
Abstract
As environmental problems become more apparent, manufacturers need to balance environmental considerations with economic activities. This is where closed-loop supply chains are gaining attention. However, in addition to demand fluctuations, which are a problem in conventional supply chains, a circular supply chain is unstable in terms of supply, where end-of-life products are collected and reused. This destabilizes not only excess inventory and shortages but also production resources, such as manpower, facilities, and raw materials. This study focuses on the stabilization of the manufacturing system in a closed-loop supply chain. To confirm the dynamic changes in the manufacturing system, we designed a simulation model of a closed-loop manufacturing system and conducted numerical experiments under several scenarios, taking the variation of manufacturing quantity per unit period as an evaluation measure of stability. After showing that unplanned remanufacturing destabilizes the recovery of reusable end-of-life products, we demonstrate that the manufacturing system can be stabilized by appropriately limiting the amount of remanufacturing. However, excessive limits reduce opportunities for remanufacturing end-of-life products and generate adverse economic and environmental impacts. To determine appropriate restrictions, it is necessary to consider the product currently in use by the customer as a virtual inventory and to consider factors such as the quality of the products in the virtual inventory. In the future, we plan to study a system that can dynamically manage remanufacturing quantities based on the status of virtual inventories.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In recent years, increasing global demand, concerns regarding the depletion of natural resources, and the emergence of environmental problems have led to calls for sustainable production and consumption [1]. In particular, manufacturers that produce products that consume natural resources and improve the quality of life must compete internationally in a society that demands environmental considerations [2]. In other words, it is necessary to realize sustainable production that adapts to the environment and is economically viable as a business [3].
Most supply chains (SCs) have been designed by taking for granted certain assumptions, such as a stable supply of the raw materials needed for manufacturing and customers’ willingness to consume [4]. However, the world is experiencing an increasing sense of urgency regarding the depletion of natural resources, and products deemed insufficiently environmentally friendly are being eliminated from the market [5]. Environmental harmony is essential for future production. However, the current linear SC, in which an increase in sales volume is directly linked to an increase in environmental impact and a trade-off between economy and environment, cannot realize sustainable production [6]; therefore, it is necessary to fundamentally redesign the SC. Thus, closed-loop SCs (CLSCs) are attracting attention as an alternative strategy to conventional SC [7].
CLSCs combine conventional SC with processes for circulating limited natural resources, such as maintenance, repair, reuse, refurbishing, remanufacturing, and recycling [8]. Production using CLSCs tends to be more energy-efficient, consumes fewer natural resources than production using raw materials, and has a smaller environmental impact [9]. In addition, it is economically beneficial to some companies [10]. Many studies and companies interested in CLSC focus on what is called environmental performance and economic performance, such as minimizing energy consumption and greenhouse gas emissions and maximizing total profit [11,12,13].
Closed-loop SC management (CLSCM) for managing and operating CLSCs is defined as “the design, control, and operation of a system to maximize value creation over the entire life cycle of a product with the dynamic recovery of value from different types and volumes of returns over time” [14]. To operate CLSCs, it is necessary to collect and add value to end-of-life products, which vary in quantity, type, and timing; however, this is where the problem arises. In conventional SC, the supply of raw materials and parts is assumed to be stable in terms of both quantity and quality [4], and manufacturing is conducted by adding value through processing and other operations. However, the collection of end-of-life products, which plays the role of supply in CLSCs, is associated with great uncertainty, which makes management complicated and has a negative impact on the system [15].
A means of coping with unexpected fluctuations involving uncertainty is to increase manufacturing flexibility [16,17,18]. In defining manufacturing flexibility, for example, Sethi et al. [18] state that it is the ability of an organization to manage production resources and uncertainties to meet various customer requirements while maintaining desired levels of product quality, reliability, and price (cost). This approach assumes that uncertainty will occur. To take a simple example, having a surplus of inventory and production capacity to meet uncertain demand is not wasteful, but an appropriate way to deal with uncertainty. However, there is a limit to simply increasing manufacturing flexibility. Attempting to deal with extremely large uncertainties by simply increasing inventories and production capacity is uneconomic. In CLSCs, which are subject to recovery uncertainty in addition to the uncertainty of normal SCs, the uncertainty itself must be reduced in order to design an efficient manufacturing system. By reducing uncertainty and designing a manufacturing system with high stability and small fluctuations in recovery uncertainty and manufacturing and remanufacturing quantities, we can implement a CLSC that is sustainable in the long term and contribute to the realization of a sustainable society, without preparing for excessively large manufacturing flexibility.
This study focused on the stability of the manufacturing system in CLSC rather than economic and environmental performance. Considering that small fluctuations in production and remanufacturing quantities indicate high stability with low required manufacturing flexibility, we designed a simulation model of a closed-loop manufacturing system in order to confirm the dynamic behavior of the manufacturing system. Using the designed simulation model, simulation experiments using three scenarios were conducted and the following results were obtained.
-
1.
Simulation experiments were conducted under the assumption that an ideal CLSC had been realized in which recovered used products were remanufactured as quickly as possible and sold to the market. As a result, the higher the recovery rate and the more resources were remanufactured, the greater the fluctuation of the manufacturing and remanufacturing quantities, and the less stable the manufacturing system became.
-
2.
Simulation experiments were conducted with the additional condition of limiting the quantity of remanufactured products per unit period. The results showed that by appropriately limiting the quantity of remanufactured products, the stability of the manufacturing system could be improved without reducing the long-term resource circulation.
-
3.
Simulation experiments were conducted by increasing the number of times a product can be remanufactured. The results showed that appropriate limits on the quantity of remanufactured products should be managed according to the status of the products in the market.
We believe that this study contributes to the improvement of sustainability, rather than short-term economic and environmental performance, in companies operating the CLSC, and supports the long-term operation of the CLSC.
Literature review and research purpose
CLSCM
Research on CLSCM has been actively conducted to solve various CLSC issues such as collection uncertainty. Goltsos et al. [19] called the temporal, quantitative, and qualitative uncertainties that occur between the time a product is on the market and the time it returns from the market the “boomerang effect” and classified previous studies of CLSCM into three categories: a study of end-of-life product forecasting that predicts the trajectory of boomerangs; a study of end-of-life product collection that focuses on the receipt of boomerangs; and an inventory and production control study that focuses on boomerang throwback. They argued that these three areas were essential for the sustainable operation of CLSCs. In our study, we focused on inventory and production control.
Minner [20] pointed out that there are two streams of inventory and production control research on CLSCM: stochastic inventory control (SIC) and material requirements planning (MRP). SIC is a management method that focuses on inventory and is characterized by its pull strategy management in which production and orders to front-end processes are determined according to the quantity of inventory. By contrast, MRP is a plan-driven management method, characterized by the management of a push strategy in which production plans are formulated according to forecasts and workpieces are sent to back-end processes based on these plans. In our study, we surveyed previous studies focusing on SIC. In particular, we focused on managing the inventory of collected products, which is an issue when SIC is applied to CLSCs.
The front-end of the collected product inventory is the market. Therefore, the issue of not being able to place orders when inventories are low and being able to collect end-of-life products when inventories are high exists. Takahashi et al. [21] proposed an adaptive pull strategy that varies the manufacturing and remanufacturing speeds according to the quantity of inventory and showed that it can reduce the quantity of inventory without increasing out-of-stock or waste. However, controlling the system via changes in manufacturing and remanufacturing speeds is undesirable from the perspective of stabilizing manufacturing and remanufacturing quantities because it increases the burden on the work site.
Nakashima and Gupta [22] extended the concept of conventional inventory management and proposed the concept of a virtual inventory, in which products used by customers are managed as inventory. The number of collected end-of-life products is affected by historical sales volumes and customer usage periods through virtual inventories. They argued that virtual inventory management is necessary to sustain and optimize CLSCs, considering the cost of managing virtual inventories. However, they failed to mention specific virtual inventory management methods and goals.
Bozdoğan et al. [23] designed an agent-based simulation model of CLSC. The model can reflect the duration of product use, recovery uncertainty in the quality and quantity of recovered products, and changing preferences for products and remanufactured products. After running the model under several scenarios, including supplier capacity and customer environmental awareness, they found that they needed to supply adequate quantities of newly manufactured and remanufactured products, rather than being biased toward remanufactured products. However, they did not evaluate stability, such as the variability of orders placed with each supplier.
Stabilization of CLSCs
An important area of research that considers SC stability is the bullwhip effect. This is a phenomenon in which the variability of customer orders is amplified in the SC as these orders reach the manufacturing sector; it has been actively discussed in many studies as a phenomenon that should be reduced [24, 25]. Amplification of variability leads to inefficiencies throughout the SC, leading to overproduction and overordering, increased inventories, and hence, waste and consumption of raw materials and energy. That is, large fluctuations due to the bullwhip effect increase the environmental impact of the entire SC, in addition to economic losses due to inefficiencies [26]. Therefore, to achieve sustainable production and consumption with CLSCs, it is necessary to reduce the variability of orders and production volumes and focus on stability. However, several studies have shown that there is a lack of research on the dynamic behavior of CLSCs, especially the bullwhip effect [19, 27,28,29].
The bullwhip effect in CLSCs may have different characteristics and mitigation strategies than those in SCs [29]. Ponte et al. [28] surveyed previous studies focusing on dynamic phenomena in CLSCs and noted that studies have shown inconsistent relationships between end-of-life product collection rates and bullwhip ratios, emphasizing the need to study dynamic phenomena in CLSCs. In addition, to better understand these phenomena occurring in CLSCs, especially the bullwhip effect, four scenarios with different visibilities of the entire CLSC were created, and the results were compared. The scenarios also considered the interaction of various parameters, such as lead time and collection rate, and their effects on the bullwhip ratio and net stock amplification ratio. However, their model fails to account for the qualitative uncertainties specific to CLSCs, and the end-of-life products collected are always available for remanufacturing. Braz et al. [27] conducted a literature review to identify the factors that cause the bullwhip effect in CLSCs, its mitigation strategies, and the similarities and differences in the bullwhip effect between conventional SCs and CLSCs. Many studies have assumed that the cause of the bullwhip effect in CLSCs is the same demand distortion and information distortion as in normal SCs. In addition, they argued that CLSC-specific aspects, for example, end-of-life product collection, that could cause significant variations such as the bullwhip effect, need to be considered. They also noted that, in many studies, the quality of the collected end-of-life products was considered as good as new. This characteristic may cause problems for CLSCs because the quality of end-of-life products is likely to differ from that of new products, and end-of-life products may not be worth collecting, depending on their quality.
Fussone et al. [30] analyzed a CLSC model with four echelons and each echelon having its own reverse flow. Simulation experiments were conducted to evaluate the model in terms of the bullwhip effect, taking into account variations in recovery rates and lead times. As a result, they proposed to vary the structure of the reverse flow according to the recovery rate and quality of recovered products. However, since it is not easy to change the structure of the CLSC, a method to operate the CLSC efficiently while maintaining the existing flow should also be considered.
Research purpose
This study proposes that, to operate a closed-loop manufacturing system sustainably, it is necessary to control the number of remanufactured products based on a virtual inventory. First, we present the design of a CLSC model that reflects product deterioration and evaluates production resource stability. The status of the virtual inventory influences production resource stability and verifies the effectiveness of virtual inventory management by limiting the number of remanufactured products. In addition, the factors necessary for appropriate management are discussed. Finally, we summarize the study and propose future research directions.
Assumptions and notations
Assumptions
The formulated model is based on the following assumptions:
-
1.
Newly manufactured and remanufactured goods are in perfect competition for demand.
Remanufactured products are reassembled by disassembling used products, cleaning and inspecting reusable parts, and replacing non-reusable parts with new ones. Therefore, manufactured products and remanufactured products have the same quality and reliability.
-
2.
Customer demand is constant over an infinite time horizon.
-
3.
The number of times a product can be remanufactured is limited.
The more a product is remanufactured, the more non-reusable parts become, and eventually the cost of restoring the product to like-new functionality exceeds the cost of manufacturing a new product. Therefore, this study limits the number of times a product can be remanufactured in order to achieve economical remanufacturing.
-
4.
One remanufactured product requires one reusable product.
-
5.
Manufacturing and remanufacturing lead times, as well as lead times between various stock points, are neglected.
If the inventory cannot satisfy the demand, newly manufactured products are immediately added to the inventory, so no shortages occur.
Notations
The following notations are used in this study:
-
\(D(t)\): Demand in period \(t\)
-
\({M}_{n}(t)\): New quantity of manufactured products in period \(t\)
-
\({M}_{r}(t)\): Remanufactured product quantity in period \(t\)
-
\(C(t)\): Quantity of end-of-life products recovered in period \(t\)
-
\({C}^{^{\prime}}(t,i)\): Quantity of recovered end-of-life products remanufactured \(i\) times in period \(t\)
-
\(R(t)\): Reusable quantity of products in period \(t\)
-
\(W(t)\): Quantity of waste in period \(t\)
-
\({I}_{s}(t)\): Serviceable inventory quantity in period \(t\)
-
\({I}_{v}(t)\): Virtual inventory quantity in period \(t\)
-
\({I}_{r}(t)\): Reusable inventory quantity in period \(t\)
-
\(U\): Product usage period
-
\(r\): Recovery rate of end-of-life products
-
\(n\): Maximum remanufacturing times
-
\(Limit\): Maximum remanufactured product quantity
Methods
CLSC model formulation
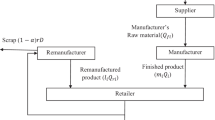
Figure 1 shows a conceptual diagram of the CLSC model used in this study.

Conceptual diagram of the closed-loop manufacturing system model
Demand \(D\left(t\right)\) is generated at the beginning of each period, and products are sold from the serviceable inventory, \({I}_{s}(t)\). When inventory shortages occur, new products are manufactured quickly. Because the manufacturing lead time is set to zero, the newly manufactured products immediately enter the serviceable inventory, \({I}_{s}(t)\), and demand, \(D\left(t\right)\), is always satisfied.
The sold products enter a virtual inventory, \({I}_{v}(t)\), and are recovered depending on the recovery rate \(r\), after the end of the use period, \(U\).
In this study, products that were remanufactured more than \(n\) times were discarded to reflect product deterioration.
The reusable products enter the reusable inventory, \({I}_{r}\left(t\right)\); are immediately remanufactured, depending on the maximum remanufactured product quantity, \(Limit\); and enter the serviceable inventory, \({I}_{s}(t)\), at the end of the period.
Experimental conditions and evaluation method
-
1.
Stability of a closed-loop manufacturing system considering product deterioration
Experimental condition:
-
Simulation soft: S4 simulation system [31]
-
Operating System: Windows 10 Pro
-
CPU: Intel(R) Xeon(R) CPU E5-1620 v4 @ 3.50 GHz 3.50 GHz
-
RAM: 64.0 GB
Parameter condition:
-
\(D\left(t\right)=100\): Demand is constant.
-
\(U=3\): The product usage period is always constant.
-
\(r=0.1-1\): Variation of \(r\) in increments of 0.1.
-
\(n=1\): The product can be remanufactured only once.
-
\(Limit=100\): No limit on the remanufactured product quantity.
Evaluation method:
-
The coefficient of variation, \(CV\), of the quantity of newly manufactured products was used to evaluate production resource stability. Because remanufacturing does not occur in Periods 1–3, we derived the \(CV\) for Periods 4–100.
$$\begin{array}{c}CV=\sqrt{\frac{1}{97}\sum_{t=4}^{100}{{(M}_{n}\left(t\right)-\overline{{M }_{n}\left(t\right)})}^{2}}/\overline{{M }_{n}\left(t\right)}.\end{array}$$(9) -
Effectiveness of limiting remanufactured quantities and managing virtual inventories
Experimental condition:
-
\(D\left(t\right)=100\): Demand is constant.
-
\(U=3\): The product usage period is constant.
-
\(r=1\): End-of-life products are fully recovered.
-
\(n=1\): The product can be remanufactured only once.
-
\(Limit=10-100\): The maximum remanufactured product quantity is varied in increments of 10.
Evaluation method:
-
To evaluate production resource stability, we used the \(CV\) of the quantity of newly manufactured products, as expressed in Eq. (9). In addition, to evaluate the remanufacturing opportunity loss, which increases the environmental impact and economic loss, we derived the final reusable product inventory, \({I}_{r}Waste,\) which is the sum of reusable products that were not remanufactured during the experimental period.
$$\begin{array}{c}{I}_{r}Waste={I}_{r}\left(100\right).\end{array}$$(10) -
Appropriate management of a virtual inventory
Experimental condition:
-
\(D\left(t\right)=100\): Demand is constant.
-
\(U=3\): The product usage period is constant.
-
\(r=1\): End-of-life products are fully recovered.
-
\(n=5\): The product can be remanufactured four times.
-
\(Limit=10-100\): The maximum remanufactured product quantity is varied in increments of 10.
Evaluation method:
Results and discussion
Stability of a CLSC considering product deterioration
In this section, we discuss the stability of a closed-loop manufacturing system that reflects product deterioration. To account for product deterioration, we designed a closed-loop manufacturing system model in which products can be remanufactured only once and simulated the system for 100 periods. Figure 2 shows the coefficient of variation, \(CV\), of the quantity of newly manufactured products by the recovery rate, \(r\), that is, the degree of fluctuation in production resources. When \(r\) exceeds 0.6, production resources rapidly become unstable.

Coefficient of variation, \(CV\), of the quantity of newly manufactured products by recovery rate, \(r\)
Figure 3 shows the product content in the virtual inventory, which represents the products used by the customer and the reusable quantity of the recovered end-of-life products, \(R(t)\), at a 100% recovery rate, \(r\), until the 30th period. Figure 4 shows the virtual inventory details and reusable quantities at a 60% recovery rate, \(r\). In the virtual inventory details, newly manufactured products are shown in blue, and remanufactured products are shown in red. Because a product can only be remanufactured once, newly manufactured products determine the reusable quantity, \(R(t)\), in this study.

Virtual inventory details and reusable quantity, \(R(t)\), at a 100% recovery rate, \(r\)

Virtual inventory details and reusable quantity, \(R(t)\), at a 60% recovery rate, \(r\)
When remanufacturing commences, only new products are included in the virtual inventory. All recovered products can be remanufactured, and the quantity of the remanufactured products is determined based on the quantity recovered. Consequently, in the early stage of the simulations, the number of remanufactured products increased with the recovery rate, and the virtual inventory was dominated by remanufactured products. However, this study assumes that a product cannot be remanufactured again after it is remanufactured once; therefore, the reusable quantity, \(R(t)\), is insufficient, and the quantity of newly manufactured products is increased to meet demand. Further, virtual inventories and production resources fluctuate. In other words, when the recovery rate, \(r\), is high, the virtual inventory status is directly related to the number of reusable products, \(R(t)\), which causes the production resources to fluctuate. However, when the recovery rate, \(r\), is as low as 60%, the effect of the virtual inventory is mitigated, and the system is stabilized.
This result demonstrates two characteristics of a closed-loop manufacturing system that considers product deterioration. First, the higher the recovery rate, the more directly the virtual inventory variability fluctuates production resources. Second, when remanufacturing in large quantities, the number of remanufactured products in the virtual inventory rapidly increases and there is a shortage of reusable products for remanufacturing.
Maintaining a low recovery rate for the stable operation of a system is undesirable because it increases the loss of opportunities to sell remanufactured products and consequently results in wastage that has an environmental impact. In this study, we propose virtual inventory management by appropriately limiting the number of remanufactured products to operate a closed-loop manufacturing system sustainably under a high recovery rate.
Effectiveness of limiting remanufactured quantities and managing virtual inventories
Figure 5 shows the coefficient of variation, \(CV\), of the quantity of newly manufactured products and the final reusable product inventory by the maximum quantity of remanufactured products, \(Limit\). The \(CV\) of the quantity of newly manufactured products indicates the stability of production resources. The quantity of the final reusable product inventory, \({I}_{r}Waste\), is the quantity that cannot be remanufactured after recovery, indicating the environmental impact and economic loss. When the maximum quantity of remanufactured products, \(Limit\), exceeds 50, the production resource starts to fluctuate; when it is below 50, the number of reusable products that cannot be remanufactured increases.

Coefficient of variation, \(CV\), and final reusable product inventory, \({I}_{r}Waste\), at a 100% recovery rate, \(r\), by maximum remanufactured product quantity, \(Limit\)
Figure 6 shows the virtual inventory, reusable quantity, \(R(t)\), and reusable inventory quantity, \({I}_{r}(t)\), when the maximum quantity of remanufactured products, \(Limit\), is limited to 50. Figure 7 shows the results of limiting the maximum quantity of remanufactured products per period to 60.

Virtual inventory details, reusable quantity, \(R(t)\), and reusable inventory quantity, \({I}_{r}(t)\), at the maximum remanufactured product quantity, \(Limit\), of 50

Virtual inventory details, reusable quantity, \(R(t)\), and reusable inventory quantity, \({I}_{r}(t)\), at the maximum remanufactured product quantity, \(Limit\), of 60. a Virtual inventory details at the maximum remanufactured product quantity, Limit, of 60
When the maximum quantity of remanufactured products, \(Limit\), is limited to 50, the virtual inventory is equally divided between newly manufactured and remanufactured products. The reusable quantity, \(R(t)\), is balanced based on the remanufactured quantity, such that the inventory quantity of reusable products, \({I}_{r}(t)\), is maintained. When the maximum quantity of remanufactured products is increased to 60, the quantity of newly manufactured products in the virtual inventory decreases. Because the remanufactured quantities exceed the reusable quantities, \(R(t)\), the stability is compromised after the reusable inventory \({I}_{r}(t)\), is out of stock. In this model, when the maximum remanufactured product quantity per period, \(Limit\), is less than 50, reusable products cannot be fully remanufactured, and wasteful inventory is generated. However, when the \(Limit\) exceeds 50, the virtual inventory fluctuates, and production resources become unstable. Therefore, placing 50 new products and 50 remanufactured products in the virtual inventory is an appropriate method for managing the inventory.
The results showed the following: First, production resources can be stabilized by limiting the number of remanufactured products. Second, the environmental burden and economic loss increase when the quantity of remanufactured products is significantly limited because the recovered reusable products cannot be remanufactured. Third, production resources can be stabilized without worsening the environmental impact and economic loss by limiting remanufactured product quantities and adequately managing virtual inventories.
Virtual inventory management
In this section, we discuss the elements necessary for the proper management of virtual inventories. In the proposed model, demand was generated at 100 per period. Based on the discussion in the previous section, appropriate management is possible by adding 50 newly manufactured products (half of the demand) to the virtual inventory. The same experiment was conducted under the condition that a product could be remanufactured four times to evaluate the influence of this value (50). The results are shown in Fig. 8.

Coefficients of variation, \(CV\), and final reusable product inventory, \({I}_{r}Waste\), by maximum remanufactured product quantity at the maximum remanufacturing time, \(n\), of four
When the maximum remanufacturing time, \(n\), is set to four, at least 20 new products must be added to the virtual inventory to achieve production resource stability.
Figure 9 shows the virtual inventory when the maximum number of remanufacturing times, \(n\), is four and the maximum remanufactured product quantity, \(Limit\), is 80. The inventory is divided into five equal parts based on newly manufactured products, and the products are remanufactured one to four times.

Virtual inventory details for an \(n\) (maximum remanufacturing times) of four and a \(Limit\) (maximum remanufactured product quantity) of 80
Based on these results, three conclusions were drawn. (1) The degree of product deterioration (in this study, remanufacturing times) in the virtual inventory must be uniform to stabilize production resources. (2) As in (1), newly manufactured products should be appropriately added to the virtual inventory for proper management depending on the durability and technical sustainability of the product (in this study, the maximum remanufacturing times). (3) When the durability or technical sustainability of a product is low, a large quantity of newly manufactured products is required to operate the closed-loop manufacturing system sustainably.
Conclusions
This study demonstrates the need to manage virtual inventories, which are products in use by customers, to sustainably operate a closed-loop manufacturing system that considers product deterioration at a high recovery rate. Instead of remanufacturing products repeatedly, we limited the number of remanufactured products and appropriately input new products into the virtual inventory, equalizing the degree of deterioration within the virtual inventory and stabilizing production resources. The number of new product inputs, which increases the environmental burden, can be reduced by improving the durability and technical sustainability of products.
If companies involved in the CLSC focus on remanufacturing for short-term economic and environmental performance, they may end up losing money in the long run due to a cycle that undermines manufacturing stability, as shown in Fig. 10, left. We believe that appropriate implementation of new manufacturing and remanufacturing in response to product conditions in the market will stop the cycle as shown in Fig. 10, right and lead to sustainable management that ensures stability.

Conceptual diagram of cycles that destabilize the manufacturing system and the impact of appropriately limiting the amount of remanufacturing
The following three issues need to be addressed in future research.
-
(1)
Demand fluctuation, lead time, and variability in the usage period must be considered.
In the model used in this study, the demand was constant, the lead time was zero, and the period during which the customer used the product was constant. This study contributes to the literature by demonstrating that fluctuations occur in such a stable situation. However, the effects of these parameters should be considered when managing a closed-loop production system.
-
(2)
A more appropriate method for expressing product deterioration must be determined.
In this study, the remanufacturing time represents product deterioration. However, it is challenging to determine the degree of physical deterioration, because the duration and method of using a product vary among customers. Additionally, technological obsolescence was not considered in the approach used in this study.
-
(3)
A virtual inventory management method that can respond dynamically should be applied.
In this study, we developed a static method for managing virtual inventories by limiting the number of remanufactured products to below a particular level. However, a model that considers (1) and (2) would involve complexity, and it is unlikely that static management methods.
Data availability
Data sharing not applicable to this article as no datasets were generated or analysed during the current study.
References
Dantas TET, de-Souza ED, Destro IR, Rodriguez CMT, Soares SR (2021) How the combination of circular economy and Industry 4.0 can contribute towards achieving sustainable development goals. Sustain Prod Consum 26:213–227. https://doi.org/10.1016/j.spc.2020.10.005
Lieder M, Rashid A (2016) Towards circular economy implementation; A comprehensive review in context of manufacturing industry. J Clean Prod 115:36–51. https://doi.org/10.1016/j.jclepro.2015.12.042
Tehrani M, Gupta SM (2021) Designing a sustainable green closed-loop supply chain under uncertainty and various capacity levels. Logistics 5(20). https://doi.org/10.3390/logistics5020020
Wieland A (2020) Dancing the supply chain: Toward transformative supply chain management. J Supply Chain Manag 57(1):58–73. https://doi.org/10.1111/jscm.12248
European Commission (Accessed:11th July, 2022) European vehicle emissions standards – Euro 7 for cars, vans, lorries and buses, An official EU website. https://ec.europa.eu/info/law/better-regulation/have-your-say/initiatives/12313-European-vehicle-emissions-standards-Euro-7-for-cars-vans-lorries-and-buses_en
Murray A, Skene K, Haynes K (2017) The cirsular economy: an interdisciplinary edxploration of the concept and application in a global context. J Bus Ethics 140:369–380. https://doi.org/10.1007/s10551-015-2693-2
Shekarian E (2020) A review of favtors affecting closed-loop supply chain models. J Clean Prod 253:119823. https://doi.org/10.1016/j.jclepro.2019.119823
Masi D, Day S, Godsell J (2017) Supply chain configurations in the circular economy: A systematic literature review. Sustainability 9(9):1602. https://doi.org/10.3390/su9091602
Chen JM, Chang CI (2012) The co-opetitive strategy of a closed-loop supply chain with remanufacturing. Transp Res E: Logist Transp Rev 48(2):387–400. https://doi.org/10.1016/j.tre.2011.10.001
Van Weelden E, Mugge R, Bakker C (2016) Paving the way towards circular consumption: Exploring consumer acceptance of refurbished mobile phones in the Dutch market. J Clean Prod 113:743–754. https://doi.org/10.1016/j.jclepro.2015.11.065
Bathaee M, Nozari H, Jarosz AS (2023) Designing a new location-allocation and routing model with simultaneous pick-up and delivery in a closed-loop supply chain network under uncertainty. Logistics 7(1):3. https://doi.org/10.3390/logistics7010003
Ghalandari M, Amirkhan M (2023) A hybrid model for robust design of sustainable closed-loop supply chain in lead-acid battery industry. Environ Sci Pollut Res 30:451–476. https://doi.org/10.1007/s11356-022-21840-4
Soleimani H, Chhetri P, Fathollahi-Fard AM, Al-e-Hashem SMJM, Shahparvari S (2022) Sustainable closed-loop supply chain with energy efficiency: Lagrangian relaxation, reformulations and heuristics. Ann Oper Res 318:531–556. https://doi.org/10.1007/s10479-022-04661-z
Guide VDR Jr, Van Wassenhove LN (2009) OR FORUM-The evolution of closed-loop supply chain research. Oper Res 57(1):10–18. https://doi.org/10.1287/opre.1080.0628
Fleischmann M, Bloemhof-Ruwaard M, Dekker R, Van der Laan E, Van Nunen Jo AEE, Van Wassenhove LN (1997) Quantitative models for reverse logistics: A review. Eur J Oper Res 103(1):1–17. https://doi.org/10.1016/S0377-2217(97)00230-0
Chan ATL, Ngai EWT, Moon KKL (2017) The effects of strategic and manufacturing flexibilities and supply chain agility on firm performance in the fashion industry. Eur J Oper Res 259:486–499. https://doi.org/10.1016/j.ejor.2016.11.006
Sekhar R, Solke N, Shah P (2023) Lean manufacturing soft sensors for automotive industries. Appl Syst Innov 6(1):22. https://doi.org/10.3390/asi6010022
Sethi AK, Sethi SP (1990) Flexibility in manufacturing: A survey. Int J Flex Manuf Syst 2:289–328. https://doi.org/10.1007/BF00186471
Goltsos TE, Ponte B, Wang S, Liu Y, Naim MM, Syntetos AA (2019) The boomerang returns? Accounting for the impact of uncertainties on the dynamics of remanufacturing systems. Int J Prod Res 57(23):7361–7394. https://doi.org/10.1080/00207543.2018.1510191
Minner S (2001) Strategic safety stocks in reverse logistics supply chains. Int J Prod Econ 71(1–3):417–428. https://doi.org/10.1016/S0925-5273(00)00138-9
Takahashi K, Doi Y, Hirotani D, Morikawa K (2014) An adaptive pull strategy for remanufacturing systems. J Intell Manuf 25(4):629–645. https://doi.org/10.1007/s10845-012-0710-1
Nakashima K, Gupta SM (2005) Optimal production policy for a remanufacturing system with virtual inventory cost. Environ Conscious Manuf 5997:59970H. https://doi.org/10.1117/12.630803
Bozdoğan A, Aykut LG, Demirel N (2022) An agent-based modeling framework for the design of a dynamic closed-loop supply chain network. Complex Intell Syst 9:247–265. https://doi.org/10.1007/s40747-022-00780-z
Lee HL, Padmanabhan V, Whang S (1997) The bullwhip effect in supplay chains. MIT Sloan Manag Rev 38(3):93–10
Yang Y, Lin J, Liu G, Zhou L (2021) The behavioural causes of bullwhip effect in supply chains: A systematic literature review. Int J Prod Econ 236:108120. https://doi.org/10.1016/j.ijpe.2021.108120
Zhao Y, Cao Y, Li H, Wahg S, Liu Y, Li Y, Zhang Y (2018) Bullwhip effect mitigation of green supply chain optimization in electronics industry. J Clean Prod 180:888–912. https://doi.org/10.1016/j.jclepro.2018.01.134
Braz AC, Mello AM, de Vasconcelos Gomes LA, Nascimento PTDS (2018) The bullwhip effect in closed-loop supply chains: A systematic lirerature review. J Clean Prod 202:376–389. https://doi.org/10.1016/j.jclepro.2018.08.042
Ponte B, Framinan JM, Cannella S, Dominguez R (2020) Quantifying the bullwhip effect in closed-loop supply chains: The interplay of information transparencies, return rates, and lead times. Int J Prod Econ 230:107798. https://doi.org/10.1016/j.ijpe.2020.107798
Wang X, Disney SM (2016) The bullwhip effect: Progress, trends and directions. Eur J Oper Res 250:691–701. https://doi.org/10.1016/j.ejor.2015.07.022
Fussone R, Dominguez R, Cannella S, Framinan JM (2023) Bullwhip effect in closed-loop supply chains with multiple reverse flows: a simulation study. Flex Serv Manuf J. https://doi.org/10.1007/s10696-023-09486-x
NTT DATA S4 Simulation System (Accessed 15th March, 2023). https://www.msi.co.jp/solution/s4/index.html
Acknowledgements
This study was partially supported by the Japan Society for the Promotion of Science (JSPS) and the Grant-in-Aid for Scientific Research (B), JP23H01635, from 2023 to 2027.
Funding
Open access funding provided by Tokyo University of Science. This study was partially supported by the Japan Society for the Promotion of Science (JSPS) and the Grant-in-Aid for Scientific Research (B) (JP18H03824) from 2018 to 2022.
Author information
Authors and Affiliations
Contributions
J.K. performed the research and wrote the manuscript. A.I. coordinated and supervised the overall research. H.I. and T.Y. assisted in designing CLSC model. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors have no conflicts of interest directly relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Koketsu, J., Ishigaki, A., Ijuin, H. et al. Appropriately limiting quantities of remanufacturing products considering virtual inventory for stabilization of production resources. Jnl Remanufactur 13, 243–261 (2023). https://doi.org/10.1007/s13243-023-00128-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13243-023-00128-x