
Abstract
In Germany, wood pellets must fulfill high quality standards to be utilized in small-scale furnaces. According to current legislation, i.e., the 1st BImSchV, only ENplus A1–certified pellets may be used. Despite these strict requirements, physical fuel parameters can vary within the permissible range and variation usually increases due to fuel transport and storage. Fluctuations in physical fuel parameters may have a strong influence on combustion, especially in pellet stoves with a low degree of automation regarding fuel control and air supply. During this study, pellet length, moisture content, and the content of fines of spruce wood pellets were varied artificially at three levels for each parameter. All pellets were analyzed according to international standards for solid biofuels. Fuels were combusted in a 6 kW pellet stove and selected assortments in a 15 kW pellet boiler. For the pellet stove, pellet length had a significant influence on gaseous but not on total particulate matter (TPM) emissions. Both, rather short (10.3 mm) and long (17 mm) pellets caused an increase in emissions. In contrast, for the boiler, no significant effect of pellet length on gaseous and TPM emissions was observed. A low moisture content (3 w-%) led to increased CO, organic gaseous carbon (OGC), and TPM emissions in the pellet stove. This could be especially relevant for furnaces with very simple or no heat output control as it is common in most pellet stoves. High content of fines (3 to 10 w-%) led to a significant increase in gaseous emissions (CO up to fivefold, OGC up to tenfold) and TPM emissions (up to 1.4-fold) in the pellet stove most likely due to elevated particle entrainment. Overall, the state-of-the-art pellet stove showed larger sensitivity towards variable pellet qualities compared to the automatically stoked pellet boiler; thus, improvements in fuel design and stove technology are recommended. Overall, this study has provided important insights into the influence of pellet length, fines content, and moisture content on emissions from pellet stoves and pellet boilers, which can help drive future technical development in the areas of fuel flexibility and emission reduction.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wood pellets are widely used in pellet stoves and pellet boilers all over Europe. In 2020, European pellet consumption was approximately 30.1 million tons, while European production amounted to 23.0 million tons of pellets. In both cases, this represents an increase of 5% compared to 2019, with the largest consumer being Great Britain with 9.4 million tons and the largest pellet producer in Europe being Germany with 3.1 million tons [1]. A high proportion of wood pellets sold on the European market are used for residential heating (17.5 million tons in 2020) and these pellets usually are labelled as ENplus A1 [1, 2]. This certified fuel quality class even surpasses the limit values of fuel classification A1 within the current ISO standard 17,225–2 [3] for graded wood pellets. In Germany, wood pellets must fulfill high quality standards to be utilized in small-scale furnaces. According to current legislation, i.e., the 1st BImSchV [4], only ENplus [2] A1–certified pellets may be used. Despite these strict requirements, physical fuel parameters such as pellet length, moisture content, and the content of fines may vary within the permissible range and variation usually increases due to fuel transport and storage. This variation might affect combustion behavior in stoves and boilers.
Several studies revealed variations in the fuel properties of certified wood pellets. For example, screening with 42 pellet samples from all over Europe showed a noticeable variability in both physical (i.e., pellet length, bulk density, particle density) and chemical fuel parameters (i.e., content of potassium, calcium, and magnesium) even within the ENplus fuel quality class A1 [5]. Eight pellet assortments from this screening were combusted in an 8-kW pellet stove causing highly variable emissions during the study [6]. Another recent work by Pollex et al. [7] on fuel quality of European wood pellets highlighted that fuel properties might vary not only between different pellet producers but also in-between batches from the same production site. This variation might lead not only to differences during combustion in residential, small-scale furnaces, but also to differing results during boiler and stove type testing due to unpredictable variability in fuel quality rather than effects caused by the combustion techniques themself.
Several recent studies analyzed the influence of individual physical fuel parameters in wood pellets and their effect on emissions from pellet stoves and boilers. For instance, the influence of pellet length on pellet stove emissions was investigated in Wöhler et al. [8] and Kahlsa et al. [9] and only on combustion performance (i.e., temperatures and fuel mass flow) by Sikanen et al. [10]. These studies showed that longer pellets may cause a lower throughput rate of the fuel as well as lower combustion chamber temperatures [8, 10] which in this turn leads to increased gaseous and total particulate matter (TPM) emissions [8, 9]. The influence of the pellet diameter (4 mm and 6 mm) was also investigated by Kahlsa et al. [9] whereby a decrease in TPM and NOX emission was found for thinner pellets, especially during part load operation of a pellet stove if the stoker was adjusted to the smaller diameter. This observation may be overlapped by the fact that different raw materials were used for the 4- and 6-mm pellets leading to deviations in potassium content. According to Döhling et al. [11], an increase in moisture content of wood pellets might also have a negative impact on TPM emissions from pellet boilers, when it is varied between 2.9 and 12.1 w-%. A previous study at Technology- and Support Center (TFZ) showed a slight increase in CO emissions (23 to 58 mg/m3) due to increasing contents of fines between < 1 and 20 w-% but no significant influence on TPM emissions for an underfeed pellet boiler [12]. Currently, no study is known that directly compared the effect of more than one physical fuel property on the combustion behavior of the same furnace and so far, a simultaneous test in both stoves and boilers was not performed.
In addition to the variation of physical fuel parameters that is already present in different pellet batches from the market, fuel transport may strongly alter physical fuel quality. A master’s thesis carried out by Mayer et al. [13] at TFZ investigated the influence of the screw conveyor of a modern 6-kW pellet stove on the content of fines, bulk density, particle size, and particle number on the basis of conveying tests in the cold state (i.e., without combustion). The investigations showed an increase in the content of fines as a function of the durability of the wood pellets by up to 1.3 percentage points, with a simultaneous increase in the bulk density and a decrease in the pellet length due to the breakage of longer pellets in the screw conveyor.
Overall, although wood pellets may fulfill the physical fuel specifications according to ENplus A1 or ISO 17225–2, their emission behavior in stoves or boilers can differ strongly. The aim of this study was therefore to perform a systematic investigation of pellets that vary in selected physical fuel parameters but that are still mostly in line with the threshold limits of ENplus fuel class A1, and to assess their impact on the emission behavior during combustion in a pellet stove and a pellet boiler. Thereby, physical fuel properties were varied artificially by producing fuels with three different pellet length distributions, three different moisture contents, and three different fine contents while all other fuel parameters were kept as constant and homogeneous as possible using the same raw material for production. Consequently, this study also allows for a rating of the selected physical fuel parameters and their influence on the emission behavior in the same furnaces as well as an assessment of the sensitivity of the tested appliances regarding the degree of automation of the combustion control system.
2 Material and methods
2.1 Pellet production
A total of 8 pellet assortments (see Table 1) with pre-defined fuel properties were investigated during this study. Thereby, 5 pellet assortments were produced at TFZ using an Amandus Kahl 33–390 flat die pellet mill while 3 assortments were provided by HEZ (Holz-Energie-Zentrum Olsberg GmbH) using an industrial ring die pellet mill (CPM Europe). All tested pellets were made of Norway spruce (Picea abies) without bark delivered from one charge of homogeneous and already comminuted raw material from an industrial pellet plant by HEZ.
To investigate the influence of the pellet length distribution on emission behavior, three assortments of spruce pellets with 0.5 w% wheat starch containing flour as a binder were produced by HEZ, having different length distributions in a range which can be found in practice (compared to 28 ENplus pellet assortments available on the market). The mean pellet length of these assortments was 17.0 mm (long), 15.5 mm (medium), and 10.3 mm (short). Additionally, the proportion of short pellets was artificially removed from the medium assortment (15.5 mm) using a self-constructed pellet sorting machine after pelletizing by HEZ.
For the investigation of differing moisture contents, the reference pellets from spruce wood without bark (at a moisture content of 6.8 w-%) were technically dried at TFZ to a moisture content of 3.3 w-% using a drying cabinet (Binder GmbH, FED720-02–42,004) for 25 h at 40 °C or moistened up to a moisture content of 10.2 w-% using a conditioning cabinet (ESPEC Corp., Temperature (& Humidity) Chamber type PR-4 KT) over 6 days at 40 C and 74% relative humidity.
Furthermore, the content of fines was varied using the reference spruce pellets without bark having only 0.1 w-% of fines. This fuel was placed into a “durability tester” according to ISO 17831–1 (see Section 2.2) to generate fines as they would occur in practice due to transport or breakage of particles during injection in the pellet storage or fuel insertion in the combustion chamber without artificially milling any pellets. The generated fines were added to the reference fuel to produce wood pellets with 3 w-% and 10 w-% of fines through mixing.
2.2 Fuel and filter analyses
For the reference spruce pellets as well as the assortments “long,” “medium,” and “short,” approx. 120 kg (as received) was extensively homogenized by shoveling on a clean surface and sampled according to ISO 18135 [14]. Representative sub-samples for the respective analyses were taken according to ISO 14780 [15] by first building a cone and quartering it and afterwards using both a self-constructed sample divider for larger portions and a riffler (Bürkle GmbH, zone sampler Spiralus). The samples were analyzed regarding all physical and chemical fuel parameters given in ISO 17225–2 [3] and the ENplus [2] certification scheme according to international standards for solid biofuels (see Table 2). Additionally, the aerosol and ash-forming elements (K, Na, Pb, Zn and Ca, Mg, Al, Si, see Table 2) were analyzed. All chemical analyses were conducted by an external accredited laboratory for solid biofuels (Eurofins Umwelt Ost GmbH Freiberg). For the variation of moisture content and content of fines, no separate elemental analyses were required, since only these parameters were artificially adjusted using the reference spruce pellets only.
In addition to the mechanical fuel property analyses required by the ISO standard, the particle density was analyzed according to ISO 18847 [24]. Two further parameters can be calculated from bulk density, particle density, and net calorific value. These are the energy density (Q × BD) and the bulk porosity (1-BD/PD). The energy density provides a good indication of the average energy input into the combustion chamber.
Since the nitrogen determination according to ISO 16948 is rather weak for low nitrogen content (< 0.1 w-%), additional analyses according to the Kjeldahl method (DIN 51,722–1) have been performed.
The total inorganic carbon (TIC) content of the fuel ash which was generated at 550 °C in a muffle furnace for ash content analyses was determined using a carbon/hydrogen analyzer (LECO RC-612). After combustion tests (see Section 2.2), the plane filters from TPM emission determination were also analyzed regarding the content of organic carbon (OC), elemental carbon (EC), and inorganic carbon (IC) using the same carbon/hydrogen analyzer. The sample was placed in a nickel boat and then inserted into a quartz tube that was heated to pre-determined temperatures. Carbon-containing compounds released from the sample were oxidized to CO2, which was selectively detected by infrared cells. By choosing appropriate temperatures and carrier gases entering the quartz tube, total carbon (TC) as well as the fractions OC, EC, and IC are distinguished. Carbon released in a temperature window from 200 to 600 °C under an inert atmosphere was assigned as OC, carbon released between 600 and 900 °C was designated as IC, and carbon detected after cooling down the sample to 100 °C and switching to oxidizing conditions was identified as EC [30]. The mass fraction of carbon assigned as OC was corrected by an empiric factor of 1.4 [31, 32] to address that OC consists of hydrocarbons, and the carbon assigned as IC was corrected by the factor 3.66 to address that the carbon in carbonates is typically bound as CO2. The residual mass (TPM minus inorganic carbon (as CO2) minus organic carbon minus elemental carbon) was summarized and assumed to represent the fraction of salts and oxides of the particle samples on the filters.
2.3 Combustion tests
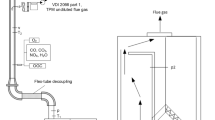
All pellet assortments were combusted in a conventional pellet stove (drop-down burner) having a nominal heat power output of 6 kW (in total 10 test runs). The pellet stove had an hourly cleaning cycle of the burner pot by temporarily increasing the speed of the flue gas fan for approximately 1 min to blow out loose ash and residues from the burner pot. The combustion tests were carried out by applying full load condition for 2 h, whereby 1 h was a pre-heating phase followed by a 1-h testing phase at steady state operation, for each pellet assortment investigated. For the pellet stove, four measurements for TPM and gaseous emissions were performed during the 1-h testing phase, each lasting 14 min. A fifth measurement was performed during the cleaning cycle of the burner pot. These additional measurements were executed to investigate the influence of such cyclic cleaning intervals, but the results are not considered in this investigation. The temperature in the fuel bed was measured continuously by means of a thermocouple passed through the grate from below. The pressure drop across the fuel bed was continuously measured in the pellet stove by means of a differential pressure transducer and a pressure measurement point upstream (supply air duct) and downstream (combustion chamber) of the burner pot (see Fig. 1 (right)). In addition to the stove measurements, the different length distributions as well as the dry spruce pellets (3.3 w-%) and the reference spruce pellets were also combusted in a state-of-the-art pellet boiler with a nominal heat output of 15 kW equipped with a dumping grate and a sidewise fuel insertion via a horizontal feeding screw (in total 5 test runs). The tests with the boiler were carried out at nominal load with a 1-h pre-heating phase to achieve stable combustion conditions. Five TPM measurements each lasting over 30 min were performed for each tested fuel during steady state boiler operation evenly distributed within 6 h in accordance with EN 303–5 [33].

Schematic drawing of the test stand used for stove and boiler tests (right). Schematic sectional drawing through the pellet stove with measuring points for recording the fuel bed temperature and the pressure drop across the fuel bed (right) (position of measurement points: T = temperature, p = pressure, v = velocity)
To determine the fuel consumption during combustion, the respective appliance was placed on a platform scale (Mettler-Toledo GmbH, MT KD600) with a resolution of 0.005 kg.
Figure 1 (left) shows a schematic drawing of the test stand and the arrangement of the measurement devices. The gaseous components CO, CO2, and O2 were determined using a single component analyzer (ABB Automation GmbH ABB AO2020), organic gaseous carbon (OGC) by a flame ionization detector (Mess- & Analysentechnik GmbH ThermoFID), NOX by a chemiluminescence detector (Eco Physics GmbH CLD 822 Mhr Analysator), and water vapor by an FTIR-analyzer (Ansyco GmbH FTIR DX4000N). The recording interval for the continuous measurement was set to 10 s. The total particulate matter (TPM) was isokinetically sampled following VDI 2066 Part 1 [34] applying a filtration temperature during sampling of 160 °C and the filter pre- and post-treatment temperature of 180 °C and 160 °C, respectively. Only quartz plane filters were used and the particle deposition in the sampling line was also considered by rinsing the probe and determining the solid residue after evaporation of the liquid. The pellet stove was operated at a constant flue gas draught of − 12 ± 2 Pa and the pellet boiler was operated at − 15 ± 2 Pa as suggested by the manufacturers. The diameter of the flue gas duct and the connecting pipe was 100 mm (stove) and 130 mm (boiler). The flue gas velocity was continuously measured using a vane anemometer (Höntzsch GmbH, ZS25/25-ZG4) positioned in a narrowed stretch of the measurement section with a diameter of 64 mm and 100 mm respectively for the pellet stove and boiler (see Fig. 1). The heat consumption during the boiler tests was permanently regulated to a nominal load of 15 kW (± 8%) following DIN EN 303–5 [33].
All emission values (mg/m3) were calculated for “standard temperature and pressure” (STP) at 13% O2, 0 °C, and 1013 hPa.
2.4 Statistical analyses
All statistical analyses were performed using OriginPro 2019 software. If differences between mean values are declared as being “significant,” the data was always previously tested to normality (Shapiro–Wilk) and significance was tested using a one-way ANOVA combined with the comparison of mean values via the Tukey post-hoc test. The level of significance was always set to p < 0.05.
3 Results and discussion
3.1 Fuel analyses
All results from the fuel analyses relevant for discussion can be found in Table 3, 4, and 5. Since the variations of moisture content and the content of fines were all produced from the reference assortment “spruce without bark,” no further fuel analyses were made for these assortments.
The pellets investigated showed comparable moisture content between 6.6 w-% (“reference”) and 7.7 w-% (“long” and “short”). The ash content ranged between 0.38 w-% (“long”) and 0.46 w-% (“medium” and “short”) on a rather low level. However, the differences in ash content revealed that the raw material used for pelletizing was not as homogeneous as expected. Durability ranged between 98.9 w-% (“reference”) and 99.1 w-% (“medium”) and fines content between 0.1 w-% (“reference” and “medium”) and 0.2 w-% (“long” and “short”) on a comparably low level. Bulk density was between 670 kg/m3 (“long”) and 714 kg/m3 (“short”) and increased with decreasing mean pellet length. The bulk density of the reference (692 kg/m3) was similar to the “medium” pellets. Particle density was on a comparable level (1311 to 1319 kg/m3) for all pellets investigated.
The most relevant fuel parameters regarding the influence of pellet length distribution on emission behavior was expected to be the mean pellet length and the mass fraction of pellets < 10 mm (Table 4). Mean pellet length varied from 10.3 mm for the “short” assortment to 15.5 mm for the “medium” and 17.0 mm for both the “long” assortment and the “reference,” respectively. The maximum pellet length was between 21.5 mm (“short”) and 32.8 mm (“long”) and the “reference” pellets were at 26.2 mm and thus in the same range as the medium pellets which were at 24.9 mm. Thus, the maximum pellet length of 40 mm claimed by ISO or ENplus was not exceeded for any of the assortments investigated. The mass fraction of pellets < 10 mm was highest for the “short” pellets with 37.4 w-% compared to the “medium” (2.8 w-%), “long” (5.1 w-%), and the “reference” assortment (7.4 w-%). This may be due to the fact that the proportion of small pellets was artificially removed from the “medium” assortment (see Section 2.1) which also explains the rather low standard deviation. The energy density of pellets decreased due to an increasing share of larger pellets, from 12.4 GJ/m3 (“short”) to 11.6 GJ/m3 (“long”) by a total of 6%, while consequently, the bulk porosity increased from 0.458 (“short”) to 0.489 (“long”) by about 7%. Both the energy density (12.1 GJ/m3) and the bulk porosity (0.473) of the reference pellets are at a comparable level to the medium pellets. However, these parameters can also vary with the moisture content and the content of fines, but they could unfortunately not be calculated due to missing fuel analyses.
Since the pellets for this investigation were all produced from the same batch of raw material, a rather homogeneous chemical composition (Table 5) of the pellets regarding the aerosol-forming elements (K + Na + Zn + Pb) as well as the Si/K ratio was expected. Nevertheless, there were some variations in the sum of aerosol-forming elements (481 to 599 mg/kg, d) as well as in the Si/K ratio (0.24 to 0.30) which may slightly confound the results regarding TPM emissions (Table 5), but this variation could also be due to measuring inaccuracy in the chemical analyses. Also, the molar (Si + P + K)/(Ca + Mg + Al) ratio, which gives an indication of the risk of slagging [35, 36], shows some slight deviations between 0.61 and 0.74, but no relevant slagging problems are to be expected as these rather low values are well below the suggested threshold of 2.5 [36].
The mass fraction of nitrogen in the fuel (Table 5) is an indicator for NOX formation since it mainly results from the fuel nitrogen (N) [37]. For the pellets investigated, the nitrogen contents are on a rather low and comparable level (0.08–0.09 w-%). Thus, rather low NOX emissions could be expected and differences in NOX emissions due to fuel nitrogen could be excluded.
3.2 Combustion tests
3.2.1 Influence of pellet length
The relevant combustion parameters during the combustion trials with the pellet stove are given in Table 6, while for the pellet boiler, these values are presented in Table 7. Without any adjustment of the control parameters, the average pellet length significantly influenced the fuel mass flow in the pellet stove. Thereby, an increase in mean pellet length from “short” to “long” pellets by 6.3 mm significantly reduced fuel mass flow by 20% while a 5.2 mm increase from “short” to “medium” pellets reduced mass flow by 6%, respectively. At the same time, lambda values significantly increased from “short” pellets (2.4) to “medium” (2.7) and “long” pellets (3.3). These results indicate that the pellet stove neither regulates its fuel supply by itself nor does it adjust the air supply to a given fuel mass flow. Consequently, the differences in fuel mass flow combined with differences in energy density (Table 4) that were also strongly influenced by the mean pellet length and bulk porosity resulted in a combustion chamber temperature of 645 °C when the “short” pellets were used and of 624 °C and 561 °C when the “medium” and “long” pellets were combusted, respectively. The fuel bed temperature, on the other hand, was only significantly higher for the “short” pellets at 866 °C by approx. 63 K compared to both “medium” and “long” pellets. The low share of pellets < 10 mm (Table 4) in both “medium” and “long” pellets, which is mainly due to sorting out the shorter pellet fractions, may have influenced the fuel bed temperature of both assortments due to an increase in bulk porosity. Consequently, the pressure drop across the fuel bed decreased with increasing pellet length (and increasing bulk porosity) from 31.2 Pa (“short”) to 26.5 Pa (“long”).
In an additional trial, the fuel mass flow rate was manually adjusted for both the “short” and “medium” pellets to the feeding rate of the “long” pellets, because it could not be exceeded any further. This adjustment resulted in an almost constant feeding rate between the assortments of 1.24 kg/h and 1.29 kg/h. The highest combustion chamber temperature was again measured for the “short” pellets (593 °C, i.e., “short adapted”) and the lowest for the “long” pellets (561 °C). However, the differences were relatively small. Interestingly, when fuel mass flow was adapted, the “short” pellets had the lowest fuel bed temperature (756 °C) and the “medium” pellets the highest (837 °C), while the “long” pellets were in-between at 802 °C. The pressure drop decreased for the “short” and the “medium” pellets by about 1 Pa (not significant) due to the adjustment of the fuel supply.
Reductions in mass flow rate and furnace temperature as well as an increase in lambda at increasing pellet length were also observed and discussed by Wöhler et al. [8] and Sikanen et al. [10]. However, no adjustment to the fuel supply was made in either publication. In addition, it must be mentioned that the mean pellet lengths of the investigated assortments in Wöhler et al. were 17.5 mm (“short”), 19.5 mm (“medium”), and 22.6 mm (“long”) [8] and, thus, considerably longer than the assortments investigated here and also longer compared to mean pellet length. Therefore, comparison of the results might be limited due to not only different fuels, but also different stoves used during the combustion trials. In the investigation by Khalsa et al. [9], the length classes “6” (6.5 to 9.5 mm), “12” (12.5 to 15.5 mm), “18” (18.5 to 21.5 mm), and “36” (34 to 40 mm) all having an average diameter of 6 mm were investigated. Thus, the results of their length classes “6,” “12,” and “18” might be more suitable for a comparison with the “short,” “medium,” and “long” assortments investigated in this study. However, only emissions and no other combustion parameters were reported by Khalsa et al. [9].
The influence of pellet length was also investigated in the 15-kW pellet boiler showing that the fuel mass flow and the lambda values were completely compensated by the power control in conjunction with the lambda control (Table 7). Thus, no obvious differences in flue gas temperature and heat output were detected.
With no adjustment of the fuel supply at the pellet stove, the mean CO emissions (at STP) ranged between 135 mg/m3 for the “medium” pellets and 219 mg/m3 for the “short” pellets (Fig. 2). Thus, the optimum was measured for the “medium” pellets without a specific fuel feeding adjustment. Due to the high variation of the measured values, however, the mean values significantly differed only for the “short” pellets compared to the other two fuels, i.e., CO emissions were not significantly different between “medium” and “long” pellets.

Mean CO emissions in a 6-kW pellet stove and a 15-kW pellet boiler in relation to mean pellet length. Whiskers show min and max values of the individual measurements
By adapting the fuel input to a uniform level, the CO emissions of the “short” pellets (“short adapted”) were significantly reduced by 21% to 172 mg/m3, while emissions of the “medium” pellets (“medium adapted”) decreased by 16% to 114 mg/m3 (not significant). Again, the optimal results were measured for the “medium” pellets, but here, the differences to the other two pellet assortments were significant in both cases due to the overall lower variation in CO emissions of the “medium” pellets. Interestingly, for the “short” pellets, the variation in CO emissions increased which may be due to a more inconsistent fuel feeding. This is due to the stepwise output control of the stove which is triggered more often by higher combustion chamber temperatures (Table 6) with shorter pellets if the fuel feeding has not been adjusted.
With respect to the CO emissions, opposite results were found in this study compared to Wöhler et al. [8] whereby the highest CO emissions were detected for long pellets and the lowest CO emissions for short pellets. But the “short” pellets (17.5 mm) investigated by Wöhler et al. [8] had almost the same mean length as the “long” pellets (17.0 mm) in this study. In the study of Khalsa et al. [9] with comparable pellet length distributions to the pellets investigated here, short pellets showed higher emissions than long pellets which supports the findings in this investigation. However, in contrast to this study, the use of medium pellets led to a significant increase in CO emissions in Khalsa et al. [9]. As mentioned before, the stoves and fuels used differed from this study, which limits the comparability of the results. But all studies indicate that pellet length distribution has a considerable effect on CO emissions of pellet stoves and further investigation is needed.
For the pellet boiler, CO emissions were on a comparable level for “long” pellets compared to the “short” and “medium” pellets, and the differences were not significant. Overall, the CO emissions were at a very low level being below 6 mg/m3, which is typical for modern pellet boilers and differences in CO can be considered negligible.
Overall, the mean OGC emissions from pellet stove combustion followed a similar trend as observed for the CO emissions regarding pellet length (Fig. 3). Thereby, mean OGC emissions differed significantly between the “medium” and “short” pellet assortments when the mass flow was not adjusted and between all three assortments with adjusted fuel mass flow.

Mean OGC emissions in a 6-kW pellet stove and a 15-kW pellet boiler in relation to mean pellet length. Whiskers show min and max values of the individual measurements
Similar to CO emissions, changes in OGC emissions observed here differed from the study by Wöhler et al. [8] as OGC emissions increased with increasing pellet length. In addition, Khalsa et al. [9] found higher emissions for the “medium” pellets, compared to their “short” and “long” pellet variants.
For the pellet boiler, the measured values were very low and near the determination limit of the measuring instrument used. Similar to CO emissions, overall values and variation of OGC emissions of the boiler can be considered negligible.
NOX emissions slightly increased in the pellet stove with increasing pellet length without adjustment of the fuel input from “short” (139 mg/m3) to “medium” (149 mg/m3) and “long” pellets (150 mg/m3) (Fig. 4). With an adjusted fuel input, the “medium” pellets (159 mg/m3) resulted in the highest NOX emissions, while the “short” pellets had the lowest values for NOX (141 mg/m3). The adaptation of fuel input caused an increase in NOX emissions for the “medium” pellets.

Mean NOX emissions in a 6-kW pellet stove and a 15-kW pellet boiler in relation to mean pellet length. Whiskers show min and max values of the individual measurements
As the nitrogen content (Table 5) is almost exactly at the same level of 0.09 w-% for the “long” and “short” assortments and only negligibly lower for the “medium” pellets (0.08 w%), NOx variations cannot be explained by differences between assortments.
A negative linear correlation was obtained between CO and NOX emissions from the pellet stove when individual measurements with the “short,” “medium,” and “long” pellets are separately evaluated. The coefficient of determination was R2 = 0.50 for trials without an adjustment of the fuel mass flow. It was even higher when fuel mass flow was adjusted (R2 = 0.75; Fig. 5). The reason for the good correlation between CO and NOX is probably the homogeneous NO-consuming reaction, in which CO is oxidized to CO2 while simultaneously NO is reduced to N2 [38]. Thus, at higher CO concentrations, the equilibrium is shifted towards N2 [38]. However, these impact on NOX emissions is kinetically limited and thus can only cause slight differences in NOX emissions as they were observed here.

Correlation of the NOX emissions with the respective CO emissions for short, medium, and long pellets. Triangles indicated that fuel supply of pellet stove was adapted to a comparable level while for circles no such adaption was performed
In Wöhler et al. [8], NOX emissions decreased with increasing pellet length for one pellet stove but increased for the second stove used. In the study by Khalsa et al. [9], NOX emissions increased with pellet length. Since for both studies and the here presented trials, fuel mass flow rate as well as the fuel bed temperature decreased with increasing pellet length, the influence of pellet length on NOX emissions leading to both decreasing and increasing values might depend rather on the pellet stove design, probably due to differences in the design of the burner pot and air staging applied.
For the pellet boiler, NOX emissions ranged from 145 mg/m3 for the “long” pellets to 168 mg/m3 for the “short” pellets (Fig. 4) and were therefore on a similar level compared to the pellet stove. NOX emissions of the “long” pellets differed significantly from “short” and “medium” pellets.
The TPM emissions of the pellet stove and pellet boiler are shown in Fig. 6. Due to the relatively high variation of the individual measurements, the mean values did not differ significantly (p > 0.05) and the following observations only describe tendencies. The TPM emissions for the pellet stove ranged from 30 mg/m3 (“short” and “long” pellets) to 33 mg/m3 (“medium” pellets) without adjusting the fuel input. After adjustment of the fuel input to the level of the “long” pellets, the TPM emissions for the “short” assortments increased slightly from 30 to 33 mg/m3, while those for the “medium” assortments decreased from the highest (33 mg/m3) to the lowest (25 mg/m3) TPM emission of the three pellet length distributions investigated. Thus, the results of this investigation contradict the observations by Wöhler et al. which showed a rather linear increase of TPM emissions with increasing pellet length, but it was also using rather long pellets in general [8]. However, taking into account the average pellet lengths of the pellets investigated, the observed effect in this study is in agreement with the results of the investigation according to Khalsa et al. [9] which also showed higher TPM emissions for the “medium” pellets than for the “short” and “long” pellets.

Mean TPM emissions in a 6-kW pellet stove and a 15-kW pellet boiler in relation to me an pellet length. Whiskers show min and max values of the individual measurements
As already discussed in Section 3.1, the assortments used to investigate the influence of pellet length tend to have different contents of aerosol-forming elements (K, Na, Pb, and Zn). Since for the tests with equal fuel input the “medium” pellets showed the lowest TPM emissions while at the same time having the highest content of aerosol-forming elements, the aerosol-critical elements seem to be either negligible in this context or they are superimposed by prevailing measurement inaccuracies. In the investigations of Wöhler et al. [8], the potassium content of the pellets was not reported and no information was given on the homogeneity of the raw material before pellet production. In Khalsa et al. [9], the length classes investigated show a small scatter in aerosol-forming elements, but considerable differences in the Si/K ratio. However, for a more reliable dependency of pellet length on TPM and gaseous emissions of pellet stoves, additional test runs using pellets produced from a very well homogenized raw material should be performed in the future. Then, also more pellet stoves should be applied representing the range of technologies available on the market.
The compositions of the collected TPM emissions on a plane filter from the pellet stove and pellet boiler are shown in Table 8. The first value in the table always represents the results from the pellet stove and the second value originated from the pellet boiler. For the pellet stove without adjustment of the fuel input, the differences are mainly seen in the proportion of salts and oxides with about 44 w-% of TPM emissions of the “short” pellets and a significantly higher content for the “medium” (66 w-%) and “long” pellets (77 w-%) indicating variations in the release of aerosol-forming elements (mainly K) to the gas phase. The potassium release is essentially determined by the oxygen supply in the fuel bed [39] (i.e., oxidation of organically bound K at 200–700 °C [40]) and by the temperature in the fuel bed [41] (vaporization of potassium oxides).
Moreover, the proportion of elemental carbon (EC) for the “short” (33 w-%) and “medium” pellets (20 w-%) indicate elevated soot formation which was about two to three times higher than for measurements with “long” pellets (8 w-%). The proportion of organic carbon (OC) and carbonates (IC) that can be high due to entrained ash/charcoal particles decreased slightly with pellet length from “short” to “long” pellets. Thus, analyses of OC and EC in combination with the results regarding CO and OGC are indicating a rather incomplete combustion with “short” pellets; this could be explained by local lack of oxygen due to higher fuel intake when using smaller pellets.
For the “short” pellets, adjusting the fuel input caused a slight increase in the salt and oxide fraction by about 2 w-% and elemental carbon by about 9 w-%, while OC and IC decreased by approx. 5 w-%. For the “medium” pellets, EC decreased by 9 w-%, the proportion of salts and oxides increased by 9 w-%, and OC and IC decreased by about 1 w-% (each compared to the non-adapted variant). The higher fraction of OC and EC in the “short” pellets could possibly be explained by the significantly lower fuel bed temperature of 110 K due to the adjustment of the fuel supply. In the case of the “medium” pellets, on the other hand, the fuel bed temperature was approx. 37 K higher after the adjustment (Table 6). The increase in salts and oxides for the “short” and “medium” pellets is consistent with the observations without adjusting the fuel supply, since reducing the fuel supply increases the relative oxygen availability in the fuel bed without adjustments of the flue gas fan.
In contrast to the pellet stove, the TPM emissions of the pellet boiler consist almost entirely of salts and oxides (over 92 w-%), while differences between pellet lengths were hardly visible at this high level. The proportion of carbonate-containing particles was at a low level for the “short,” “medium,” and “long” pellets (between 2 and 5 w-%). Also, the organic carbon content is at a very low level and no EC was detected which is in good agreement with the low CO and OGC emissions. Thus, analyses show considerably better and more complete combustion in the pellet boiler compared to the pellet stove. Further improvements regarding the TPM emissions of both the pellet stove and boiler could be achieved by an optimized design of the combustion chamber regarding air staging [39] (oxygen supply to the fuel bed), mixing conditions of flue gas with air, and appropriately high combustion temperatures in the main combustion chamber (control of excess oxygen and appropriate insulation) [40, 41]. Additionally, improved control of the fuel feeding (load control) as well as the air supply of the pellet stove could help to reduce TPM emissions from incomplete combustion (EC and OC) caused by inadequate fuel to combustion air ratio when pellet lengths are changing.
3.2.2 Moisture content
For the pellet stove, the average fuel consumption at moisture content (M) of 3.3 w-% was 1.48 kg/h (ar) and decreased to 1.39 kg/h at M = 10.2 w-% despite the increasing bulk density due to increasing moisture content (Table 6). A possible reason could be the shrinkage or swelling of the pellets during drying or moistening. The lambda value for the dry pellets was 2.6 and increased significantly with increasing M to 3.0. The combustion chamber temperature was 76°K higher at M = 3.3 w-% in comparison to M = 10.2 w-% and about 29 K higher in comparison to M = 6.8 w-%. The fuel bed temperature was also significantly reduced by the increasing moisture content. The observed differences can be related to cooling effects in the combustion chamber due to the evaporation of water. A clear influence on the pressure drop across the fuel bed was not evident. The results show that the relatively simple power control of the pellet stove, which only reduces the screw speed by one step when a temperature limit in the combustion chamber is exceeded, is not sufficient to completely compensate for fluctuations within the normal range of moisture contents occurring. This can be seen from the differences in lambda, fuel consumption, and combustion chamber temperature (higher for short pellets see Table 6).
For the pellet boiler, the combustion control automatically reduces the fuel input for drier fuel resulting in a significantly lower fuel mass flow for pellets with M = 3.3 w-% compared to M = 6.8 w-% (Table 7). The lambda value did not change with moisture content, and the heat output hardly decreased with increasing moisture content. Overall, the pellet boiler compensates for fluctuations in moisture content very effectively, compared to the pellet stove.
The influence of moisture content on CO emissions is shown in Fig. 7 for the pellet stove. While there appears to be no effect on CO emissions for the pellet boiler (3 to 4 mg/m3, data not shown), CO emissions for the pellet stove were significantly higher at M = 3.3 w-% with 217 mg/m3 compared to M = 6.8 w-% and M = 10.2 w-%. The significantly higher spread of the individual values at M = 3.3 w-% for the pellet stove is also striking. Here, the first and second measured values are at a higher level. This can probably be attributed to the power control of the stove, which reduced the speed of the screw when a certain combustion chamber temperature is exceeded. As a result, too much fuel might have been fed into the combustion chamber during the first two measurements. Overdried pellets should thus be avoided for combustion in pellet stoves. In the investigations by Döhling et al. [11], a similar effect with dry pellets having a moisture content of only 2.9 w-% on CO emissions was found on a pellet boiler.

Influence of moisture content (M) on CO, OGC, NOX, and TPM emissions of spruce wood pellets in a 6-kW pellet stove. Whiskers show min and max values of the individual measurements
For the pellet boiler, OGC emissions were already within the range of the measurement uncertainty at 0.4 to 0.6 mg/m3 (not illustrated). For the pellet stove, the OGC emissions (Fig. 7) were significantly higher for M = 3.3 w-% to the reference (M = 6.8 w-%), and a further increase in moisture contents (M = 10.2 w-%) seems to have no significant effect.
The NOX emissions were slightly higher for the pellet boiler (161 to 162 mg/m3, not illustrated) compared to the pellet stove (Fig. 7). For the pellet stove, the NOX emissions for M = 3.3 w-% were significantly lower than for the other levels of moisture content. This can be related to the simultaneously higher CO emissions (see Section 3.2) as already explained previously.
For TPM emissions, the pellet stove showed a similar influence on moisture content as for CO emissions (Fig. 7). TPM emissions were significantly higher for pellets with M = 3.3 w-% emitting 42 mg/m3 compared to the other two moisture content levels. Like CO and OGC, TPM emissions from the pellet stove were typically higher during the first two measurements probably due to the high fuel input before the stove reduced the fuel feeding leading to the high variation in TPM.
For the pellet boiler, TPM emissions for pellets with M = 3.3 w-% were slightly higher (23 mg/m3) than for pellets with M = 6.8 w-% (19 mg/m3, not illustrated), but the difference was not significant. Thus, this presented investigation does not correspond to the observations of Döhling et al. [11] where an increase in TPM emission was detected for a pellet boiler by raising moisture content from 3 to 7 w-%.
For the pellet stove, the share of salts and oxides ranged between 60 and 80 w-%, whereas for the pellet boiler about 96 w-% consisted of salts and oxides for both levels of moisture content. In the pellet stove, the moisture content seems to have an influence on the release of minerals (e.g., K compounds) into the gas phase, presumably due to the higher fuel bed temperatures with drier fuel (Table 6). In the case of the pellet stove, the IC content also increased with decreasing moisture content from approx. 1 to 4 w-%, presumably due to entrained ash particles as a result of the faster ignition and more intensive gas release. In the case of the pellet boiler, this proportion remains constant. The main moisture-induced differences for the stove were observed for the proportion of elemental carbon (EC, presumably soot) at M = 3.3 w-%, for example the EC fraction was about four times higher than at M = 10.2. No elemental carbon was detected on the filters of the pellet boiler. Only a slight increase in the content of organic carbon (OC) was detected for the pellet stove with increasing moisture content and thus decreasing temperatures. For the pellet boiler, the OC content was at a low level of 2 w-% for both levels of moisture content.
3.2.3 Content of fines
The content of fines had no significant influence on the fuel mass flow for the pellet stove (Table 6) which was not to be expected due to changes in bulk density (not measured). The lambda values tended to decrease slightly with increasing content of fines (F), but this difference was not significant. The combustion chamber temperature also decreased (not significantly) from 606 °C (0.1 w-%) to 599 °C (10 w-%). This effect was much more pronounced for the fuel bed temperature, which dropped significantly from 830 °C (F = 0.1 w-%) to 763 °C (F = 10 w-%). Also, the fluctuations of the temperatures in both furnace and fuel bed were much higher when the content of fines in the fuel increased. During the combustion tests with a high content of fines, it was observed that the fine fraction repeatedly dropped in gushes from the pellet discharge into the burner pot, and at F = 10 w-%, fines even caused flame extinction for a short time. However, no influence on the pressure drop across the fuel bed was detected. It is possible that the fine fraction does not have a visible effect in a drop-down burner since it falls from above and probably also more slowly than the pellets due to the lower weight and the fines are partly burned while falling. This means that no or only a few cavities in the bed are filled with fines.
When the content of fines increased to F = 3 w-%, CO emissions rose to 265 mg/m3 and further increased to 518 mg/m3 for pellets with F = 10 w-% (Fig. 8). The CO-related effects were significant for all fine fractions studied. The reason for the increase in CO emissions is probably due to a local oxygen deficiency caused by the fine fraction as indicated by the lower lambda value. At F = 10 w-%, the flame was shortly extinguished when a higher amount of fines was fed into the stove during screw operation. Thus, the observations of the CO emissions basically correspond to the experience gained by Ellner-Schuberth et al. where a pellet boiler with underfeed fuel insertation was used [12].

Influence of content of fines (F) on CO, OGC, NOX, and TPM emissions of spruce wood pellets in a 6-kW pellet stove. Whiskers show min and max values of the individual measurements
The OGC emissions increased with higher fines contents to 7.5 mg/m3 at F = 3 w-% and 22.8 mg/m3 at F = 10 w-%. Again, the mean values differed significantly for all three levels of fines. However, the increase from F = 3 w-% to F = 10 w-% was more pronounced than that from F = 0.1 w-% to F = 3 w-%. Once again, the reason was probably due to the observed short flame extinctions. This is also reflected by the fact that the scatter of the individual values is considerably higher at F = 10 w-% than at the other levels.
The NOX emissions seem to decrease on a negligible level with the increase of fines, which could possibly be related to the decreasing temperatures in the fuel bed and the simultaneously higher emission of CO. However, since the effect of high CO concentrations on NOX emissions is kinetically limited, it only can cause slight differences in NOX emissions even if differences in CO concentrations are high as in this case.
The TPM emissions for the reference sample with F = 0.1 w-% were at 27 mg/m3. When the fines were increased to F = 3 w-%, the TPM emissions rose slightly but significantly to 30 mg/m3. With an increase to F = 10 w-%, the TPM emissions were at 37 mg/m3 and thus even significantly higher than with F = 3 w-%.
The analyses of the composition of TPM (Table 8) showed a decrease in the fraction of salts and oxides from 80 w-% to 60 w-% with an increase in fines from F = 3 w-% to F = 10 w-%. However, an increase in fines from F = 0.1 w-% to F = 3 w-% did not result in any variation in this fraction. The inorganic carbonate fraction (IC) of the TPM emissions remains approximately constant for all levels of fines. Presumably, the fines increased the discharge of mineral ash particles, e.g., due to flying sparks, but did not increase the fraction of carbonates, since these are primarily formed in the fuel bed, i.e., at high temperatures and availability of CO2 [40]. The emissions of elemental carbon considerably increased from 7 to 23 w-% of TPM when the content of fines rose from F = 3 w-% to F = 10 w-%. This increase can be explained by elevated soot formation due to the local oxygen deficiency and by elevated entrainment of charcoal particles with the flue gas, which became visible in the form of flying sparks during combustion. The OC content did not change.
4 Conclusions
All three physical fuel properties investigated (pellet length, moisture content, content of fines) significantly affected combustion behavior and emissions of a 6-kW pellet stove while their impact in a pellet boiler was less pronounced or not given at all. The following conclusions can be drawn from the results.
The pellet length has a significant influence on gaseous emissions in a conventional pellet stove. Adjusting the fuel supply, as recommended in many operating instructions for such stoves, can have both a positive and a negative effect. However, further studies are required to fully understand the effect of pellet length in stove combustion, considering both different furnace technologies and control strategies.
Very low moisture content in the pellets such as M = 3 w-% seems to cause higher gaseous and TPM emissions compared to typical values of approx. M = 7 w-%. This is especially true for furnaces without any load control or with control types which are lacking a combustion temperature sensor (e.g., many pellet stoves). Particles of elemental carbon are the main contributors to the increase in TPM emissions from such very dry pellets. Therefore, pellet assortments with a moisture content of less than 5 w-% as they were observed in recent market studies [5, 7] are not recommended for pellet stoves, and sometimes observed advertisements which point to the benefits of ultra-dry pellet fuel can be considered misleading.
For pellet boilers, however, no effect of pellet length or moisture content was observed. Such effects are quite obviously eliminated by the usually well-elaborated boiler load control, better mixing conditions, and better insulation.
High contents of fines can significantly increase gaseous and TPM emissions, too. This is especially valid for drop-down burners (i.e., most pellet stoves) since the fine particles and pellets fall from above onto the fuel bed. High fractions of fines above 3 w-% usually originate either from abrasion in the screw conveyor [13] or from sedimentation in the pellet tank and the storage container, especially if these are not cleaned regularly. This additional contribution to the fine fraction is not considered when conformity with current fuel standards or fuel label requirements is checked upon fuel delivery.
Overall, variations in the content of fines and moisture content seem to have higher effects on CO, OGC, and TPM emissions compared to differences in pellet length. Thereby, the sensitivity concerning pollutant emissions as a function of varying fuel properties from pellet stoves is obviously much higher than those from state-of-the-art pellet boilers. This indicates that there is still considerable potential for improvements and optimization, particularly concerning fuel quality control and pellet stove technology. These improvements could, e.g., be achieved by introducing a minimum value for pellet moisture content in ENplus or ISO 17225–2 classification A1 (for use in stoves). Or they can be achieved by a more advanced stove technology. General improvement of the combustion can be achieved by an advanced combustion chamber and air nozzle geometry (ensuring improved mixing conditions) and an appropriate insulation concept. Variations in pellet length and thus also in bulk density and energy density can be addressed by an improved process control based on an effective load control (control of the fuel feeding rate) via temperature measurements in the combustion chamber or via lambda control. This is still missing for most appliances on the market. Furthermore, the uniformity of fuel feeding and the mechanical stress on the pellets in the process should be improved. This will address the influence of fines and can lead to lower emissions since the variations of gas released will decrease.
Abbreviations
- ar :
-
Based on moisture content as received
- d :
-
Based on dry material
- n.d.:
-
Not determined
- TPM :
-
Total particulate matter
- EC :
-
Elemental carbon
- OC :
-
Organic carbon
- IC :
-
Inorganic carbon
- CO :
-
Carbon monoxide
- OGC :
-
Organic gaseous carbon
- NO X :
-
Sum of nitric oxides
- BImSchV :
-
Federal Emission Control Act
- STP :
-
Standard temperature and pressure 273°K, 1013 hPa
References
Gauthier G, Avagianos I (2021) Report pellets: bioenenergy statistical report 2021. Stand: 18.11.2021, Brussels
Deutsches Pelletinstitut GmbH, ProPellets Austria, ProPellets.CH et al. (2015) ENplus Qualitätszertifizierung für Holzpellets ENplus-Handbuch für Deutschland, Österreich und die Schweiz. Version 3.0, August 2015 Gesamtausgabe, Berlin
Deutsches Institut für Normung e. V. (DIN) (2020) Biogene Festbrennstoffe – Brennstoffspezifikationen und -klassen – Teil 2: Klassifizierung von Holzpellets (ISO/DIS 17225–2:2020); Deutsche und Englische Fassung prEN ISO 17225–2:2020; April 2020 75.160.40(17225–2 Entwurf)
Bundesministerium für Justiz und für Verbraucherschutz (2017) Erste Verordnung zur Durchführung des Bundes-Immissionsschutzgesetzes (Verordnung über kleine und mittlere Feuerungsanlagen - 1. BImSchV): Ausfertigungsdatum: 26.01.2010. Stand: zuletzt geändert durch Art. 16 Abs. 4 G. v. 10.3.2017 I 420, Berlin
Baumgartner T, Lermer A, Schön C et al (2015) Brennstoffqualität von Holzpellets: Europaweites Holzpelletscreening mit Fokus auf den deutschen Pelletmarkt. Berichte aus dem TFZ, Straubing
Schön C, Mack R, Hartmann H (2019) Quality assessment of wood pellets for residential heating systems and combustion in real and laboratory conditions: 2BV.4.3. In: Carvalho MdG, Scarlat N, Grassi A et al. (eds) Setting the course for a biobased economy - Papers of the 27th European Biomass Conference: EXTRACTED from the Proceedings of the International Conference. ETA-Florence Renewable Energies; WIP - Renewable Energies, Florence, Munich, pp 667–672
Pollex A, Zeng T, Khalsa J et al (2018) Content of potassium and other aerosol forming elements in commercially available wood pellet batches. Fuel 232:384–394. https://doi.org/10.1016/j.fuel.2018.06.001
Wöhler M, Jaeger D, Reichert G et al (2017) Influence of pellet length on performance of pellet room heaters under real life operation conditions. Renewable Energy 105(5 May):66–75. https://doi.org/10.1016/j.renene.2016.12.047
Khalsa J, Kirsten C, Lenz V et al (2018) Grundlegende Voruntersuchungen zum Einsatz kleiner Holzpellets in Pelletöfen zur Emissionsminderung – Kleinpellets
Sikanen L, Vilppo T (2012) Small scale pilot combustion experiments with wood pellets – the effect of pellet length. Open Renew Energy J 5(1):1–6. https://doi.org/10.2174/1876387101205010001
Döhling F, Hartmann I, Lenz V et al (2012) Wärme aus Holz - Feinstaubemissionen: Brennstoffeinfluss, Nutzer, Feuerungs-Wettbewerb, Sekundärmaßnahmen. Charakterisierung und Toxizität
Ellner-Schuberth F, Hartmann H, Turowski P et al. (2010) Partikelemissionen aus Kleinfeuerungen für Holz und Ansätze für Minderungsmaßnahmen Berichte aus dem TFZ, vol 22 Technologie- und Förderzentrum im Kompetenzzentrum für Nachwachsende Rohstoffe (TFZ), Straubing.
Maier LE (2020) Physikalische Charakterisierung marktverfügbarer ENplus-Holzpellets: Methodenvergleich und Quereinflüsse. Technische Universität München (TUM), Masterarbeit
Deutsches Institut für Normung e. V. (DIN) (2017) Biogene Festbrennstoffe - Probenahme (ISO 18135 Biogene Festbrennstoffe - Probenahme (ISO 18135:2017); Deutsche Fassung EN ISO 18135:2017; August 2017 75.160.40(18135)
Deutsches Institut für Normung e. V. (DIN) (2017) Biogene Festbrennstoffe - Probenherstellung (ISO 14780:2017); Deutsche Fassung EN ISO 14780:2017; August 2017 75.160.40(14780)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung der Länge und des Durchmessers von Pellets (ISO 17829:2015); Deutsche Fassung EN ISO 17829:2015, März 2016 75.160.10(17829)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Wassergehaltes - Ofentrocknung - Teil 1: Gesamtgehalt an Wasser - Referenzverfahren (ISO 18134–1:2015); Deutsche Fassung EN ISO 18134–1:2015, Dezember 2015 75.160.10(18134–1)
Deutsches Institut für Normung e. V. (DIN) (2017) Biogene Festbrennstoffe - Bestimmung des Wassergehaltes - Ofentrocknung - Teil 2: Gesamtgehalt an Wasser - Vereinfachtes Verfahren (ISO 18134–2:2017); Deutsche Fassung EN ISO 18134–2:2017; Mai 2017 75.160.40(18134–2)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung des Aschegehaltes (ISO 18122:2015); Deutsche Fassung EN ISO 18122:2015, März 2016 75.160.10(18122)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung der mechanischen Festigkeit von Pellets und Briketts - Teil 1: Pellets (ISO 17831–1–2015); Deutsche Fassung EN ISO 17831–1:2015, Mai 2016 75.160–10(17831–1)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Gehaltes an Feingut in Mengen von Pellets (ISO/DIS 18846:2015); Deutsche und Englische Fassung prEN ISO 18846:2015; Entwurf Mai 2015 75.160.10(18846)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Heizwertes (ISO/DIS 18125:2015); Deutsche und Englische Fassung prEN ISO 18125:2015, Entwurf, Dezember 2015 ICS 75.160.10(18125)
Deutsches Institut für Normung e. V. (DIN) (2016) Biogene Festbrennstoffe - Bestimmung der Schüttdichte (ISO 17828:2015); Deutsche Fassung EN ISO 17828:2015, Mai 2016 75.160.10(17828)
International Organization for Standardization (ISO) (2016) Biogene Festbrennstoffe - Bestimmung der Partikeldichte von Pellets und Briketts (ISO 18847:2016)(18847)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Gesamtgehaltes an Kohlenstoff, Wasserstoff und Stickstoff (ISO 16948:2015); Deutsche Fassung EN ISO 16948:2015; September 2015 75.160.10(16948)
Deutsches Institut für Normung e. V. (DIN) (1990) Prüfung fester Brennstoffe. Teil 1: Bestimmung des Stickstoffgehaltes. Halbmikro-Kjeldahl-Verfahren(51722)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung des Gesamtgehaltes an Schwefel und Chlor (ISO 16994:2015); Deutsche Fassung EN ISO 16994:2015; Deutsche Fassung EN ISO 16994:2015; Juli 2015 75.160.10(16994)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung von Hauptelementen - Al, Ca, Fe, Mg, P, K, Si, Na und Ti (ISO 16967:2015); Deutsche Fassung EN ISO 16967:2015; Juli 2015 75.160.10(16967)
Deutsches Institut für Normung e. V. (DIN) (2015) Biogene Festbrennstoffe - Bestimmung von Spurenelementen (ISO 16968:2015); Deutsche Fassung EN ISO 16968:2015; September 2015 75.160.10(16968)
Jalava PI, Happo MS, Kelz J et al (2012) In vitro toxicological characterization of particulate emissions from residential biomass heating systems based on old and new technologies. Atmos Environ 50(1):24–35. https://doi.org/10.1016/j.atmosenv.2012.01.009
Gray HA, Cass GR, Huntzicker JJ et al (1986) Characteristics of atmospheric organic and elemental carbon particle concentrations in Los Angeles. Environ Sci Technol 20(6):580–589. https://doi.org/10.1021/es00148a006
Kelz J, Brunner T, Obernberger I (2012) Emissionsfaktoren und chemische Charakterisierung von Feinstaubemissionen moderner und alter Biomasse-Kleinfeuerungen über typische Tageslastverläufe. Environ Sci Eur 24(11):1–18
Deutsches Institut für Normung e. V. (DIN) (2021) Heizkessel – Teil 5: Heizkessel für feste Brennstoffe, manuell und automatisch beschickte Feuerungen, Nennwärmeleistung bis 500 kW – Begriffe, Anforderungen, Prüfungen und Kennzeichnung; Deutsche Fassung EN 303–5:2021; September 2021 91.140.10(303–5)
Verein Deutscher Ingenieure (VDI) (2021) Messen von Partikeln - Staubmessung in strömenden Gasen Gravimetrische Bestimmung der Staubbeladung, Ausgabe deutsch/englisch, Mai 2021 13.040.40(2066 Blatt 1)
Brunner T, Wohlmuther M, Kanzian W et al (2015) Additivation guideline - how to utilise inorganic additives as a measure to improve combustion related properties of agricultural biomass fuels. In: Baxter D, Obernberger I (eds) EUBCE 2015: Proceedings. ETA-Florence Renewable Energies, Florence, pp 1–11
Sommersacher P, Brunner T, Obernberger I et al (2013) Application of novel and advanced fuel characterization tools for the combustion related characterization of different wood/kaolin and straw/kaolin mixtures. Energy Fuels 27(9):5192–5206. https://doi.org/10.1021/ef400400n
Sommersacher P, Brunner T, Obernberger I (2011) Fuel indexes: a novel method for the evaluation of relevant combustion properties of new biomass fuels a novel method for the evaluation of relevant combustion properties of new biomass fuels. Energy Fuels 26(1):380–390. https://doi.org/10.1021/ef201282y
Kaltschmitt M, Hartmann H, Hofbauer H (eds) (2016) Energie aus Biomasse: Grundlagen, Techniken und Verfahren, 3, aktual. Springer Vieweg, Berlin, Heidelberg
Oser M, Nussbaumer T, Müller P et al. (2003) Grundlagen der Aerosolbildung in Holzfeuerungen - Beeinflussung der Partikelemissionen durch Primärmassnahmen und Konzept für eine partikelarme automatische Holzfeuerung (Low-Particle-Feuerung). Endbericht April 2003 (Projekt 26688), Schweizersiches Bund. Schweizerisches Bundesamt für Energie (BFE), Bern.
Vassilev SV, Baxter D, Vassileva CG (2013) An overview of the behaviour of biomass during combustion: Part I. Phase-mineral transformations of organic and inorganic matter. Fuel 112:391–449. https://doi.org/10.1016/j.fuel.2013.05.043
Knudsen JN, Jensen PA, Dam-Johansen K (2004) Transformation and release to the gas phase of Cl, K, and S during combustion of annual biomass. Energy Fuels 18(5):1385–1399. https://doi.org/10.1021/ef049944q
Acknowledgements
We would like to thank all project participants and colleagues for the good cooperation and support that made this publication possible.
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the German Ministry of Food and Agriculture (BMEL) on behalf of a decision of the German Bundestag. Funding was administrated by the Fachagentur Nachwachsende Rohstoffe e. V. (FNR) (Grant number: 22020917).
Author information
Authors and Affiliations
Contributions
Robert Mack: combustion tests, methodology, fuel preparation, data evaluation, visualization, writing – original draft, writing – review & editing, project administration; Claudia Schön, Hans Hartmann: input data evaluation, writing – input and correction, project management, funding acquisition; Daniel Kuptz, Thomas Brunner, Ingwald Obernberger, Hans Martin Behr: input data evaluation, writing – input and correction. The manuscript was written through contributions of all authors. All authors have given approval to the final version of the manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Competing interests
All authors disclose interests that are directly or indirectly related to the work submitted for publication.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mack, R., Schön, C., Kuptz, D. et al. Influence of pellet length, content of fines, and moisture content on emission behavior of wood pellets in a residential pellet stove and pellet boiler. Biomass Conv. Bioref. (2022). https://doi.org/10.1007/s13399-022-03302-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-022-03302-6