delivery condition for a steel construction of grade EN 10025-2-S355J2+N was used. This steel has moderate strength (yield strength ReH \(\ge\) 355 MPa and tensile strength Rm = 470 to 630 MPa) and ductility properties and shows a ferrite/pearlite banded microstructure. For comparison, a micro-alloyed fine-grain steel in a thermomechanical rolled condition of grade EN 10025-4-S355ML with equal strength and enhanced toughness at lower temperatures was chosen. Additionally, a high-strength structural steel in quenched and tempered condition of grade EN 10025-6-S690QL1 (ReH \(\ge\) 690 MPa and Rm = 770 to 940 MPa) was examined. The chemical composition of the materials differs depending on the strength and delivery condition. Thus, a totally different metallurgical behavior must be expected in the mixed weld metal as well as in the HAZ. This is evident in the resulting IIW’s carbon equivalent CE expressing the material’s weldability with respect to hardening and cold cracking susceptibility as integral alloy composition parameter, see Table 3. The weldability of the used steels varies in the range from excellent (S355ML) to poor (S690QL1). Additionally, the resulting weld metal compositions (WMi) were analyzed in horizontally sectioned DASW joints.
2.2 Metallographic preparation and analysis
To characterize the local material behavior in the welded region by means of strength, the Vickers hardness tests were performed. The samples were metallographically prepared by grinding/polishing and Nital —3% Nitric acid in ethyl alcohol— etch. A semi-automatic hardness test machine (Wolpert Wilson Instruments, 432SVD) was used in the low-force hardness test range HV0.3. Rows of indentions with equal distance of 200 µm were placed in the center line of the stud through the weld region.
The metallographic investigation comprises a complementary microstructure analysis of the ferritic matrix structure and M/A microphase constituent in specific weld zone regions, i.e., weld metal (WM in unaltered as welded condition), grain-coarsened heat-affected zone (GCHAZ), fine-grain HAZ (FGHAZ), and inter critically heated zone (ICHAZ). For this purpose, stud welded samples were cut in sections through the stud axis and further metallographically prepared by grinding/polishing before contrasting the microstructure. On the one hand, a grain etching by 3% Nital was applied to reveal the ferritic matrix, see Fig. 3. Additionally, LePera tint etching—1 wt% aqueous solution of sodium metabisulfite and 4% picric acid in ethyl alcohol in a ratio of 1:1 [37]—was applied to reveal the microphases consisting of carbon-enriched martensite or retained austenite (M/A) that result by micro segregation during phase transformation. For image acquisition with X500 magnification, LOM in bright field mode was applied. Quantitative metallography was performed by manual point counting for matrix analysis. For this, nine equidistant horizontal and eleven vertical lines resulting in a square grid were overlayed on the microscopic photos, see Fig. 4 left. The present phase at the intersections was determined according to a classification scheme based on mechanical-technological properties [17, 20]. Due to the strong optical contrast of the tint-etched specimens, the quantitative M/A analysis was performed by digital image processing [3], see Fig. 4 right. The segmentation and classification were based on binary images created by thresholding. The M/A analysis includes the evaluation of the distribution and morphologic characteristics of the particles which are assumed to significantly affect the mechanical material behavior. Proportions of larger particles with an individual area ≥ 5 µm2 (M/A5) and slender particles with a high aspect ratio ≥ 1:4 (M/AL) are evaluated complementary. The metallographic analysis was performed with five photos for weld metal and three photos for each HAZ region.

Macro section and positions of microstructural analysis, Nital etch

Exemplary complementary microstructure analysis of ferritic matrix (left) and M/A constituent (right) in weld metal region
3 Results
3.1 Hardness
The hardness test result for DASW joints on different base material steels is shown comparatively in Fig. 5. A strong hardening appears in the HAZ of the base plate for the S355J2+N and S690QL1. Near the fusion line, a maximum of about 470 HV0.3 was determined. On the contrary, the S355ML shows no relevant hardening in the HAZ. Even in the near-fusion line region, the maximum hardness is lower than 250 HV0.3. The hardness of the weld metal is in a very similar range of 220–300 HV0.3 for all DASW joints without a significant influence of the base material steel grade. Local variations are reasoned by the heterogeneous microstructure and limited indention area of microhardness measurement.

Hardness in weld region of DASW joint
3.2 Weld metal microstructure
The weld metal represents cast microstructure with a mixed chemical composition of the stud’s and base plate’s alloy in as welded condition, see Table 3. The epitaxial primary metallurgy perpendicular to the fusion lines is apparent. In the center of the weld metal area, the solidification fronts of the stud and base plate sides meet. However, no significant systematic microstructural heterogeneities are evident over the vertical course. Based on the different base plate steel grades, a different composition results with different transformation behavior. Nonetheless, for all welds, very similar microstructures were found. The weld metal is composed of ferrite morphologies by displacive γ-α transformations, see Fig. 6.

Weld metal microstructure of stud welded joints on different steels. Nital etch in the upper row and LePera’s etch in the lower row
The microstructure is predominantly composed of directional ferrite with secondary phases (FS) in the form of Widmanstätten ferrite (WF), which grows into the grain starting at former γ boundaries, or of upper bainite (UB) as well as acicular ferrite (AF) with a high aspect ratio. The stabilization of intergranular nucleating allotriomorphic ferrite grains PF is suppressed by thermal supercooling. Bainitic transformations and increasingly intragranular nucleation catalysts are activated. For welding on the S355ML and S690QL1, qualitatively similar microstructural compositions result. In the tint etched microsection, the intragranular area appears blue to brown depending on the layer thickness and is therefore ferritic or with carbide precipitates as AF or bainite. The coarse-cellular, former γ grains can be traced. Quasi-intergranular, the M/A particles are present in an increased amount and larger size, while intragranular, only smaller M/A particles occur in the interstices of the AF. Area-wise large and elongated M/A particles are present in the interspace of the WF plates or between the directional plates of UB. Qualitatively similar statements regarding M/A constituent are made for welds on S355ML as well as S690QL1.
3.3 HAZ microstructure
The resulting HAZ microstructure strongly depends on the base material’s steel grade, i.e., the composition and delivery condition. For specific HAZ regions, the exemplary microstructure is juxtaposed in Fig. 7.

Microstructure in specific HAZ region of stud welded joints on different steels. Nital etch in the upper row and LePera’s etch in the lower row for each HAZ region
In the GCHAZ of S355J2+N, a coarse structure of almost exclusively lancet martensite M(L) is present. The smallest areas, which appear white in LePera’s etching, can be interpreted as retained austenite. The FGHAZ exhibits a highly refined granular structure of idiomorphic ferrite (PF) and upper bainite. M/A is dispersed with a relatively high area fraction. In the ICHAZ lie the unaffected, relatively coarse rows of polygonal ferrite with included retransformed pearlite, which undergoes partial martensitic and bainitic transformation, respectively, due to the high cooling rate and high C content. In the LePera etch, the already selectively transformed, C-rich pearlitic regions between are clearly visible. Here, an increased critical cooling rate is present, so that either athermal transformation into martensite or a thermal stabilization of the austenite results according to the local martensite finish temperature. In the unaltered base material, on the other hand, there are no bright areas. For the S355ML, the HAZ regions are clearly different from the non-alloy S355J2+N. The GCHAZ is narrow with smaller grain size and consists mainly of UB and small amounts of idiomorphic ferrite as well as AF. This is due to the high-temperature resistant and dispersed NMI, i.e., nitrides and carbides of Nb/Ti/V (see Table 3), which on the one hand hinder the γ growth during the time interval with T ≫ Ac3 and on the other hand support the heterogeneous nucleation during the γ-α transformation [28, 29]. Due to the low alloying system and the high purity, PF can nucleate intragranular despite high cooling rates. Additionally, dispersed M/A is interstitially present in the bainitic plates. Due to the directional matrix structure, the particles are formed with an elongated aspect ratio and exhibit a quasi-intragranular preferred orientation. The FGHAZ exhibits predominantly polygonal PF of smaller size. In terms of M/A distribution, the FGHAZ is quite similar, structured like GCHAZ, but with predominantly compact morphology. Significant changes are not discernible in the ICHAZ since there are no significant inhomogeneous C concentrations. Only isolated small M/A microparticles are present intergranular in the ferritic matrix. In the initial state, the microstructure of the S355ML shows no M/A constituents. In the GCHAZ of the higher-strength S690QL1, only coarse lancelet martensite is present. Additionally, small isolated bright islands are apparent, which can be interpreted as retained austenite. The FGHAZ consists of a fine, granular microstructure characterized by UB, and portions of martensite and LB. M/A particles are dispersed between. Due to the relatively low contrast to the low-carbon martensite, a segmentation is subject to a higher systematic inaccuracy. In the ICHAZ, the included martensitic islands are evident in the tempered base material matrix of the bainitic microstructure.
3.4 Quantitative metallography
The quantitative analysis results of the categorical matrix evaluation are shown comparatively for specific weld zone areas as well as the unaltered base metal (BM) in Fig. 8. Particularly in weld metal, partly high variances occur, which are due to locally limited, individual point analysis areas with high optical magnification. Due to the wide solidification interval and the complex secondary metallurgical transformation, the weld metal inevitably contains a highly heterogeneous cast structure. In addition to the process-dependent cooling behavior, the microstructural composition of the weld metal is influenced by the chemical composition, i.e., a mixture of the plate and stud, see Table 3. The ratio of stud and base plate material is assumed to be approximately 55:45 [4]. The higher proportion of stud material is reasoned by the DCEN polarity. Accordingly, the influence of the plate’s composition and the resulting weld metal microstructure is somewhat reduced with an assumed equivalent time/temperature curve. Significant differences exist in the respective FS and AF fractions, which in turn always represent the predominant area fraction with about 85%. The weld metal of S355J2+N consists of approximately 66% FS including UB and approximately 20% AF. The S355ML weld metal has slightly more AF at about 27%. This is due to the higher concentration of oxygen-affinity elements, which form active nucleation catalysts (stable NMI on Ti oxides/nitrides and Mn or Si complex oxides [29]) and reduce the free nucleation enthalpy during thermal supercooling. In the case of S690QL1, a higher alloyed weld metal is present, and the transformation into phases of lower temperatures is favored. This results in more bainite and AF. Since UB and the Widmanstätten ferrite are categorized under FS due to the secondary precipitates in directional form, the proportional increase in bainite is not evident in the evaluation. This is due to the classification chosen according to the assumed toughness [20]. In the HAZ region, the influence of the steel grade on the microstructure composition is more dominant. In the case of S355J2+N and S690QL1, the critical cooling rate is exceeded, and the martensite finish temperature is undercut, so that predominantly diffusionless transformation into martensite takes place or, in some cases, into lower bainite (100% LB/M). The S355ML, on the other hand, does not exhibit any phases of athermal transformation.

The result of quantitative ferritic matrix analysis based on preparation with Nital etch and point counting method
The supplementary consideration of the M/A constituent is particularly useful for the evaluation of the weld metal and HAZ. Here, characteristic proportions were found, which are necessary for assuming/deducing the material behavior. The quantitative results of the image processing with respect to the M/A area fractions are shown in Fig. 9. The total area fractions as well as the included area fractions of the larger M/A5 and elongated M/AL are listed separately. The scatter of the results for equivalent analysis areas is relatively low, mostly below 20%, and confirms the validity of the numerical processing.

The result of quantitative M/A constituent analysis based on preparation with LePera’s etch and digital image processing, particle distribution, and area fraction
The weld metal compositions are similar with respect to the M/A area fraction. Depending on the analysis position, about 6–10% M/A is present. On average, the weld metal of S355ML contains approximately 7%, while the weld metals of the DASW on S355J2+N with higher CE tend to contain higher proportions of 7.3% and even 8.2% for the even higher alloyed S690QL1.
In the FGHAZ, the area fraction of M/A particles for S355J2+N is highest at approximately 14.7% and many times higher than for S355ML and S690QL1, which have only approximately 4.1 and 1.5%. In the GCHAZ, only the S355ML shows a significant proportion of approximately 5.5%. The area fraction of large M/A5 is only significant for S355J2 + N in the FGHAZ and corresponds to approximately one-third of the total M/A area. In the GCHAZ, only in the case of S355ML significant proportions of M/A are present, which cause embrittlement despite of the bainitic matrix [33]. Large and elongated particles each form minor amounts of proportionally less than 15%. In weld metal, approximately equal M/A area fractions of 6–8% can be assumed for all steel grades, with higher fractions tending to be present in grades with higher CE. The M/A5 and M/AL constituents each represent proportionally less than 25%. The analysis confirms the findings of the matrix evaluation. Despite the different base metal compositions, the influence on the weld metal structure is relatively small.
Since the sole consideration of the area fraction in some cases does not allow a sufficient evaluation with respect to the expectable toughness properties [20, 21, 31, 32], the M/A particle distribution was analyzed, too (see Fig. 9). The area-specific number of M/A particles correlates predominantly with the associated area fraction, so that qualitatively similar statements can be made. The low area densities of M/A5 and M/AL represent their low absolute number. However, their comparatively high area fractions and shape-specific influence on the expected toughness are significant. In the area of FGHAZ, the significantly different M/A area fraction for the steel grade can be evaluated regarding toughness degradation. In the case of S355J2+N, both the highest area fractions and the highest area densities are present, so that approximately similar M/A particle sizes are assumed in comparison with S355ML. The significantly higher area fraction is relativized by the proportionally higher distribution. The densities of M/A5 and M/AL are about the same for S355J2+N, so that due to the many times higher M/A5 fraction compared to M/AL, significantly larger M/A particles are present. Consequently, a toughness reduction can be assumed. For the S355ML, it can be concluded that larger M/A particles tend to be present, compared to S690QL1. The latter exhibits a similar density with a much lower area fraction. The relatively high M/A content in the GCHAZ of S355ML can be put into perspective due to the high density, so that a lower embrittling effect can be assumed [20, 22, 31]. In the weld metal, for all base materials, similar area fractions are qualitatively represented by similar distributions. The elongated M/AL show higher densities than the M/A5 and are thus evaluated as relatively small and with little toughness-reducing effect.
4 Discussion and deduction
Due to the relatively low energy input and high heat dissipation into the base metal, the HAZ form is very limited. In the weld zone, the microstructure and HAZ shape are qualitatively axial-symmetrically for DASW in a flat position. Accordingly, the evaluation of the weld zone centered in the section is assumed to be representative, see Fig. 3. In general, the accuracy of microstructural characterization significantly depends on the quality of metallographic preparation. Contrast by etching is subject to variations due to surface quality, etchant concentration, temperature, exposure time, fluid flow, etc. This is particularly evident in tint etching. The LePera etch can vary relatively widely in terms of color appearance and contrast. Since a two-phase-based evaluation is performed, the result is significantly influenced by the threshold definition. The evaluation of the areas is influenced by the edge sharpness and contrast of the particles. However, with color value-based binarization, a robust selection for segmentation can be made by selecting different color spaces, see Fig. 4. Due to the DASW-specific thermocycles for ferritic materials, high microstructural proportions of low-carbon martensite result which, like the M/A particles, sometimes appear very bright and merely exhibit more intense shading. An exact separation and differentiation are therefore sometimes difficult and must be taken into account as a measurement uncertainty. Manual point analysis must also consider complex metallurgical processes, which can be read off from morphological phase features. Since the section plane projects the 3-dimensional structures quasi-stochastically in only one plane, misinterpretations are possible in some cases. However, due to a correspondingly high number of analysis points and the evaluation of several images, a representative area, as well as a high validity of the stereologically interpreted result, is assumed.
The weld metal microstructure and hardness were found to be relatively similar despite that the resulting composition essentially depends on the base plate as well, see Table 3. However, the composition may vary across the weld metal, and it was only measured in one plane approximately in the middle between the stud’s and base plate’s fusion line. Since the overall time temperature transformation behavior of the weld metal substantially differs based on the individual chemistry, the complex thermomechanical interaction is assumed to significantly influence the metallurgy. Here, more investigations are necessary to clarify the DASW weld metal mixing and elemental distribution during plunging. For all investigated weld metals, a relatively low AF content in the range of 20–35% was found. Since the toughness of the ferritic weld metal highly depends on the AF content [21], a rough estimation of the resulting impact energy values can be made. Taking into account investigations on shielded manual metal arc weld metal, low impact energy values of less than 30 J at -60 ℃ can be expected, which represent the lower shelf of the ductile–brittle transition temperature curve [18, 38]. The M/A content in weld metal was found to be relatively equal despite the very different C contents of the base materials. This can be explained by the resulting more similar weld metal composition and the fact that M/A formation is affected by the C diffusion as well. The M/A particles may be present in a similar proportion but possibly show different C concentrations as found in HAZ investigations of low-carbon bainitic steels, too [32]. In general, a good weldability regarding weld metal metallurgy with low LB/M and moderate hardness was found for all investigated steels, so that a principle applicability of DASW for different typically used structural steels is ensured.
The HAZ microstructure was found to be very dependent of the base plate steel grade. Despite the DASW-specific temperature cycles, typical microstructures result. The S355J2+N and S690QL1 show a quenching microstructure with typical strong hardening in the GCHAZ due to their high CE [8, 11]. Maximum harnesses of about 470 HV0.3 are in line with HAZ investigations on comparable steels with high cooling rates upon welding [1, 3, 11]. M/A is not present in the GCHAZ because of the extensive formation of LB/M. This confirms with results made in welding thermal simulation investigations for equivalent steel grades [8]. On the contrary, in FGHAZ ferrite phases with low C-solubility are present and thus a sufficient local C-enrichment may occur causing the formation of M/A. For S355J2+N, more PF with the lowest C solubility is present in the FGHAZ so that considerably, more M/A is formed. Especially, the high proportion of MA5 is assumed to be critical with respect to toughness [20, 34]. The excellent weldability of microalloyed thermomechanical rolled steel was confirmed for the used S355ML. The low-carbon content in conjunction with a Nb/Ti microalloying and low Mo content allows high cooling rates without strong hardening and material embrittlement [12]. In contrast to the S355J2 + N and S690QL1, no LB/M but FS was found in GCHAZ. Therefore, a sufficient local C enrichment is present to form granular M/A microphases as found for linear welding [13]. A diffusion-controlled C segregation took place despite the higher cooling rates in DASW.
Based on the metallographic analyses, the qualitative conclusions listed in Table 4 can be drawn regarding the mechanical-technological properties to be expected in the GCHAZ, which is critical in terms of material behavior and the weld metal.
The HAZ is assumed to be critical in terms of toughness and ductility [39]. Especially in the GCHAZ, extremely high hardness and brittleness must be expected for DASW on typical structural steels, already with moderate carbon equivalents (CE about 0.4%). This means that in case of higher hydrogen contents, e.g., when welding under harsh conditions on-site or using inappropriate ferrules, a hydrogen-assisted cold cracking susceptibility might become an issue [40].
5 Conclusion
The DASW is characterized by a complex thermomechanical interaction of two different materials causing a specific metallurgy. Weld joints on different structural steel grades with varying strength and delivery condition (S355J2+N, S355ML, S690QL1) were metallographically investigated to study the basic metallurgy and to deduce the material properties in specific weld regions. Based on the extensive metallographic analysis, a general applicability of DASW on different steel grades regarding the formation of an appropriate weld metal microstructure and a typical HAZ formation as a result of high cooling rates was identified. The following conclusions were made:
-
a)
To entirely examine the microstructure of DASW joints a complementary analysis of the ferritic matrix as well as the M/A microphases is necessary. In all weld metal of the combinations as well as in the HAZ, significant amounts of M/A were found despite the high cooling rates upon welding.
-
b)
A relatively similar microstructure and hardness level of about 220–300 HV0.3 resulted in the weld metal despite welding on different structural steels with varying chemical composition and relating general weldability.
-
c)
The weld metal comprises mainly of ferrite with secondary phases, namely upper bainite, and only a relatively low content of acicular ferrite in the range of 20–35%. Moreover, M/A in the range of 7–8% was found. Therefore, a relatively high ductile–brittle transition temperature is expected.
-
d)
The HAZ microstructure strongly depends on the steel grade and predominantly consists of a quenched microstructure with displacive transformation phases. For S355J2+N and S690QL1, extensive LB/M formation occurs, and a high hardness of up to 470 HV0.3 results in the GCHAZ. On the contrary, the S355ML mainly shows FS formation with M/A constituent and no substantial hardening.
-
e)
High strength but low ductility and toughness can be expected in the weld metal in general and in the HAZ of steels with limited or even critical weldability. This already includes steels with an actually good weldability and a moderate carbon equivalents (CE about 0.4%). To examine the deduced material properties in the weld zone, further material studies including destructive testing are needed.
References
Trillmich R, Welz W (2016) Stud welding – principles and application. DVS media GmbH, Düsseldorf
Nishi K (2008) The latest situation in stud welding from operational examples to standards. Weld Int 22(5):294–298. https://doi.org/10.1080/09507110802200812
Abbas EN, Omran S, Alali M, Abass MH, Abood AN (2018) Dissimilar welding of AISI 309 stainless steel to AISI 1020 carbon steel using arc stud welding. Proc Int Conf Adv Sci Eng, Duhok. https://doi.org/10.1109/ICOASE.2018.8548844
Brätz O (2021) Methodik zur Qualifizierung des Lichtbogenbolzenschweißens mit Hubzündung für den Einsatz im Unterwasserbereich. Dissertation, University of Rostock. https://doi.org/10.18453/rosdok_id00003723
ISO 14555 (2017) Welding — arc stud welding of metallic materials. ISO, Vernier
AWS D1.1/D1.1M (2020) Structural welding code — Steel. American Welding Society, Miami
Cui K, Yang H, Yao S, Li Z, Wang G, Zhao H, Nan X (2022) Effects of V-N microalloying on microstructure and property in the welding heat affected zone of constructional steel. Metals 12:45. https://doi.org/10.3390/met12030480
Zhang Y, Xiao J, Liu W, Zhao A (2021) Effect of welding peak temperature on microstructure and impact toughness of heat-affected zone of Q690 high strength bridge steel. Mater 14(11):2981. https://doi.org/10.3390/ma14112981
Sisodia RPS, Gáspár M (2019) Physical simulation-based characterization of HAZ properties in steels. Part 1. High-strength steels and their hardness profiling. Strength Mater 51:490–499. https://doi.org/10.1007/s11223-019-00094-5
Górka J (2018) Assessment of steel subjected to the thermomechanical control process with respect to weldability. Metals 8(3):169. https://doi.org/10.3390/met8030169
Sokolov M, Salminen A, Kuznetsov M, Tsibulskiy I (2011) Laser welding and weld hardness analysis of thick section S355 structural steel. Mater Des 32(10):5127–5131. https://doi.org/10.1016/j.matdes.2011.05.053
Mohrbacher H (2019) Metallurgical effects of niobium and molybdenum on heat-affected zone toughness in low-carbon steel. Appl Sci 9(9):1847. https://doi.org/10.3390/app9091847
Chen J, Zhang Z, Zhang Z, Liu Y, Zhao X, Chen J, Chen H (2022) Effect of the cooling rate of thermal simulation on the microstructure and mechanical properties of low-carbon bainite steel by laser-arc hybrid welding. Coatings 12(8):1045. https://doi.org/10.3390/coatings12081045
Soltanzadeh H, Hildebrand J, Kraus M, Asadi M (2016) Modelling of a stud arc welding joint for temperature field, microstructure evolution and residual stress. Proc ASME 2016 Press Vessels Piping Conf. Vol 6B: Mater Fabr. Vancouver. V06BT06A002. https://doi.org/10.1115/PVP2016-63285
Yilmaz NF, Hamza AA (2014) Effect of process parameters on mechanical and microstructural properties of arc stud welds. Mater Test 65(19):806–811. https://doi.org/10.3139/120.110629
Samardzic I, Kladaric I, Klaric S (2009) The influence of welding parameters on weld characteristics in electric arc stud welding. Metalurgija 48(3):181–186
Thewlis G (2004) Classification and quantification of microstructures in steels. J Mater Sci Technol 20(2):143–160. https://doi.org/10.1179/026708304225010325
Evans GM, Bailey N (1997) Metallurgy of basic weld metal. Woodhead publishing limited, Abington
Bonneviea E, Ferrièrea G, Ikhlefa A, Kaplanb D, Oraina JM (2004) Morphological aspects of martensite–austenite constituents in intercritical and coarse grain heat affected zones of structural steels. J Mater Sci Eng A 385(1-2):352–358. https://doi.org/10.1016/j.msea.2004.06.033
Banaschik R, Brätz O, Henkel K-M (2017) Systematic expansion of the microstructural characterization of ferritic weld metals. Pract Metallogr 54(10):669–684. https://doi.org/10.3139/147.110466
Jorge JCF, De Souza LFG, Mendes MC, Bott IS, Araújo LS, Dos Santos VR, Rebello JMA, Evans GM (2021) Microstructure characterization and its relationship with impact toughness of C-Mn and high strength low alloy steel weld metals – a review. J Mater Res Technol 10:471–501. https://doi.org/10.1016/j.jmrt.2020.12.006
Brätz O, Henkel K-M, Breinlinger P (2017) Wirtschaftlicheres Fertigen von Offshore-Gründungsstrukturen durch streckenenergieneutrales UP-Schweißen mit Kaltdrahtzufuhr. DVS Berichte 337:1–7
Pargeter RJ, Dolby RE (1986) Guidelines for classification of ferritic steel weld metal microstructures in the light microscope. Weld World 24(7/8):144–149
Abson DJ, Duncan A, Pargeter RJ (1988) Guide to the light microscope examination of ferritic steel weld metals. IIW Doc IX-1533–88
Banaschik R (2021) Mikrostrukturelle Charakterisierung langsam abkühlender ferritischer Schweißgüter am Beispiel des Elektrogasschweißens. Dissertation, University of Rostock. https://doi.org/10.18453/rosdok_id00003552
Banaschik R, Brätz O, Henkel K-M (2019) Schweißmetallurgische Untersuchung des Elektroschlacke-Kanalschweißens zur Qualifizierung für stahlbauliche Anwendungen im Dickblechbereich. DVS Bericht 355:318–326
Messler RW Jr (2004) Principles of welding – processes, Physics, Chemistry and Metallurgy. WILEY-VCH, Weinheim
Loder D, Sk M, Mayerhofer A, Bernhard C (2017) On the capability of nonmetallic inclusions to act as nuclei for acicular ferrite in different steel grades. Metall Mater Trans B 48:1992–2006. https://doi.org/10.1007/S11663-017-0984-Y
Oh YJ, Lee S-Y, Byun J-S, Shim J-H, Cho YW (2000) Non-metallic inclusions and acicular ferrite in low carbon steel. Mater Trans JIM 41(12):1663–1669. https://doi.org/10.2320/matertrans1989.41.1663
Bhadeshia HKDH, Honeycombe R (2017) STEELS – microstructure and properties, 4th edn. Butterworth-Heinemann, Oxford/Cambridge
Matsuda F, Ikeuchi K, Fukada Y, Horii Y, Okada H, Shiwaku T, Shiga C, Suzuki S (1995) Review of Mechanical and Metallurgical Investigations of M-A Constituent in Welded Joint in Japan. Trans JWRl 24(1):1–24
Lan L, Qui C, Zhao D, Gao X, Du L (2012) Analysis of martensite austenite constituent and its effect on toughness in submerged arc welded joint of low carbon bainitic steel. Mater Sci 47:4732–4742. https://doi.org/10.1007/s10853-012-6346-x
Kim BC, Lee S, Kim NJ, Lee DY (1991) Microstructure and local brittle zone phenomena in high-strength low-alloy steel welds. Metall Trans A 22(2):139–149. https://doi.org/10.1007/BF03350956
Lou X, Chen X, Wang T, Pan S, Wang Z (2018) Effect of morphologies of martensite–austenite constituents on impact toughness in intercritically reheated coarse-grained heat-affected zone of HSLA steel. Mater Sci Eng A 710:192–199. https://doi.org/10.1016/j.msea.2017.10.079
Lu F, Gheng G, Chai F, Pan T, Shi Z, Su H, Yang C (2016) Effect of heat input on cleavage crack initiation of simulated coarse grain heat-affected zone in microalloyed offshore platform steel. J Iron Steel Res Int 23(10):1086–1095. https://doi.org/10.1016/S1006-706X(16)30161-3
Li X, Fan Y, Ma X, Sv S, Shang C (2015) Influence of martensite-austenite constituents formed at different intercritical temperatures on toughness. Mater Des 67:457–463. https://doi.org/10.1016/j.matdes.2014.10.028
LePera FS (1980) Improved etching technique to emphasize martensite and bainite in high-strength dual-phase steel. JOM 32:38–39. https://doi.org/10.1007/BF03354553
Svensson L, Gretoft B (1990) Microstructure and impact toughness of C-Mn weld metals. Weld J 69(12):454s–461s
Brätz O, Henkel K-M (2022) Evaluation of hardness and impact toughness of drawn arc stud weldments on different structural steel grades. IIW Doc XV-1646–2022
Brätz O, Henkel K-M (2021) Diffusible hydrogen concentration in drawn arc stud weldments. ce/papers 4(2-4):2481–2487. https://doi.org/10.1002/cepa.1576
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Oliver Brätz. The first draft of the manuscript was written by Oliver Brätz, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX—Behaviour of Metals Subjected to Welding.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Brätz, O., Henkel, KM. Investigations on the microstructure of drawn arc stud welds on structural steels by quantitative metallography. Weld World 67, 195–208 (2023). https://doi.org/10.1007/s40194-022-01417-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01417-y