
Abstract
Rare earth elements (REEs) are fundamental for various modern technologies and industrial applications. One significant application of REEs is in the production of neodymium-iron-boron (NdFeB) magnets, which are key components in electric vehicles (EVs), wind turbines, and electronic devices. These applications play a crucial role in driving the ecological and digital transition, highlighting the significance of REEs as strategic materials. With the dominance of very few countries in the REEs global supply and the rising of EVs demand, several concerns regarding resource availability, supply chain security, and price volatility have heightened the importance of efficient NdFeB magnet recycling, especially in Europe. This study assessed the elemental recycling potential of REEs from EV components through collaboration with authorized treatment facilities and metal recyclers in Italy. The study focused on three representative electric vehicles: a compact car, a van, and a hybrid vehicle. NdFeB magnets were found in various components, including the electric drive motor, air conditioning system, electric power steering, alternator, and electric gear box. The content of NdFeB magnets and REEs inside these components has been determined and economic feasibility of their recycling has been estimated by considering the intrinsic value of the raw materials contained. Despite being preliminary results, the economic value of REEs and Cu recoverable attested a promising potential for recycling, while the direct dismantling of magnets from the engine proves economically unviable for the studied components. Therefore, the study emphasizes the need for the development of specific recycling processes such as demagnetization and mechanical processing of the motors. The study also analysed the dismantling times of the target components from the vehicle and their relative economic impact on the potential for recovery.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Rare earth elements (REEs) are a group of 17 elements that are essential for modern technology and industrial applications. The 17 elements include 15 lanthanides plus scandium and yttrium. The name "rare earth elements" is somewhat misleading as they are not particularly scarce in terms of geological abundance in the Earth's crust. However, they are typically dispersed in ores and usually occur in low concentrations, which makes their extraction and processing more challenging and costly compared to other minerals. These elements have unique magnetic, electrical, and optical properties, exploited in the production of high-performance magnets, catalysts, phosphors, lasers, superconductors, and many other advanced materials, which find applications in strategical sectors such as electronics, automotive, telecommunications, renewable energy, and defense.
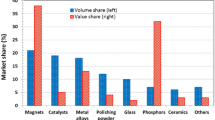
One of the most significant uses of REEs is the production of permanent magnets, accounting for about 30% of REEs global market. In particular, neodymium-iron-boron (NdFeB) magnets are crucial components in electric motors of electric vehicles, wind turbines, computer hard drives, audio speakers, and other devices requiring strong magnetic fields, which are expected to drive the ecological and digital transition for a more sustainable society (European Commission, 2020).
NdFeB magnets generally have a REEs content of around 20–30% on a mass basis, with the highest percentage consisting of Nd. Instead of using pure Nd metal, NdPr alloy is tipically employed. Initially, magnet manufacturers believed that Pr could harm the magnetic properties, so they used pure Nd. However, it was later discovered that substituting some Nd with Pr did not affect the properties. As a result, using NdPr directly in the production of NdFeB magnets not only saves the unnecessary costs of separating the elements but also eliminates the additional expenses incurred when using pure Nd (Tengye 2024). Heavy rare earth elements (HREE) dysprosium (Dy) and terbium (Tb) can be also found in NdFeB magnets. Both Dy and Tb can significantly enhance the intrinsic coercivity (Hcj). Dy can be partially replaced by Gd, which has lower magnetic properties, but also lower price (Zhang et al. 2020). Similarly, Nd can be replaced by Ce (Zoehigh 2023).
The exceptional magnetic properties of NdFeB permanent magnets make them indispensable for achieving efficient and compact motor designs. As the global demand for electric vehicles (EVs) continues to rise in response to the transition towards sustainable transportation means, the importance of NdFeB permanent magnets has become more pronounced. The number of EVs is projected to increase from almost 30 million vehicles in 2022 to about 250 million in 2030 (IEA, 2023). As a consequence, there will be a growing demand for NdFeB magnets, which is expected to rise only in Europe from 10 kt in 2020 to nearly 60 kt in 2050 (Vasileios Rizos et al. 2022).
As the use of EVs increases and the number of retired vehicles grows, the issue of improving and enhancing the recovery of NdFeB magnets from electric motors will inevitably arise. One of the key factors driving the need for NdFeB magnet recycling is the criticality of REEs (European Commission, 2023), mainly due to primary supply issues. China, the global leader in REEs production, has maintained a dominant position, accounting for about 60% of the global REEs supply. If refined products such as rare earth metals (REM) and NdFeB magnets are considered, the market share for China is 91% and 94%, respectively. This monopoly-like situation has risen concerns about the future REEs availability, supply chain security, and price volatility (Cynthia EL Latunussa et al. 2020; Roland et al. 2021).
The price fluctuation of REEs poses challenges to industrial producers and manufacturers reliant on NdFeB magnets, such as the automotive industry. As demand for EVs grows, the availability and affordability of these critical materials become crucial factors in ensuring a sustainable and stable supply chain. Efficient recycling and recovery of NdFeB magnets from end-of-life EVs (ELVs) can help alleviate these concerns by reducing the dependence on newly mined raw materials and minimizing the environmental impact associated with mining and production.
The amount of REEs potentially available from secondary sources is growing exponentially (Schulze and Buchert 2016), and it has been estimated that the recycling of waste containing REEs could meet over 75% of European REEs demand by 2050 (Gregoir et al. 2022). Specifically, considering NdFeB magnets, some researchers have estimated that between 24 and 48% of the European demand for NdFeB magnets could be met through the recycling of obsolete products and end-of-life materials by 2040 (Vasileios Rizos et al. 2022).
However, the current performance at end-of-life is such that likely less than 1% of REEs are globally recycled. This inefficiency is mainly due to the current challenges of separating and recovering REEs from waste fractions containing iron, aluminum, and copper, which traditionally constitute the target materials to be recovered from end-of-life products. Indeed, electric motors, household appliances, and vehicles are usually shredded and mechanically processed to separate ferrous and non-ferrous metals, with elements such as Nd and Dy being eventually diluted and lost in the ferrous outflows (Bandara et al. 2014).
Therefore, to enable an actual recovery of Nd, a demagnetization step of the magnets before the mechanical separation treatment could be strategical. In this view, the demagnetization process could prevent Nd to remain magnetically attached to the ferromagnetic fraction during shredding and separation stages. Currently, motors containing NdFeB magnets still constitute a small portion of the motors reaching end-of-life management. Although the presence of Nd is not generally detrimental to iron and steel recycling -but in the coming years its presence might become problematic for the steelmaking as a worsening of steel quality could result- the dissipation of Nd in non-functional recycling is affecting the potential for achieving material circularity in its life cycle.
Demagnetization can be achieved through either heat treatment or hydrogen processing of magnetic scraps (HPMS). Heat treatment involves the heating of waste containing NdFeB magnets above the Curie temperature to achieve demagnetization of their constituents, while in HPMS a NdFeB magnet is exposed to hydrogen for promoting decrepitation and pulverized the magnet. The main issue with heat treatment is the formation of fumes from overheating the plastics present in the waste, which requires an appropriate flue gas treatment system with increase of the process costs. On the other hand, the main challenge with HPMS is making the magnet accessible to hydrogen gas since magnets are often in hard-to-reach assembly and usually coated, which slows down the hydrogen decrepitation reaction (Walton et al. 2015; Jönsson et al. 2020).
EVs may contain several motors and components that potentially embed NdFeB magnets (e.g., electric power steering, loudspeakers, air conditioning, etc.). Although previous studies have investigated the content of Nd and other critical raw materials in waste flows (Cullbrand et al. 2011; Xu et al. 2016; European commission 2021; Alonso et al. 2012) the diffusion of EVs and their penetration rates in the automotive market still differ from country to country due to social, cultural, technological, and economic aspects. For these reasons, country-specific investigation is necessary for accurate and representative analysis of the current situation and to support targeted strategies for efficient recovery of REEs.
To this aim, in this study, we have carried out a detailed characterization of the NdFeB magnet contents in EVs, their composition, and the economic potential for REEs recovery. More specifically, a collaboration with some Italian authorized treatment facilities (ATF) and industries from the metal recycling sector has enabled a preliminary evaluation of the economic feasibility of component disassembly and its impact on the recovery process for ELVs.
Materials and methods
Our analysis focused on three specific target EVs, namely: i) an electric Fiat 500, representative for compact cars, ii) an electric Fiat Ducato, representative for vans, and iii) a Jeep Compass plug-in hybrid representative for hybrid cars. The components potentially containing NdFeB magnets were dismantled from the vehicles and further disassembled to quantify the amount of NdFeB magnets and copper inside, following the procedure described in Section "NdFeB magnets and copper content quantification procedure". Additionally, alternators from combustion engine vehicles and induction electric motors from various industrial applications were also dismantled to quantify the copper content, aiming to compare with the targeted electric vehicle components. The REEs (i.e., Nd, Pr, Dy, Gd, Ce, Tb) content in NdFeB magnets were analyzed to quantify the amount per component, following the procedure described in Section "NdFeB magnets characterization procedure". The resulting compositional data, the value of the analyzed REEs and copper inside each component were then estimated, as described in Section "Determination of the economic value of REEs and copper".
NdFeB magnets and copper content quantification procedure
In collaboration with an Italian ATF, the components potentially containing NdFeB magnets were dismantled from the targeted vehicles. These components include electric drive motors, electric power steerings, air conditioning compressors, window motors, stereo systems, alternators, and electric gearboxes (Fig. 1). The air conditioning compressor is the same for all the vehicles investigated, so only one compressor was analyzed. During the study, the stereos were also removed from an Alfa Romeo Stelvio, which is an internal combustion engine car.

Components dismantled and studied for each vehicle investigated
Once the components were disassembled from the vehicles, they were further dismantled to extract the rotors containing NdFeB magnets. When technically feasible, the magnets were extracted from the rotor and weighed. When extraction was not possible because of the risk of damaging the magnets, we have proceeded by determining the number of magnets inside each rotor, measuring their geometry and, using an average NdFeB magnet density of 7.51 g/cm3 (Ansys 2021) to estimate the mass of the magnet contained. In most cases, it was impossible to extract the magnets intact, and in the few instances where this was feasible, the extracted magnets did not have a regular shape that would allow for precise volume calculation. Therefore, it was decided to use an average density found in the literature. From the stators, the copper wires were removed and weighted to quantify the copper content.
Alternators from internal combustion engine vehicles and induction motors from various industrial applications were provided by a metal recycler in Italy. More in detail, 6 alternators and 18 induction motors were provided after manual dismantling and analyzed to determine the copper content and its potential economic value (Fig. 2), further compared with the economic value of copper and REEs inside the investigated EVs components. The main rationale for this related to the comparison between the economic value of the studied components and the economic value of electric motors, whose recycling is well-established and profitable. The number of induction motors dismantled is three times greater than the number of alternators because we have observed that induction motors usually exhibit higher variability of dimension and copper contents than alternators.

a) picture of five of the six dismantled alternators and b) pictures of four of the eighteen studied induction motors
Then, the magnets removed underwent chemical characterization as following described.
NdFeB magnets characterization procedure
For elemental analysis, the composition of magnets within the same components was considered homogeneous, so only one magnet per component was analysed. The chemical characterization of the magnets has been conducted as follows: three aliquots of approximately 250 mg each were extracted from the same magnet of a rotor and dissolved in an acidic solution (2 mL HNO3 65% and 8mL HCl 37%) in an Advanced Microwave Digestion System ETHOS EASY microwave oven. The temperature ramp reached in 15 min a power of 1800 W and a temperature of 190 °C; these conditions have been held for 25 min, followed by a cooling period of 50 min. The resulting solutions (10 mL) were diluted in a 50 mL matrass using 0,2% HNO3, and then analyzed by means of Agilent MP-AES 4210 model MP-AES to determine the content of Nd, Pr, Dy, Gd, and Ce using multi-element standards (Table S1 in the Supplementary Information (SI)).
Determination of the economic value of REEs and copper
For determining the economic value of the REEs and copper potentially recoverable, market prices per kg of material (Table 1) were combined with the results of the chemical characterization carried out. For Nd and Pr, the price of their metal mixture (NdPr) was considered as the current recovery process from end-of-life products it is highly likely that these two elements will be recovered together as provides a mix of the two REEs based on their similar chemical and physical properties. It is worth noting that the market cost of REEs has historically experienced high volatility, making the economic assessment sensitive to the reference year. In our study, we have considered the average market price over one-year fluctuations (i.e., November 2024 to November 2023) (Tengye 2024; Strategic Metal Invest, 2024). In contrast, the market price of copper has shown higher stability over time: however, for consistency reasons, the average market price of copper from November 2022 to November 2023 (Trading Economics, 2024) was also considered in our calculations. Tb, Gd and Ce were instead excluded from further analysis as the magnet composition characterization revealed their absence in the magnet samples.
Results and discussion
Content, composition, and economic value of magnets
Table 2 lists the number and type of components containing permanent magnets, their weight and mass ratio, and total mass measured for the three vehicles.
In absolute terms, the highest quantity of NdFeB magnets was found in the electric drive motor of FIAT Ducato van, followed by FIAT 500 compact car, and Jeep Compass plug-in hybrid respectively. However, the electric drive motor of Jeep Compass does not contain NdFeB magnets as it is equipped with an induction motor. Supplemental NdFeB magnets were identified in the air conditioning system (AC) and electric power steering motor of the vehicles (EPS). Jeep Compass also has significant amounts of magnets in the electric gearbox and alternator. The electric gearbox consists of six small motors, three of which contain NdFeB magnets (referred to as Small electric gear box motors in Table 2), while the remaining three employ ferrite magnets. Additionally, there is a larger main motor (i.e., Big electric gear box motor in Table 2) that contains REEs-based magnets. No NdFeB magnets were found in the stereos and window motors of the three vehicles, with only ferrite magnets being present.
Stereos were also removed from an Alfa Romeo Stelvio at end-of-life and containing NdFeB magnets in a range between approximately 71–196 g for each loudspeaker. However, for window motors in both electric and internal combustion vehicles analyzed so far, only ferrite magnets have been found. These results seem to point that NdFeB magnets are unlikely to be contained in window motors of electric or conventional cars in the Italian automotive market.
Using the average magnet mass per kW of electric motor for the Fiat 500 motor, the Fiat Ducato motor, and data provided by Binnemans et al. (2018) listed in Table 3, the NdFeB magnet content in a motor with the same displacement as the one used in Jeep Compass (45 kW) has been estimated. If the induction motor was replaced with a permanent magnet motor with the same nominal power, the NdFeB magnet mass in the Jeep Compass would exceed 1.600 kg (Table 4). The higher quantity of NdFeB magnets inside a hybrid vehicle with a permanent magnet motor is due to the significant presence of magnets in various additional components of the hybrid vehicle, which are not used in purely electric vehicles. These components include the alternator and electric gearbox. The alternator is not used in EVs and the electric gearbox is typically not employed in their motors as the majority of EVs relies on a direct transmission and reducer system, which instead exploits the torque of the electric motor.
Once the contents of magnet component have been measured, the samples underwent analysis by means of MP-AES technique for determining their chemical composition. Absolute amounts of REEs in magnet by component and vehicles are depicted in Fig. 3, while as the corresponding elemental mass ratios are in Fig. 4. Table S2 in the SI shows the elemental mass ratio of REEs in every magnet analyzed and the relative standard deviation.

Absolute quantities of REEs in magnet by component: a) electric drive motors b) other components (BEGM = big electric gearbox motor, SEGM = small electric gearbox motor, Alt = alternator, EPS = electric power steering, AC = air conditioning)

Elemental mass ratio over magnet mass per every component (EDM = electric drive motor, BEGM = big electric gearbox motor, SEGM = small electric gearbox motor, Alt = alternator, EPS = electric power steering, AC = Air conditioning)
The magnets found in the vehicles contain Nd, Pr, and Dy in a total concentration varying from 23 to 32% of the total magnet weight. After a screening analysis Tb, Gd and Ce resulted not present in the studied samples.
Based on the estimated average prices of NdPr metal, and Dy from November 2022 to November 2023 (Table 1), a preliminary economic estimation of the REEs has been calculated (Table 5). Obviously, the highest economic value is associated with the electric drive motors, as they contain the highest amounts of magnets per vehicle. The economic value of REEs in other components is limited by the smaller size and mass of the magnets.
To understand the importance of the economic value of REEs in these components, we compared it with the value of copper used as a benchmark. Currently, copper is the most valuable metal recovered from electric motors (i.e., doubly fed electric motors and induction motors) and contributing significantly to the overall profitability of the recycling process. Table 6 lists the mass of copper in each component, its economic value and that of REEs for comparison. It is worth to remind that the economic values refer to the theoretical revenues associated with ideal recovery of these elements (i.e., 100% recovery rate), seldom reached in practice.
Small electric gear box motors and Big electric gear box motors have been grouped together as a single component, named “Electric gear box” hereafter, as their individual disassembly and separation from the main structure is not economically viable to carry out under the operating conditions investigated. Overall, the total copper value in the studied components is 38.3 € for Fiat Ducato, 76.1 € for Fiat 500, and 36.2 € for Jeep Compass. On the other hand, the total REEs value is 87.7 €, 61.4 € and 28.6 €, respectively.
In the electric drive motor of Fiat Ducato and the air conditioning of the three vehicles, the value of REEs is higher than the value of copper by 155% and 30%. In the other components, instead, the values of REEs is lower but comparable to that of copper. These findings suggest that the content of REEs may be economically supportive for the recycling of these components, in addition to copper recovery.
To draw a comparison with an established market in the recycling industry, we compared the estimated economic value of copper and REEs in the analyzed components with the economic value of copper in alternators. Alternators are electric motors used in internal combustion engine vehicles and their recovery is generally profitable as they are electric motors with dual windings rich in copper. Currently, alternators are dismantled from ELVs by ATF and sold to metal recyclers, thus, following an end-of-life procedure that would be applicable to the studied components.
Table 7 presents the mass and euro value of copper in 6 dismantled alternators. In the analysis, only the copper content is considered. Since the targeted motors have different sizes, the copper value per kilogram of motor has been normalized by mass content.
Table 8 shows individual and cumulative economic values of copper and REEs per kilogram of motor component for the EVs analyzed.
Comparing the results in Table 7 with those in Table 8, the value of REEs per kilogram of motor is less than the average value of copperper kilogram of alternator (i.e., 1.4/kg) for almost all the components, except for the Fiat Ducato electric drive motor. However, when considering the combined value of copper and REEs, the value is higher for the engine of FIAT 500 (50%), the engine of FIAT Ducato (50%), the electric power steering motors of Fiat Ducato (43%), Fiat 500 (36%) and Jeep Compass (64%). For the alternator of Jeep Compass, the REEs value coincides with the value of copper.
To estimate whether the components of lower value per unit of mass such as AC systems and electric gearboxes are potentially interesting for recovery, electric motors with lower copper content, namely induction motors, are considered for comparison. Induction motors contain a single copper winding and therefore a lower metal amount, but its recovery is generally profitable for metal recycling companies.
In Table 9 the economic values of the copper content in the 18 induction motors studied are presented. The average value amounts to 0.8 €/kg motor, which is higher than the value estimated for REEs in all components. However, when considering the sum of the value of copper and REEs, the values are comparable with that of the air conditioning system, but 50% lower for the electric gearboxes.
Thanks to collaborations with some Italian metal waste recyclers and a survey with experts in this field, a minimum threshold value has been estimated below which it is not cost-effective to recover copper from an alternator or an induction electric motor. This value depends on the recycling process applied and the concentrations of iron/steel, aluminium, and polymers contained in the motor, which ultimately affect the efficiency of the copper recovery process. The estimated benchmark value is 0.2 €/kg (i.e., corresponding to about 2% copper by weight of electric motor).
For all the components, except the electric gearbox of the Jeep Compass, the estimated coppervalue in the last column of Table 8 generally exceeds the benchmark of 0.2 €/kg by several orders of magnitude. Specifically, the potential copper value is + 200% and + 500% for the electric drive motors of Fiat Ducato and Fiat 500, + 450% for both electric power steering motors of Fiat Ducato and Fiat 500, + 550% for the electric power steering motor of Jeep Compass, + 50% for the air conditioning compressor in all three vehicles, and + 300% for the alternator of the Jeep Compass. Therefore, copper recovery from these components can be, in principle, economically advantageous. However, in practice the recovery of these components requires modifying the traditional recycling processes to include the demagnetization stage through thermal treatment or HPMS before mechanical separation designed specifically for these kinds of motors. The process costs are higher but could be justified by the value of the copper that exceeds the threshold value of 0.2 €/kg and by the supplemental recovery of the REEs fraction, whose value has been found to be economically promising. Nevertheless, it is recommended to evaluate the overall process cost, encompassing demagnetization or HPMS, as well as manual/semi-manual dismantling to access magnets or mechanical processing. This assessment is crucial for each component, considering that the weight percentage of REEs in some may not be economically viable.
Disassembly of the magnets from the rotor
For all the components studied, magnet disassembly through manual or semi-manual methods has been determined to be highly uneconomical, as the disassembly would require excessive time and it will, therefore, increase the operating costs. Indeed, most of the components are joined together using welding or resins, making the use of an angle grinder often necessary. The economic value of REEs in the investigated motors would likely not meet the work required to extract the magnets. Implementing ecodesign strategies and standardization of the motor assembly/disassembly into the planning and design phases of vehicles appears, hence, fundamental to make the dismantling and recovery of the magnets from the motor economically viable.
A mechanical treatment of the motor after demagnetization could be undertaken for promoting extraction of the NdFeB magnets fraction and the recycling of the REEs fraction (Fig. 5).

General scheme of the specific sorting and separation process suggested
In the electric motor of Fiat Ducato, the power steering motor of Fiat 500, the air conditioning compressor of all three vehicles, the alternator and the big electric gearbox motor of the Jeep Compass the magnets are sealed inside the rotor with a steel plate (Fig. 6), making the use of HPMS technology challenging to be effective as the magnets are generally not accessible to hydrogen.

Pictures of the rotor of components, the steel plate, and the rotor without the steel plate with visible magnets for the Fiat Ducato and the Jeep Compass
Determination of dismantling times and costs for component removal from the vehicle
A selective dismantling of the targeted components from ELVs is hence crucial to benefit the economic feasibility of the overall recovery process. To this aim, two types of dismantling processes are generally considered: dismantling for reuse (DfRe) and dismantling for recycling (DfR). DfRe is intended for preserving functional components for direct reintegration into other applications. In contrast, DfR aims to recover valuable materials for subsequent recycling processes. However, DfR is generally more destructive and affected by lower quality in the recovered outflows than DfRe, although the former one enables the shortening of operating times and the reduction of costs compared to latter one. The collaboration with the ATF that provided the EV motor samples, enabled us to estimate the DfR time for each component. The layout displayed in Fig. 7 show the main dismantling stages and the related operating times for the Fiat Ducato. Fig.S1-2 in the SI show the dismantling stages of Fiat 500 and Jeep Compass, respectively.

Dismantling diagram of the studied components from Fiat Ducato electric
All the vehicles underwent a decommissioning process in which batteries, refrigerant oils, and wheels are removed. Then, the engine and its parts (i.e., internal combustion engine for hybrid vehicles and electric drive motor for EVs) are removed from the decommissioned car. To this aim, manual disassembly and/or an excavator with a claw grabber are usually employed. However, using an excavator to force extraction could damage bolts, making the subsequent dismantling of the structural components (e.g., air conditioning compressor, alternator, electric drive motor etc.) more laborious. For this reason, manual dismantling is recommended, although it may require longer operating times.
For the disassembly and removal of all the components containing NdFeB magnets manual dismantling is the only route followed at today conditions. However, different assembly configurations imply specific requirements for removing the desired components. For instance, in Fiat 500 and Ducato, the air conditioning system is connected to the electric motor, while in Jeep Compass it is attached to the internal combustion engine, where the alternator and electric gearbox are also located. In Fiat Ducato, the power steering motor is in the power steering rack, making its disassembly much easier compared to Fiat 500 and Jeep Compass, where the motor is instead located in the steering column.
In the Fiat Ducato and Fiat 500 following the decommissioning process, the electric power steering and the entire structure under the hood is disassembled from the vehicle, and subsequently, the air conditioning unit and electric drive motor are dismantled from this structure (Fig. 7, S1).
In the Jeep Compass, the electric drive motor is not located under the hood; instead, it is positioned separately from the endothermic engine, electric gearbox, air conditioning unit, and alternator, all of which are found under the hood. Following the decommissioning process, the electric drive motor is disassembled from the vehicle. Subsequently, the structure beneath the hood is dismantled, and the electric gearbox, air conditioning unit, and alternator are also taken apart (Figure S2).
Table 10 lists the disassembly times for the target components and the disassembly cost per kilogram, considering an average labour cost at current level of €20 per hour in Italy (Fedeli et al. 2023).
Table 10 presents the dismantling cost/value parameter, obtained by dividing the combined value of REEs and copper in the component by the dismantling cost associated with that specific component. This parameter serves as a valuable tool for assessing whether the material value of a component justifies its dismantling from the vehicle. The results show that, despite the operating times for the dismantling of electric motors are generally the longest, they moderately affect the potential for economic feasibility, as they high value per unit of mass and relatively high mass contents. Therefore, their recovery could be promising from an economic point of view. In contrast, for small components such as the air conditioning system and, especially, the power steering motors, the disassembly costs are more impactful. The dismantling costs for the electric power steering of the Fiat 500 and Jeep Compass make their recovery uneconomical. However, the power steering of the Fiat Ducato, being in the steering rack, requires relatively lower disassembly times, making its potential recovery more interesting. The lowest costs are estimated for disassembly alternator and electric gearbox. However, while the alternator has a high value per unit of mass, the profit margins for electric gearbox may not be sufficient to drive its recovery.
To make economically viable the recovery of challenging-to-dismantle components, it would be necessary to design machineries and dismantling methods that reduce the related dismantling times. Additionally, automakers should design these components in a way that facilitates their removal from the vehicle. For instance, one way to partially reduce the dismantling costs of the power steering motor is to position it in the steering rack, as in the case of Fiat Ducato, which has good potential for specific recovery among the vehicles investigated. In principle, these components should be positioned in locations easily accessible to ATF operators and should not be heavily integrated with the vehicle structure.
Conclusions
A study was conducted to determine the REEs content within three sample vehicles representing an electric compact car, an electric van, and a hybrid vehicle. The study also examined the economic potential of recycling components containing NdFeB permanent magnets in the targeted vehicles. The content of permanent magnets varies between 1.0–1.7 kg, depending on the vehicle type. NdFeB magnets were identified in several components, particularly in the electric motor, air conditioning system, electric power steering, alternator, and electric gearbox. The economic value of REEs contained in these magnets proves to be a potentially interesting economic driver for their recycling. However, it is essential to recognize that the intrinsic value of raw materials provides only a first indicator to evaluate the economic feasibility of recycling of this component. The overall economic feasibility of recycling depends on several factors such as the composition of the component to be recycled, the technological feasibility and readiness of recycling processes, the chemicals to be used and the purity of the recovered product, the cost of preparatory operations for recycling.
As of today, the dismantling of the magnets from the engine appears to be technically challenging due to relative long operational times, a fact that ultimately affect the overall economic feasibility of the recovery process. Improvements might be achievable if the development of specific recycling processes based on mechanical treatment of the motor after demagnetization were implemented in the recycling line for NdFeB magnets.
Thanks to the collaborations with ATF, it was possible to determine the dismantling costs of the electric drive motors from end-of-life vehicles in Italy: overall, these ones do not significantly affect the overall operating costs, making their recovery highly attractive. Another component for which specific recovery could be economically viable is the alternator, as its dismantling costs have marginal impact on the economy of the process. In contrast, smaller components such as air conditioning systems and electric power steering have high dismantling costs, making their recovery less promising, particularly in the case of hardly accessible components such as the electric power steering motors located in the steering column. To make it cost-effective to recover these components, designing machines and methods that make disassembly quicker is needed. Car manufacturers should also design these parts to be easily removable from the vehicle. In this view, to make the recovery of magnets economically viable it remains fundamental to implement ecodesign strategies and pursue standardization of component assembly into the early life cycle stages of vehicle and motor manufacturing.
Data Availability
The authors confirm that the data supporting the findings of this study are available within the article and its supplementary materials.
Data materials and/or Code availability
Data are provided in the main text and the supporting information. Further information will be disclosed upon request.
References
Alonso E, Wallington T, Sherman A, Everson M, Field F, Roth R, Kirchain R (2012) An assessment of the rare earth element content of conventional and electric vehicles. SAE Int J Mater Manuf 5:473–477. https://doi.org/10.4271/2012-01-1061
Ansys, 2021. Ansys Granta EduPck software, Ansys Inc., Cambridge, UK, 2021 (www.ansys.com/materials)
Bandara HMD, Darcy JW, Apelian D, Emmert MH (2014) Value analysis of neodymium content in shredder feed: Toward enabling the feasibility of rare earth magnet recycling. Environ Sci Technol 48:6553–6560. https://doi.org/10.1021/es405104k
Cullbrand K, Magnusson O. (2011) The use of potentially critical materials in passenger cars, REPORT NO. 2012:13 ISSN: 1404-8167, Division of Environmental Systems Analysis, Department of Energy and Environment, Chalmers University of Technology, SE-412 96 GOTHENBURG, Sweden
European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs, Blengini G, El Latunussa C, Eynard U et al (2020) Study on the EU’s list of critical raw materials– Critical raw materials factsheets, Publications Office. https://doi.org/10.2873/92480
European Commission, Directorate-General for Internal Market, Industry, Entrepreneurship and SMEs, Grohol M, Veeh C (2023) Study on the critical raw materials for the EU 2023 – Final report, Publications Office of the European Union. https://doi.org/10.2873/725585
European Commission, Joint Research Centre, Mathieux F, Ljunggren M, Huisman J et al (2021) Material composition trends in vehicles – Critical raw materials and other relevant metals – Preparing a dataset on secondary raw materials for the raw materials information system, Publications Office. https://doi.org/10.2760/351825
Fedeli R, Autodemolizioni F, (2023) Personal Communication
Gregoir L, van Acker K, Beretta S, Heron C (2022) Metals for clean energey: pathways to solving Europe's raw materials challenge Policymaker Summary. KU Leuven Retrieved from https://eurometaux.eu/media/rqocjybv/metals-for-clean-energy-final.pdf. Accessed March 2024
IEA (2023) Global EV Outlook IEA, Paris https://www.iea.org/reports/global-ev-outlook-2023, Licence: CC BY 4.0
Jönsson C, Awais M, Pickering L, Degri M, Zhou W, Bradshaw A, Sheridan R, Mann V, Walton A (2020) The extraction of NdFeB magnets from automotive scrap rotors using hydrogen. J Clean Prod 277:124058. https://doi.org/10.1016/j.jclepro.2020.124058
Rizos V., Righetti E., Kassab A. (2022) Developing a supply chain forrecycled rare earth permanent magnets in the EU - Challenges and opportunities. CEPS Retrieved from https://www.ceps.eu/ceps-publications/developing-a-supply-chain-for-recycled-rare-earth-permanent-magnets-in-the-eu/. Accessed March 2024
Roland G, Carlo B, Frédéric C, Massimo G, Oliver G, Ian H, Milana K, Andreas K, Maija M, Bernd S, Reinhold S (2021) Badrinath Veluri Rare Earth Magnets and Motors: A European Call for Action. A report by the Rare Earth Magnets and Motors Cluster of the European Raw Materials Alliance. Berlin
Strategic metal invest, Dysprosium prices, https://strategicmetalsinvest.com/dysprosium-prices/. Accessed February 2024
Schulze R, Buchert M (2016) Estimates of global REE recycling potentials from NdFeB magnet material. Resour Conserv Recycl 113:12–27. https://doi.org/10.1016/j.resconrec.2016.05.004
Tengye, Rare Earth Alloy NdPr and NdPr Price Why does NdPr Price matter?. https://tymagnets.com/ndpr-price/. Accessed February 2024.
Trading Economics, Copper. https://tradingeconomics.com/commodity/copper. Accessed February 2024
Walton A, Yi H, Rowson NA, Speight JD, Mann VSJ, Sheridan RS, Bradshaw A, Harris IR, Williams AJ (2015) The use of hydrogen to separate and recycle neodymium–iron–boron-type magnets from electronic waste. J Clean Prod 104:236–241. https://doi.org/10.1016/j.jclepro.2015.05.033
Xu G, Yano J, Sakai S (2016) Scenario analysis for recovery of rare earth elements from end-of-life vehicles. J Mater Cycles Waste Manag 18:469–482. https://doi.org/10.1007/s10163-016-0487-y
Zhang Y, Gu F, Su Z, Liu S, Anderson C, Jiang T (2020) Hydrometallurgical recovery of rare earth elements from NdFeB Permanent Magnet Scrap: A Review. Metals 10:841. https://doi.org/10.3390/met10060841
Zoehigh, Sintered NdFeB. https://zhmagnet.com.cn/en/product-center/introduction-of-ndfeb/sintered-ndfeb/. Accessed July 2023
Funding
Open access funding provided by Alma Mater Studiorum - Università di Bologna within the CRUI-CARE Agreement. The authors did not receive support from any organization for the submitted work.
Author information
Authors and Affiliations
Contributions
Conceptualization: Gianluca Torta, Fabrizio Passarini; Methodology: Gianluca Torta, Luca Ciacci, Fabrizio Passarini, Ivano Vassura; Formal analysis and investigation: Gianluca Torta; Writing—original draft preparation, review and editing: Gianluca Torta, Luca Ciacci, Fabrizio Passarini; Resources: Fabrizio Passarini, Ivano Vassura; Supervision: Fabrizio Passarini
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Competing interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Torta, G., Ciacci, L., Vassura, I. et al. Exploring mass and economic potentials of rare earth elements recycling from electric vehicles at end-of-life. Miner Econ (2024). https://doi.org/10.1007/s13563-024-00433-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13563-024-00433-2