
Abstract
The generation of huge amount of liquid waste known as palm oil mill effluent is a major problem in oil palm industry. Meanwhile, anaerobic biodegradation of such organic effluent at thermophilic condition is a promising treatment technology due to its high efficiency. However, storage and transportation of thermophilic mixed culture sludge are challenging due to constant biogas generation and heating requirement. Hence, drying of thermophilic sludge was conducted to obtain dormant thermophiles and thus enables easier handling. In this study, thermophilic sludge was dried using heat pump at 22 and 32 °C as well as hot air oven at 40, 50, 60, and 70 °C. Subsequently, quality of dried sludge was examined based on most probable number enumeration, chemical oxygen demand, and methane yield. Average drying rate was found to increase from 3.21 to 17.84 g H2O/m2 min as drying temperatures increases while average moisture diffusivity values ranges from 5.07 × 10−9 to 4.34 × 10−8 m2/s. Oven drying of thermophilic mixed culture resulted in highest chemical oxygen demand removal and lowest log reduction of anaerobes at 53.41% and 2.16, respectively, while heat pump drying resulted in the highest methane yield and lowest log reduction of methanogens at 53.4 ml CH4/g COD and 2.09, respectively. To conclude, heat pump at 22 °C was most suitable drying technique for thermophilic mixed culture as the original methane-producing capability was largely retained after drying, at a slightly lower yet still comparable chemical oxygen demand removal when palm oil mill effluent was treated with the rehydrated culture.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The production of palm oil tends to generate a huge range of by-products and liquid waste. The liquid waste is particularly known as palm oil mill effluent (POME). The major source of POME comes from the sterilisation process of palm oil, followed by clarification process and hydrocyclone operation (Ahmed et al. 2015). POME has become one of the major sources of water pollution due to the high biochemical oxygen demand (BOD) and chemical oxygen demand (COD) in the range of 24,000–30,000 and 48,000–61,000 mg/l, respectively (Ahmed et al. 2015). Therefore, direct discharge of POME into the environment is extremely harmful as it depletes aquatic lives of oxygen.
There are many methods to treat POME before discharging to the environment. Due to extremely high content of biodegradable organic matter as measured by BOD, biological treatment is an effective technique for POME. The most common biological system used is ponding system. However, due to its relatively low treated effluent quality, anaerobic treatment in a high-rate digester has been proposed to replace the ponding system. Application of high-rate anaerobic digester will not only help to reduce river pollution but will also provide saleable certified emission reduction (CER) according to clean development mechanism (CDM) defined in article 12 of Kyoto Protocol (UNFCCC 2012). In addition, anaerobic treatment under thermophilic condition has been shown to result in shorter treatment time with higher rate of biogas production (Poh and Chong 2010).
Despite the advantages of thermophilic anaerobic POME treatment, thermophilic seed sludge is not widely available in the market and requires up to 120 days to be acclimatised from mesophilic seed sludge (Poh and Chong 2010). Therefore, it will be advantageous to transport thermophilic seed sludge that is readily available directly to the treatment site to minimise start-up time of the POME treatment process. However, transportation, storage, and handling processes of the thermophilic seed sludge to a new site can be potentially problematic. During the transportation and storage of sludge, constant generation and accumulation of biogas can be hazardous during long journeys as methane is flammable. To overcome the above-mentioned issues, drying of thermophilic seed sludge for POME treatment is proposed as a solution.
There have been many studies conducted for the preservation of microorganisms, particularly through the popular technique of freeze drying. Numerous studies have shown that high cell survival of pure cultures of fungi Lactobacillus plantarum can be achieved using freeze drying technique (Perdana et al. 2013). Freeze drying has also been successfully utilised in the preservation of mixed culture such as kefir, a consortium of microbes mainly containing yeast and lactic acid bacteria, which is primarily used to produce Russian traditional drink “kefir” (Dimitrellou et al. 2008). Despite its reliability and wide applicability, this method is cost intensive and requires long drying time which could be harmful to several delicate microorganisms (Tambunan 2001).
Relatively inexpensive convective air drying has been considered as a promising alternative to address problems encountered in freeze drying. The use of abundantly available air as the main drying medium promotes simplicity, cost efficiency, and ease of scalability for this alternative (Domínguez 2011). The basic principle of convective air drying is the exposure of solid–liquid mixture to flow of hot air where the liquid portion (usually water) slowly evaporates, leaving behind solid residue as the dried product (Domínguez 2011).
Conventionally, drying is classified into low- and high-temperature drying. Drying at low temperature close to ambient temperature is believed to be less damaging to nutrients or biological content in drying sample, for example when drying crops intended for replanting, or certain organisms to be revived (Ekechukwu 1999). This theory was supported by a study where lactic acid bacteria (LAB) were found to give significantly high cell survival (82–87%) with moisture content as low as 3% when dried at lower temperature range of 35–55 °C (Katechaki et al. 2010). Drying close to room temperature can be conveniently carried out in convective air dryers such as heat pump dryers and hot air circulation oven.
Living cells and biologically active molecules are generally sensitive to temperature. Conventional water removal methods such as spray drying and freeze drying often operate at extreme low or high temperature which could easily denature the biomolecules unless costly protectant is added (Perdana et al. 2013). Heat pump comes into play as the technique can operate at milder temperature, closer to the atmospheric condition which the microorganisms naturally inhabit and thus eliminates loss in biological activity caused by abrupt temperature change (Fu and Chen 2011).
Similary, hot air circulation oven normally operates at slightly above room temperature up to beyond the boiling point of water at which majority of bacteria perish (Domínguez 2011). The mechanism of conventional hot air drying is evaporation induced by thermal perturbation to drying material, both externally by forced air convection and internally by heat conduction (Domínguez 2011). Typically, rate of evaporation increases as hot air oven is operated at higher temperature, which consequently shortens the overall drying duration. However, hot air drying at elevated could be unfavourable for biological materials such as microbial cells which are made up of heat-sensitive cellular constituents (Ho et al. 2001).
To date, research on the application of convective air drying for microorganism preservation is rather scarce and largely limited to agricultural industry (Wankhade et al. 2013). It is, therefore, essential to conduct a study that looks into cell survival of biological culture subjected to convective drying process. This research investigates the behaviour of microbes following drying process under heat pump dryer and hot air circulation oven as well as the effect of moisture content in dried sludge on cell survival and performance of the rehydrated thermophilic mixed culture. The parameters monitored in this study are most probable number (MPN), COD removal, and methane yield as the main indicators of microorganism survival, pollutant removal, and renewable energy production, respectively.
The experimental work for this study was conducted in Monash University Malaysia and Universiti Tunku Abdul Rahman (UTAR) from March 2015 to April 2016.
Materials and methods
Sample preparation
Mesophilic seed sludge and raw POME were obtained from anaerobic wastewater treatment plant of a palm oil mill, Seri Ulu Langat Sdn Bhd located in Dengkil, Selangor, Malaysia. Characteristics of POME obtained in this study are presented in Table 1. It can be seen that POME is a hot acidic waste with high organic and solid content as indicated by values of temperature, pH, BOD, COD, and total suspended solids (TSS). It is worth to note that high discharge temperature of POME further increases the attractiveness of treatment at thermophilic condition instead of the conventional mesophilic conditions. The hot stream could be used to maintain thermophilic digester tank before being fed into the digester itself. Meanwhile, common practices do not offer potential for heat recovery as mesophilic digester requires little or no heating and even involves additional cooling cost at times.
Acclimatisation of seed sludge from mesophilic to thermophilic condition was done by first allowing a 4-h anaerobic digestion of POME by the sludge at mesophilic temperature range, followed by a single-step increase in temperature to 55 °C (Bousková et al. 2005). Subsequently, the acclimatised thermophilic mixed culture was regularly fed with POME every 7 days following extraction of supernatant, in an upflow anaerobic sludge blanket (UASB) batch bioreactor shown in Fig. 1. The raw POME was stored at 4 °C when it is not being used.

Schematic diagram of upflow anaerobic sludge blanket (UASB) batch bioreactor with biogas collection system
Drying method
Thermophilic mixed culture was extracted from bottom of the bioreactor in Fig. 1 where the solid sludge settles. The mixed culture was then poured into five petri dishes for each run of drying experiment under different conditions. Each dish with inner diameter of 69.5 ± 0.3 cm was filled with 25 ± 0.005 g of sludge with solid content of 7.55 ± 0.67% (w/w) to make up a sample thickness of 0.6 ± 0.05 cm. Drying of thermophilic mixed culture sludge was conducted at various temperatures using a heat pump dryer and a hot air circulation oven as described below, where three replicates are obtained for each drying experiment.
Heat pump drying
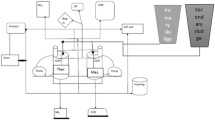
A laboratory-scale heat pump dryer fabricated by I-Lab Sdn Bhd (Selangor, Malaysia) was used in this research. The dryer consists of drying chamber of dimension 80 cm × 60 cm × 60 cm and heat pump system which comprises of an expansion valve, a compressor, and two heat exchangers (condenser and evaporator) as described in Fig. 2. Mild-temperature dehumidified air produced by heat pump system was used as drying medium. The dryer operated at temperature of 22.0 ± 1.0 °C and relative humidity (RH) of 38.1 ± 1.5%. In addition, the dryer is equipped with an auxiliary heater which can be switched on to give drying temperature of 32.0 ± 1.0 °C and RH of 29.5 ± 1.5%. The average air velocity in the drying chamber was constant at 2.0 ± 0.1 m/s across the two drying conditions. Drying was carried out by putting wet samples on flat mesh tray and placed at the centre of the drying chamber. The wet samples were removed, weighed, and replaced onto the drying mesh through a front-facing glass door of the drying chamber within a minute at fixed drying intervals as described in “Drying characteristics” section. Before drying commences, the heat pump dryer was switched on for 30 min to allow the system to stabilise.

Schematic diagram of heat pump dryer
Hot air circulation oven drying
Hot air circulation oven (Memmert UFB500, range 30–220 °C with accuracy of ± 0.5 °C was used to conduct drying at average temperature and relative humidity of 40.0, 50.0, 60.0, 70.0 °C and 19.9 ± 1.5, 16.1 ± 1.5, 7.4 ± 1.5, 4.7 ± 1.5%, respectively. The drying chamber has a dimension of 53 cm × 47 cm × 39 cm (Width × Height × Depth) where air is circulated by an air turbine with measured average velocity of 1.9 ± 0.1 m/s for all drying temperatures. Incoming air is preheated before entering the chamber through ventilation slots in the chamber side wall; the ventilation fan at the back of the chamber wall produces a large air output and a horizontal forced air convection to dry the samples on the drying tray. Similar to heat pump, the oven was allowed to operate at desired temperature for at least 30 min in order to achieve steady-state condition prior to the commencement of drying experiment.
Drying characteristics
For each drying experiment, the weight of each sample was measured using electronic balance (A&D GX-1000) every 10-min interval for the first hour, every 20-min interval for the second to third hours, and every 30 min for the fourth to sixth hours. Beyond 6 h, weights of the samples were recorded every 1 h until equilibrium moisture content (EMC) was achieved. EMC was determined to be the point of time when the measured weight in grams at accuracy of 3 decimal places no longer shows reduction for three consecutive readings. Each measurement was performed in under 60 s as not to disrupt the overall drying process (Dadalı et al. 2007).
The average bone dry weight (W d) of each sample was obtained by further drying the sample at 105 °C for 24 h. W d was then used to calculate the moisture content using the following equation (AOAC 1996)
where \(M_{t}\) represents moisture content at time t in gram H2O/gram dry solid, \(W_{t}\) represents weight of sample in gram at time t. Moisture contents in dry basis were employed as opposed to wet basis as it is more relevant for engineering research (Ekechukwu 1999).
Correspondingly, moisture ratio of the sample was calculated as follows
where \({\text{MR}}\) refers to moisture ratio while \(M_{\text{o}}\), \(M_{t}\), and \(M_{\text{eq}}\) represent the moisture content of the sample at initial, certain drying time \(t\), and at equilibrium (EMC), respectively.
Drying kinetics
Drying involves a complex heat and mass transfer which mostly occurs at unsteady state. Development of theoretical understanding for parameters governing this complex process is significant. Typically, mathematical models are used to fit the experimental data to provide mathematical representation that could serve as basis for future predictions.
This study employed thin-layer drying models have been widely used recently due to its reliability in representing various drying process in vegetables and fruits (Wankhade et al. 2013). They include semi-theoretical and empirical models derived from Newton’s law of cooling, Fick’s second law of diffusion and modification of its simplified form. These models are simpler to use and require fewer assumptions as compared to purely theoretical models (Wankhade et al. 2013). The tested mathematical models are shown in Table 2.
The experimental data from drying kinetic are fitted to the equations in Table 2 using nonlinear regression in SigmaPlot version 12.0 software. The coefficient of correlation (r), root mean square error (RMSE), and Chi-square (χ 2) were then calculated as follows
where \(N\) is the number of data and \(N_{\text{c}}\) is the number of constants in the model, while subscript \({\text{pre}}\) and \({ \exp }\) refer to predicted and experimental value, respectively.
Values of r, RMSE, and \(\chi^{2}\) were used to evaluate the fitness of each model to the experimental drying curve. Model with the highest value of r as well as the lowest values of RMSE and \(\chi^{2}\) was chosen as the best fit to the experimental drying curve.
Drying rates
Plot of drying rate curve of a particular drying process enables understanding of the relationship between moisture diffusion from within the solid particles and the corresponding evaporation on the outer solid surface. The drying rates of a substance at various moisture contents during the drying process can be calculated by
where \(R\) gives the average drying rate in \({\text{g}}\;{\text{H}}_{2} {\text{O/m}}^{2} \;{ \hbox{min} }\) between time \(n\) and \(n + 1\) during the drying process, while \(A\) is the exposed drying area of the sample being dried which was measured to be 0.005027 \({\text{m}}^{2}\) (AOAC 1996).
Moisture diffusivity
The analytical solution of Fick’s second law of diffusion is displayed as Eq. 7 below and was used to calculate effective diffusivity, \(D_{\text{eff}}\). The values of \(D_{\text{eff}}\) at various moisture contents (represented by corresponding experimental \({\text{MR}}_{t}\) in Eq. 7) at each respective time \(t\) were obtained through Goal Seek function in Excel™ software. This was done for all moisture contents in each drying temperature
where \(n\) is positive integer, \(t\) is drying time in s, and \(L\) is thickness of sample in \({\text{mm}}.\)
Subsequently, the average effective diffusivity, \(D_{{{\text{eff,}}\;{\text{ave}}}}\), for each drying temperature can be calculated using Eq. 8 below.
Quality analysis
The quality of dried mixed culture thermophilic sludge was evaluated by assessing the viability of microorganisms after drying. To do that, the dried mixed culture was first rehydrated before it can be evaluated for cell survival, COD removal, and methane yield.
Rehydration
Rehydration of dried mixed culture is done by restoring the amount of water that was evaporated during drying. In this study, rehydration was performed right after drying process has completed and samples had been allowed to cool down or warm up to ambient temperature. Rehydration was performed by adding distilled water in the amount equivalent to that lost during drying process and agitated in incubator shaker at 37 °C and 250 rpm for 18 h. The resultant rehydrated mixed cultures were then evaluated for cell survival by obtaining the most probable number (MPN) of microorganisms contained in the sample. The rehydrated sample was also evaluated for its performance in treating POME through assessment of the COD removal and methane yield.
Cell survival
MPN enumeration was conducted to obtain the cell count of microorganisms following drying process. All procedures for MPN enumeration were conducted in the biosafety cabinet after required culture medium, distilled water, and glasswares had all been sterilised in autoclave (Hirayama HV-85) to avoid contamination of the samples.
Culture medium was prepared by dissolving 30 g of tryptic soy broth (TSB) in 1 litre of distilled water. Next, serial dilutions of seed sludge were prepared by adding 1 mL of sample into 9 mL of sterile distilled water until a 1012 times dilution is obtained. Subsequently, 1 mL from each dilution number was then inoculated into vials containing TSB. This was done in triplicate for each dilution to enable comparison with 3-tube most probable number (MPN) table. The vials were then incubated under anaerobic condition for 8 days at 55 °C.
To obtain the MPN of total anaerobes, each vial was first determined to be either positive if the mixture was cloudy or negative if the mixture was clear after incubation. The combination of positive and negative tubes was then compared against MPN table to obtain a corresponding MPN value (Man 1983).
In contrast, MPN for methanogens was obtained by detecting the presence of methane using biogas analyser (Binder Combimass Ga-m, with accuracy of ±3% of measured values). Vials were marked as positive if methane is detected and negative otherwise. The combination of positive and negative tubes was compared against the same MPN table as in total anaerobes.
The cell survival of microbes was subsequently determined by calculating logarithmic reduction from MPN of rehydrated sludge relative to MPN of the original seed sludge using the following equation
Chemical oxygen demand (COD) removal
A 250-ml Schott Duran bottle was set up as bioreactor where 50 ml of rehydrated mixed culture was used to treat 150 ml of POME after pH adjustment by adding 1 M sodium bicarbonate. Supernatant was collected regularly for a period of 12 days from the bioreactor after allowing 30-min settling time. It was then analysed for COD level by following HACH Method 8000 which is USEPA approved for wastewater analyses (Standard Method 5220 D). The final COD value after treatment was compared with the initial value before treatment in equation below to evaluate the COD removal
Methane yield
Daily monitoring of bioreactor was conducted over 12-day period to obtain both biogas volume (ml) and methane composition (%). Biogas volume was measured by capturing the produced gas in an inverted measuring cylinder as illustrated in Fig. 1 while its composition was obtained using biogas analyser.
Results and discussion
Drying kinetics
Two-term exponential model was found to best represent the drying kinetics of thermophilic mixed culture at 22 and 32 °C under heat pump drying. The values of coefficient (r), root mean square error (RMSE), and Chi-square (χ 2) were recorded in the range of 0.9995–0.9996, 1.012 × 10−2–1.153 × 10−2, and 1.065 × 10−4–1.437 × 10−4, respectively. Meanwhile, Modified Page model was found to best represent the drying kinetics of thermophilic mixed culture at 40, 50, 60, and 70 °C under hot air circulation oven drying. The values of coefficient (r), root mean square error (RMSE), and Chi-square (χ 2) were recorded in the range of 0.9995–0.9996, 1.012 × 10−2–1.153 × 10−2, and 1.065 × 10−4–1.437 × 10−4, respectively. The representative model equations for each drying condition are tabulated together with their parameters in Table 3, while the corresponding curves are plotted in Fig. 3.

Drying kinetics of thermophilic mixed culture at different drying temperatures using heat pump and hot air circulation oven
Higher sample temperature seemed to contribute in speeding up the rate of water evaporation which in turn shortens the total drying time required for the sludge to reach EMC, as illustrated in Fig. 3 and Table 4. Lower EMCs were also found in oven-dried samples at elevated temperature due to the drop in relative humidity, which in turn lowered the point of equilibrium between moisture within sample and the drying air (Chin et al. 2009). Mild-temperature drying of heat pump comparably took longer time to reach equilibrium due to slow internal diffusion of bound water molecules in the solid sludge, as heat pump relies mainly on low relative humidity in the drying air to draw moisture out from the wet samples. In contrast, hot air circulation oven operates at elevated temperature in which heat is the main driving force, intensifying moisture diffusion through increase in both moisture holding capacity in drying air and kinetic energy of water molecules in wet sample.
For microorganisms with relatively higher thermal resistance such as thermophiles, safe limit of EMC could reach as low as 0.05–0.07 g free H2O/g dry solid (dry basis) for the cells to remain viable after rehydration. In contrast, safe limits of EMC for mesophiles from which thermophiles were acclimatised from, ranged from 0.2 to 0.3 g free H2O/g dry solid (dry basis) (Aguilera and Karel 2009). From Table 4, it can be seen that lower end of selected temperatures, namely all heat pump dryings and oven drying at 40 °C, satisfies this requirement by having EMC above safety limit and is likely to be favoured in comparison with high-temperature drying.
Drying rates
Average drying rate of thermophilic mixed culture dried by heat pump and oven methods is shown in Fig. 4. The highest average drying rate was found as 17.84 g H2O/m2 min for the drying of sludge under hot air circulation oven drying at 70 °C, whereas the lowest drying rate was recorded as 3.21 g H2O/m2 min under heat pump drying at 22 °C.

Variation of drying rate with free moisture content in thermophilic mixed culture at different drying temperatures of heat pump and hot air circulation oven drying
It can be observed that the average drying rate increased with increasing drying temperature. Referring to individual drying curves, all the drying rate curves gradually increase to a maximum. This was due to lower initial temperature of the sample compared to its targeted drying temperature. Thus, the sample had to first undergo an initial heating, also known as initial transient period. Upon reaching maximum drying rate, the drying process progressed to falling rate period where the moisture content of the drying sample was low and drying occurs by moisture diffusion from inner solid instead of from surface solid. Subsequently, drying rate continuously decreased until the sample achieved equilibrium moisture content. The absence of constant rate drying period suggests that internal structure of thermophilic mixed culture was unable to provide a continuous supply of moisture to the surface for rapid thin-layer drying process (Geankoplis 2003). This, in turn, shows that the drying rate was controlled by internal moisture diffusion (Geankoplis 2003).
Effective moisture diffusivity
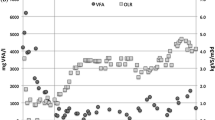
Effective moisture diffusivity, D eff, is the measure of how effective moisture in a drying sample diffuses out from inner interstices to the sample’s surface. In other words, when the effective moisture diffusivity is high, higher amount of moisture will diffuse out to the sample surface where it eventually evaporates. Factors which affect moisture diffusivity of a drying sample are moisture content, drying condition, sample composition, and porosity (Abe and Afzal 1997). In this study, the effective moisture diffusivity in drying of thermophilic mixed culture was investigated based on drying conditions and its moisture content when dried under different drying methods. Figure 5 shows the variation of effective moisture diffusivity with the depletion of moisture content in thermophilic mixed culture for both heat pump and oven drying methods.

Moisture diffusivity in accordance with the reduction of moisture content for heat pump and oven drying of thermophilic mixed culture
The values of effective diffusivities increased notably with increasing drying temperatures for both heat pump drying and hot air circulation oven drying. Lower relative humidity at high drying temperature promoted moisture concentration gradient between the surface of drying sample and its inner interstices, which stimulates the effective moisture diffusion from the interior of the sample to the surface and thus produced higher value of effective moisture diffusivity. The average Deff for heat pump and hot air circulation oven drying was found to be in the range of 5.07 × 10−9–8.55 × 10−9 and 1.55 × 10−8–4.34 × 10−8 m2/s, respectively.
A sixth-order polynomial relationship was found to well represent the variation in effective moisture diffusivity with changes in moisture content of thermophilic mixed culture. The general form of the equation is presented as Eq. 11 below, while the corresponding coefficients are tabulated in Table 5.
Quality analysis
Following drying process, the dried mixed cultures were rehydrated and then assessed based on its capability as the workforce in anaerobic digestion system. This was evaluated through obtaining the cell survival, COD removal, and methane yield after rehydration of the dried sludge.
Cell survival
Cell survival was firstly assessed as it quantifies the number of living microorganisms present in a culture. Comparison of viable cells before and after drying, expressed as log reduction, will give a good insight into the portion of microbes that survived the drying process. The MPN values and the corresponding log reduction for both total anaerobes and methanogens are presented in Table 6.
Survival of methanogens was typically higher when drying was conducted using heat pump as shown by relatively lower log reduction in Table 6. Typically, the microorganisms tend to have better survival in mild-temperature drying (22–32 °C) as thermal inactivation is reduced at lower temperatures (Perdana et al. 2013). Thus, relatively greater portion of viable methanogens remained following low-temperature drying using heat pump. In addition, drying processes which are conducted at mild temperatures are generally less harmful to microorganisms due to higher final moisture content in the final dried product (Fu and Chen 2011). Higher moisture contents have been correlated with increased microbial survival due to maintenance of cellular activity when the essential water molecules are present (Fu and Chen 2011). In particular, cells of methanogenic microorganisms contain neither murein (peptidoglycan-containing muramic acid) nor outer membrane making them even more susceptible to osmotic lysis, which becomes increasingly prominent as more portion of water is evaporated from the wet samples and water gradient rises (Fu and Chen 2011).
On the other hand, Table 6 shows that the lowest log reduction, i.e. highest survival for total anaerobes, occurs at drying temperature of 50 °C, which lies within the range of the optimum growth temperature for thermophiles between 50 and 55 °C (Poh and Chong 2010). Owing to that, cell survival of total anaerobes was observed to decline as drying temperature deviates from 50 °C. Although the trend for cell survival of methanogens and total anaerobes is nearly identical, there is a shift of peak from 32 to 50 °C. It is worth noting that apart from methanogens which carry out methanogenesis, thermophilic mixed culture also contains microorganisms which carry out hydrolysis, acidogenesis, acetogenesis which are all part of the anaerobic digestion (Poh and Chong 2010). Thus, the shift is likely due to favourability of these major portions of anaerobes towards high drying temperature. This is in line with expectation as the microbial consortium measured as total anaerobes is largely made up of thermophilic (high temperature-loving) microorganisms. Moreover, the ratio of methanogens to total anaerobes (M/TA) in Table 6 shows that maximum ratio of surviving methanogens to total anaerobes was highest at drying at 32 °C using heat pump and decreased as drying temperature was increased to 40 and 50 °C. Despite having relatively high M/TA when drying was conducted at 60 and 70 °C, it could be noted that the higher ratio was due to decline in MPN of total anaerobes. In other words, further increase in drying temperature to 60 and 70 °C resulted in drop of cell survival as thermal stress increased considerably and caused higher degree of cell inactivation (Fu and Chen 2011). From the cell survival point of view, drying of thermophilic mixed culture under heat pump provided the most suitable condition as it largely preserved the slow-growing methanogenic population which is highly essential in maintaining stability of anaerobic treatment systems.
Chemical oxygen demand (COD) removal
COD is one of the most important parameters to gauge the pollution level in wastewater. High COD values indicate high depletion of oxygen when the wastewater is discharged to waterways. COD has also been taken as one of the discharge limit criteria such as by Malaysian Department of Environment (EQA (Environmental Quality Act) 1974). Moreover, it is essential to measure COD removal capability of the thermophilic sludge after drying as start-up time can be greatly reduced with high COD removal efficiency at the start of the process. Therefore, COD removal was taken as one of the main measures of performance for thermophilic sludge in treatment of POME.
The average COD removals of thermophilic anaerobic POME treatment using rehydrated cultures at various drying temperatures are tabulated in Table 7. The POME treatment efficiency using thermophilic seed sludge that was not subjected to drying is also included for comparison purpose. Result from Table 7 indicates that highest COD removal was found for sludge that was not subjected to drying. This is due to the fact that the population of anaerobes were high, in the region of 108 as shown in Table 6. On a side note, while small values of standard deviations have been achieved in majority of the runs, variations in the values are inevitable at times, as they depend upon the initial COD content, which in turn is influenced by external factors, such as weather, season, and soil condition of the harvested plantation.
COD removal of 45.04% was achieved for 22 °C-dried sludge but declined to as low as 38.8% when the seed sludge was dried at a temperature of 32 °C but increased again as the drying temperature increased to a maximum of 53.4% (60 °C drying temperature). The drop in performance was expected as this is related to the survival of microbes in the seed sludge. Referring to Table 6, a similar trend of increasing cell survival for total anaerobes from 32 to 40 °C and 50 °C was observed as drying temperatures approaches optimum growth temperature for thermophiles.
In comparison with Table 6, a shift of peak to 60 °C is observed in Table 7 as growth of thermophiles while being cultivated in bioreactor is optimum within this temperature range as reported by other studies (Bousková et al. 2005; Abeynayaka and Visvanathan 2011). Overall, the COD-removing capability of thermophilic mixed culture was not greatly reduced by the drying process in comparison with cell survival in Table 6. This indicates that the thermophilic mixed cultures were easily repopulated and thus having a higher count of surviving bacteria is likely to be more vital in determining the most suitable drying condition.
Methane yield
Biogas was constantly produced during the treatment of POME by mixed culture thermophilic sludge. The produced biogas comprised of mainly methane, carbon dioxide, and hydrogen sulphide. Among all these, methane is the most important component as it can be utilised for heating purposes. Hence, biogas generation of each dried sample was expressed in terms of methane yield in Fig. 6.

Variation of methane yield generated by thermophilic mixed culture following different drying technique within 12 days of anaerobic treatment process (SS seed sludge)
The anaerobic digestion was conducted over a period of 12 days. The chosen period is twice longer than the optimum HRT in study conducted by Poh and Chong (2010) to account for mixed culture degradation due to drying process. The average methane yield of thermophilic anaerobic POME treatment using rehydrated cultures at various drying temperatures is shown in Fig. 6. The average methane yield of thermophilic seed sludge that has not been subjected to drying (thermophilic SS) is also included for comparison. The bar chart shows that methane yield by thermophilic SS was highest at 76.0 ml CH4/g COD as population of anaerobes and methanogens in the culture was still intact and could be taken as a benchmark. Subsequently, all rehydrated cultures generate lower average methane yield relative to this benchmark.
There is a generally decreasing trend of methane yield reduction by 29.8, 72.7, 78.6, 87.2, 85.9, and 90.0% from the benchmarked seed sludge as drying temperature was increased from 22, 32, 40, 50, 60 to 70 °C, respectively. At a glance, this result might not seem to tally with result obtained in Table 6 where 32 °C drying resulted in the lowest log reduction of methanogens. However, having the highest survival does not necessarily equate to highest methane yield as there has to be enough substrates available for the methanogens to convert into methane. The abundance of these substrates can be correlated to COD removal as it indicates the amount of organic compounds which has been broken down into simpler monomers. This occurrence can be particularly depicted in the first few stages of anaerobic digestion where fatty acids and acetates are broken down into hydrogen and carbon dioxide, two of the main substrates for methanogenesis (Poh and Chong 2010). Therefore, result from Table 7 must also be simultaneously taken into account while inferring the methane generation from the two drying temperatures. Accordingly, it can be seen that COD removal for 22 °C drying is higher than 32 °C, and therefore, more substrates are available for conversion into methane and carbon dioxide.
Conclusion
Achieving significantly shorter drying time through high-temperature drying in oven comes at a cost of lower cell survival, especially that of methanogens, and consequently lower methane yield. This is illustrated when highest survival of methanogens and methane yield was obtained with low-temperature heat pump drying, where log reduction and methane yield of 2.09 and 53.4 ml CH4/g. COD was achieved when thermophilic sludge was dried at 32 and 22 °C, respectively. On the other hand, hot air circulation gave rise to lowest log reduction of total anaerobes of 2.16 and COD removal of 53.41% when thermophilic sludge was dried at 50 and 60 °C, respectively. Thus, oven drying could potentially be a promising drying technique when a suitable protective agent can be incorporated to minimise cell deaths due to thermal inactivation. In the meantime, suitable technique for this study appears to be heat pump drying with optimum drying condition at 22 °C. Although 22 °C drying gives lower cell survival, it did not suffer as much decline as 32 °C drying in terms of COD removal and average methane yield following the drying process. To conclude, heat pump drying at 22 °C was found to be the most suitable choice for thermophilic mixed culture as it yielded significantly greater amount of methane with a slightly reduced COD removal. This choice was also based on maximisation of methane production, keeping in mind that COD can still be further removed in subsequent stages of wastewater treatment process.
References
Abe T, Afzal T (1997) Thin-layer infrared radiation drying of rough rice. J Agric Eng Res 67:289–297. doi:10.1006/jaer.1997.0170
Abeynayaka A, Visvanathan C (2011) Performance comparison of mesophilic and thermophilic aerobic sidestream membrane bioreactors treating high strength wastewater. Biores Technol 102:5345–5352. doi:10.1016/j.biortech.2010.11.079
Aguilera JM, Karel M (2009) Preservation of biological materials under desiccation. Crit Rev Food Sci Nutr 37:287–309. doi:10.1080/10408399709527776
Ahmed Y, Yaakob Z, Akhtar P, Sopian K (2015) Production of biogas and performance evaluation of existing treatment processes in palm oil mill effluent (POME). Renew Sustain Energy Rev 42:1260–1278. doi:10.1016/j.rser.2014.10.073
AOAC (1996) Method 934.06. In: Official methods of analysis. Association of Official Analytical Chemists, Arlington
Bousková A, Dohányos M, Schmidt JE, Angelidaki I (2005) Strategies for changing temperature from mesophilic to thermophilic conditions in anaerobic CSTR reactors treating sewage sludge. Water Res 39:1481–1488. doi:10.1016/j.watres.2004.12.042
Chin SK, Law CL, Supramaniam CV, Cheng PG (2009) Thin-layer drying characteristics and quality evaluation of air-dried Ganoderma tsugae Murrill. Dry Technol 27:975–984. doi:10.1080/07373930902904350
Dadalı G, Kılıç Apar D, Özbek B (2007) Microwave drying kinetics of Okra. Dry Technol 25:917–924. doi:10.1080/07373930701372254
Dimitrellou D, Tsaousi K, Kourkoutas Y et al (2008) Fermentation efficiency of thermally dried immobilized kefir on casein as starter culture. Process Biochem 43:1323–1329. doi:10.1016/j.procbio.2008.07.017
Domínguez JM (2011) Drying. In: Comprehensive Biotechnology, 2nd edn. Elsevier B.V., Ourense, Spain, pp 727–735
Ekechukwu OV (1999) Review of solar-energy drying systems I: an overview of drying principles and theory. Energy Convers Manag 40:593–613. doi:10.1016/S0196-8904(98)00092-2
EQA (Environmental Quality Act) (1974) Environment Quality (Industrial Effluent) Regulations 2009
Fu N, Chen XD (2011) Towards a maximal cell survival in convective thermal drying processes. Food Res Int 44:1127–1149. doi:10.1016/j.foodres.2011.03.053
Geankoplis C (2003) Transport process and separation process principles. Pearson, Upper Saddle River
Henderson SM (1974) Progress in developing the thin layer drying equation. Trans ASAE 17:1167–1168. doi:10.13031/2013.37052
Ho JC, Chou SK, Mujumdar AS et al (2001) An optimisation framework for drying of heat-sensitive products. Appl Therm Eng 21:1779–1798. doi:10.1016/S1359-4311(01)00047-3
Karathanos VT (1999) Determination of water content of dried fruits by drying kinetics. J Food Eng 39:337–344. doi:10.1016/S0260-8774(98)00132-0
Kassem A (1998) Comparative studies on thin layer drying models for wheat. In: Bartali EH (ed) 13th International Congress on Agricultural Engineering, vol 6. ANAFID, Rabat, Morocco, pp. 2–6
Katechaki E, Solomonidis T, Bekatorou A, Koutinas AA (2010) Thermal drying of Lactobacillus delbrueckii subsp. bulgaricus and its efficient use as starter for whey fermentation and unsalted cheese making. Appl Biochem Biotechnol 162:1270–1285. doi:10.1007/s12010-009-8904-5
Man JC (1983) MPN tables, corrected. Eur J Appl Microbiol Biotechnol 17:301–305. doi:10.1007/BF00508025
O’Callaghan JR, Menzies DJ, Bailey PH (1971) Digital simulation of agricultural drier performance. J Agric Eng Res 16:223–244. doi:10.1016/S0021-8634(71)80016-1
Overhults DG, White GM, Hamilton HE, Ross IJ (1973) Drying soybeans with heated air. Trans ASAE 16:0112–0113. doi:10.13031/2013.37459
Page GE (1949) Factors influencing the maximum rates of air drying shelled corn in thin layers, Dissertation, Purdue University
Perdana J, Bereschenko L, Fox MB et al (2013) Dehydration and thermal inactivation of Lactobacillus plantarum WCFS1: comparing single droplet drying to spray and freeze drying. Food Res Int 54:1351–1359. doi:10.1016/j.foodres.2013.09.043
Poh PE, Chong MF (2010) Biomethanation of palm oil mill effluent (POME) with a thermophilic mixed culture cultivated using POME as a substrate. Chem Eng J 164:146–154. doi:10.1016/j.cej.2010.08.044
Tambunan AH (2001) Freeze drying characteristics of medicinal herbs. Dry Technol 19:325–331. doi:10.1081/DRT-100102907
Toğrul İT, Pehlivan D (2004) Modelling of thin layer drying kinetics of some fruits under open-air sun drying process. J Food Eng 65:413–425. doi:10.1016/j.jfoodeng.2004.02.001
UNFCCC (2012) Clean Development Mechanism (CDM). In: United Nations Framework Convention on Climate Change. http://unfccc.int/kyoto_protocol/mechanisms/clean_development_mechanism/items/2718.php. Accessed 20 Aug 2016
Wang C, Singh R (1978) A single layer drying equation for rough rice. ASAE paper 33
Wankhade PK, Sapkal RS, Sapkal VS (2013) Drying characteristics of okra slices on drying in hot air dryer. Procedia Eng 51:371–374. doi:10.1016/j.proeng.2013.01.051
Acknowledgements
The authors would like to acknowledge Ministry of Science, Technology and Innovation (MOSTI) e-Science Fund (Grant No. 03-02-10-SF0122) for the financial support to this project.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Editorial responsibility: M. Abbaspour.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Tan, D.T., Chin, S.K., Poh, P.E. et al. Preservation of thermophilic mixed culture for anaerobic palm oil mill effluent treatment by convective drying methods. Int. J. Environ. Sci. Technol. 15, 1211–1222 (2018). https://doi.org/10.1007/s13762-017-1486-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-017-1486-9