
Abstract
Wood pellets on the German pellet market mainly consist of spruce wood, but other wood species are increasingly used during pellet production. Moreover, additives such as starch or kaolin can be added to improve fuel quality and combustion behavior. Consequently, wood pellets vary in their physical and chemical properties and this variation might affect combustion behavior in stoves and boilers. In this study, eight different wood species were used for pellet production at the Technology and Support Centre (TFZ). Three types of starch and one type of kaolin were added to spruce wood without bark, using two additivation levels (starch: 0.5 w-% and 1.8 w-%, kaolin: 0.17 and 0.34 w-%). All pellet assortments were analyzed according to international standards for solid biofuels and additional methods. Fuels were combusted in a 6-kW pellet stove and a 15-kW pellet boiler. Selection of wood species had a significant impact on CO emissions for the pellet stove ranging between 85 and 4189 mg/m3 and on TPM emissions ranging between 23 and 263 mg/m3. Similar combustion behavior was observed for the pellet boiler but on a lower emission level. Kaolin reduced CO and TPM emissions as well as slag formation when the additivation level was set according to stoichiometric calculations. When kaolin was overdosed, it had a negative impact on TPM emissions mainly in the pellet boiler, probably due to entrainment. Regarding particles from incomplete combustion, a negative impact of overdosed kaolin was observed. Overall, at the current state of the art, the pellet stove showed larger sensitivity towards variable pellet qualities compared to the automatic pellet boiler. This calls for further improvements in fuel design and stove technology.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wood pellets used in both pellet boilers and pellet stoves will play a central role in the heat transition. European pellet consumption was in total approximately 30.1 million tons (17.5 million tons for heat, + 1.4%) while European production was 23.0 million tons, in 2020 [1].
According to current figures for 2020, raw materials for pelletizing in Europe can be divided into approx. 87% secondary raw materials (i.e., residues from the wood processing industry such as sawdust or wood shavings, etc.), approx. 12% primary raw materials (i.e., directly harvested wood such as logs, stem wood, forest residues, etc.), and approx. 1% tertiary raw materials (i.e., waste wood, etc.) [1]. Of these assortments, approx. 83% consist of softwood and 17% of hardwood, although it is not clear from the figures whether the terms “softwood” and “hardwood” relate to coniferous wood or deciduous wood or to wood density in general [1]. As of 2020, high proportions of hardwood (mostly deciduous species) are mainly used for pellet production in Balkan countries such as Albania (about 98%), Serbia (about 94%), Montenegro (about 83%), and Croatia (about 81%) while other countries mainly use softwood (i.e., coniferous species such as Norway spruce or Scots pine) [1].
Variation in physical and chemical fuel quality of pellets may increase due to changing feedstocks for pellet production [2]. Common raw materials like Norway spruce residues from sawmills are expected to become less important for the European pellet market, since this wood species is sensitive to climate change, i.e., to drought, windthrow, or forest calamities caused by insects [3-5]. At the same time, many other wood species that are relevant to European forestry show signs of climate-induced stress [6]. To mitigate these risks, European forests will largely be converted to mixed forest stands with a high share of different coniferous and deciduous tree species [4]. Consequently, many other wood species such as Douglas fir, European larch, European beech, eucalyptus, or Durmast oak will become increasingly important for wood pellet production. This will increase the overall variability in chemical composition of commercially available pellets due to the broader share of individual raw materials [7-9].
As shown in several recent studies, the use of different tree species as feedstocks for pellet production directly influences combustion behavior in pellet stoves and boilers. For instance, Döhling et al. [10] investigated the impact of varying wood species as well as growing regions using spruce wood from three different regions as well as one assortment of pine and one of poplar. Their results showed influences on particle emissions in a pellet boiler due to the different species/regions that could be attributed to variations in the mass fraction of aerosol-forming elements (mainly potassium [11]) in fuels. The highest particle emissions were measured for poplar pellets with the highest K content. In a study by Schmid et al. [12], pellets from spruce, beech, and oak were combusted in a 6-kW pellet stove. The lowest CO and particle emissions were measured for spruce pellets followed by oak and beech. Sippula et al. [13] used pellets from 5 different wood species (spruce, pine, birch, alder, and willow) with and without bark in a pellet stove showing CO and particle emissions for spruce and pine being on a comparable level to birch but lower compared to alder and willow. The CO emissions for the samples with bark were always higher compared to the samples without bark. All cited studies indicate that emissions might increase if pellets with higher shares of deciduous compared to coniferous wood species are used for combustion.
To improve both pellet production and pellet combustion, certain binders or additives may be added to fuels. Especially the clay mineral kaolin promises strong benefits as an additive in terms of lowered CO emissions, particle emissions, and also ash-melting behavior for many different biomass feedstocks [14-20]. The effect of adding low quantities of kaolin to wood pellets has been investigated by Hülsmann et al. [21] for a pellet stove and a pellet boiler with a drop-down burner, and by Gehrig et al. [22] for a pellet boiler with an underfeed fuel supply. Both studies concluded that a low addition of, e.g., 0.5 w-% of kaolin reduces emissions (CO and TPM) but that an overdosage can lead to a re-increase of dust emissions (seen in Hülsmann et al. only for the pellet stove). Large uncertainties remain, regarding the underlying effects of kaolin on CO emissions or on the optimal additivation level.
Recent studies suggest that a prediction of combustion behavior of solid biofuels of particle emissions, NOX emissions, ash-melting behavior, or the potassium release to the flue gas may also be done by applying so-called fuel indices which are calculated from the element concentrations in the fuels, or in the fuel ash. Most of these indices are developed for a high share of very diverse solid biofuels including wood and straw fuels and were evaluated in laboratory combustion reactors [11, 23] or boilers [24, 25] while no literature on fuel indices was found with relevance for pellet stoves. With an installed stock of around 4.2 million units, pellet stoves are the most widespread type of pellet heating system in Europe, ahead of boilers with around 1.2 million units [1]. Therefore, the applicability of the indices to pellet stoves would be highly relevant. The aim of this investigation was therefore to systematically assess pellet fuel properties and their impact on emission behavior during combustion in one pellet stove and one pellet boiler. Thereby, mostly chemical but also physical fuel properties were varied using different wood species and additives.
The results on the influence of pellet length, water content, and fine content on emissions from domestic pellet stoves and boilers from the same project have already been published [26].
2 Material and methods
2.1 Pellet production
A total of 19 pellet assortments were produced from different feedstocks and different additives during this study. All pellets were produced at TFZ using an Amandus Kahl 33–390 flat die pellet mill which could also be operated for comminution of the feedstocks as a roller mill using a special comminution die. The raw materials were delivered to TFZ in different stages of wood processing (see Table 1) and had to be prepared to provide both a particle size distribution and a moisture content suitable for pelletizing. Stem wood, planks, and coarse chips were previously chipped with a stationary drum chipper (VecoPlan VTH 45/12/2) using a fine chipper screen with a whole size of 15 mm. Subsequently, the fine chips were milled to the size required for pelletizing using the Amandus Kahl 33–390 and the die for comminution. Spruce wood that was already delivered as ground shavings (i.e., “spruce 1”), as well as the Douglas fir and oak shavings (“oak 2”), could be pelletized directly without further size reduction. Materials with high moisture contents (see Table 1) were previously dried in a self-constructed batch dryer. The fine material was homogenized in a large concrete mixer (Stockmann Landtechnik GmbH, type 500 ESK) and conditioned by adding water via a lime spray and nozzles installed on the lid of the mixer and stored overnight. Additives (starch, kaolin) were added manually to the fuels during homogenization in the mixer. In total, a minimum of 120 kg was pelletized for each material.
In total, five assortments of coniferous wood pellets and six assortments of deciduous wood pellets were produced without binders. The coniferous pellets were made of Norway spruce (Picea abies) without bark (spruce 1 = reference fuel), Norway spruce with a high share of bark (spruce 2), Scots pine (Pinus sylvestris) without bark, Douglas fir (Pseudotsuga menziesii) without bark, and European larch (Larix decidua) without bark. Deciduous wood pellets were made of Durmast oak (Quercus petraea) without bark (oak 1), Durmast oak with a low share of bark (oak 2), European beech (Fagus sylvatica) without bark (beech 1), European beech with a low share of bark (beech 2), a mixture of different tropical deciduous wood species (sipo, meranti, etc.), and applewood (Malus domestica) from orchards. Thus, a high share of important wood species for present and future pellet production in Europe was considered during this study.
In addition, defined pellets were produced at TFZ by adding various binders or additives to the fuels before pelletizing using spruce wood without bark (i.e., the reference fuel, spruce 1). The influence of binding agent on emissions was investigated using wheat starch (WS) containing flour (delivered by Holz-Energie-Zentrum Olsberg) and two qualities of potato starch (PS, delivered by Südstärke GmbH) in a low (0.5 w-%) and a high (1.8 w-%) dosage. The possibility of emission reduction through additives in wood pellets was investigated using kaolin (delivered by Amberger Kaolinwerke Eduard Kick GmbH & Co. KG) in a low (0.17 w-%) and a high (0.34 w-%) dosage. The low dosage was calculated using the guidelines for advanced biofuels and boilers from the ERA-NET project BIOFLEX! [27] and the high dosage was the calculated maximum amount of kaolin by which the threshold regarding the ash content for A1 pellets according to ISO 17225–2 resp. ENplus A1-quality was still met when spruce wood with a low ash content is used.
2.2 Fuel analysis and filter analyses
For each pellet assortment, approx. 120 kg was extensively homogenized by shoveling on a clean surface and sampled according to ISO 18,135 [28]. Representative subsamples for the respective analyses were taken according to ISO 14,780 [29] by first building a cone and quartering it and afterwards using both a self-constructed sample divider for larger portions and a riffler (Bürkle GmbH, zone sampler Spiralus). The samples were analyzed regarding all physical and chemical parameters given both in ISO 17,225–2 [30] and the ENplus certification scheme according to international standards for solid biofuels (see Table 2). Additionally, the aerosol and ash-forming elements (K, Na, Pb, Zn and Ca, Mg, Al, Si, see Table 2) were analyzed. All chemical analyses were conducted by an external laboratory (Eurofins Umwelt Ost GmbH, Freiberg).
In addition to the mechanical fuel property analyses required by ISO 17225–2, the particle density was analyzed according to ISO 18,847 [39]. Furthermore, energy density (ED = Q × BD) can be calculated from the bulk density and the net calorific value. The energy density provides an indication of the energy input into the combustion chamber per volume of fuel fed.
The total inorganic carbon (TIC) content of the fuel ash which was generated at 550 °C in a muffle furnace for ash content analysis was determined using a carbon/hydrogen analyzer (LECO RC-612). This parameter could be interesting because K-Ca-carbonates are formed during the conversion of Ca-K-dominated fuels (e.g., wood) at temperatures below 800 °C. These species decompose at higher temperatures (> 800 °C) and the potassium is released into the gas phase. At the same time, carbonates have relatively low melting temperatures, which could influence the ash-melting behavior.
After combustion tests (see Sect. 2.2), the plane filters from TPM emission determination were also analyzed regarding the content of organic carbon (OC), elemental carbon (EC), and inorganic carbon (IC) using the same carbon/hydrogen analyzer. The sample was placed in a nickel boat and then inserted into a quartz tube that was heated to predetermined temperatures. Carbon-containing compounds released from the sample were oxidized to CO2, which was selectively detected by infrared cells. By choosing appropriate temperatures and carrier gases entering the quartz tube, total carbon (TC) and the fractions OC, EC, and IC could be distinguished. Carbon released in a temperature window from 200 to 600 °C under an inert atmosphere was assigned to the OC fraction, carbon released between 600 °C and 900 °C was assigned to IC, and carbon detected after cooling down to 100 °C and switching to oxidizing conditions was assigned to the EC fraction [44]. The OC fraction was corrected by an empiric factor of 1.4 to address that OC consists of hydrocarbons, and the carbon assigned to the IC fraction was corrected by factor 3.66, to address that the carbon in carbonates is typically bound as CO2. The residual mass (TPM minus inorganic carbon (as CO2) minus organic carbon minus elemental carbon) was summarized and assumed to represent the fraction of salts and oxides of all particles collected on the filter.
2.3 Combustion tests
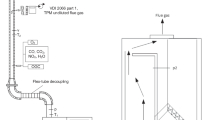
All pellet assortments were combusted in an ordinary pellet stove (drop-down burner) having a nominal heat power output of 6 kW. The pellet stove had an hourly cleaning cycle of the burner pot by temporarily increasing the rotational speed of the flue gas fan for approximately 1 min to remove loose ash and residues from the burner pot. The combustion tests were carried out by applying full load conditions for 2 h, whereby 1 h was a pre-heating phase followed by a 1-h testing phase at steady state operation. For the pellet stove, four measurements for TPM and gaseous emissions were performed during the 1-h testing phase, each lasting 14 min. These additional measurements were executed to investigate the influence of such cyclic cleaning intervals, but the results are not considered in this investigation. The temperature in the fuel bed was measured continuously by means of a thermocouple passed through the grate from below. The pressure drop across the fuel bed was continuously measured in the pellet stove by means of a differential pressure transducer and a pressure measurement point upstream (supply air duct) and downstream (combustion chamber) of the burner pot (see Fig. 1 (right)).

Schematic drawing of the test stand used for stove and boiler tests (left). Schematic sectional drawing through the pellet stove with measurement points for recording the fuel bed temperature and the pressure drop across the fuel bed (right) (position of measurement points: T temperature, p pressure, v velocity)
In addition to the stove measurements, all pellet variants regarding different wood species and a selection of the additivated spruce pellets were combusted in a state-of-the-art pellet boiler with a nominal heat output of 15 kW equipped with a dumping grate and a sidewise fuel insertion. The tests with the boiler were carried out at a nominal load with a 1-h pre-heating phase to achieve stationary combustion conditions. Five TPM measurements each lasting over 30 min were performed with each tested fuel during steady-state boiler operation.
To determine the fuel consumption during combustion, the respective appliance was placed on a platform scale (Mettler-Toledo GmbH, MT KD600) with a resolution of 0.005 kg.
Figure 1 shows a schematic drawing of the test stand and the arrangement of the measurement devices. The gaseous components CO, CO2, and O2 were determined using a single component analyzer (ABB Automation GmbH ABB AO2020), NOX by a chemiluminescence detector (Eco Physics GmbH CLD 822 Mhr Analysator), organic gaseous carbon (OGC) by a flame ionization detector (Mess- and Analysentechnik GmbH ThermoFID), and for water vapor content an FTIR-analyzer (Ansyco GmbH FTIR DX4000N) was used. The recording interval for the continuous measurement was set to 10 s. The total particulate matter (TPM) was isokinetically sampled following VDI 2066 Part 1 [45] by applying a filtration temperature during sampling of 160 °C and the filter pre- and post-treatment temperature of 180 °C and 160 °C, respectively. Only quartz plane filters were used and the particle deposition in the sampling line was also considered by rinsing the probe and determining these solid deposits after evaporation of the liquid. The pellet stoves were operated at a constant flue gas draught of − 12 ± 2 Pa and the pellet boilers were operated at − 15 ± 2 Pa as it is suggested by the manufacturers. The diameter of the flue gas duct and the connection pipe was 100 mm (stove) and 130 mm (boiler). The flue gas velocity was continuously measured using a vane anemometer (Höntzsch GmbH, ZS25/25-ZG4) positioned in a narrowed stretch of the measurement section with a diameter of 64 mm (stove) resp. 100 mm (boiler) (see Fig. 1 (left)). The combustion air flow was measured for all appliances using a hot-wire anemometer (Schmidt Technology GmbH, IL 30.010 MPM). The heat consumption during the boiler tests was permanently measured and regulated to a nominal load of 15 kW (± 8%) following DIN EN 303–5 [46].
All emission values (mg/m3) were calculated for “standard temperature and pressure” (STP) at 13 vol.-% O2, 0 °C, and 1013 hPa.
2.4 Statistical analyses
All statistical analyses were performed using OriginPro 2019 software. If differences between mean values are declared as being “significant,” the data was always previously tested to normality (Shapiro–Wilk) and significance was tested using a one-way ANOVA combined with the comparison of mean values via Tukey posthoc test. The level of significance was always set to p < 0.05.
3 Results and discussion
3.1 Fuel analyses
3.1.1 Wood species
The moisture content (Table 3) of all pellets ranged between 6.2 and 9.7 w-% and was below the threshold of 10 w-% of ISO 17255–2 and ENplus for fuel classification A1. The ash content (d = on dry basis) of the used wood species varied between 0.27 w-% (oak 1) and 2.39 w-% (apple wood). Spruce with a high share of bark (spruce 2: 0.83 w-%) and apple wood exceeded the threshold or fuel classification A1, while the mixed tropical wood was straight at the limit for the ash content of 0.7 m-% [30, 47]. The fraction of carbonates which was analyzed from the ashes at 550 °C, and carbonates ranged between 0.03 w-% for Douglas fir and 0.69 w-% for apple wood. Spruce without bark (spruce 1), pine, Douglas fir, and oak showed a rather low mass fraction of carbonates in the fuel ashes whereas spruce with a high share of bark (spruce 2), larch, beech, tropical wood, and especially apple wood showed a higher mass fraction of carbonates in the fuel ash.
The mechanical durability of the wood pellets produced from different wood species was partly below the threshold of ENplus and ISO 17225–2 A1 of 98.0 w-% (spruce 2, Douglas fir). The fines from the pellets produced were rather low between 0.1 w-% (spruce 2, larch, beech 2, and apple) and 0.3 w-% (pine). The bulk density ranged between 650 and 720 kg/m3 (ar) and was thus within the specifications for fuel class A1 of both ISO 17225–2 and ENplus (600 kg/m3– 750 kg/m3). Particle density varied between 1247 kg/m3 and 1341 kg/m3 (ar) and was rather low for both oak assortments, pine, and tropical wood. The net calorific value was between 19.52 MJ/kg (pine) and 18.16 MJ/kg (apple) and, thus, fulfilled the requirements for A1 pellets according to ISO 17,225–2 and ENplus of 16.5 MJ/kg. The energy density (Q × BD) varied between 11.1 GJ/m3 (oak 1) and 12.4 GJ/m3 (spruce 2), whereby coniferous wood showed slightly higher energy densities than deciduous wood except for beech 1. The mean pellet length ranged between 11.2 mm (tropical wood) and 21.8 mm (beech 2).
The mass fraction of nitrogen in the fuel (Table 4) is an indicator for NOX formation during combustion since it mainly results from the fuel nitrogen (N) [23]. Accordingly, the lowest NOX emissions can be expected for larch pellets having a N content below the detection limit of 0.05 w-%. Highest NOX emissions were expected for apple wood having an N content of 0.19 w-%. Generally, coniferous wood species with a low share of bark showed slightly lower N contents than deciduous wood species except for beech 1 having an N content of 0.10 w-%.
The sum of aerosol-forming elements (K + Na + Zn + Pb) ranged between 451 mg/kg (d) (larch) and 4323 mg/kg (apple wood). This parameter was mainly dominated by the K content. Pine, Douglas fir, beech 2, and especially apple and the mixed tropical species also showed a considerable content of Na. Thus, according to the sum of aerosol-forming elements, high TPM emissions could be assumed for deciduous wood pellets, especially beech and apple but also for spruce 2, probably due to its higher share of bark [23].
The presence of a higher mass fraction of silicon (Si) in the fuel can reduce the release of K to the gas phase because K becomes embedded into the ash during combustion [11]. This effect can be estimated using the molar Si/K ratio [23] which indicates good embedding of K when the value is above 2.5. For the tested wood species, the molar Si/K ratio varied between 0.19 (beech 1) and 2.05 (Douglas fir) or 2.61 (pine). Accordingly, low K release could be assumed for pine and Douglas fir.
The slagging behavior can be estimated by using the molar (Si + P + K)/(Ca + Mg + Al) ratio [12]. If the fuel is additivated with aluminum-based additives or if the biomass contains significant Al concentrations such as pine, beech 2, or apple wood, slagging should be low. According to this index, which should generally be below 2.5, lower ash-melting temperatures can be expected for pine (1.33), Douglas fir (1.71), oak 1 (1.22), oak 2 (1.64), and beech 2 (1.48) compared to the other wood species having an index below 1.
3.1.2 Additives
The ash content (Table 3) of the reference material (spruce 1) without binder or additive was 0.41 w-% (d), whereas the additivated pellets using the same raw material had an ash content between 0.33 w-% (0.5 w-% potato starch modified, PSm) and 0.63 w-% (0.34 w-% kaolin). Lower ash contents in some of the additivated pellets compared to the reference fuel indicate that the raw material was not perfectly homogenized before pelleting. Differences in ash content or chemical elements in-between assortments could therefore not only be caused by the binder / additive but also due to differences in the raw material itself. In contrast, the additivation with kaolin always resulted in a significant increase in the ash content.
The mass fraction of carbonates in the ash (after its generation at 550 °C) was between 0.08 and 0.09 w-%, thus, not affected by the binding agents. However, it was reduced to 0.05 w-% for both levels of kaolin additivation due to stronger silicate formation.
The content of fines was 0.1 w-% for all assortments. Regarding mechanical durability, only spruce with 0.5 w-% and 1.8 w-% WS and spruce with 1.8 w-% PSn and 1.8 w-% PSm fulfilled the threshold value of 98.0 w-% as requested by ISO 17225–2 and ENplus A1 pellets. Bulk density varied between 643 and 708 kg/m3 and was within the range required by the standard. BD is mainly determined by the particle density (1268–1319 kg/m3) and the mean pellet length (17.3–23.0 mm). Both parameters seem to be influenced by the additives. Thereby, higher contents of wheat starch and native potato starch seem to lead to a higher mean pellet length. In the case of wheat starch, the particle density also increased with increasing binder content, whereas it decreased slightly in the case of potato starch (both native and modified).
The net calorific value (18.68–19.06 MJ/kg, d) was above the threshold value of 16.5 MJ/kg for all additivated fuels. The energy density varied between 11.0 GJ/m3 (spruce with 1.8 w-% PSn and 1.8 w-% PSm) and 12.3 GJ/m3 (spruce with 1.8 w-% WS). Thereby, similar to bulk density, energy density was mainly influenced by the mean pellet length and particle density and therefore also by the additives.
The addition of binders and additives caused an increase in the mass fraction of N in the fuel (Table 4). Since kaolin typically contains no significant amounts of nitrogen, the increase of N in the kaolin additivated fuels should thus be due to analyses error, probably due to insufficient homogenization of the raw material.
The sum of aerosol-forming elements (Table 4) varied between 491 mg/kg (spruce with 0.17 w-% kaolin) and 610 mg/kg (spruce with 1.8 w-% WS). This variation may also be caused by natural variations of the raw material and cannot clearly be attributed to a binder or to the kaolin. Nevertheless, it seems that high shares of binders or kaolin might slightly increase the content of aerosol-forming elements. This is especially obvious for spruce with 1.8 w-% PSm having a Na increase from below the detection limit of < 10 to 22 mg/kg by adding the binder.
The molar Si/K ratio ranged between 0.25 and 0.29 for spruce with and without binders. When kaolin was added, the molar Si/K ratio increased from 0.44 at the low to 1.15 at the high additivation level. Regarding the slagging index (molar (Si + P + K)/(Ca + Mg + Al) ratio), all assortments were on a very low level having an index of below 0.73. Therefore, no severe slag formation was expected. For the additivation of spruce with kaolin, the slagging index was reduced.
3.2 Combustion tests
3.2.1 Wood species
Overall, eleven pellet batches from different wood species were combusted in a pellet stove and a pellet boiler (Table 1). The fuel mass flow in the pellet stove (Supplementary information Table S1) ranged between 1.42 kg/h for spruce 1 to 1.67 kg/h for Douglas fir. Only the mass flow of Douglas fir pellets differed significantly from spruce 1 and spruce 2. In contrast, the fuel mass flow for the pellet boiler (Table SI.2) ranged from 2.99 kg/h (apple) to 3.44 kg/h (beech 2). Apart from apple pellets, only the mass flow of pine pellets differed significantly from beech 1 and beech 2 for the pellet boiler.
The lambda values for the pellet stove ranged between 2.3 for pine and 2.8 for spruce 1. Pine and Douglas fir were significantly lower in lambda than spruce 1. Furthermore, significant differences existed between beech 1 and pine as well as the mixed tropical wood. For the pellet boiler, the lambda value was at a comparable level for all pellet batches of approx. 1.6 due to the heat output control (except for apple pellets with a lambda of 1.8).
The combustion chamber temperature of the pellet stove ranged from 606 °C for spruce 1 and oak 1 to 655 °C for pine and tropical wood. It was significantly higher for pine, Douglas fir and tropical wood than for spruce 1, larch, and oak 1. The fuel bed temperature of the stove ranged from 524 °C for apple and 877 °C for pine. These differences can be explained by the varying ash contents since the thermocouple was always permanently installed at the same position in the burner pot. Therefore, depending on the ash content, this sensor records either the temperature in, below, or above the ember bed. The pressure drop across the ember bed also showed a dependence on the ash content and ranged from 24 Pa for oak 1 to 33 Pa for apple. The heat output of the pellet boiler varied between 12.6 kW (apple) and 15 kW (beech 2).
The mean CO emissions (Fig. 2) during combustion of the different wood species in the pellet stove ranged between 78 mg/m3 for pine and 4189 mg/m3 for apple due to the high differences in ash content and the associated high differences in temperature and pressure drop in the fuel bed. Second highest CO emissions (461 mg/m3) were measured for beech 1. Typically, coniferous pellets with low share of bark caused lower CO emissions than deciduous pellets. The combustion of spruce with a high share of bark (spruce 2) showed an increase in CO emissions compared to spruce without bark (spruce 1) but the difference was not significant. For most wood species combusted in the pellet boiler, very low CO emissions between 1 mg/m3 (pine) and 13 mg/m3 (beech 1) were detected without any significant difference in-between trials. In contrast, CO emissions for apple wood combusted in the boiler were strongly increased to 247 mg/m3.

Influence of wood species on mean CO emissions from a pellet stove and a pellet boiler
The results on CO emissions are consistent with the results of Sippula et al. [13] and Schmidt et al. [12] who also investigated the combustion of wood pellets from different tree species in pellet stoves with drop-down firing systems. In the case of Sippula et al., investigations also included pellets with and without bark. In both studies, pellets from deciduous wood caused higher CO emissions (e.g., oak pellets compared to fir pellets in [12]). Similarly, a comparable effect of higher bark content on CO emissions was observed by Sippula et al. [13].
If apple wood is disregarded, CO emissions from the pellet stove were significantly related to the sum of aerosol-forming elements (R2 = 0.80) and a slight but not significant correlation was found with the carbonates in the fuel ash generated at 550 °C (R2 = 0.39, see Fig. 3). No good correlation was found for the results using the pellet boiler.

Linear regression of mean CO emissions with carbonates in ash generated at 550 °C and with aerosol-forming elements during combustion in a pellet stove (disregarding apple wood pellets)
Similar to CO, mean OGC emissions (Fig. 4) were highest for apple wood in both the stove (93 mg/m3) and the boiler (3 mg/m3) which was expected due to the high ash content that might inhibit a uniform access of the combustion air to the ember bed. Regarding all other fuels used in the pellet stove, OGC emissions were slightly but not significantly higher for deciduous compared to coniferous wood pellets. Only spruce 2 showed higher OGC emissions compared to oak 1 and oak 2, which may be due to the higher share of bark in spruce 2. Similarly, Sippula et al. observed higher OGC emissions in a pellet stove during combustion of pellets with a higher bark content. During their study, with exception of birch, OGC emissions of deciduous wood were always higher than those of conifers [13].

Influence of wood species on mean OGC emissions from a pellet stove and the pellet boiler
For the pellet stove, the OGC emissions showed a significant correlation with CO emissions (R2 = 0.99, not shown) indicating that similar effects might lead to both high CO and OGC during stove combustion. A similar hypothesis applies for the pellet boiler as OGC emissions (like CO) were very low and close to the detection limit of the FID with exception of apple wood that was high for both CO and OGC.
Mean NOX emissions (Fig. 5) ranged between 90 mg/m3 (larch) and 212 mg/m3 (tropical wood) for the stove and between 93 mg/m3 (larch) and 364 mg/m3 (apple) for the boiler. NOX emissions were higher for the pellet boiler, probably due to the significantly lower CO emissions compared to the stove. Apparently, deciduous pellets (except oak 1) caused higher NOX emissions than most coniferous pellets, when comparing pellets with no or only low shares of bark. At the same time, the bark content had a negative impact on NOX emissions when comparing spruce 1 and spruce 2 as well as beech 1 and beech 2 due to the elevated N content of the bark-rich fuel. This effect was more pronounced for the boiler than for the stove.

Influence of wood species on mean NOX emissions from a pellet stove and a pellet boiler
Both appliances showed a significant correlation between the NOX emissions and the N content in the fuels with a similar correlation coefficient of R2 = 0.79 (see Fig. 6). Thereby, the higher slope of the linear regression function indicates that the boiler shows a higher N to NO conversion ratio at higher nitrogen levels when compared to the pellet stove. This could be due to significantly higher combustion chamber temperatures and design-related differences in the air staging of the pellet boiler.

Linear regression between mean NOX emission and N content in the fuels during combustion in a pellet stove and pellet boiler
Similar to the here presented results, Schmidt et al. [12] showed that NOX emissions of deciduous wood pellets were higher than those of coniferous wood due to higher N content in fuels. In Sippula et al. [13], the effect of higher bark content could also be demonstrated, although pellets from birch wood emitted lower NOX emissions compared to spruce wood or other deciduous wood pellets during their study.
Mean TPM emissions (Fig. 7) varied between 23 and 24 mg/m3 (pine and Douglas fir) and between 63 mg/m3 and 65 mg/m3 (beech 1 and beech 2) for the pellet stove. For the pellet boiler, TPM emission ranged between 5 and 6 mg/m3 (Douglas fir and pine) and between 50 and 55 mg/m3 (beech 2 and beech 1). The highest TPM emissions were observed for apple wood combustion with 109 mg/m3 for the boiler and 263 mg/m3 for the stove which were probably caused by the high mass concentration of aerosol-forming elements and by incomplete combustion due to the high ash contents (see also OGC and CO). The latter might have caused a quick build-up of the fuel bed in the pellet stove which led to a blockage of the secondary air nozzles during the test runs.

Influence of wood species on mean TPM emissions from a pellet stove and a pellet boiler
For both appliances, the bark content had a significant influence on TPM emissions when comparing e.g., spruce 1 and spruce 2. Interestingly, this was not observed for beech 1 and beech 2. Still, high bark contents should lead to high TPM emissions due to usually higher mass fractions of aerosol-forming elements in bark compared to pure stem wood [8]. However, if the bark contains a lot of silicon, this will counteract this effect due to the Si/K ratio.
Comparing all pellets with no or only a low bark content, higher TPM emissions were found in both appliances using deciduous compared to coniferous wood. This was once again related to lower shares of aerosol-forming elements in fuels. Moreover, for pine and Douglas fir have a high Si/K ratio of > 2, significantly lower TPM emissions during the combustion in the boiler were released compared to the other wood species, probably due to fixation of K into the ash. The effect was not observed for the pellet stove leading also to significant differences in TPM emissions between the boiler and the stove when pine and Douglas fir (but also tropical wood) were combusted. Therefore, other TPM formation mechanisms than aerosol formation may have been more relevant in the stove compared to the boiler (see Table 5 below).
In Sippula et al. [13], a higher bark content led to an increase in TPM emissions for all assortments. During their study, with exception of birch, TPM emissions of the deciduous woods combusted in a pellet stove were always higher than those of coniferous woods while TPM emissions of pine pellets were slightly lower than those of spruce. Schmidt et al. [12] also found that the TPM emissions of deciduous wood pellets were higher than those of coniferous wood pellets during stove combustion. Furthermore, TPM emissions of their oak pellets were lower than those of their beech pellets [12], as it was also the case during this study. In Döhling et al. [10], the total TPM emissions of the examined coniferous wood pellets were below those of the examined poplar pellets and the TPM emissions of the investigated pine pellets were also clearly below those of the examined spruce pellets. The results presented here are, thus, largely in line with previous findings in the literature.
The composition of the particles from TPM sampling of the pellet stove and boiler is given in Table 5. For spruce 2 and beech 2 combusted in the pellet boiler, no analyses of the TPM filters were performed. The first value in the table is always representing the stove and the second is for the boiler.
The mass fraction of inorganic carbon (IC) ranged between 0 and 13 w-% for both appliances and was the same for tropical wood, spruce 1, and very similar for pine, Douglas fir, oak 2, and beech 1. The mass fraction of IC should be mainly caused by the entrainment of carbonate-rich coarse particles (ash).
The main differences between the TPM emissions from the stove and the boiler were observed in the formation of elemental carbon (EC). For the pellet stove, the mass fraction of EC on TPM emissions ranged between 0 w-% (oak 2, beech 1, and beech 2) and 54 w-% (pine). In contrast to that, the EC content varied only between 0 w-% (spruce 1, larch, oak 1, oak 2, and beech 1) and 2 w-% (pine) for the pellet boiler. EC indicates soot formation from incomplete combustion and possibly also slight entrainment of unburned charcoal particles.
The mass fraction of organic carbon (OC) was lower for the boiler (1 w-%– 6 w-%) compared to the stove (6 w-% – 14 w-%). Thus, overall results in IC, EC, and OC indicate that TPM emissions from the boiler mainly consist of salts and oxides for all wood species (81 w-% – 99 w-%) whereas TPM emissions from the pellet stove consisted of only 35 to 85 w-% of salts and oxides but were also derived from incomplete combustion, soot formation, or entrainment. Their lower share of salts and oxides also explains the higher differences in TPM emissions between boiler and stove during the combustion of pine or Douglas fir. Here, the high Si/K ratio leads to the embedding of K into the fuel ash [11, 23] and therefore to low salt and oxide fractions in TPM in the stove, as it does not affect the high EC and OC fractions during stove combustion. Consequently, EC and OC were the main contributors to the TPM emissions from the pellet stove for these wood species.
The salt and oxide contents of TPM emissions (in mg/m3 at 13% O2) correlated well with the sum of aerosol-forming elements (see Fig. 8) for both the pellet boiler (R2 = 0.87) and the stove (R2 = 0.89) if apple wood pellets were disregarded. As expected, pine and Douglas fir pellets did not fit into this correlation which could be explained by their high Si/K ratio as stated above [23]. EC emissions from the pellet stove showed a significant correlation with the Si/K ratio (R2 = 0.52, not illustrated) which could probably be due to a negative impact of the higher Si content to the pellet ash-melting behavior, causing, e.g., higher soot emissions by a local lack of oxygen or channeling effects in the fuel bed.

Linear regression of salts and oxides related particle emissions with the mass fraction of aerosol-forming elements (K, Na, Pb, Zn) in the fuel for the wood species investigated (apple wood was excluded) in a pellet stove and pellet boiler
Overall, the German emission threshold for TPM emissions (for stoves or boilers: 30 or 20 mg/m3 at 13% O2, 1. BImSchV, Stage 2) was fulfilled for all coniferous wood pellets during combustion in the stove and the boiler when the bark content was low. In contrast, for coniferous wood pellets with a high bark content and for all deciduous wood pellets, the threshold value was exceeded in both combustion appliances. Similarly, the elevated CO emissions that were detected for most deciduous wood pellets and bark-rich coniferous wood pellets exceeded the CO emission threshold limits of 1. BImSchV (400 mg/m3 at 13% O2).
3.2.2 Additives
All additivated spruce assortments were tested regarding their emission behavior in the pellet stove but only the reference fuel (spruce 1), as well as spruce with 1.8 w-% modified potato starch (PSm) and the two kaolin levels were combusted in the pellet boiler. In the following illustrations, “reference” always relates to spruce 1 (without bark), while for the other assortments, the raw material was always the same as for spruce 1 and only the used additive and additivation level is given in the axis labeling.
The most important combustion parameters relevant to the discussion of the results are summarized in the supplementary information in Table S3 for the pellet stove and Table S4 for the pellet boiler.
In the pellet stove, the fuel mass flow rate for the assortments investigated ranged between 1.28 kg/h (1.8 w-% PSm) and 1.51 kg/h (0.5 w-% WS) and seems to be mainly influenced by the average pellet length as well as the energy density (Table S3 in SI). However, the differences in fuel mass flow rates were not statistically significant. The lambda values were between 2.8 (reference and 0.5 w-% WS) and 3.2 (1.8 w-% PSm) and were also influenced by the mean pellet length and the energy density. The combustion chamber temperature ranged from 523 °C (0.5 w-% PSn) to 611 °C (1.8 w-% WS) and the mean values differed significantly in most cases. The fuel bed temperature ranged from 784 °C (0.8 w-% PSn) to 837 °C (0.34 w-% kaolin), and the mean values differed significantly between 0.5 w-% PSn and the reference, 1.8 w-% WS and 0.34 w-% kaolin. The differences in the combustion chamber temperatures can largely be explained by the energy input into the combustion chamber, which is significantly influenced by bulk density (pellet length) and calorific value. In the case of the fuel bed temperatures, in addition to the energy input, there is also the effect of the cavities or the height of the ash bed, if the thermocouple is currently in the gas phase or directly in the embers. The pressure drop across the fuel bed was in a narrow range of 26 to 29 Pa.
For the pellet boiler, the fuel mass flow rates were at a more uniform level of 3.17 kg/h (1.8 w-% PSm) to 3.30 kg/h (0.34 w-% kaolin) due to the heat output control (see Table S4 in SI). The lambda values for all assortments were 1.6 on average. The flue gas temperature and the heat output were also constant within the scatter of the individual values.
The mean CO emissions (Fig. 9) of the tested assortments were between 73 mg/m3 (0.34 w-% kaolin) and 178 mg/m3 (1.8 w-% WS) when combusted in the pellet stove. The CO emissions released from the pellet boiler were much lower, ranging between 2 mg/m3 (0.34 w-% kaolin) and 5 mg/m3 (1.8 w-% PSm). For the pellet stove, only pellets with 1.8 w-% WS and 0.34 w-% kaolin showed a significant increase in CO. By trend (but not significantly), high additivation levels of binders seemed to increase the CO emissions while a high level of kaolin reduced the CO emissions at the pellet stove investigated. These effects (also not statistically significant) can be seen for the pellet boiler but on a much lower level compared to the pellet stove. A reduction of CO emissions upon additivation with kaolin was also observed in Hülsmann et al. and Gehrig et al. when 0.5 w-% kaolin was added to beech wood pellets prior to pelletization [21, 22]. A further increase of the kaolin dosage to 2.0 w-% led to a re-increase of the CO emissions in Gehrig et al. [22].

Influence of additives on mean CO emissions from a pellet stove and a pellet boiler. Only four assortments (reference, 1.8 w-% PSm, 0.17 w-% kaolin, and 0.34 w-% kaolin) were combusted in the pellet boiler
The OGC emissions (Fig. 10) ranged between 2.4 mg/m3 (0.5 w-% WS and 0.34 w-% kaolin) and 5.8 mg/m3 (0.17 w-% kaolin) for the pellet stove and between 0.5 mg/m3 and 0.6 mg/m3 for the boiler. While the boiler showed no significant impact of the additives on OGC emissions, the stove showed a significant increase in OGC emissions compared to the reference when a binder or the low kaolin level was added (except 0.5 w-% WS). Nevertheless, these differences may be coincidental, as they occur on a very low level.

Influence of additives on mean OGC emissions from a pellet stove and a pellet boiler. Only four assortments (reference, 1.8 w-% PSm, 0.17 w-% kaoline, and 0.34 w-% kaolin) were combusted in the pellet boiler
Regarding NOX emissions (Fig. 11), the stove showed a significant increase for fuels containing wheat starch and native potato starch compared to the reference fuel. This is particularly true for the high additivation level. In contrast, modified potato starch (PSm) reduced NOX emissions (especially for 1.8 w-% PSm). This was also observed for the additivation with kaolin. This effect was in contradiction to the higher mass fraction of N for the additivated pellets which would rather indicate a NOX increase.

Influence of additives on mean NOX emissions from a pellet stove and a pellet boiler. Only four assortments (reference, 1.8 w-% PSm, 0.17 w-% kaoline and 0.34 w-% kaolin) were combusted in the pellet boiler
The boiler showed exactly the opposite behavior compared to the pellet stove when using binders, NOX emissions significantly increased by 1.8 w-% for the PSm variant, compared to the reference fuel. In the case of kaolin additivation, the trend was the same as for the stove with slightly lower NOX for kaolin additivated pellets. In Hülsmann et al. [21], a slight increase in NOX emissions was found in the pellet boiler with a drop-down burner when kaolin was added to the fuels. NOX emissions were not determined at the pellet stove in Hülsmann et al. [21]. Gehrig et al. [22], on the other hand, found no effect of kaolin additives on NOX emissions in a pellet boiler with underfeed burner.
The mean TPM emissions for the additivated pellets in the pellet stove and boiler are illustrated in Fig. 12. For the pellet stove, TPM emissions increased significantly when the fuel with 1.8 w-% PSm was used. In trend but not on a statistically significant level, the high additivation level of 1.8 w-% led to an increase in TPM emissions for all pellets with binders. At the same time, the variation regarding the single measurements was increased by trend. For the boiler, the same effect could be observed for modified potato starch binder but not on a significant level.

Influence of additives on mean TPM emissions from a pellet stove and a pellet boiler. Only four assortments (reference, 1.8 w-% PSm, 0.17 w-% kaoline and 0.34 w-% kaolin) were combusted in the pellet boiler
For kaolin additivation, both appliances showed a reducing effect on TPM emissions at the low additivation level of 0.17 w-%, but this effect was only significant for the boiler (compared to the reference fuel). For the high additivation level, the stove showed a significant reduction of TPM emissions compared to the reference fuel while for the boiler, the TPM emissions remained at the level of the reference fuel.
Hülsmann et al. and Gehrig et al. both found a decrease in TPM emissions despite a significant overdosing of kaolin in the pellet boiler and no re-increase [21, 22]. In contrast, Hülsmann et al. reported an increase in TPM emissions when using beech pellets with 1 w-% kaolin in the pellet stove compared to 0.5 w-% kaolin. Thus, different effects of high kaolin dosages depending on the combustion technology used were also found in other studies [21].
The composition of the TPM emissions using pellets with different additives in the pellet stove and boiler is given in Table 6. The main difference between the stove and boiler can once again be found in the elevated fraction of EC and OC on the collected TPM particles from the pellet stove. The main component of the TPM emissions released from the boiler were salts and oxides ranging between 93 w-% and 98 w-% whereas the fraction of salts and oxides released from the pellet stove varied at a lower level between 50 w-% and 85 w-%. Consequently, the fraction of OC and EC was higher from pellet stove combustion causing the overall higher TPM emission, in general.
According to the composition of TPM for the stove, the increase of TPM by high additivation levels with wheat starch and modified potato starch was mainly due to elevated soot formation as indicated by the higher EC content. The same behavior was observed for kaolin additivation for the stove. The mass fraction of EC increased with the amount of kaolin added while the fraction of salts and oxides was reduced by embedding K into the ash bed. For the boiler, it seems that the optimum regarding K fixation was already reached at the low kaolin level while at the high additivation level, kaolin can rather be entrained with the flue gas resulting in higher shares of salts and oxides in TPM emissions. Differences between stoves and boilers regarding the effect of high and low kaolin levels can probably be explained by different combustion temperatures and flow rates in the fuel bed which may have an effect on the potassium release [11], but also by entrainment of kaolin.
4 Conclusions
The use of different wood species for pellet production can have a significant impact (double to quadruple) on emissions during the combustion in a pellet stove and boiler. Combustion of deciduous wood cause significantly higher gaseous and particulate emissions in the pellet stove and boiler, especially when the ash content is above 0.5 w-% (e.g., beech, tropical deciduous wood, apple). This is mainly due to higher amounts of aerosol-forming elements (K, Na, Pb, Zn) in deciduous wood. Therefore, ash content of ENplus A1 pellets should be limited to values ≤ 0.5 w-% if used in pellet stoves. Consequently, mixtures of tree species with high shares of deciduous wood and feedstocks with a high share of bark might become unsuitable for pellet production for this particular purpose.
Silicon-rich wood species such as pine or Douglas fir show very low particulate and gaseous emissions due to a higher molar Si/K ratio (embedding of K in silicates). However, during long-term combustion, serious sintering or even slag formation may occur, which is usually not assessed during type testing of stoves or boilers.
Starch binders may have a slight impact on emissions when a high additivation level is applied even if fuel parameters still fulfill the requirements of ENplus A1 quality (e.g., 1.8 w-% of starch). The effect depends on the type of binder. Elevated emissions could be avoided by reducing the maximum allowed mass fraction of binders in pellets from today 2 w-% [47] to only 1 w-% in future quality standards.
For both furnace types, TPM and CO emissions are reduced by additivation of fuels with kaolin. In case of overdosage, the boiler reacts with the entrainment of kaolin into the flue gas while for the stove, K embedding into the ash is further improved by high levels of kaolin due to the typically considerably lower gas velocities in the fuel bed. However, for stoves, particle formation from incomplete combustion may be increased at high additivation levels. In conclusion, an overdosage (0.34 w-%) of kaolin should be avoided for both furnace types and additivation of pellets with kaolin should be done strictly according to a stochiometric calculation + a safety margin of 10% (e.g., by following guidelines of the ERA-NET project BioFlex! [27]).
The results presented here have once again disclosed the emissions deficits of pellet stoves compared to pellet boilers. This calls for increased efforts to improve the technology and to reduce susceptibility towards fuel quality variation. In particular, more advanced combustion control concepts are needed for stoves which are capable of controlling the fuel feeding rate via furnace temperature measurement or lambda sensors. Furthermore, better insulation of the combustion chamber and optimized design and arrangement of the air nozzles are needed for improved air staging which is still missing for most pellet stoves on the market.
Data availability
Not applicable.
Abbreviations
- ar:
-
Based on moisture content as received
- d:
-
Based on dry material
- n. d.:
-
Not determined
- TPM:
-
Total particulate matter
- EC:
-
Elemental carbon
- OC:
-
Organic carbon
- IC:
-
Inorganic carbon
- CO:
-
Carbon monoxide
- OGC:
-
Organic gaseous carbon
- NOX :
-
Sum of nitric oxides
- BImSchV:
-
Federal Emission Control Act
- STP:
-
Standard temperature and pressure 273 K, 1013 hPa
- S.I.:
-
Supplementary information
- WS:
-
Wheat starch
- PSn:
-
Potato starch (native)
- PSm:
-
Potato starch (modified)
References
Gauthier G, Avagianos I (2021) Report pellets: bioenenergy statistical report 2021. Stand: 18.11.2021, Brussels
Pollex A, Zeng T, Khalsa J et al (2018) Content of potassium and other aerosol forming elements in commercially available wood pellet batches. Fuel 232:384–394. https://doi.org/10.1016/j.fuel.2018.06.001
Schlyter P, Stjernquist I, Bärring L et al (2006) Assessment of the impacts of climate change and weather extremes on boreal forests in northern Europe, focusing on Norway spruce. Climate Res 31:75–84
Paul C, Brandl S, Friedrich S et al (2019) Climate change and mixed forests: How do altered survival probabilities impact economically desirable species proportions of Norway spruce and European beech? Ann For Sci 76(1):363. https://doi.org/10.1007/s13595-018-0793-8
Yousefpour R, Hanewinkel M, Le Moguédec G (2010) Evaluating the suitability of management strategies of pure Norway spruce forests in the Black Forest area of southwest Germany for adaptation to or mitigation of climate change. Environ Manage 45(2):387–402
Bundesministerium für Ernährung und Landwirtschaft (2021) Ergebnisse der Waldzustandserhebung 2020: Stand: Januar 2021, Bonn
Deutsches Institut für Normung e. V. (DIN) (2021) Biogene Festbrennstoffe – Brennstoffspezifikationen und -klassen – Teil 1: Allgemeine Anforderungen (ISO 17225–1:2021); Deutsche Fassung EN ISO 17225–1:2021; Oktober 2021 27.190; 75.160.40(17225–1)
Vassilev SV, Baxter D, Andersen LK et al (2010) An overview of the chemical composition of biomass. Fuel 89(5):913–933. https://doi.org/10.1016/j.fuel.2009.10.022
Chandrasekaran SR, Hopke PK, Rector L et al (2012) Chemical composition of wood chips and wood pellets. Energy Fuels 26(8):4932–4937. https://doi.org/10.1021/ef300884k
Döhling F, Hartmann I, Lenz V et al. (2012) Wärme aus Holz - Feinstaubemissionen: Brennstoffeinfluss, Nutzer, Feuerungs-Wettbewerb, Sekundärmaßnahmen, Charakterisierung und Toxizität: Schlussbericht nach Anlage 2 zu Nr. 8.2 NKBF 98, FKZ 03MAP144, Projektnummer DBZ: 3130002. Stand: 03.12.2012, Leipzig
Knudsen JN, Jensen PA, Dam-Johansen K (2004) Transformation and release to the gas phase of Cl, K, and S during combustion of annual biomass. Energy Fuels 18(5):1385–1399. https://doi.org/10.1021/ef049944q
Schmidt G, Trouvé G, Leyssens G et al (2018) Wood washing: Influence on gaseous and particulate emissions during wood combustion in a domestic pellet stove. Fuel Process Technol 174:104–117. https://doi.org/10.1016/j.fuproc.2018.02.020
Sippula O, Hytönen K, Tissari J et al (2007) Effect of wood fuel on the emissions from a top-feed pellet stove. Energy Fuels 21(2):1151–1160. https://doi.org/10.1021/ef060286e
Bäfver LS, Rönnbäck M, Leckner B et al (2009) Particle emission from combustion of oat grain and its potential reduction by addition of limestone or kaolin. Fuel Process Technol 90(3):353–359. https://doi.org/10.1016/j.fuproc.2008.10.006
Boström D, Grimm A, Boman C et al (2009) Influence of kaolin and calcite additives on ash transformations in small-scale combustion of oat. Energy Fuels 23(10):5184–5190. https://doi.org/10.1021/ef900429f
Xiong S, Burvall J, Örberg H et al (2008) Slagging characteristics during combustion of corn stovers with and without kaolin and calcite. Energy Fuels 22(5):3465–3470. https://doi.org/10.1021/ef700718j
Steenari B-M, Lindqvist O (1998) High-temperature reactions of straw ash and the anti-sintering additives kaolin and dolomite. Biomass Bioenerg 14(1):67–76
Wang J, Morishita K, Takarada T (2001) High-temperature interactions between coal char and mixtures of calcium oxide, quartz, and kaolinite. Energy Fuels 15(5):1145–1152. https://doi.org/10.1021/ef0100092
Clery D, Mason PE, Rayner CM et al (2018) The effects of an additive on the release of potassium in biomass combustion. Fuel 214:647–655. https://doi.org/10.1016/j.fuel.2017.11.040
Fournel S, Palacios J, Godbout S et al (2015) Effect of additives and fuel blending on emissions and ash-related problems from small-scale combustion of reed canary grass. Agriculture 5(3):561–576. https://doi.org/10.3390/agriculture5030561
Huelsmann T, Mack R, Kaltschmitt M et al (2018) Influence of kaolinite on the PM emissions from small-scale combustion. Biomass Convers Biorefinery 8:1–16. https://doi.org/10.1007/s13399-018-0316-8
Gehrig M, Wöhler M, Pelz S et al (2019) Kaolin as additive in wood pellet combustion with several mixtures of spruce and short-rotation-coppice willow and its influence on emissions and ashes. Fuel 235:610–616. https://doi.org/10.1016/j.fuel.2018.08.028
Sommersacher P, Brunner T, Obernberger I (2011) Fuel indexes: a novel method for the evaluation of relevant combustion properties of new biomass fuels a novel method for the evaluation of relevant combustion properties of new biomass fuels. Energy Fuels 26(1):380–390. https://doi.org/10.1021/ef201282y
Feldmeier S, Wopienka E, Schwarz M et al (2019) Applicability of fuel indexes for small-scale biomass combustion technologies: Part 1: slag formation. Energy Fuels 33(10):1–9. https://doi.org/10.1021/acs.energyfuels.9b02409
Feldmeier S, Wopienka E, Schwarz M et al (2019) Applicability of fuel indexes for small-scale biomass combustion technologies: part 2: TSP and NOx emissions. Energy Fuels 33(10):1–7. https://doi.org/10.1021/acs.energyfuels.9b02589
Mack R, Schön C, Kuptz D et al (2022) Influence of pellet length, content of fines, and moisture content on emission behavior of wood pellets in a residential pellet stove and pellet boiler. Biomass Convers Biorefinery 232(5 (May)):1–18. https://doi.org/10.1007/s13399-022-03302-6
Brunner T, Obernberger I, Borman C et al. (2019) Guidelines for advanced fuel and boiler design: Report within the scope of the ERA-NET Bioenergy Project “BIOFLEX!” – clean and flexible use of new difficult biomass fuels in small to medium-scale combustion. March 2019, Graz
Deutsches Institut für Normung e. V. (DIN) (2017) Biogene Festbrennstoffe - Probenahme (ISO 18135 Biogene Festbrennstoffe - Probenahme (ISO 18135:2017); Deutsche Fassung EN ISO 18135:2017; August 2017 75.160.40(18135)
Deutsches Institut für Normung e. V. (DIN) (2017) Biogene Festbrennstoffe - Probenherstellung (ISO 14780:2017); Deutsche Fassung EN ISO 14780:2017; August 2017 75.160.40(14780)
Deutsches Institut für Normung e. V. (DIN) (2021) Biogene Festbrennstoffe – Brennstoffspezifikationen und -klassen – Teil 2: Klassifizierung von Holzpellets (ISO 17225–2:2021); Deutsche Fassung EN ISO 17225–2:2021; September 2021 75.160.40(17225–2)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung der Länge und des Durchmessers von Pellets (ISO 17829:2015); Deutsche Fassung EN ISO 17829:2015, März 2016 75.160.10(17829)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Wassergehaltes - Ofentrocknung - Teil 1: Gesamtgehalt an Wasser - Referenzverfahren (ISO 18134–1:2015); Deutsche Fassung EN ISO 18134–1:2015, Dezember 2015 75.160.10(18134–1)
Deutsches Institut für Normung e. V. (DIN) (2017) Biogene Festbrennstoffe - Bestimmung des Wassergehaltes - Ofentrocknung - Teil 2: Gesamtgehalt an Wasser - Vereinfachtes Verfahren (ISO 18134–2:2017); Deutsche Fassung EN ISO 18134–2:2017; Mai 2017 75.160.40(18134–2)
Deutsches Institut für Normung e. V. (DIN) (2021) Biogene Festbrennstoffe – Bestimmung des Aschegehaltes (ISO/DIS 18122:2021); Deutsche und Englische Fassung prEN ISO 18122:2021; Entwurf; November 2021 27.190; 75.160.40(18122)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung der mechanischen Festigkeit von Pellets und Briketts - Teil 1: Pellets (ISO 17831–1–2015); Deutsche Fassung EN ISO 17831–1:2015, Mai 2016 75.160–10(17831–1)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Gehaltes an Feingut in Mengen von Pellets (ISO/DIS 18846:2015); Deutsche und Englische Fassung prEN ISO 18846:2015; Entwurf Mai 2015 75.160.10(18846)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Heizwertes (ISO/DIS 18125:2015); Deutsche und Englische Fassung prEN ISO 18125:2015, Entwurf, Dezember 2015 ICS 75.160.10(18125)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung der Schüttdichte (ISO 17828:2015); Deutsche Fassung EN ISO 17828:2015, Mai 2016 75.160.10(17828)
International Organization for Standardization (ISO) (2016) Biogene Festbrennstoffe - Bestimmung der Partikeldichte von Pellets und Briketts (ISO 18847:2016)(18847)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Gesamtgehaltes an Kohlenstoff, Wasserstoff und Stickstoff (ISO 16948:2015); Deutsche Fassung EN ISO 16948:2015; September 2015 75.160.10(16948)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Gesamtgehaltes an Schwefel und Chlor (ISO 16994:2015); Deutsche Fassung EN ISO 16994:2015; Deutsche Fassung EN ISO 16994:2015; Juli 2015 75.160.10(16994)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung von Hauptelementen - Al, Ca, Fe, Mg, P, K, Si, Na und Ti (ISO 16967:2015); Deutsche Fassung EN ISO 16967:2015; Juli 2015 75.160.10(16967)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung von Spurenelementen (ISO 16968:2015); Deutsche Fassung EN ISO 16968:2015; September 2015 75.160.10(16968)
Jalava PI, Happo MS, Kelz J et al (2012) In vitro toxicological characterization of particulate emissions from residential biomass heating systems based on old and new technologies. Atmos Environ 50(1):24–35. https://doi.org/10.1016/j.atmosenv.2012.01.009
Verein Deutscher Ingenieure (VDI) (2021) Messen von Partikeln - Staubmessung in strömenden Gasen Gravimetrische Bestimmung der Staubbeladung, Ausgabe deutsch/englisch, Mai 2021 13.040.40(2066 Blatt 1)
Deutsches Institut für Normung e. V. (DIN) (2021) Heizkessel – Teil 5: Heizkessel für feste Brennstoffe, manuell und automatisch beschickte Feuerungen, Nennwärmeleistung bis 500 kW – Begriffe, Anforderungen, Prüfungen und Kennzeichnung; Deutsche Fassung EN 303–5:2021; September 2021 91.140.10(303–5)
Deutsches Pelletinstitut GmbH, ProPellets Austria, ProPellets.CH et al. (2015) ENplus Qualitätszertifizierung für Holzpellets: ENplus-Handbuch für Deutschland, Österreich und die Schweiz. Version 3.0, August 2015, Gesamtausgabe, Berlin
Acknowledgements
We would like to thank all project participants and colleagues for the good cooperation and support that made this publication possible.
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the German Ministry of Food and Agriculture (BMEL) on behalf of a decision of the German Bundestag. Funding was administrated by the Fachagentur Nachwachsende Rohstoffe e. V. (FNR) (grant number: 22020917).
Author information
Authors and Affiliations
Contributions
The manuscript was written through the contributions of all authors. All authors have given approval for the final version of the manuscript.
Robert Mack, Thomas Brunner, and Ingwald Obernberger: combustion tests, methodology, fuel preparation, data evaluation, visualization, writing—original draft, writing—review and editing, project administration.
Claudia Schön and Hans Hartmann: input data evaluation, writing—input and correction, project management, funding acquisition.
Daniel Kuptz, Thomas Brunner, Ingwald Obernberger, and Hans Martin Behr: input data evaluation, writing—input and correction.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mack, R., Schön, C., Kuptz, D. et al. Influence of wood species and additives on emission behavior of wood pellets in a residential pellet stove and a boiler. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-04204-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-04204-x