
Abstract
The focus of this work is to investigate the fatigue strength of a cruciform joint one-sided through-welded by a HV seam with a backing layer made of a 10-mm-thick S355 mild steel. The aim is firstly to analyse the effect of the deformation state incorporating angular distortion and axial misalignment on the fatigue strength of the tested specimens and secondly, the analysis of the benefit by grinding as post-treatment method on the resulting fatigue performance. The deformation impact is numerically investigated utilizing geometry measurements of the specimens as well as strain gauge measurements for validation. Thereby, the near notch stress under clamping condition without any load and under an additional static nominal load is analysed. Based on these investigations, the applied stress range for each tested specimen is converted to a “deformation-free” condition by means of the IIW-recommended km factor. The statistical analyses of the data points with and without this modification reveal a significant impact by the deformation state on both the evaluated fatigue strength and the scatter band. Moreover, this affects the evaluated benefit by grinding as post-treatment, whereas an increase of more than 40% in the fatigue strength at 2 million cycles is observed using the modified data points.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Due to the constantly increasing demands on modern mechanical engineering and on track-laying machines in particular, the level of customer-specific requirements with regard to the state of the art and the quality continues to rise to the highest level. This does not even stop at complex welding structures. Hence, this paper resulted not least from the changing standards [1, 2] and regulations [3], the different national-specific laws, and the just mentioned customer requirements. Thus, in this context, the fatigue strength of the seam has to be brought to a higher level through welding and the post-weld treatment process of grinding the seam.
For welded assemblies such as bogie frames, engine mounts, cabin front walls, or chassis frames in rail vehicles that are subjected to very high loads, the permissible stress of a butt or fillet weld is often not enough. This is because the normative requirements result in typical accelerations of axlebox-mounted equipment of up to ±70 g due to gravity in the vertical direction [4], which influence the mounted part. Due to this, only fully welded seams can resist the high loads [5]. In order to be able to meet the associated challenges in the field of modern mechanical engineering in the future, this paper focuses on a one-sided full-penetration welded HV seam [6]. This welding parameter is selected in welded frame profiles where there is no space on the inside to weld a backing layer. Therefore, welding is only performed from the outside. The root layer has a shape like a welded backing layer. Amongst other things, this promises a faster and more effective manufacturing process.
Furthermore, an essential aspect related to the fatigue behaviour of the component structure is the analysis of the welding process-induced deformation [7,8,9] and the post-weld treatment procedure to as-welded seams. In regard to the latter effect, there are many different methods, such as the post-weld heat finishing [10,11,12], TIG grinding [13,14,15], burr grinding [16,17,18], shot peening [19,20,21], needle/hammer peening [22,23,24], ultrasonic peening treatment [25,26,27], or high-frequency mechanical impact treatment [11, 28, 29]. The analyses in this work focus on the grinding process using an angle grinder with a flap disc [30,31,32] for the post-weld treatment based on the specified framework conditions.
Hence, the objective of this paper is to analyse and evaluate the effect of the lifetime curves of as-welded and ground samples and to include angular distortion and axial misalignment in the fatigue life evaluation to generate new fatigue life curves with a survival probability of Ps = 97.5. This should help to take modern mechanical engineering to the next level.
Several methods are chosen to achieve this goal. The welding process is secured by means of T8/5 time measurement. Furthermore, the misalignments are determined on the test plates and evaluated numerically and graphically. In a further step, drawings of the weld seam are created and a FE model is generated. In the clamping process in the testing machine and under incurring a static load, the normal stresses in the specimen are collected. The simulations are then compared with strain gauges. An offset factor is determined and included in the service life curves so that the fatigue strength calculation valid according to DVS1612 [33] can be determined.
The results of this paper promise not only a higher increase in the fatigue lifetime compared to the conservative standard design, but also cost savings due to material reduction and time savings in the manufacturing process with the help of the higher tolerable stress are expected.
2 Materials and methods
2.1 Base material S355J2+N
The starting point is the selected base material S355J2+N with its chemical compositions as shown in Table 1. It is considered to have a sound weld ability due to its low carbon equivalent Cae < 0.45% [34, 35], which is composed according to Eq. (1). In this study, it is cut out from a 10-mm-thick sheet transverse to the rolling direction by thermal plasma cutting method [36]. The edge processing with a phase of 40°, which is required for the weld preparation, is produced with a CNC-controlled milling machine. The reason for this is to avoid deviations due to tolerances of the flame cutting machine [37] at the edge of the phase. By mechanically machining the phase, a disadvantage for the welded joint can be excluded in the heat-affected zone [38] because of the thermal influence by the flame cutting process.
Subsequently, the plates are straightened and tacked by hand on the root side [39]. At the welding table, the specimens are clamped at six points [40] (see Fig. 1). To keep the distortion as low as possible, the panels have been spaced at different heights, namely on one side 20 mm and on the other 25 mm. Moreover, the welding sequence has been designed accordingly to ensure a uniform heat flow and to keep distortion low. The welding process should be as realistic and practice-oriented as possible; therefore, the plates were clamped similarly to real component geometries. Nevertheless, there is a distortion after each welding process, which is examined in more detail in this paper. The welding direction of the layer structure can be seen in Fig. 1; it consists of a root pass layer and a top pass layer. On the welding robot [41], the root pass is welded in a dotted way in a PC layer and the top pass in a liberated way in a PA layer. The shielding gas used is type 273 Corgon® 18. The filler metal used is EN ISO 14341–A: G 42 4 M21 3Si1/G 42 4 C1 3Si1 with a wire diameter of 1.2 mm and a chemical composition according to Table 2.

Manufacturing description
For each welding layer, the T8/5 time [38] is measured by means of a thermocouple (see Fig. 2). The average cooling times are T8/5_RL = 9.7 s in the root pass and T8/5_TL = 14.8 s in the top pass. Thus, a total of four plates with the main dimensions of 1090 mm × 600 mm and a plate thickness of 10 mm are welded as a cruciform joint by means of a HV12 seam [42],which are designated as plates 1–4.

Welding process of S355 plates including thermocouple measurements
2.2 Specimen design
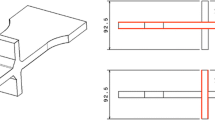
Ten test specimens have been cut from each of the four plates using a band saw (see Fig. 5). This results in 40 specimens for the fatigue tests (see Fig. 6). The specimens are divided into two categories with 20 pieces each: series 1 is referred to as “ground” (see Fig. 3) and series 2 as “as-welded” (see Fig. 4). Using a disc grinder with a grain size of A40, the weld seam on series 1 is ground on the top layer and on the root layer. On series 2, the weld seam remains untreated.

Cross section in ground condition

Cross section in as-welded condition
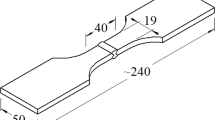
In the next step, the specimens are clamped at the machining centre as shown in Fig. 5 and machined and deburred to a machine ground side to an average roughness Rz = 6.3 μm [43] of surface as shown in Fig. 6. The specimens have a length of 600 mm and a total width of 100 mm. The nominal cross section has a width of 60 mm.

Pre-cut specimen design

Final specimen geometry
2.3 Experimental and numerical methods
In this chapter, the order of the experimental procedure and methods are described by following steps. After the welding process, the individual specimens are measured and photographed. Moreover, they are clamped in the testing machine and subjected to a static load. Afterwards, simulations are created and compared with the results of the strain gauge values.
Firstly, the global geometry of the investigated specimens is analysed at eight points. The measuring points arranged in the transverse direction are given as the mean value, from which the offset and the angular misalignment [44] are calculated in a further step (see Table 9 in the Appendix). The coordinate origin is defined with the face layer side and the sign direction is selected as described in the following sketch in Fig. 7.

Geometry measurement points
As shown in the sketch in Fig. 7, the red markings are the positions of the measured values and the green markings are the positions of the calculated values. Due to irregularities in the base material and the average values calculated from the measurement results, an idealised linear representation is chosen for a simpler characterisation in order to illustrate the misalignment of the samples (see Fig. 8).

Measured and calculated angular and axial misalignment
The specimens have been provided with strain gauges in the nominal cross section at the marked points as sketched in Fig. 9 and the actually occurring normal stress has been determined [45]. The clamping process in the testing machine and a constant static tensile stress of 100 MPa have been measured. On the upper side, the strain gauge was marked as cover layer nominal stress and on the lower side as root layer nominal stress.

Definition strain gauges and clamping position
Using the real cross-sectional area and the determined parameters from Table 11, a weld seam geometry with detailed misalignment can be numerically simulated of each tested specimen (see Fig. 10). The following assumptions are made as boundary conditions for the simulation:
-
The weld seam geometry is a section 2D plane of the real cross-section photo. Therefore, the entire width is not simulated.
-
The welded vertical plate is assumed to be ideally rectangular in order to define the same reference zero point for the entire simulation run.

Methodology to numerically assess local stress state
In regard to the experimental fatigue tests, the load stress ratio has been defined as R = 0.1 and the S/N curves have been evaluated according to the pearl string method as per DIN 50100 [46]. According to DVS1612 [33], which is used in railway applications, a specimen is considered fatigue resistant after 2 million load cycles.
3 Analysis of specimen deformation
3.1 Measurements
In the next step, each individual measured and calculated data point of the samples is processed and displayed graphically. In the diagrams, a distinction is made between the two welding seam types ground (see Fig. 13) and as-welded (see Fig. 14). The results are shown in absolute values in order to be able to make a clear statement about the misalignment. The scaling of the y-axis is the same in both representations in order to compare the samples more easily.
Three main features are immediately recognisable: constant axial offset of the specimens e (see Fig. 11) [47] and different angular misalignment offset α [48] and the non- and total height y (see Fig. 12). These features can be explained by the following reasons and are shown in Tables 3 and 4 with the respective mean values and the variance.

Description axial misalignment [44]

Description angular misalignment [44]
First of all, the weld preparation for robotic welding depends on several factors. The welding piece is pre-tacked by hand to keep the workpiece in shape. Since this process cannot be done by a machine, the joining and fitting accuracy depends on the skill and dexterity of the individual person preparing the workpiece for welding.
Another aspect is the fine flatness and thickness tolerance of the 10-mm sheet according to EN 10029/10 class A [49]. The thickness has a lower offset of −0.5 mm and an upper offset of 0.8 mm. The effort to keep misalignment low can therefore be high due to the total tolerance of Δt = 1.3 mm. The greater the nominal thickness of the plates, the more difficult it becomes to implement a small axial offset in welded cross joints. Finally, the largest axial offset is e_ID1 = 0.887 mm and the smallest axial offset is e_ID35 = 0.001 mm. The results are shown in Table 9 in the Appendix.
The measurements have shown that the outermost specimens of a welded series of plates have given the greatest axial misalignment after the welding process. The angular distortion can be explained by the following approach. The specimens have been fixed to the welding table with spacer plates of different heights. However, no attention has been paid to the exact position of the spacers (see Fig. 1). Thus, a different preload of the plates may have been set, which has caused an effect on the direction of the angular distortion. The deviation of the plate flatness [49] is ≤2 mm and like the other factors, can have a significant influence on the axial misalignment and the angular distortion with the selected specimen dimensions.
3.2 Numerical analysis
3.2.1 Selected simulation results
The simulations presented in Table 5 show the following features: the horizontal columns illustrate the selected samples of each panel series with the respective shape “A” or “V” and the post-treatment process ground (GR) or as-welded (AW). The vertical rows show the simulation model and in the head of the table, the nominal stress range is shown. In the left line, the simulation of the clamping of the specimen is shown and in the right line, the tightening with a static load of 100 MPa in the testing machine. For a clearer representation, the individual deformation states of the unclamped specimen are sketched in the top right of the table.
The individual simulations in Table 5 above show a significant difference in the occurring maximum stresses in the specimen close to the welding seam. The different angular positions A and V result in varying local maximum stresses when the specimen is clamped in the testing machine. The specimen is partially straightened by the clamping, as the two clamping packs are aligned straight as can be seen in Fig. 9. This results in the highest stress at the top layer for specimen shape V. In contrast, regarding the A specimens, the greatest stresses occur on the root side. If the specimen is exposed to a defined load, this also leads to different local maximum stresses on the root or on top layer. For the A-shape specimens, the maximum value during tightening is in the same range as during clamping. However, the simulations of the V-shape specimens show differences; the location of the highest stress changes. This simulated representation thus demonstrates a clear difference between the type of loading and the specimen shape, as well as the maximum stresses occurring close to the welding seam (Tables 6 and 7).
3.2.2 Comparison with strain gauge measurements
In Fig. 15, the clamping process shows different stress states of the specimens. This can be explained by the different angular misalignments of the specimens (see Figs. 13 and 14). The strain gauges agree with the simulations and thus verify the result. The graphical representation highlights that the specimens with an A-shape show a compressive stress (grey) at the top layer and a tensile stress (yellow) at the root layer during clamping. For the V-shape specimens, the influence is exactly the opposite (Fig. 15).

Measured geometry of ground specimens

Measured geometry of as-welded specimens

Comparison of simulated and measured results after clamping process
If a constant load is applied to the specimens, as shown in Fig. 16, it can be seen that almost all A-shape specimens have a lower stress at the top layer nominal stress (grey) than the root layer nominal stress (yellow). For the V-shape specimens the result is reversed due to the angular misalignment. This is consistent with the measured specimens, as the orange bars are larger than the blue bars at the applied load. The evaluated nominal stresses are shown in Table 8 in the Appendix.

Comparison of simulated and measured results at static load
4 Fatigue test results
The following diagrams illustrate the determined nominal stress S/N curves of the specimens in the as-welded (Fig. 17) and ground condition (Fig. 18). The boundary conditions for the fatigue tests are described in Sect. 2.3 and are limited to 2 million cycles; all specimens beyond this are designated as run-outs and are not evaluated in the diagram. The test has been carried out with a frequency of 15–30 Hz and a stress ratio of R = 0.1. The number of limit cycles has been limited to 5 million load cycles. Based on the DVS1612 [33], the survival probability is defined as Ps = 97.5%.

Fatigue test results and S/N curves for S355 in as-welded condition

Fatigue test results and S/N curves for S355 in ground condition
As described in the IIW recommendations [44], grinding the welding seam improves the weld run and reduces the stress peaks in the local notch base. The grinding leads to a smoother transition of the local stress than with untreated specimens [50]. When simulated with a static load, the as-welded specimens show a much higher maximum notch stress at weld toe (Fig. 19) than the ground specimens (see Fig. 20). This effect of grinding the seam geometry therefore has a positive impact on the lifespan. The reason for this happening is that the sharp notches are caused by the welding process, and thus, the nominal stress is not able to equally distribute at the notch. So the minimal material removal has a reducing effect on the notch stress at the weld toe peaks that occur.

Simulation S355 as-welded maximum near notch stress

Simulation S355 ground maximum near notch stress
Due to the distortion caused by the manufacturing process, different stress concentrations occurred in the welding seam. The S/N curve of the ground sample TN_GR = 4.81 shows a higher scatter than the as-welded TN_AW = 2.16 sample (see Figs. 17 and 18). The high scatter of the ground samples is not a result of the post-treatment procedure of the grinding process, but as described in Sect. 3, due to the higher and sign-related angular distortion of the samples.
In order to make a clear assessment of the fracture surfaces in terms of crack initiation and fatigue crack growth, all specimens have been analysed by means of macroscopic analyses. Figures 21 and 22 compare the specimens with similar load levels. The only difference is in the post-weld treatment. The as-welded specimen fails earlier than the ground specimen, although the angle α is smaller. In general, it can be stated that the crack propagation A is normal through the specimens and transverse to the uniaxial loading direction.

Fracture surface examples as-welded

Fracture surface example ground
Furthermore, the analysis has shown that the crack propagation in the as-welded specimens tends to start from the centre of the specimen. In the ground specimens, the crack initiation is slightly offset from the longitudinal centreline. This effect is due to the non-constant grinding process, but has no significant influence on the lifespan. Moreover, a considerable correlation between the amount of load and the relative proportion of the residual fracture surface “B” has been identified [51]. It has been shown that with increasing load, the residual fracture area becomes significantly smaller, regardless of the post-treatment process.
5 Influence of specimen deformation
5.1 Analytical determination of k m factors
In order to generate comparable data from determined S/N curves, it is necessary to convert them to a “deformation-free” state. Therefore, the IIW Guideline [44] uses a km factor for structural and nominal stress approaches. This is to compensate the misalignment of a welded specimen. Depending on the direction of angular distortion, the km_total value can be multiplied or divided. According to [22], the km_total value is composed of the axial and angular factors (see Eq. (2)).
The data of the measured specimens are calculated and evaluated with the formula described in Eq. (2). The magnification factor km_total is essentially described from the following parameters such as offset e (see Fig. 11), angular offset α [48], and total height y (see Fig. 12). The axial and angular misalignment are described in more detail in Eqs. (3) and (4) below. The factor β is constant in this series of tests because the specimen length l = 600 mm, l1 = 300 mm, and l2 = 300 mm; the thickness t = 10 mm; the tensile stress σm = 100 MPa; and the Young’s modulus E = 210,000 MPa do not change (see Eq. (5)). The factor λ = 6 is chosen for unrestrained joints according to the IIW recommendations [44] for large-scale structures. As a note, the following condition to this study is that the small test specimens are actually unrestrained, but in the testing machine the specimens are straightened in the clamping process. Thus, there may be a certain level of restrained. The data required to calculate each km_total value is listed in Table 9 in the Appendix.
In order to obtain a detailed overview of the individual average characteristic values of the misalignments of the panel series, they have been listed in Table 10 which can be found in the Appendix. The IIW guideline specifies a deformation factor of km_total_IIW = 1.45 for the nominal stress approach for cruciform joints and is already included in the FAT classes described therein [44]. This means that these FAT classes describe the ideal and deformation-free specimens without offset or distortion. On the other hand, this implies that the FAT class is reduced to account for the deformation. The calculated mean values from the test series developed in this work result in a smaller km value than suggested in the IIW (see Table 6). This implies that the value suggested in the IIW guideline is used more conservatively than the value actually obtained. This would have the following effects on the service life assessment: if it is possible to calculate with actually determined km values in every service life calculation, it would have a positive effect on the fatigue behaviour.
5.2 Evaluation of k m adjusted nominal S/N curves
The S/N curves determined in Sect. 4 show the specimens in their real state. In order to bring them to an ideal deformation-free state, the consideration of the factor km_total is utilised. The stress range Δσ is multiplied by km_total for the A-shape specimens and divided for the V-shape specimens (see Eqs. (6) and (7) to obtain an ideal Δσeff (see Fig. 23)).

Declaration of shape type for the consideration of km_total
Figure 24 shows the km-adjusted as-welded specimens, and Fig. 25 shows the km-adjusted ground specimens. Since the misalignments are compensated by Eq. (2), the scatter of TN_AW_adjusted = 2.41 and TN_GR_adjusted = 2.77 are very small compared to the uncorrected scatter values.

Fatigue test results and S/N curves for S355 in as-welded condition considering km adjustment

Fatigue test results and S/N curves for S355 in ground condition considering km adjustment
In Table 7, the permissible stress ranges at 2 million load cycles of the individual tested S/N curves are compared [52]. It is clearly visible here that the ground specimens exhibit a 10.7% lower permissible stress range due to their misalignment compared to the as-welded specimens, whereas the km-adjusted specimens reveal an increase of 41.2%. This benefit value agrees well to the IIW recommendation factor of 1.3 and shows importance of considering specimen deformation in the fatigue test data assessment.
Based on this outcome it can be stated that the specimen deformation shows a significant impact on the resulting fatigue performance. If evaluating the benefit of post-treatments, it has to be ensured that similar deformation conditions for both specimen series occur in order to properly evaluate the benefit by the post-treatment. If this is not the case, as given in the test series investigated in this paper, the presented procedure by evaluating km-adjusted S/N curves is well suitable to again properly assess the benefit by the post-treatment (Table 11).
6 Conclusions
The studies have shown that both the offset from a 10-mm-thick S355-welded cruciform joint and the post-weld treatment by grinding the weld seam have a significant influence on the resulting fatigue performance. Based on the conducted investigations and presented results, the following main scientific conclusions can be drawn:
-
The axial offset e has a stronger effect on the fatigue behaviour compared to the angular distortion α as presented in Table 6. Further, the general statement can be made that the A-shape has a less favourable and the V-shape a more favourable effect.
-
The post-treatment procedure grinding results in a reduction of the service life of −10.7% for initial results of the specimen geometry without km adjustment. The main reason for this outcome can be drawn to different angular misalignments majorly affecting the mean stress condition during the fatigue tests and hence, impacting the resulting nominal S/N curves.
-
In the presented study, the km adjustment method of nominal S/N curves are used to convert the as-welded and ground specimens to a comparable deformation-free condition. Thus, the benefit of post-treatment is evaluated to be 41.2%, which results in a significant increase in fatigue strength. In fact, this benefit value corresponds well to the IIW recommendation factor of 1.3. Moreover, it shows the importance of considering the specimen deformation in the fatigue test data assessment.
In summary, for complex component structures, such as applications in railway track machines for example, the most effective and cost-efficient method that can be used at present is the weld post-treatment grinding of the weld for the durability evaluation. In absolute terms, in relation to real and idealised cyclically stressed welding structures, the ground specimens exhibit a higher fatigue lifetime expectancy than the as-welded specimens. In fact, this is happening despite different misalignments and angular deviation.
References
DIN EN 14033-1 (2017) Railway applications —track — railbound construction and maintenance machines — part 1: technical requirements for running. English version EN 140331:2017 ICS 45.120; 93.100. Beuth Verlag GmbH, Berlin ICS 45.120; 93.100
EN ISO 5817 (2023) Welding — fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — quality levels for imperfections ICS 25.160.40. Austrian Standards plus GmbH, Wien ICS 25.160.40
TSI LOC & PAS (2014) COMMISSION REGULATION (EU) No 1302/2014 of 18 November 2014 concerning a technical specification for interoperability relating to the ‘rolling stock — locomotives and passenger rolling stock’ subsystem of the rail system in the European Union. L 356/228, Brussels. https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A02014R1302-20200311
EN 13749 (2021) Railway applications — wheelsets and bogies — method of specifying the structural requirements of bogie frames. ÖNORM 45.040. Austrian Standards plus GmbH, Wien 45.040
EN ISO 2553 (2019) Welding and allied processes — symbolic representation on drawings — welded joints. ÖNORM 01.100.20; 25.160.40. Austrian Standards plus GmbH, Wien 01.100.20; 25.160.40
EN ISO 17659 (2004) Welding — multilingual terms for welded joints with illustrations ICS 01.040.25; 25.160.40. Österreichisches Normungsinstitut, Wien ICS 01.040.25; 25.160.40
Park J-U, Lee H-W, Bang H-S (2002) Effects of mechanical constraints on angular distortion of welding joints. Sci Technol Weld Join 7(4):232–239
Taras A, Unterweger H (2017) Numerical methods for the fatigue assessment of welded joints — influence of misalignment and geometric weld imperfections. ce/papers 1(2-3):2349–2358
Xing S, Dong P, Wang P (2017) A quantitative weld sizing criterion for fatigue design of load-carrying fillet-welded connections. Int J Fatigue 101:448–458
Hirohata M (2017) Effect of post weld heat treatment on steel plate deck with trough rib by portable heat source. Weld World 61(6):1225–1235
Leitner M, Mössler W, Putz A, Stoschka M (2015) Effect of post-weld heat treatment on the fatigue strength of HFMI-treated mild steel joints. Weld World 59(6):861–873
Ravi S, Balasubramanian V, Nematnasser S (2005) Influences of post weld heat treatment on fatigue life prediction of strength mis-matched HSLA steel welds. Int J Fatigue 27(5):547–553
Dahle T (1998) Design fatigue strength of TIG-dressed welded joints in high-strength steels subjected to spectrum loading. Int J Fatigue 20(9):677–681
HUO, L. (2005) Investigation of the fatigue behaviour of the welded joints treated by TIG dressing and ultrasonic peening under variable-amplitude load. Int J Fatigue 27(1):95–101
Mettänen H, Nykänen T, Skriko T, Ahola A, Björk T (2020) Fatigue strength assessment of TIG-dressed ultra-high-strength steel fillet weld joints using the 4R method. Int J Fatigue 139:105745
Braun M, Wang X (2021) A review of fatigue test data on weld toe grinding and weld profiling. Int J Fatigue 145:106073
Hansen AV, Agerskov H, Bjørnbak-Hansen J (2007) Improvement of fatigue life of welded structural components by grinding. Weld World 51(3-4):61–67
Zhang Y-H, Maddox SJ (2009) Fatigue life prediction for toe ground welded joints. Int J Fatigue 31(7):1124–1136
Hensel J, Eslami H, Nitschke-Pagel T, Dilger K (2019) Fatigue strength enhancement of butt welds by means of shot peening and clean blasting. Metals 9(7):744
Kinoshita K, Sugawa K, Banno Y, Ono Y, Yamada S, Kameyama S (2023) Fatigue strength of shot-peened welded joints of steel bridges. Weld World 67(3):651–668
Kinoshita K, Ono Y, Banno Y, Yamada S, Handa M (2020) Application of shot peening for welded joints of existing steel bridges. Weld World 64(4):647–660
Fueki R, Takahashi K, Handa M (2019) Fatigue limit improvement and rendering defects harmless by needle peening for high tensile steel welded joint. Metals 9(2):143
Fu Z, Ji B, Kong X, Chen X (2018) Effects of hammer peening on fatigue performance of roof and U-rib welds in orthotropic steel bridge decks. J Mater Civ Eng 30:11
Tai M, Miki C (2014) Fatigue strength improvement by hammer peening treatment—verification from plastic deformation, residual stress, and fatigue crack propagation rate. Weld World 58(3):307–318
Zhao X, Wang M, Zhang Z, Liu Y (2016) The effect of ultrasonic peening treatment on fatigue performance of welded joints. Materials (Basel, Switzerland) 9:6
Malaki M, Ding H (2015) A review of ultrasonic peening treatment. Mater Des 87:1072–1086
Abdullah A, Malaki M, Eskandari A (2012) Strength enhancement of the welded structures by ultrasonic peening. Mater Des 38:7–18
Harati E, Svensson L-E, Karlsson L, Widmark M (2016) Effect of high frequency mechanical impact treatment on fatigue strength of welded 1300 MPa yield strength steel. Int J Fatigue 92:96–106
Yildirim HC (2017) Recent results on fatigue strength improvement of high-strength steel welded joints. Int J Fatigue 101:408–420
Mecséri BJ, Kövesdi B (2017) 09.09: Experimental fatigue analysis of high strength steel structures. ce/papers 1(2-3):2424–2433
Rudolph J (2003) Endurance limit of ground and TIG dressed steel welded joints under proportional loading. Chem Ing Tech 75(12):25–35
Garud V, Bhoite S, Ingale S, More S, Lakade SS, Matekar SB (2017) Effect of post weld toe treatments on fatigue life of welded structures using FEA. Mater Today: Proc 4(2):1116–1126
DVS 1612 (2014) Design and endurance strength analysis of steel welded joints in rail-vehicle construction. DVS, Technical Comittee, Working Group "Welding in railway vehicle manufacturing" 25.160.40. DVS Media GmbH, Düsseldorf 25.160.40
Fahrenwaldt HJ, Schuler V (2011) Praxiswissen Schweißtechnik. Werkstoffe, Prozesse, Fertigung; mit 162 Tabellen. Praxis Fertigung. Vieweg + Teubner, Wiesbaden
Ibarra S, Olson DL, Liu S (1991) Fundamental prediction of steel weld metal properties. J Offshore Mech Arct Eng 113(4):327–333
Vasil'ev KV (2003) Plasma-arc cutting — a promising method of thermal cutting. Weld Int 17(2):147–151
Wang J, Kusumoto K, Nezu K (2001) Plasma arc cutting torch tracking control. Sci Technol Weld Joi 6(3):154–158
Schulze G (2010) Die Metallurgie des Schweißens. Eisenwerkstoffe - nichteisenmetallische Werkstoffe. VDI-Buch. Springer, Berlin, Heidelberg
Heinze C, Schwenk C, Rethmeier M (2012) The effect of tack welding on numerically calculated welding-induced distortion. J Mater Process Technol 212(1):308–314
Schenk T, Richardson IM, Kraska M, Ohnimus S (2009) Influence of clamping on distortion of welded S355 T-joints. Sci Technol Weld Joi 14(4):369–375
Bolmsj G, Loureiro A, Pires JN (2006) Welding robots. Technology, System Issues and Applications. SpringerLink Bücher. Springer-Verlag, London Limited, New York
EN ISO 15614-1 (2019) Specification and qualification of welding procedures for metallic materials — welding procedure test ICS 75.080. Austrian Standards plus GmbH, Wien ICS 75.080
DIN EN ISO 21920-2 (2022) Geometrical product specifications (GPS) — surface texture: profile — part 2: terms, definitions and surface texture parameters 01.040.17; 17.040.40. Beuth Verlag GmbH, Berlin 01.040.17; 17.040.40
Hobbacher AF (2016) Recommendations for fatigue design of welded joints and components. IIW Collection. Springer International Publishing, Cham
Keil S (2017) Dehnungsmessstreifen. Springer Vieweg, Wiesbaden, Heidelberg
DIN 50100 (2016) Schwingfestigkeitsversuch - Durchführung und Auswertung von zyklischen Versuchen mit konstanter Lastamplitude für metallische Werkstoffproben und Bauteile 19.060; 77.040.10. Beuth Verlag GmbH, Berlin 19.060; 77.040.10
Ottersböck MJ, Leitner M, Stoschka M, Maurer W (2019) Analysis of fatigue notch effect due to axial misalignment for ultra high-strength steel butt joints. Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures. Weld World 63(3):851–865
Ottersböck M, Leitner M, Stoschka M (2018) Impact of angular distortion on the fatigue performance of high-strength steel T-joints in as-welded and high frequency mechanical impact-treated condition. Metals 8(5):302
DIN EN 10029 (2011) Hot-rolled steel plates 3 mm thick or above — tolerances on dimensions and shape. English translation of DIN EN 10029:2011-02 77.140.50. Beuth Verlag GmbH, Berlin 77.140.50
Braun M, Hensel J, Song S, Ehlers S (2021) Fatigue strength of normal and high strength steel joints improved by weld profiling. Elsevier
Stoschka M, Di Leitner M, Fössl T, Posch G (2012) Effect of high-strength filler metals on fatigue. Weld World 56(3-4):20–29
Brunnhofer P, Buzzi C, Pertoll T, Rieger M, Leitner M (2022) Fatigue design of mild and high-strength steel cruciform joints in as-welded and HFMI-treated condition by nominal and effective notch stress approach. Procedia Struct Integr 38:477–489
Funding
Open access funding provided by Graz University of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Appendix
Appendix
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Laher, B., Buzzi, C., Leitner, M. et al. Effect of angular distortion and axial misalignment on the fatigue strength of welded and ground mild steel cruciform joints. Weld World 68, 1169–1186 (2024). https://doi.org/10.1007/s40194-023-01669-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01669-2