
Abstract
This study presents the effect of incorporating metakaolin (MK) on the mechanical and durability properties of high strength concrete for a constant water/binder ratio of 0.3. MK mixtures with cement replacement of 5, 10 and 15 % were designed for target strength and slump of 90 MPa and 100 ± 25 mm. From the results, it was observed that 10 % replacement level was the optimum level in terms of compressive strength. Beyond 10 % replacement levels, the strength was decreased but remained higher than the control mixture. Compressive strength of 106 MPa was achieved at 10 % replacement. Splitting tensile strength and elastic modulus values have also followed the same trend. In durability tests MK concretes have exhibited high resistance compared to control and the resistance increases as the MK percentage increases. This investigation has shown that the local MK has the potential to produce high strength and high performance concretes.
Similar content being viewed by others



1 Introduction
The quest for the development of high strength and high performance concretes has increased considerably in recent times because of the demands from the construction industry. In the last three decades, supplementary cementitious materials such as fly ash, silica fume and ground granulated blast furnace slag have been judiciously utilized as cement replacement materials as these can significantly enhance the strength and durability characteristics of concrete in comparison with ordinary Portland cement (OPC) alone, provided there is adequate curing (Neville 1997). Hence, high-performance concretes can be produced at lower w/b ratios by incorporating these supplementary materials. Fly ash addition proves most economical among these choices, even though addition of fly ash may lead to slower concrete hardening. However, when high strength is desired, use of silica fume is more useful (Basu 2003). When designed at very low water/binder ratio, the presence of silica fume explains the mechanical performance of high strength concrete. Silica fume provides a very good particle packing and, because of its strong pozzolanic property increases the resistance of the concrete to aggressive environments also (Abdul and Wong 2005). Silica fume, though initially considered as an industrial waste, has now become a world class product for which there is a constant demand in the construction industry. However, this product is rather expensive. In India, most of the good quality silica fume is imported and the cost is 9–10 times the cost of OPC.
Metakaolin (MK) or calcined kaolin, other type of pozzolan, produced by calcination has the capability to replace silica fume as an alternative material. In India MK can be produced in large quantities, as it is a processed product of kaolin mineral which has wide spread proven reserves available in the country (Basu et al. 2000; Tiwari and Bandyopadhyay 2003). At present the market price of MK in the country is about 3–4 times that of cement. Therefore the use of metakaoiln proves economical over that of silica fume. Previously, researchers have shown a lot of interest in MK as it has been found to possess both pozzolanic and microfiller characteristics (Poon et al. 2001; Wild and Khatib 1997; Wild et al. 1996). It has also been used successfully for the development of high strength self compacting concrete using mathematical modeling (Dvorkin et al. 2012). However, limited test data are available regarding the performance of the commercially available MK and Indian cements in the case of high strength concrete in the country (Basu 2003; Basu et al. 2000, Pal et al. 2001, Patil and Kumbhar 2012). The objective of this study was to investigate the effect of using local calcined kaolin or MK obtained commercially as pozzolan on the development of high strength and permeability/durability characteristics of concrete designed for a very low w/b ratio of 0.3. In addition, the optimum replacements with respect to strength and durability were determined by varying the amount of MK as partial cement replacement.
2 Experimental Investigation
An experimental program was designed to produce a high strength concrete by adding several combinations of MK. The materials used and the experimental procedures are described in the following sections.
2.1 Materials
The following materials were employed:
-
The cement used in all mixture was normal OPC (53 grade) conforming to IS: 12269 (BIS 1987). Commercially available MK was used as mineral additive. Their chemical composition is specified in Table 1. The X-ray diffraction (XRD) pattern of the MK used in this study is shown in Fig. 1.
Table 1 Characteristics of cement and metakaolin. Fig. 1 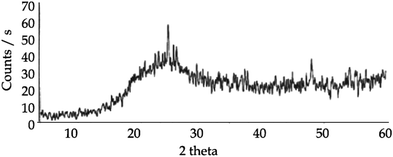
XRD pattern for metakaolin.
-
Good quality aggregates have been procured for this investigation. Crushed granite with nominal grain size of 20 mm and well-graded river sand of maximum size 4.75 mm were used as coarse and fine aggregates, respectively. The specific gravities of aggregates were determined experimentally. The coarse aggregates with 20, 12.5 mm fractions had specific gravities of 2.91 and 2.80, whereas the fine aggregate had specific gravity of 2.73, respectively.
-
Commercially available poly carboxylate ether (PCE)-based super-plasticizer (SP) was used in all the concrete mixtures.

2.2 Mixture Proportions
Trials mixtures were prepared to obtain target strength of more than 90 MPa for the control mixture at 28 days and the water/binder ratio for all the mixtures were kept constant at 0.30. The details of the mixtures for the study are presented in Table 2. Four different mixtures (MK0, MK5, MK10 and MK15) were employed to examine the influence of low water to binder ratio on concretes containing MK on the mechanical and durability properties. The control mixture (MK0) did not include MK. In mixtures MK5, MK10 and MK15, cement content was partially replaced with 5, 10, and 15 % MK (by mass) respectively. The binder consists of cement and MK. Trial mixtures were conducted to determine the optimum dosage of SP for each of the mixtures in order to achieve the target slump of 100 ± 25 mm. The dosage of SP for each mixture was carefully selected as over dosage may induce bleeding and strength retardation. Table 2 presents the mixture proportions for all of the mixture series with different dosage of SP for a target slump of 100 ± 25 mm. With respect to the aggregate grading, in the present investigation a combined aggregate grading as recommended by the DIN 1045 standards was utilized. The aggregates 20, 12.5 and 4.75 mm were combined in such a way, so that it meets nearly the combined grading specification of DIN ‘A’ curve. The percentage fractions of aggregates used for 20, 12.5 and 4.75 mm are 31, 32 and 37 of the total aggregate content. Blending aggregates in this fashion and designing concretes at very low water binder ratios will yield high strength concretes, because of the good packing density (Dinakar 2012).
2.3 Mixing and Casting Details
All the materials were mixed using a pan mixer with a maximum capacity of 80 l. The materials were fed into the mixer in the order of coarse aggregate, cement, MK and sand. The materials were mixed dry for 1.5 min. Subsequently three-quarters of the water was added, followed by the SP and the remaining water while mixing continued for a further 5 min in order to obtain a homogenous mixture. Upon discharging from the mixer, the slump test was conducted on the fresh properties for each mixture. The fresh concrete was placed into the steel cube moulds and compacted on a vibrating table. Finally, surface finishing was done carefully to obtain a uniform smooth surface.
2.4 Specimens and Curing
The following specimens were cast from each mixture:
-
Three 100 × 100 × 100 mm cubes for the compressive strength.
-
Three 100 × 200 mm cylinders for the splitting tensile test.
-
Three 150 × 300 mm cylinders for the modulus of elasticity test.
-
Two 100 × 100 × 100 mm cubes for water absorption study.
-
Two 150 × 150 × 150 mm cubes for the GWT water permeability test.
-
Three 150 × 150 × 150 mm cubes for the water penetration depth test.
-
Two 100 × 200 mm cylinders for the rapid chloride penetrability test. Samples of 100 × 52 mm were prepared from these cylinders.
All the specimens were cast on mechanical vibration table. After casting, all the specimens were covered with plastic sheets and water saturated burlap, and left at room temperature for 24 h. The specimens were demolded after 24 h of casting and were then cured in water at approximately 27 °C until the testing day.
2.5 Experimental Procedures
The workability of the fresh concrete is measured by using the standard slump test apparatus.
The unconfined compressive strength was obtained, at a loading rate of 2.5 kN/s at the age of, 3, 7, 28 and 90 days on 3,000 kN machine. The average compressive strength of three specimens was considered for each age. The split tensile strength was also tested on the same machine at the age of 28 days.
The elastic modulus was determined at the age of 28 days. The specimens were fixed with a longitudinal compressometer, placed vertically between the platens of the compression testing machine and tested as shown in Fig. 2. This test conforms to ASTM C 469 (ASTM 2006c) for static modulus of elasticity of concrete in compression. All the specimens were tested on saturated surface dry condition.

Test set up for determining the elastic modulus.
The permeability characteristics of the concretes were assessed at 28 days using Germann Water permeability Test (GWT meter, Denmark). This test, conducted on two saturated 150 mm cube specimens, basically measures the volume of water penetrating under a 5 kg/m2 pressure over a 1-h period. The coefficient of permeability was determined with the help of Darcy’s law. The test is performed on two side surfaces of each of the cubes, and it is ensured that there is no leakage at any point through the gasket. Also the water penetration depths under pressure were performed on 150 mm cubes as per BS EN 12390-8 (BS 2000) at 28 days. The test method involves the study of water penetration on 15 cm cubes over a 5 bar pressure for a period of 72 h. The experimental setup used for this study was shown in Fig. 3. After the test the specimens were split exactly into two halves and the water penetration front was marked on the specimen as shown in Fig. 4. The maximum depth of penetration under the test area was determined using vernier caliper and recorded it to the nearest millimetre.

Permeability test set up for determining the water penetration depth.

Water penetration dept front marked after the test.
The absorption test was carried out on two 100 mm cubes as per ASTM C 642 (ASTM 2006a) at 28 days of water curing. Saturated surface dry cubes were kept in a hot air oven at 100–110 °C till a constant weight was attained. These are then immersed in water and the weight gain was measured at regular intervals until a constant weight is reached. The absorption at 30 min (initial surface absorption) and final absorption (at a point when the difference between two consecutive weights at 12 h interval was almost negligible) is reported to assess the concrete quality. The final absorption in all cases is observed to be at 72 h.
The rapid chloride penetrability test was conducted in accordance with ASTM C 1202 (ASTM 2006b). These were also determined at 28 days. This test measures the ease with which concrete allows the charge to pass through and gives an indication of the concrete resistance to chloride-ion penetration. Three specimens of 100 mm in diameter and 52 mm in thickness conditioned according to the standard were subjected to 60-V potential for 6 h. The total charge that passed through the concrete specimens was determined and used to evaluate the chloride penetrability of each concrete mixture.
3 Results and Discussions
3.1 Fresh Properties
3.1.1 Plastic Density
The results of the plastic densities with respect to the corresponding MK percentages are given in Table 2. From this it can be seen that the plastic densities varied between 2,421 and 2,520 kg/m3. The slight reduction in the densities of MK concretes was due to the lower specific gravity of MK compared to cement alone.
3.1.2 SP Demand
In this study, different SP dosages were added to the different mixtures in order to obtain the consistency or workability in terms of target slump of 100 ± 25 mm. It can be seen from Table 2, the SP demand increased with increase in the metakaoiln replacements. For example, the 15, 10 and 5 % MK mixtures require 100, 62.5 and 37.5 % more SP dosage in comparison with that of the control mixture. This was mainly because of the higher specific surface area of MK in comparison with the cement alone. Another reason, cited by Nehdi et al. (1998), is that the Van der Waals, which are the main causes for cement particles agglomeration and electrostatic attraction between cement and pozzolan particles becomes dominant due to the increase in the wettable surface area. Therefore, as the percentage replacement increases flocculation becomes more predominant. In the presence of a dispersant such as SP on the surface of cement grains, particles repulse each other because of the dispersion of agglomerated cement particles and remain separate thus delivering the required workability (Nehdi et al. 1998). The relationship between SP dosage with respect to the percentage of total dry weight of binder content is shown in Fig. 5. It can be seen from the figure, that the equation is linear in the form y = mx + c, where the coefficients of m and c are strictly governed by MK content and w/b ratio. It should be noted that this equation only apply to cement content in the range 453–533 kg/m3 for a slump within 100 ± 25 mm and chosen constituent materials and for w/b ratio of 0.30. The proposed best fit linear equation is as follows:

Superplasticizer demand versus metakaolin percentage.
As far as the workability is concerned, in fact all the concretes the control and the MK mixtures have obtained their design slumps as shown in Table 2. According to these results, concretes obtained had high slump values, highly cohesive and can be easily pumpable. No wide variations in the slump values for the mixtures containing increased amounts of MK were observed.
3.2 Mechanical Properties
3.2.1 Compressive Strength
The compressive strength results of samples presented in Table 3, shows that all the concretes made in this study are high strength, as even the seven day compressive strength varied between 78 and 80 MPa. The 28-day strength varied between 91 and about 99 MPa, and the 90-day strength varied between 101 and 106 MPa. The 15 % replacement MK mixture had exhibited lower strengths comparatively than the other MK percentages, but comparable strengths at all the ages to that of control concrete. All the concretes including the control had achieved their target strength of 90 MPa at 28 day and at 90 days all the concretes achieved strengths of more than 100 MPa. Figure 6 presents the relation between compressive strength and MK percentages at 28 and 90 days. It can be seen that the compressive strength was the highest for the MK10 mixtures achieving strengths of 102.5 and 106 MPa at 28 and 90 days. This clearly shows that the replacement level of 10 % was the optimum as far as the compressive strength is concerned. This is slightly less than the replacement level of 15 % reported in a previous study for the same water/binder ratio of 0.30 (Khatib 2008). The reduction in compressive strength for MK15 compared to MK10 is explained as the result of a clinker dilution effect. The dilution effect is a result of replacing a part of cement by the equivalent quantity of MK. In MK concrete, the filler effect, pozzolanic reaction of MK with calcium hydroxide and compounding effect (synergetic effect of mineral admixture) react opposite of the dilution effects (Parande et al. 2008; Ding et al. 1999). For this very reason, there was an optimum MK replacement for MK concrete. With time, the compressive strength differences between the MK mixtures and OPC concrete becomes smaller. This might be due to the fact that all cementitious materials reactions were close to completion, or had stopped; mainly because the reactions between MK and OPC mixtures were slowed down with time (Wild and Khatib 1997).

Variation of compressive strength with respect to metakaolin percentage.
3.2.2 Splitting Tensile Strength
The tensile strength results of MK concretes with varying amounts of MK are shown in Table 3. The average value of the 28-day tensile strength for the concretes made was about 4.85 MPa, which corresponds to 5.15 % of the compressive strength for the same concretes. Table 3 shows that the average ratio between the tensile strength (f sp ) to cube compressive strength (f ck ) of concrete at 28 days was lower than the range (of about 9–10 %) for medium strength concrete reported earlier (Neville 1997; Rasiah 1983; Haque and Kayali 1998). This indicates that as the compressive strength increases lower would be the ratio, which is consistent with the results published by other investigators earlier (Rasiah 1983; Haque and Kayali 1998; Yogendran et al. 1987). From the results it can be seen that similar to compressive strength the splitting tensile strength also exhibited the highest strength at MK 10 mixture. Figure 7 presents the relation between compressive strength and splitting tensile strength of all the mixtures at 28 days. It can be observed that as the compressive strength increases, the tensile strength also increases. The relationship between compressive strength (f ck ) and split tensile strength (f sp ) can be expressed as below (from Fig. 7).

Variation of compressive strength with respect to splitting tensile strength.
3.2.3 Elastic Modulus
The modulus of elasticity is mainly related to the compressive strength of concrete. However, due to the existence of non-linear relationship between them (Neville 1997; Mehta and Monteiro 1999), the increase in the modulus of elasticity is not in proportion to the increase in compressive strength as noted in Table 3. The modulus values presented in Table 3 indicate that the rate of increase in the modulus is lower than the rate of increase in the compressive strength. The elastic modulus (E) values with respect to the MK contents are presented in Table 3. The trend is similar to that obtained for compressive strength; here the optimum MK percentage that gives maximum E is at 10 %. The strength (f ck ) is correlated with E as shown in Fig. 8. A direct linear, power and an exponential relationship were attempted and it was found that the power relationship in the form given below fitted the data best

Variation of compressive strength with respect to elastic modulus.
In addition, the predicted values according to the American Concrete Institute (ACI) model (E = 4.73√f ck ) and BIS model (E = 5 √f ck ) are also plotted in the same Fig. 8. The figure shows that the data points of MK mixtures lie slightly above the predicted modulus of ACI model but the BIS model overestimates the values obtained by actual testing.
3.3 Durability Studies
A comprehensive summary of the results of the durability characteristics of all the concretes are presented in Table 4.
3.3.1 Water Permeability
The volume of water penetrating with time for the different concretes was measured for evaluating the permeability values of these concretes. All the concretes including the control concrete were having permeability values less than 1 × 10−12 m/s. As per CEB guide line (CEB-FIP 1989), the control as well the MK concretes were in the range of ‘‘Good’’ concrete quality. It can also be seen that the control concrete was showing a slightly higher permeability compared to the MK concretes though in the range of good quality. The variation of permeability with MK percentage is given in Fig. 9, indicating that the permeability was decreasing with increasing percentage replacement of MK. This is because the pore sizes decreased with time either by refining the voids and/or by segmenting the interconnected voids with hydration products or MK particles. In the present study, it was observed that 15 % replacement level exhibited the lowest coefficient of permeability. This could be due to the fact that the pores were filled by hydration products, which would result in pore refinement leading to improved performance of the concrete (Zain et al. 2000). Also the adsorption of SP on cement grains may affect the diffusion of gel or the capillary pores to a certain extent. In the current study, different SP dosages for different MK replacements levels may influence the absortivity of concrete as suggested by Dhir and Yap (1984) previously.

Permeability characteristics of metakaolin concretes.
In another study, according to Bai et al. (2002), the decrease in sorptivity (indirect measure of permeability of concrete) is due to the influence of particle packing on the capillary pore structure wherein a wide distribution of MK particle sizes exists resulting in a denser packing than the mixtures with cement only, thus reducing the sorptivity. In their study, it was also reported that the relative sorptivity values clearly reflected the strength values whereby the lowest sorptivity values had the highest strength except when the replacement level was 40 % (Bai et al. 2002). This is quite contrary to the results obtained in the present investigation wherein the lowest value of permeability of MK15 did not exhibit the highest compressive strength for the w/b ratio studied. As already stated, the dilution effect, which is the result of the high cement replacement level, will inhibit strength gain rate. The water penetration depths results also followed a similar trend as shown in Table 4. There exists a correlation between the volume of water permeating and the water penetration depths. As the volume of water permeating is more obviously the water penetration also shows an increase in depths. From the above results it can be inferred that, the permeability of the MK mixtures decreased with increase in percentage replacement of MK irrespective of the strengths achieved for the water binder ratio studied.
3.3.2 Absorption
The durability of concrete depends primarily on its permeability, which defines the resistance to the penetration of aggressive agents. The absorption of concrete indirectly represent the porosity, through an understanding of the permeable voids and its inter-connectivity. A limit on the initial (30 min) absorption for assessing the concrete quality was defined by CEB earlier (CEB-FIP 1989). The absorption in 30 min (initial surface absorption) as well as the absorption after 72 h (final absorption) for all the concretes is presented in Fig. 10. From these results, it can be seen that the initial surface absorption of control as well as the MK concretes show values much <3 %, the limit specified for “good” concrete by CEB (CEB-FIP 1989). The total absorption at the end of 72 h for these concretes also followed a similar trend, which was also similar to that of the permeability results. From the same figure it can be seen that the water absorption of the MK mixtures was lower than that of the control mixture and the difference between control and MK mixtures became greater for mixtures with higher replacement levels. Similar to the permeability results the water absorption also reduced as the MK replacement levels increased. It is evident that the pozzolanic reaction combined with filler effect contributed to the reduction of the porosity of the concrete. Sabir et al. (2001) pointed out that there is a strong evidence that MK significantly influences the pore structure in pastes and mortars and produces substantial pore refinement leading to significant modifications to the water transport properties. Guneyisi et al. (2008) explained that the reduction in water absorption is due to the beneficial effect of the filling effect of ultrafine MK as well as due to its pozzolanic reaction. It was also observed earlier by Badogiannis and Tsivilis (2009) that compared to PC concrete MK concretes significantly exhibited lower chloride and gas permeabilities and sorptivities.

Absorption characteristics of metakaolin concretes.
3.3.3 Chloride Permeability
The resistance to chloride ion penetration is an important aspect that needs a better definition in structural materials. It is generally accepted that mineral admixture significantly improve this through the chloride binding and pore filling effects. This pore filling effect is considered to be the factor that helps in the case of MK. Accelerated chloride permeability test was conducted on all the concretes and the total charge passing in 6 h as a measure of the chloride permeability was presented in Fig. 11. The chloride ion penetrability limits suggested by ASTM C1202 were also superimposed. It can be seen that, all the MK concretes show very low chloride permeabilities in the range of 148–305 C, primarily due the MK in these mixtures. In contrast, the control concrete (MK0) shows a low chloride permeability of about 1162 C, indicating clearly that the mixtures containing MK were behaving significantly better. It was also observed earlier that the resistance to chloride ion penetration reduced significantly as the proportion of MK increased (Kim et al. 2007; Boddy et al. 2001). Also Gruber et al. (2001) indicated that high reactivity MK substantially reduced chloride ion penetration in concrete and such reductions can be expected to have a substantial impact on the service life of reinforced concrete in chloride environments. Abbas et al. (2010) explained that the addition of MK increased the system’s capacity to bind chloride ions, thus reducing the free chloride ion availability. Since these free chloride ions in pore water are primarily responsible for steel reinforcement corrosion. The presence of C3A in hydrated cement reacts with chloride ions and forms inert products like Friedels salt (3CaO Al2O3 CaCl2 .10H2O). If the part of cement is replaced with pozzolanic material like MK, the high alumina content in that further favors the binding of chloride ion (Schiessl 1988).

Chloride permeability of metakaolin concretes.
4 Conclusion
The following conclusion can be drawn from the current study.
-
(a)
Using MK as a partial replacement for cement decreased the plastic density of the mixtures.
-
(b)
The results shows that by utilizing local MK and cement designed for a low water/binder ratio of 0.3, high strength and high performance concretes can be developed and compressive strengths of more than 100 MPa can be realized.
-
(c)
The optimum replacement level of OPC by MK was 10 %, which gave the highest compressive strength in comparison to that of other replacement levels; this was due to the dilution effect of partial cement replacement. These concretes also exhibited a 28-day splitting tensile strength of the order of 5.15 % of their compressive strength and showed relatively high values of modulus of elasticity. Splitting tensile strengths and elastic modulus results have also followed the same trend to that of compressive strength results showing the highest values at 10 % replacement.
-
(d)
As far as the durability properties are concerned, local MK found to reduce water permeability, absorption, and chloride permeability as the replacement percentage increases. This may be due to the filler effect of MK particles which has substantially reduced the permeability or porosity of the concrete.
References
Abbas, R., Abo-El-Enein, S. A., & Ezzat, E. S. (2010). Properties and durability of metakaolin blended cements: Mortar and concrete. Materiales De Construccion,60, 33–49.
Abdul, R. H., & Wong, H. S. (2005). Strength estimation model for high-strength concrete incorporating metakaolin and silica fume. Cement Concrete Research,35(4), 688–695.
ASTM C. (2006a). Standard test method for density, absorption, and voids in hardened concrete, 642. Philadelphia, PA: Annual Book of ASTM Standards.
ASTM C. (2006b). Standard test method for electrical indication of concrete’s ability to resist chloride ion penetration, 1202. Philadelphia, PA: Annual Book of ASTM Standards.
ASTM C. (2006c). Standard test method for static modulus of elasticity and poisson’s ratio of concrete in compression, 469. Philadelphia, PA: Annual Book of ASTM Standards.
Badogiannis, E., & Tsivilis, S. (2009). Exploitation of poor Greek kaolins: Durability of metakaolin concrete. Cement & Concrete Composites,31(2), 128–133.
Bai, J., Wild, S., & Sabir, B. B. (2002). Sorptivity and strength of air cured and water cured PC-PFA-MK concrete and the influence of binder composition on carbonation depth. Cement and Concrete Research,32(11), 1813–1821.
Basu, P. C. (2003). High performance concrete. In Proceedings INAE national seminar on engineered building materials and their performance (pp. 426–450).
Basu, P. C., Mavinkurve, S., Bhattacharjee, K. N., Deshpande, Y., & Basu, S. (2000). High reactivity metakaolin: A supplementary cementitious material. In Proceedings ICI-Asian conference on ecstasy in concrete, 20–22 Nov, Bangalore, India (pp. 237–436).
Boddy, A., Hooton, R. D., & Gruber, K. A. (2001). Long-term testing of the chloride-penetration resistance of concrete containing high-reactivity metakaolin. Cement and Concrete Research,31, 759–765.
BS EN-12390-8. (2000). Depth of penetration of water under pressure. British Standards Institution.
CEB-FIP. (1989). Diagnosis and assessment of concrete structures-state of the art report. CEB Bulletin, 192, 83–85.
Dhir, R. K., & Yap, A. W. F. (1984). Superplasticized flowing concrete: durability. Magazine of Concrete Research,36(127), 99–111.
DIN 1045. (1988). Beton und Stahlbeton. Koln, Germany: Beton Verlag GMBH.
Dinakar, P. (2012). Design of self compacting concrete with fly ash. Magazine of Concrete Research,64(5), 401–409.
Ding, Z., Zhang, D., & Yu, R. (1999). High strength composite cement. China Building & Material Science Technology,1, 14–17.
Dvorkin, L., Bezusyak, A., Lushnikova, N., & Ribakov, Y. (2012). Using mathematical modelling for design of self compacting high strength concrete with metakaolin admixture. Construction and Building Materials,37, 851–864.
Gruber, K. A., Ramlochan, T., Boddy, A., Hooton, R. D., & Thomas, M. D. A. (2001). Increasing concrete durability with high-reactivity metakaolin. Cement & Concrete Composites,23, 479–484.
Guneyisi, E., Gesoglu, M., & Mermerdas, K. (2008). Improving strength, drying shrinkage, and pore structure of concrete using metakaolin. Materials and Structures,41, 937–949.
Haque, M. N., & Kayali, O. (1998). Properties of high strength concrete using a fine fly ash. Cement and Concrete Research,28(10), 1445–1452.
IS. (1987). Specification for 53 grade ordinary Portland cement, 12269. New Delhi: Bureau of Indian Standards.
Khatib, J. M. (2008). Metakaolin concrete at a low water to binder ratio. Construction and Building Materials,22(8), 1691–1700.
Kim, H. S., Lee, S. H., & Moon, H. Y. (2007). Strength properties and durability aspects of high strength concrete using Korean metakaolin. Construction and Building Materials,21, 1229–1237.
Mehta, P. K., & Monteiro, P. J. (1999). Concrete: microstructure, properties, and materials. Delhi, India: Indian Concrete Institute.
Nehdi, R. M., Mindness, S., & Aitcin, P. C. (1998). Rheology of high performance concrete: Effect of ultrafine particles. Cement and Concrete Research,28(5), 687–697.
Neville, A. M. (1997). Concrete with particular properties. In Properties of concrete (pp. 653–672). Harlow, UK: Longman
Pal, S. C., Mukherjee, A., & Pathak, S. R. (2001) Development of high performance concrete composites using high volume cement replacement with supplementary pozzolanic and cementitioius solid waste. In S. K. Kaushik (Ed.), Proceedings of SEC, recent developments in structural engineering (pp. 215–229). New Delhi, India: Phoenix publishing house Pvt Ltd.
Parande, A. K., Ramesh Babu, B., Karthik, M. A., Kumar, K. K., & Palaniswamy, N. (2008). Study on strength and corrosion performance for steel embedded in metakaolin blended concrete/mortar. Construction and Building Materials,22(3), 127–134.
Patil, B. B., & Kumbhar, P. D. (2012). Strength and durability properties of high performance concrete incorporating high reactivity metakaolin. International Journal of Modern Engineering Research,2(3), 1099–1104.
Poon, C. S., Lam, L., Kou, S. C., Wong, Y. L., & Wong, R. (2001). Rate of pozzolanic reaction of metakaolin in high-performance cement pastes. Cement and Concrete Research,31(9), 1301–1306.
Rasiah, A. R. (1983) High strength concrete for developing countries. In: Proceedings of the first international conference on concrete technology in developing countries, Amman, Jordan.
Sabir, B. B., Wild, S., & Bai, J. (2001). Metakaolin and calcined clays as pozzolans for concrete: A review. Cement & Concrete Composites,23, 441–454.
Schiessl, P. (1988). Corrosion of steel in concrete, Report of the technical committee 60-CSC, RILEM. London, UK: Chapman and Hall.
Tiwari, A. K., & Bandyopadhyay, P. (2003) High performance concrete with Indian metakaolin. In International symposium on innovative world of concrete, 19–21 September. Pune: Indian Concrete Institute.
Wild, S., & Khatib, J. M. (1997). Portlandite consumption of metakaolin cement Pastes and mortars. Cement and Concrete Research,27(1), 137–146.
Wild, S., Khatib, J. M., & Jones, A. (1996). Relative strength, pozzolanic activity and cement hydration in superplasticised metakaolin concrete. Cement and Concrete Research,26(10), 1537–1544.
Yogendran, V., Langan, B. W., Haque, M. N., & Ward, M. A. (1987). Silica fume in high strength concrete. ACI Materials Journal,84, 124.
Zain, M. F. M., Safiuddin, M. D., & Mahmud, H. (2000). Development of high performance concrete using silica fume at relatively high water-binder ratios. Cement and Concrete Research,30(9), 1501–1505.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
This article is published under license to BioMed Central Ltd. Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Dinakar, P., Sahoo, P.K. & Sriram, G. Effect of Metakaolin Content on the Properties of High Strength Concrete. Int J Concr Struct Mater 7, 215–223 (2013). https://doi.org/10.1007/s40069-013-0045-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40069-013-0045-0