
Abstract
According to the IIW recommendation, the fatigue strength of welded steel joints is defined as independent of the base material in case of the as-welded condition. However, post-treatment techniques can improve the fatigue performance of welded structures, especially for increased base material strengths. Therefore, this paper investigates the effect of TIG dressing, as common post-weld treatment method, on the fatigue strength of high-strength steel S700 cruciform joints. The statistically evaluated fatigue test results reveal a significant increase of the nominal fatigue strength from FAT 90 for the as-welded up to 182 MPa for the TIG-dressed state. The experiments are further compared to recommended and suggested design curves applying both nominal as well as local stress approaches. Focusing on the TIG-dressed state, the suggested increase in nominal stresses is well validated leading to a conservative assessment. In addition, the proposed slope in the finite life region with a value of m1 = 4 shows a sound fit to the statistically evaluated value of m1 = 4.7 for the test results. The local fatigue strength estimation is performed based on a recent proposal using the theory of critical distances. Therefore, linear elastic numerical analysis of the investigated specimens is performed. Again, the resulting S-N curves agree well to the experiments validating the proposed local design approach.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
According to the IIW Recommendations for Fatigue Design of Welded Joints and Components [1], the fatigue resistance of welded steel joints in as-welded condition is defined as independent of the base material strength. However, post-weld treatment methods can improve the fatigue strength, whereas further recommendations are provided, for example, in [2]. An overview of common post-treatment techniques is presented in [3]. Thereby, a subdivision in weld geometry improvement and residual stress methods is shown. In regard to the first-mentioned, techniques affecting the local weld topography, such as burr grinding [4] or TIG dressing [5], are classified. Concerning the latter one, methods mostly influencing the residual stress condition [6] are considered, like shot peening [7], hammer/needle peening [8], HFMI treatment [9] as well as further non-mechanical techniques, such as post-weld heat treatment [10]. Especially in case of the methods based on an improvement of the local residual stress condition, special attention must be laid on increased stress ratios [11,12,13] or variable amplitude loads [14,15,16] mostly due to a possible relaxation of the compressive residual stress condition [17, 18].
This paper focusses on the TIG dressing as post-treatment technique focussing on the improvement of the weld toe geometry. A review of fatigue test data for TIG-dressed steel welds is given in [19]. Thereby, in total, 311 fatigue data points involving longitudinal attachments, transverse non-load carrying welds as well as butt and T-joints are considered. Based on the statistical analysis it is concluded that a slope of m1 = 4 within the finite life region fits well to the investigated TIG-dressed weld joints. Moreover, S-N design curves and the corresponding fatigue strength values at two million load cycles at a survival probability of PS = 97.7%, denoted as FAT class, are proposed in case of constant amplitude loading. It is also mentioned that more fatigue test data is needed to verify the given proposals. Due to the lack of available fatigue tests, no design method for variable amplitude loading can be suggested. In Fig. 1, the proposed maximum possible improvement in number of FAT classes for TIG-dressed steel welds in dependence of the base material yield strength fy is shown. In case of a high-strength steel with a base material yield strength of fy = 700 MPa, as used within this study, a maximum possible improvement of four FAT classes is proposed.

Proposed improvement due to TIG dressing according to [19]
A method to assess the fatigue strength of TIG-dressed weld joints by local approaches is presented in [20]. Based on a simplified numerical modeling, considering only a rough estimation of the weld profile and the fillet radius, a linear elastic finite element analysis acts as fundament for the local assessment. Further, two different procedures for the fatigue design are proposed, which fundament on the theory of critical distances [21]. This approach was already successfully applied for joints in as-welded condition [22] and is now also applied for TIG-dressed weld joints.
First, the local stress in a distance of a = 0.7 mm below the surface at the weld toe should be used. Thereby, the fatigue strength assessment is performed applying a value of FAT 160. Second, the local stress in a distance of a = 0.6 mm below the surface at the position of the maximum stress should be used. In this case, a value of FAT 180 is applicable for design. An additional factor is also introduced covering the effect of the base material strength. It is finally stated, that further fatigue test data are needed to verify the presented approach. In this paper, the fatigue assessment for the as-welded condition is performed in accordance to the common effective notch stress approach as recommended in [1] applying a reference radius of rref = 1 mm [23].
Therefore, this paper scientifically contributes to the following working topics focussing on the fatigue strength assessment of TIG-dressed steel joints:
-
Fatigue tests covering high-strength steel S700 cruciform joints in both as-welded and TIG-dressed condition to validate the proposed values given in [1, 19].
-
Numerical analysis incorporating the local weld toe topography as well as global shape of the analyzed specimens to compute the local stress conditions.
-
Local fatigue strength assessment to validate the presented methods given in [1, 20].
2 Base material and specimen design
The fatigue tests were conducted with cruciform joints made of high-strength steel alform® 700 ME according to EN 10149–2. The specimens were manufactured from thermomechanically rolled panels with a sheet thickness of 10 mm. The mechanical properties and the chemical composition of the fine-grained steel according to the EN 10204 3.1 certification are presented in Tables 1 and 2.
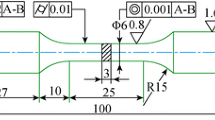
The test specimens were manufactured by GMAW two plates, each with dimensions of 300 × 350 × 10 mm3, and a cross strip (50 × 350 × 10 mm3). Subsequently, each assembly is cut into three test samples with machined surfaces all around the contour. In a final step, the specimens were sandblasted. The final geometry of the investigated specimens is presented in Fig. 2.

Geometry of the investigated specimens
The weld assemblies are GMAW using a robot with a M21 shielding gas (82% Ar + 18% CO2) and filler material alform® 700-IG with a diameter of 1.0 mm. Nominal mechanical properties and nominal chemical composition of the used pure filler material are summarized in Tables 3 and 4.
A schematic of the joint design and welding sequence of the two-sided fillet weld is presented in Table 5. The weld assembly is welded in position PA or PB according to ISO 6947 [27] with maximum inter-pass temperature of 150 °C. An optical analysis of the welded specimens revealed that not all samples exhibit a complete joint penetration.
3 Post-weld treatment (TIG dressing)
To improve fatigue strength, TIG dressing (Table 6) is applied by smoothing the transition between the plate and the weld face and by reducing the weld toe flaws by re-melting the material at the weld toe. Figure 3 shows a comparison of the transitions of the as-welded specimen and the TIG-dressed specimen. The TIG dressing process was performed according to IIW Recommendations [2] and prior to cutting out the samples of the weld assembly.

Typical shapes in cross sections of as-welded and TIG-dressed welded joints
4 Fatigue tests
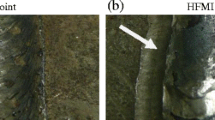
The fatigue tests were performed with a servo-hydraulic universal testing machine under load-controlled uniaxial constant amplitude loading (CAL) at a load stress ratio of R = 0.1. As already mentioned, two test series of load carrying cruciform joints of alform® 700 ME with and without post-weld treatment were investigated. The fatigue tests were performed until macro crack initiation or without failure until a defined run-out limit of ten million load cycles. It was evaluated by a defined increase of the maximum stroke of the test cylinder leading to a surface crack length of certain millimeters. This abort criterion is similar to total fracture of the specimen as only a small amount of total lifetime is spent in the further crack propagation after technical crack initiation. Figure 4 shows a typical fracture pattern with crack initiation at the weld toe (transition region between weld metal and HAZ) as dominant failure criterion for all tests. A total number of 50 tests were carried out, equally divided between the two series, as-welded and TIG-dressed.

Typical fracture behavior and representative fracture surface of the TIG-dressed specimens
The statistical data processing of the fatigue test data in the finite life region is executed by using the method given in [1]. In order to consider scattering of the test results, the statistical evaluation of the fatigue strength is conducted for a survival probability of PS = 97.7% with a k value of 2.02. Figure 5 shows the test results and the statistically evaluated S-N curves for the cruciform joints with and without post-weld treatment. The results and S-N curves relate to nominal stresses. For both series, as recommended for CAL, a second slope of m2 = 22 is applied after the knee point at 1 × 107. For the slope in the finite life region, a value of m1 = 3.9 is calculated in the case of the as-welded condition and of m1 = 4.7 for the TIG-dressed specimens. The variances of the exponent m1 of S–N curve to 3 can be partly related to the sheet thickness of the investigated specimens. A corresponding investigation can be found in [24]. The nominal fatigue strength Δσn at two million load cycles results in 90 MPa for as-welded specimens, and 182 MPa represents the characteristic fatigue strength for TIG-dressed condition.

Fatigue test results and S-N curves of as-welded and TIG-dressed specimen
5 Numerical analysis
Based on pictures, taken with a camera with telecentric lenses, and a geometry measurement of the welded specimen, 20 finite element models are generated. The simulations are performed as 2D plain strain with 8-node quadrilateral elements according to [25, 26]. All models are calculated with a nominal stress σn = 1 MPa using linear elastic solutions [20]. The maximum principal stress is used for the evaluation. The TIG-dressed specimens are evaluated at two positions. First, perpendicular at the weld toe in a depth of a = 0.7 mm, and second, at the location with maximum stress at a depth of a = 0.6 mm, see [20]. Finite element models regarding the as-welded geometry are evaluated at the point with the maximum notch stress.
All simulations were carried out with the CAE Software Siemens NX Version 1980. The material for the finite element simulation is defined as steel with a Young’s modulus of E = 206 940 MPa and a Poisson’s ratio ε = 0.288; both values are from the material database of the CAE software.
5.1 Geometry measurements
The extraction of the geometry for both cruciform joints, as-welded and TIG-dressed, was performed with the CAE software. Importing the pictures into the CAE software allows to measure angles and distances and transforms it to a true to scale model. Due to the non-perspective distortion of the telecentric lenses, all photos exhibit a fixed scale. The generated cross section of the TIG-dressed cruciform joints includes the local weld geometry. It is generated with spline curves based on the imported photos taken during the test series (Fig. 6). The transverse and longitudinal sheets are designed with lines.

CAD model of a TIG-dressed geometry
The as-welded cruciform joints are created with an idealized geometry based on geometry measurements of 26 specimens taken from the photos. For the geometric quantities, such as throat depth and flank angle, the mean value of the geometric measurements is used (Table 7). The notch root radius is defined with rref = 1 mm [23]. As the manufactured specimens showed that the fillet welds feature incomplete penetration, a small gap with a width of 2 mm and a height of 0.5 mm is modeled in order to accurately cover the local stress flow (Fig. 7).

CAD model of the as-welded geometry with incomplete penetration
5.2 Finite element model
In order to obtain a suitable mesh for the simulation and analysis of the local stress, the cross section is divided in two areas. One area is defined with an offset curve of 2 mm using the shape of the cruciform joint. It ensures the use of a mapped mesh with an element edge length of 0.1 mm (Figs. 8 and 9). The remaining area is meshed by quadrilateral elements (CPLSTN8 - plane strain quadrilateral element with 8 nodes) with an edge length of 0.1 mm to about 3.5 mm (Figs. 10, and 11).

Detail of the finite element mesh at a TIG-dressed fillet weld

Detail of the finite element mesh at an as-welded fillet weld

Finite element mesh of a TIG-dressed cruciform joint

Finite element mesh of an as-welded cruciform joint
Two rigid body elements (RBE) are created at both ends of the model for the force application of the tensile load. The reference nodes of the RBEs are used as grip points for the boundary conditions. One reference node of the RBE is used to apply the nominal force. It has a free displacement in longitudinal direction, whereas all other displacements are locked. The second reference node is locked in all translational and rotational displacements.
5.3 Numerical results
As aforementioned, the maximum principal stress (Fig. 12) is used for evaluation. The computed results for the as-welded condition (Fig. 13) results in a maximum stress concentration factor Kt = 2.62 at the surface of the weld toe radius at the upper fillet weld.

Maximum principle stress of a TIG-dressed cruciform joint

Maximum principle stress of an as-welded cruciform joint
From the test results of the TIG-dressed specimens, it was observed that all specimens failed at the weld toe of the HY weld. Hence, the local stress results at the HY welds are considered. For this purpose, as indicated in [20], the maximum principal stresses at a depth of a = 0.6 mm and a = 0.7 mm are evaluated, starting from the location of the maximum stress at the surface and the weld toe, respectively. From these results, the arithmetic mean value of the stress concentration factor Kt is calculated for differently analyzed TIG-dressed specimen leading to a representative average Kt value (Table 8). Although there are no explicit measurement data of the transition radii for the specimens, the factor Kt at the surface can be considered as an effect of the transition between the plate and the weld face.
6 Fatigue strength assessment
6.1 Nominal stress approach
Figures 14 show the nominal stress test results of the high-strength steel cruciform joints for the as-welded and the TIG-dressed state in comparison with the recommended [1] and proposed [20] values. In accordance to IIW recommendations [1], assuming high tensile residual stresses and therefore no strength correction based on the applied R ratio, both cruciform joints correspond to structural detail 413 with a FAT class of 63 for steel. In the case of the nominal stress approach, an improvement of the fatigue strength can be achieved by considering the plate thickness as suggested in [1]. The corresponding Eq. (1) is given below, with a reference thickness of tref = 25 mm. According to IIW recommendations [1], this thickness correction factor is basically considered as a reduction factor for welded joints with plate thicknesses exceeding 25 mm. However, if experimental data are available, an increase in strength can be considered for thinner structures, as also indicated in [28] and [29]. Based on an effective thickness teff = 10 mm, the joint category, and the weld condition, a thickness correction exponent of n = 0.3 is obtained for the as-welded state. Furthermore, this results in a thickness correction factor for the as-welded cruciform joint of f(t) = 1.32. The value of the FAT class can subsequently be improved to 83. The benign thinness factor for the TIG-dressed joints results to f(t) = 1.2 using a thickness correction exponent of n = 0.2. With the proposed improvement for TIG dressing, as shown in Fig. 1, the fatigue resistance for a base material with a yield strength of 700 MPa is increased by four classes from FAT 63 to FAT 100. Applying the thickness correction factor f(t) = 1.2 lead to FAT 120. The summary of the input information for calculating f(t) is provided in Table 9.

As shown in Fig. 14, the recommended S-N curve for the as-welded condition is close to the statistically evaluated test results. However, although both curves are intersecting in the finite life region, the test data points are still conservatively assessed. A more conservative and safe design would be ensured if the applied thickness correction factor would be neglected, which is also conform to the recommendations.
Focussing on the TIG-dressed state, the comparison reveals that the proposed S-N curve fits well to the fatigue test results leading to a conservative assessment. Moreover, the suggested slope value in the finite life regime of m1 = 4 shows a sound match to m1 = 4.7 based on the statistical evaluation.
6.2 Local stress approach
The results of the evaluation according to the local stress approach are shown in Figs. 15 and 16. Figure 15 depicts the comparison of IIW design curve for the effective notch stress approach and the fatigue test results applying the stress concentration factor obtained by numerical calculation as outlined in Sect. 5. It can be observed that the S-N curve for the effective notch stress approach is comparably close, respectively, partly below the recommended FAT class of 225. This is due to fact, among other aspects, that no global deformation, e.g., axial misalignments or angular distortion, is considered in the numerical computation of the stress concentration factor. As no such data was available, no implementation in the finite element modeling was executed. However, as explained in the case of the nominal stress approach, the fatigue test data points are mostly still conservatively assessed.

Comparison of effective notch stress fatigue test results with corresponding SN curve given in [1]

Comparison of local stress fatigue test results with corresponding S-N curve given in [20]
This once again underlines the fact that geometry measurements are very important for a fatigue assessment of welded structures. Further, a comprehensive planning, execution, and technical documentation of fatigue tests is utmost important.
The proposed S-N curves as shown in Fig. 16 rely on the suggested fatigue resistance as noted in [20]. The results for the TIG-dressed specimens with the evaluation point a = 0.6 mm are compared against the fatigue class of FAT 180. The TIG-dressed specimens with the evaluation point a = 0.7 mm are compared against the fatigue class of FAT 160 [20]. Considering the material strength, the fatigue resistance can be increased with the factor f (Eq. (2)) as given in [20].
Using the mean value of tensile strength of alform® 700 (see Table 2), this leads to Rm = 807 MPa. Considering a factor of fRm = 0.1 [20], a fatigue increasing factor of f = 1.13 is calculated, which raises the fatigue resistance from FAT 160 and FAT 180 up to FAT 181, respectively, FAT 203. Again, the suggested design curve as well as the slope in the finite life regime reveals a sound match to the experimental results, thus validating the suggested approach given in [20].
7 Conclusions
This paper investigates the effect of TIG dressing as post-weld treatment technique in order to improve the fatigue strength of welded joints. As specimen type a high-strength steel S700 cruciform joint is analyzed. Based on the conducted experimental and numerical work, the following scientific conclusions are drawn:
-
The statistically evaluated S-N curves based on the fatigue test data reveals an increase of the nominal fatigue strength Δσn at two million load cycles from 90 MPa for the as-welded condition up to 182 MPa in case of the TIG-dressed specimens. Hence, a significant benefit in fatigue strength by TIG dressing for the investigated specimens is observed.
-
An application of the nominal stress approach for the as-welded state shows that the recommended S-N curve based on [1] is close to the statistically evaluated test results. Nevertheless, the test data points are conservatively assessed. In case of the TIG-dressed condition, the comparison to the proposed design curve based on [19] shows a sound match to the fatigue test results leading to a conservative assessment. Further, the suggested slope of m1 = 4 in the finite life region fits well to m1 = 4.7 based on the statistical evaluation.
-
Local fatigue strength assessment is conducted based on a numerical stress analysis according to [1] for the as-welded and based on the approach given in [20] for the TIG-dressed state. Applying the effective notch stress approach for the as-welded condition, again a similar behavior as shown in case of a nominal stress assessment is observed. In this conjunction, it can be concluded that global deformations, such as axial misalignment or angular distortion, may greatly impact the local stress concentration, hence influencing the local fatigue assessment. However, the fatigue test data points are again mostly conservatively assessed. Focusing on the TIG-dressed condition, the suggested approach, which is based on the theory of critical distances, is applied. Again, a sound match to the experiments can be concluded leading to a conservative assessment.
To sum up, the suggested design approaches as given in [19, 20] applicable for a fatigue assessment based on nominal and local stresses lead to a conservative estimation of the fatigue behavior in case of the analyzed specimens. Further focus may be laid on the modeling of global deformations, such as axial misalignment and angular distortion, in order to increase the accuracy in computing local stress conditions as basis for a local fatigue assessment.
References
Hobbacher A (2016) IIW recommendations for fatigue design of welded joints and components. WRC, New York
Haagensen P.J, Maddox S. J, (2013) IIW Recommendations on methods for improving the fatigue strength of welded joints, IIW document IIW-2142–110
Kirkhope KJ, Bell R, Caron L, Basu RI, Ma K-T (1999) Weld detail fatigue life improvement techniques. Part 1: review. Mar Struct 12:447–474
Braun M, Wang X (2021) A review of fatigue test data on weld toe grinding and weld profiling. Int J Fatigue 145:106073
Dahle T (1998) Design fatigue strength of TIG-dressed welded joints in high-strength steels subjected to spectrum loading. Int J Fatigue 20:677–681
Cheng X, Fisher JW, Prask HJ, Gnäupel-Herold T, Yen BT, Roy S (2003) Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int J Fatigue 25:1259–1269
Hensel J, Eslami H, Nitschke-Pagel T, Dilger K (2019) Fatigue strength enhancement of butt welds by means of shot peening and clean blasting. Metals 9:744
Tai M, Miki C (2014) Fatigue strength improvement by hammer peening treatment—verification from plastic deformation, residual stress, and fatigue crack propagation rate. Welding in the World 58:307–318
Leitner M, Stoschka M, Eichlseder W (2014) Fatigue enhancement of thin-walled, high-strength steel joints by high-frequency mechanical impact treatment. Welding in the world 58:29–39
Leitner M, Mössler W, Putz A, Stoschka M (2015) Effect of post-weld heat treatment on the fatigue strength of HFMI-treated mild steel joints. Welding in the World 59:861–873
Leitner M, Stoschka M (2020) Effect of load stress ratio on nominal and effective notch fatigue strength assessment of HFMI-treated high-strength steel cover plates. Int J Fatigue 139:105784
Leitner M, Barsoum Z (2020) Effect of increased yield strength, R-ratio, and plate thickness on the fatigue resistance of high-frequency mechanical impact (HFMI)–treated steel joints. Welding in the World 64:1245–1259
Mikkola E, Doré M, Marquis G, Khurshid M (2015) Fatigue assessment of high-frequency mechanical impact (HFMI)-treated welded joints subjected to high mean stresses and spectrum loading. Fatigue Fract Eng Mater Struct 38:1167–1180
Yildirim H, Marquis G (2013) A round robin study of high-frequency mechanical impact (HFMI)-treated welded joints subjected to variable amplitude loading. Welding in the World 57:437–447
Leitner M, Ottersböck M, Pußwald S, Remes H (2018) Fatigue strength of welded and high frequency mechanical impact (HFMI) post-treated steel joints under constant and variable amplitude loading. Eng Struct 163:215–223
Leitner M, Stoschka M, Barsoum Z, Farajian M (2020) Validation of the fatigue strength assessment of HFMI-treated steel joints under variable amplitude loading. Welding in the World 64:1681–1689
Schubnell J, Carl E, Farajian M, Gkatzogiannis S, Knödel P, Ummenhofer T, Wimpory R, Eslami H (2020) Residual stress relaxation in HFMI-treated fillet welds after single overload peaks. Welding in the World 64:1107–1117
Leitner M, Khurshid M, Barsoum Z (2017) Stability of high frequency mechanical impact (HFMI) post-treatment induced residual stress states under cyclic loading of welded steel joints. Eng Struct 143:589–602
Yildirim H (2015) Review of fatigue data for welds improved by tungsten inert gas dressing. Int J Fatigue 79:36–45
Baumgartner J, Yildirim H, Barsoum Z (2019) Fatigue strength assessment of TIG-dressed welded steel joints by local approaches. Int J Fatigue 126:72–78
Peterson R.E (1959) Metal fatigue McGraw-Hill Book Company, Inc.
Baumgartner J, Schmidt H, Ince E, Melz T, Dilger K (2015) Fatigue assessment of welded joints using stress averaging and critical distance approaches. Welding in the World 59:731–742
Sonsino CM (2009) A consideration of allowable equivalent stresses for fatigue design of welded joints according to the notch stress concept with reference radii rref=1.00 and 0.05mm. Welding in the World 59:64–75
Sonsino CM, Bruder T, Baumgartner J (2010) S-N lines for welded thin joints - suggested slopes and FAT values for applying the notch stress concept with various reference radii. Weld World 54:375–392
Baumgartner J, Bruder T (2013) An efficient meshing approach for the calculation of notch stresses. Welding in the World 57:137–145
Leitner M, Pauer P, Kainzinger P, Eichlseder W (2017) Numerical effects on notch fatigue strength assessment of non-welded and welded components. Comput Struct 191:51–61
EN ISO 6947:2020–02 (2019) Welding and allied processes – welding position (ISO 6947)
Stoschka M, Leitner M, Posch G et al (2013) Effect of high-strength filler metals on the fatigue behaviour of butt joints. Weld World 57:85–96
Stoschka M, Leitner M, Fössl T et al (2012) Effect of high-strength filler metals on fatigue. Weld World 56:20–29
Funding
Open access funding provided by Graz University of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Brunnhofer, P., Buzzi, C., Pertoll, T. et al. Fatigue strength assessment of TIG-dressed high-strength steel cruciform joints by nominal and local approaches. Weld World 66, 2585–2594 (2022). https://doi.org/10.1007/s40194-022-01345-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-022-01345-x