
Abstract
Introduction
Various combinations of synthesized thiuram disulfides (TD), namely Bis (N-phenyl piperazine) thiuram disulfide (PPTD) and Bis (N-ethyl piperazine) thiuram disulfide (EPTD) with mercapto benzothiazole disulfide (MBTS) are studied in natural rubber (NR) vulcanization. At the same time, we also revised the TD-MBTS binary accelerator on the carbon black-filled NR system. An evaluation is prepared between the synthesized safe thiuram disulfides with the unsafe tetra methyl thiuram disulfide (TMTD) in the light of mechanical and aging resistance behavior to introduce non-carcinogenic rubber additives to vulcanization of rubber.
Results
Synthesized safe amine-based thiuram disulfides in combination with MBTS display strong synergism in the gum vulcanization. Higher concentration of thiuram disulfide in presence of MBTS (6:3 mM ratio) shows better results with respect to cure and physical properties.
Conclusions
In the specific concentration of 9 mM per hundred gram of rubber (6:3 mM ratio of TD to MBTS), however, PPTD-MBTS accelerated filled vulcanizates show utmost aging resistance behavior, but EPTD-MBTS accelerated filled stock spectacles show superior aging as well as mechanical properties as compared to that of TMTD-MBTS accelerated system.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thiuram disulfides, the parent compound of thiuram, either alone or in combination with thiazole group of accelerators [1, 2] have been immensely important and popular during last few decades in the rubber industry for their efficient accelerated cross linking capacity leading to preparation of vulcanized article of desired technological properties. Frequently, the use of two or more accelerators simultaneously, instead of a single one, has been found to be more advantageous for technological applications, since these mixed systems generally exhibit higher vulcanization activity (synergism) than the individual accelerators separately. Significant contribution with respect to mutual activity of the binary systems of accelerators during the vulcanization of NR has been made by Dogadkin and co-workers [3], Skinner and Watson [2], Kempermann [1] and Krymowski and Taylor [4]. Debnath et al. [5, 6] have also made some studies in this regards in the recent past. Recent concern on potential health hazard of different rubber chemicals has thrown the subject quite open to the scientists. Rubber chemicals derived from secondary amine, when exposed in air, form nitrosamines in presence of atmospheric nitrosating agent. Although airborne and urinary N-nitrosamines levels were very low, exposed works should still be monitored constantly because some of these substances are known as genotoxic and carcinogenic [7]. Thiuram compound, e.g., tetra methyl thiuram disulfide as derived from secondary amine was reported [8] to have generated carcinogenic nitrosamine. Thiuram disulfides are so important in the rubber industry that they are indispensable. Naturally, unsafe thiuram disulfides should be replaced by safe ones without changing their major activities.
Chemical compounds for rubber industry contain carcinogenic nitrosamines, if they are obtained from the secondary amines like dimethyl amine, diethyl amine, morpholine, piperidine etc. In a recent survey by de Vocht et al. [9], it has been realized that exposure of N-nitrosamines namely, N-nitrosodimethylamine (NDMA) and N-nitrosomorpholine (NMOR) decreased on average two-to-five fold in the German rubber industry as compared to other European countries with regard to the concentration level. Although average levels are well below the current limits, exposure has not been eliminated and incidental high exposures do still occur [9]. A more general solution of the nitrosamine problem in rubber industry requires introducing new rubber chemicals which cannot be nitrosated or produce non-carcinogenic nitrosamines. The amines or amine derivatives which do not give rise to nitrosamines or which give rise to non-carcinogenic nitrosamines are the so-called ‘safe amines’. Eisenbrand et al. [10] have made a list of these ‘safe amines’. In this perspective, our main objective is to replace the unsafe rubber accelerator by the safe rubber accelerator without changing their major activity in the rubber vulcanization. With this in mind, in the present study we select some safe thiuram disulfides, e.g., Bis (N-ethyl piperazine) thiuram disulfide (EPTD) and Bis (N-phenyl piperazine) thiuram disulfide (PPTD) derived from safe N-substituted piperazine [5, 11] to introduce non-carcinogenic thiuram disulfide to the vulcanization of natural rubber. Synergistic activities of these thiuram disulfides in presence of dibenzothiazyl disulfide (MBTS) are considered in the gum natural rubber vulcanization. The effects of EPTD and PPTD separately with MBTS on the resultant vulcanizates are compared with the corresponding unsafe TMTD compounds in the light of mechanical properties to replace unsafe TMTD by newly synthesized thiuram disulfides. After choosing the better combinations of these thiuram disulfides-MBTS systems with respect to synergism, our aim is to test the effects of these binary accelerator systems in the carbon black-filled vulcanization of natural rubber. The applications of these accelerators are judged in the light of mechanical and aging resistance properties in the carbon black-filled natural rubber system.
Methods
Materials
List of materials used other than accelerators and their suppliers are included in Table 1.
Thiuram disulfides are prepared in the laboratory. 1H NMR studies of synthesized thiuram disulfides are performed on a Bruker DPX-400 spectrometer in CDCl3 with TMS as internal standard (chemical shift in δ) and CHN analysis is recorded on 2400 series II CHN analyzer Perkin Elmer. 2-Mercapto benzothiazyl disulfide (MBTS) and tetra methyl thiuram disulfide (TMTD) are commercial samples (obtained from local market) and are used as such or after necessary purification. A list of accelerators with their abbreviations and structures are given in Table 2.
Preparation of vulcanizates
As the process of vulcanization is an extremely complicated process, gum vulcanization is deliberately chosen for its simplicity to understand the synergistic effects of the binary accelerator systems clearly. Further, to avoid complexity of the network, a ratio of moderately high accelerator (9 mmol phr) to sulfur (0.5 phr) is preferred.
For the gum vulcanizates, the vulcanizing ingredients (5 phr ZnO, 2 phr stearic acid, 0.5 phr sulfur, and accelerators) are incorporated in the masticated natural rubber (NR) (RMA-1X) on a laboratory-mixing mill and the mixing is done up to 15 min. The total concentration of accelerator(s) is kept at 9-mmol phr (per 100 g of rubber).
In the filled vulcanization, 30 phr carbon black (N330) and 3 phr paraffin oil (heavy) are mixed together in the natural rubber and the mixing is done for about 10 min. Once the carbon black mixed well and homogeneously with the rubber matrix, the above vulcanizing ingredients are incorporated in the carbon black-filled rubber system and the mixing is carried out for further 10 min. The compositions of the accelerators for the various stocks are provided in Tables 3 and 4.
Curing and measurement of mechanical properties
The cure characteristics of the different stocks are obtained using the Monsanto Rheometer R-100 at 3 degree arc for 140 °C. The data for maximum rheometric torque (R∞ = Maximum torque−Minimum torque), scorch time (t2), and optimum cure time (t90) of gum vulcanizates are presented in Table 3 where as the data for filled vulcanizates are provided in Table 4.
The stocks are cured under pressure at 140 °C for optimum cure time (t90) and the vulcanizates are kept for 24 h at ambient temperature before measuring the modulus at 100 % (M100), 200 % (M200), 300 % (M300) elongation, tensile strength (TS) and elongation at break (EB) according to ASTM D 412-51 T using dumbbell-shaped test pieces in an Amsler (Sweden) tensile tester. The mechanical data concerning modulus, tensile strength, and elongation at break of the vulcanizates are also provided in Tables 3 and 4.
Measurement of crosslink density
The crosslink densities are determined only for carbon black loaded compound by the Flory–Rehner equation [12].
where V2 is the volume fraction of the polymer in the swollen specimen, VS is the molar volume of the solvent, dr is the density of the polymer, MC is the molecular weight of the polymer between crosslinks and χ is the interaction parameter.
The volume fraction of a rubber network in the swollen phase is calculated from equilibrium swelling data as:
where W1 is the weight fraction of the solvent, d1 is the density of the solvent, W2 is the weight fraction of the polymer in the swollen specimen and d2 is the density of the polymer. For the natural rubber–toluene system, χ = 0.3795, the molar volume of toluene Vs is 106.2 cm3/mol, and the density of toluene is 0.87 g/cm3.
Aging
In the aging experiment, vulcanizates obtained at optimum cure are aged at 70 ± 1 °C in an oven for 1–5 days and provided with forced air circulation. In each day, the specimens thus aged are kept for a further period of 24 h at room temperature before measuring the modulus and tensile strength.
Results and discussions
In this study, our attentions are focused mainly on the study of the synergistic activity, cure behavior of the binary mixture as already mentioned, and in some cases the efficiency of these binary accelerator systems in the filled rubber vulcanizates which are discussed step wise in the following sections.
Evaluation of synergistic interaction between thiuram disulfide and MBTS
In this part, we attempt to explore the efficiency of TD-MBTS system for vulcanization of rubber. The cure data of several mixes and the kinetic as well as mechanical properties of the corresponding vulcanizates are recorded in Table 3 and the progress of cure is depicted in the rheograph (Fig. 1a–c). It is clear from the results that the synergistic effects with respect to maximum rheometric torque arise for all the thiuram disulfide combined with MBTS at different milli molar ratios (Table 3; Fig. 2). A strong synergistic effect takes place at relatively high proportion of thiuram containing vulcanizates combined with MBTS (Table 3). Among all the combinations of TD-MBTS accelerated vulcanizates in Table 3, TMTD-MBTS (mix 12) at 4.5:4.5 mM ratio shows the highest value of rheometric torque.

a Rheographs of EPTD-MBTS accelerated NR gum stocks cured at 140 °C. b Rheographs of PPTD-MBTS accelerated NR gum stocks cured at 140 °C. c Rheographs of TMTD-MBTS accelerated NR gum stocks cured at 140 °C

Effect of TD to MBTS millimolar ratio on the torque obtained from rheographs at 140 °C
It is found from the results that the scorch time (t2) and the optimum cure time (t90) for the EPTD-MBTS and PPTD-MBTS systems are somewhat higher than the corresponding values obtained in TMTD-MBTS system (Table 3). Like the torque values, 200 % modulus values of TD-MBTS system vary with gradual change of proportion of TD and MBTS and attain the maximum values at the milli molar ratio of 6:3 for EPTD-MBTS and PPTD-MBTS accelerated stocks except TMTD-MBTS accelerated stocks which show the extreme value at equimolar ratio of TMTD to MBTS (Table 3; Fig. 3). The results specify that EPTD-MBTS combination definitely improves the modulus values (1.15 MPa) of vulcanizates compared to TMTD-MBTS binary (0.80 MPa) system at 140 °C in the gum vulcanization. Gradual change in the tensile strength is observed for all the thiuram disulfide accelerated vulcanizates with addition of MBTS and acquires the maximum value for the different ratios of TD to MBTS accelerator. As for the tensile strength, the highest level for PPTD-MBTS accelerated system is obtained at the 6:3 mM ratios and for TMTD-MBTS accelerated system maximum value is raised at equimolar concentration of the accelerators (Table 3, mix 8, 12).

Effect of TD to MBTS millimolar ratio on the modulus at 200 % elongation at 140 °C
It needs mentioning here that the elongation at break (%) values for TMTD-MBTS accelerated vulcanizates is low as compared to EPTD-MBTS and PPTD-MBTS accelerated vulcanizates (Table 3). It is also clear from Table 3 that R∞ values of TD-MBTS systems follow the order.
However, the tensile values follow the order for the combinations as:
The results discussed so far clearly indicates that positive synergism is prominent in the EPTD-MBTS system. The cure and physical data of which established the supremacy of this system over TMTD-MBTS systems employed in the present study.
It is observed from Table 3 that highest t2 value is obtained from PPTD-MBTS accelerated stocks than EPTD-MBTS and TMTD-MBTS accelerated stocks. This is due to the lower basicity [13] of N-phenyl piperazine than the other amine. The t90 values of EPTD-MBTS and PPTD-MBTS accelerated stocks in all the above three systems (Table 3) are also higher. This is probably due to the steric hindrance [13] offered by the bulky amine moiety of PPTD or EPTD.
It is now an established fact that MBTS decompose in the rubber medium and transforms into MBT [14]. It has been shown by the previous workers [1, 2] that MBT-TMTD system provides mutual activity. The synergistic effect is observed in MBTS-TMTD system arising from generation of MBT. To understand the mutual activity between TD-MBTS system the following proposed reaction scheme (Scheme 1) is presented.
Scheme 1 depicts the probable paths (steps 1–7) for transformation of zinc dithiocarbamate (ZDC) under influence of MBTS in presence of H2S that is formed [15] during the process of vulcanization. Steps 1, 3, 4 and 5 lead to the formation of crosslinking [10] of rubber while steps 6 and 7 indicate the regenerative path for TMTD [16] presence of MBTS. Step 2 is the destructive path of thiocarbamic acid while step 6 and 7 produces thiuram disulfide from thiocarbamic acid presence of ZnO and MBTS [16] which is responsible for synergistic effect as the in situ thiuram disulfide further in the crosslinking reaction. It needs mentioning [16] here that in situ generated MBT is more active than that MBT added to the system from outside (Scheme 1).

Mutual activity between TD-MBTS system
Vulcanization characteristic of filled stocks
Having gathered the information that several safe thiuram disulfides in conjunction with MBTS effectively function as accelerators for the gum vulcanization of NR, our attention is next focussed on performance of these binary combinations on the carbon black-filled natural rubber compounds. From the above discussion it is found that TD:MBTS at 6:3 mM ratios shows better results in respect of torque and the mechanical properties. So, some mixes are prepared with this combination and the physical and cure data are obtained. These data are recorded in Table 4. From the table, it is clear that the torque values are found to follow the order in the respective combination of TD to MBTS accelerators.
The results indicate that scorch safety which is very important for rubber compounds of practical utility, is the highest for the PPTD-MBTS (6:3) accelerated filled stock. The optimum cure time (t90) values are related to the rate of cure. It is seen from the table that in all the cases, stocks containing PPTD have the highest t90 value as is evident from the following presentation.
In the TD-MBTS system, the modulus at 100 % elongation values varies in the following order:
However, in respect of modulus at 200 and 300 % elongation TMTD:MBTS (6:3) displays the highest values among all the systems represented in the Table 4.
It is also found that the utmost tensile strength arises for the EPTD-MBTS accelerated system and PPTD-MBTS accelerated system shows the best elongation at break as shown in Table 4. As can be seen from the Table 4, both EPTD-MBTS and TMTD-MBTS accelerated stocks are exhibited same value of shore-A hardness (63) while the lowest value (56) is obtained in the PPTD-MBTS accelerated stocks.
It is also notified that the TMTD-MBTS system has the highest value of crosslink density while the lowest value of crosslink density is obtained for PPTD-MBTS accelerated stocks. The results are attributed also from the value of maximum rheometric torque (R∞) in Table 4. If we compare the R∞ values of gum vulcanizates corresponding to their filled vulcanizates in Tables 3 and 4 (mix 2, 8 and 11), it is found that the R∞ values are higher for the filled vulcanizates as compared to their gum vulcanizates. Now, the fact is that in presence of carbon black, the accelerator, sulfur and carbon black form an active intermediate compounds [17] (possibly also polysulfide compounds) which attributed to the additional amount of crosslinks in the filled vulcanizates corresponding to their gum vulcanizates. As the maximum rheometric torque and the modulus value are roughly proportional to the crosslink density, hence we obtain the higher value of R∞ and modulus in the filled vulcanizates due to higher amount of chemical crosslinks corresponding to their gum vulcanizates. In case of TMTD-MBTS accelerated system, the activity is highest in the filled vulcanization and shows the maximum value of R∞ and modulus value at 100, 200 and 300 % of elongation. Tensile strength depends not only on the crosslink density but also on the amount and size of strain-induced crystals [18] present in maximum elongated state of the rubber vulcanizates. That is why, although the crosslink density is low for EPTD-MBTS accelerated filled system compared to the TMTD-MBTS accelerated filled system, we assume that the former vulcanizate contains either higher amount or larger size of the strain-induced crystals at maximum elongated state and shows the highest value of tensile strength among all the filled vulcanizates.
Aging resistance behavior of different filled stocks
The oxidative aging of the rubber vulcanizates is one of utmost importance for practical purposes. Performance of the vulcanizates of the carbon black-filled stocks (EPTD-MBTS, PPTD-MBTS, and TMTD-MBTS) during aging is tested and the results are shown in the Table 4. Values in the parentheses indicate retention of the physical and mechanical properties of the TD-MBTS accelerated vulcanizates after aging. It can be seen from the results that during aging both modulus at 100 % elongation and shore-A hardness values are increased. The order of activity with respect to modulus values at 100 % elongation is found to follow the order:
This order is followed up to 200 % elongation. But in the modulus values at 300 % elongation EPTD-MBTS accelerated system shows the highest activity. This trend is not followed in the case of shore-A hardness values. The highest increase in the shore-A hardness value is found for PPTD-MBTS accelerated stocks. However, the hardness value is comparatively lower for the above system than the TMTD-MBTS and EPTD-MBTS accelerated systems after aging. Tensile strength values for all vulcanizates are decreased considerably after aging. Retention of tensile strength is highest for PPTD-MBTS accelerated stock, but it is lowest for TMTD-MBTS accelerated stock. Retention of elongation at break follows the following order:
After aging, the TMTD-MBTS system has the highest value of crosslink density which illustrates the lowest value of elongation at break. This fact is also true for other TD-MBTS systems.
There are three types of chemical aging of natural rubber. Ahagon et al. [19] have shown in their work that it is possible to differ between the three aging mechanisms by analyzing the relation between elongation at break ratio (λb) and 100 % modulus (M100) that is plotted in a log λb vs log M100 plot known as Ahagon plot. The aging mechanisms are: Type I—aerobic or anaerobic at lower temperatures, Type II—anaerobic at higher temperatures, and Type III—aerobic at higher temperatures [19]. It was also shown by Ahagon that in aging of Type I the M100 was increased and λb is decreased following the equation given below:
In this type of aging the process is like the one observed during vulcanization, which is simply an increase in the crosslink density. Ahagon [20] has also established that under the constant displacement rate condition of the tensile test, λb is proportional to M −0.75100 for every type of elastomers in a wide temperature range, with a provision that for NR the power of M100 changes to −0.2 with the smaller value of M100.
Figure 4 displays the plot of log λb vs log M100 in our experiment. In the present study the slope of log λb vs log M100 plot for the different TD-MBTS systems differs from −0.2774 to −0.5655. From these results, it is concluded that Type I aging is observed in our experiment. By analyzing the rate of M100 change vs the square root of aging time, t1/2, it is possible to age specimens to an equivalent level of rubbers used in field tyres [21]. Since oxidative aging is diffusion-controlled process, the plot is expected to be a straight line where the slope represents the rate of change in crosslink density [21]. If we plot M100 vs t1/2 then Fig. 5 is obtained. The rate constant is obtained from the slope of the line shown in Fig. 5. The rate constant value for PPTD-MBTS accelerated vulcanizate possesses the smallest value (0.5 kPa s−1/2) and that for TMTD-MBTS accelerated vulcanizate possesses the highest value (1.2 kPa s−1/2). EPTD-MBTS accelerated system shows rate constant value (0.9 kPa s−1/2) in between the above two systems. It can be seen that the rate of change in crosslink density of TMTD-MBTS accelerated vulcanizates is larger than that of PPTD-MBTS or EPTD-MBTS accelerated vulcanizates, indicating poorer age resistance of the former one. This result specifies the stronger aging resistance of PPTD-MBTS accelerated vulcanizates among all the TD-MBTS accelerated systems.

Ahagon plot of TD-MBTS (6:3) accelerated filled stocks

Plot of log M100 vs t1/2
It has been also noticed by earlier workers that thiuram disulfide (TD) in presence of zinc oxide converting into zinc dithiocarbamates which act as accelerators as well as antidegradants [22–24]. Good aging resistance exhibits by all the combinations which might be attributed due to formation of various zinc dithiocarbamates produced from three types of TD used. As to the increase in modulus of the vulcanizates of NR during aging, it may assumed that prolonged heating at 70 °C is apt to cause post-vulcanization thereby generating more crosslinks that are also responsible for the increase in hardness values during aging of rubber vulcanizates. With the rise in the number of crosslinks the molecular weight between crosslinks decreases and the network becomes rigid and thus may restrict the elongation at break and actually this observes for all the vulcanizates subjected to hot air aging.
Experimental
Preparation and characterization of Bis (N-ethyl piperazine) thiuram disulfide (EPTD)
11.4 g (0.1 mol) N-ethyl piperazine is taken in a three necked round bottom flask. 4 g (0.1 mol) of NaOH in 50 ml of water is added drop wise when the temperature rose to 22 °C. The flask is cooled in an ice bath to <0 °C and 7.6 g (0.1 mol) of CS2 is added drop wise so that the temperature is <4 °C. Sodium dithiocarbamate is obtained as a liquid. 50 ml of water is added to the flask to make a clear solution. The clear solution is then stirred at 30 °C for 1.5 h. Iodine solution saturated with KI is added drop wise to this solution with efficient stirring till the iodine color persisted. A light yellow precipitate is appeared. The mixture is stirred for about 30 min more and then filtered. The precipitate is thoroughly washed with water until the filtrate is neutral to litmus. The residue thus obtained is dried under vacuum and recrystallized from ethyl alcohol. The yield is about 80 %. The product (m.p. 102 °C) is found to be pure EPTD based on the following analysis.
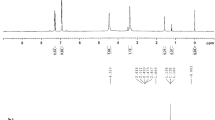
EPTD: Found 43.93 % C, 6.91 % H, 14.60 % N and 33.96 % S; C14H26N4S4 by calculation 44.44 % C, 6.87 % H, 14.81 % N and 33.86 % S. 1H NMR: δ(CDCl3), 4.31 (broad singlet, 8H, –CH2–N–C = S), 2.62 (singlet, 8H, –CH2–N–CH2–CH2–), 2.48 (q, 4H, J = 7.2 Hz, CH3–CH2–N–), 1.12 (t, 6H, J = 7.2, CH3–CH2–N–). The 1H NMR spectrums are obtained at 400 MHz.
In the same way, Bis (N-phenyl piperazine) thiuram disulfide (PPTD, m.p. 158 °C) is prepared and the following analysis is done.
PPTD: The melting point of the yellow recrystallized product from CHCl3 is 158 °C.
Found 54.12 % C, 5.52 % H, 11.69 % N and 24.24 % S; C22H26N4S4 by calculation 55.69 % C, 5.48 % H, 11.81 % N and 27.0 % S. 1H NMR: δ (CDCl3), 7.57–6.67 (m, 10H, ArH), 4.45 (broad singlet, 8H, Ar–N–CH2–), 3.54 (broad singlet, 8H, –CH2–N–C=S). The 1H NMR spectrums are obtained at 400 MHz.
Conclusion
Synthesized thiuram disulfides are very effective for both gum and filled vulcanization of natural rubber with enhancement of mechanical as well as aging resistance properties in comparison to unsafe TMTD. Strong synergistic effects in mechanical properties are found due to regenerate of thiuram disulfide in presence of MBTS which further take parts in the crosslinking reaction during vulcanization of rubber. In the perspective of curing, mechanical and aging resistance properties of natural rubber vulcanizate accelerated by thiuram-thiazole binary accelerator systems, it can be effectively concluded that EPTD-MBTS (6:3) is the suitable choice of accelerator for the replacement of unsafe TMTD accelerator in the vulcanization of rubber.
References
Kempermann Th, Redetzky W (1969) Synergistic effects of vulcanization accelerators. Mater Plast Elastom 35:73–79
Skinner TD, Watson AA (1969) EV systems for NR. I. The purpose of efficient vulcanization and development of curing system. Rubb Chem Technol 42:404–417
Dogadkin BA, Feldshtein MS, Belyaeva EN (1960) The action of binary accelerator systems of vulcanization. Rubb Chem Technol 33:373–383
Krymowski JF, Taylor RD (1977) Chemical reactions between thiocarbamylsulfenamides and benzothiazylsulfenamides leading to cure synergism. Rubb Chem Technol 50:671–677
Debnath SC, Basu DK (1992) Studies on cure synergism: effect of safe amine accelerators in the vulcanization of natural rubber. Kauts Gummi Kunsts 45:934–938
Alam MN, Mandal SK, Debnath SC (2012) Effect of zinc dithiocarbamates and thiazole-based accelerators on the vulcanization of natural rubber. Rubb Chem Technol 85:120–131
Iavicoli I, Carelli G (2006) Evaluation of occupational exposure to N-nitrosamines in a rubber-manufacturing industry. J Occup Environ Med 48:195–198
Spiegelhalder B (1983) Carcinogens in the workroom air in the rubber industry. Scand J Work Environ Health 9(Suppl 2):15–26
de Vocht F, Burstyn I, Straif K, Vermeulen R, Jakobsson K, Nichols L, Peplonska B, Taeger D, Kromhout H (2007) Occupational exposure to NDMA and NMor in the European rubber industry. J Environ Monit 9:253–259
Eisenbrand G, Preussmann R, Spiegelhalder B (1980) German patent application No. 3029 312.6
Prussmann R, Eisenbrand G (1984) N-nitroso carcinogens in the environment. In: Searle CE (ed) Chemical carcinogens. vol 1, ACS Monograph, Washington, 182
Flory PJ, Renher J Jr (1943) Statistical mechanics of cross-linked polymer networks. J Chem Phys 11:521–526
Morita E, D’Amico JJ, Young EJ (1968) Rubber chemicals from cyclic amines. II dithioamines and sulfenamides as accelerators and curing agents. Rubb Chem Technol 41:721–735
Scheele W (1961) Kinetic studies of the vulcanization of natural and synthetic rubbers. Rubb Chem Technol 34:1306–1401
Craig D, Davidson WL, Juve AE (1951) Tetramethylthiuram disulfide vulcanization of extracted rubber. V. Low molecular products and the mechanism of zinc oxide activation. J Polym Sci 6:177–187
Debnath SC, Basu DK (1994) Studies on cure synergism. I. Effect of safe zinc dithiocarbamates on NR vulcanization accelerated by thiazole-based accelerators. J Appl Polym Sci 52:597–603
Blokh GA, Melamed ChL (1961) The interaction of carbon black with sulfur, MBT and TMTD in vulcanization. Rubb Chem Technol 34:588–599
Huneau B (2011) Strain-induced crystallization of natural rubber: a review of X-ray diffraction investigations. Rubb Chem Technol 84:425–452
Ahagon A, Kida M, Kaidou H (1990) Aging of tire parts during service. I. Types of aging in heavy-duty tires. Rubb Chem Technol 63:683–697
Ahagon A (1986) Extensibility of black filled elastomers. Rubb Chem Technol 59:187–203
Kaidou H, Ahagon A (1990) Aging of tire parts during service. II. Aging of belt-skim rubbers in passenger tires. Rubb Chem Technol 63:698–712
Buckley DJ (1959) Elastomeric properties of butyl rubber. Rubb Chem Technol 32:1475–1586
Dunn JR, Scanlan J (1959) Aging of natural rubber vulcanizates in the presence of dithiocarbamates. Rubb Chem Technol 32:739–747
Fletcher WP, Fogg SG (1958) The heat aging of natural rubber vulcanized with tetramethylthiuram disulfide. Rubb Chem Technol 31:327–328
Acknowledgments
One of the authors, Md. Najib Alam thankfully acknowledges the Council of Scientific and Industrial Research (CSIR), Govt. of India, for providing fellowship. We are also gratefully and highly acknowledge the DST-PURSE programme, Govt. of India for financial assistance. We also wish to thank Philips Carbon Black Ltd. (Durgapur, India) for supplying the carbon blacks.
Conflict of interest
We have read the competing interests policy of your journal and declare that we have no competing interest.
Authors’ contributions
Md. Najib Alam participated in the accelerators synthesis and mix formulations for this research project. Swapan Kumar Mandal and Kumarjyoti Roy participated in the physical and mechanical properties measurements for this research project. Subhas Chandra Debnath guided in all aspects from experiments to manuscript preparation for this research project. All authors read and approved the final manuscript.
Authors’ informations
Md. Najib Alam, Swapan Kumar Mandal and Kumarjyoti Roy are research scholar. Dr. Subhas Chandra Debnath is an assistant professor. All are working at the Department of Chemistry, University of Kalyani, Kalyani, Nadia 741235(W.B), India.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under license to BioMed Central Ltd. Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Alam, M.N., Mandal, S.K., Roy, K. et al. Synergism of novel thiuram disulfide and dibenzothiazyl disulfide in the vulcanization of natural rubber: curing, mechanical and aging resistance properties. Int J Ind Chem 5, 8 (2014). https://doi.org/10.1007/s40090-014-0008-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40090-014-0008-6