
Abstract
This study investigates the microstructural, nanomechanical, and corrosion behaviour of different sections of 410 steel fabricated via directed energy deposition technique. The morphology exhibited by the longitudinal and transverse sections of the specimens was examined under a scanning electron microscope (SEM), while micro-computed tomography technique (micro-CT) was used for examination of the internal structure of the specimens. Nanomechanical properties were assessed using a nanoindenter, while potentiodynamic polarization technique was adopted to investigate the corrosion resistance of the specimens in a chloride environment. The SEM micrographs revealed minimal pores in the specimens which confirmed the improved density in the layer-by-layer built specimen. Micro-CT images confirmed the presence of tiny pores in the specimens sectioned from the top layer of the 410 stainless steel rod in comparison with the middle- and bottom-sectioned specimens. The corrosion and post-corrosion analyses confirmed that the top specimen exhibits the least corrosion resistance in comparison with the other specimens.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
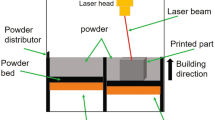
Additive manufacturing (AM) is fast becoming a manufacturing technology of choice for the aerospace and medical industry due to its ability to print complex parts using difficult-to-machine materials [1]. With the need to participate in the Fourth Industrial Revolution (4IR), there has been increased interest in using innovative and adaptable technologies such as additive manufacturing to develop advanced engineering materials for use in engineering industries such as petroleum, automotive, nuclear, chemical, marine, and aerospace sector [2]. AM technology is a technique that has been widely adopted for manufacturing dense parts from three-dimensional image data through layer-by-layer technique, which dissolves the powder particles of the feedstock, using laser beam or electron heat sources [3]. Thereby, it is possible to fabricate parts with intricate shapes and geometries in one step without the requirement for costly tooling or assembly of different parts [4]. Direct energy deposition (DED) is a category of the metal 3D printing technique, often used for the fabrication of three-dimensional metal parts with high strength and ductility from a computer-aided design solid model [5]. This technique allows an exceptional processing space for additive manufacturing, allowing different feature size resolutions defined by the size of the powder and laser power, with the advantage of on-demand powder delivery, thereby reducing material waste [6, 7]. Components have been fabricated from various materials which include but not limited to stainless steel, low-alloy steels, and titanium [8,9,10].
Stainless steel is an alloy of steel and chromium, and it has the characteristic of enhanced corrosion resistance over carbon steel and other conventional lower alloys. The improved corrosion resistance is derived from the incorporation of 12% chromium even though an approximate proportion of 18% is reported in mostly used grades. This has tremendously increased their usage in most structural and other engineering-related applications [11, 12]. This steel grade has been reportedly used in impellers tools, pressure vessels, and pump gates due to its wear and corrosion resistance [13]. However, their performance is reduced due to the simultaneous effect of wear and corrosion mechanisms. Therefore, intensive wear and corrosion in several engineering applications can shorten the lifespan of 410 stainless steel parts [14]. In terms of corrosion behaviour, traditional methods of fabrication are reportedly more susceptible to intergranular corrosion in stainless steel, which is another reason for the rapid development of advanced technologies like AM [15]. The initiation of pits and propagation behaviour of 410 SS have not been extensively investigated compared to the 300 grades austenitic stainless steels [16]. Krell et al. [16] investigated the corrosion behaviour of AISI 410 SS in a dilute hydrochloric acid (HCL) environment at varying temperature. General corrosion reportedly occurred on 410 SS when the pH of the HCl electrolyte was maintained at 1.5 with low corrosion potential. Also, pitting corrosion occurred in dilute HCl electrolyte (2.25 ≤ pH ≤ 4.25). The aggressive chloride ion present in the test electrolyte was reported to affect the corrosion behaviour of the 410 martensitic stainless steel [17]. The results obtained are similar in every environment, such as phosphoric and sulfuric acid, sodium chloride, and ferric chloride. Additively manufactured stainless steel components with low porosity level have been reported to often exhibit improved corrosion behaviour when compared to the traditionally manufactured grades of stainless steels [18].
The DED process creates a melt pool, into which metal wire or powder is injected through a high-intensity energy source. The ability of these processes to fabricate nanostructured materials and functionally graded components has them prominent in most engineering industries. Despite the highlighted advantages, the Achilles heel of DED has degradation in mechanical properties and dimensional accuracy. This challenge is as a result of the temperature difference caused by rapid melting and solidification during fabrication. Therefore, it is necessary to study the effect of this thermal difference on the properties of different layers formed from beginning to the end of the printing process. This paper focuses on the corrosion behaviour of additively manufactured 410 stainless steel parts fabricated using DED-LENS technology.
2 Experimental Procedure
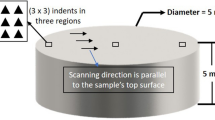
410 stainless steel rod (length: 110 mm) used in this study was additively manufactured using laser-engineered net shaping (LENS) from Laser-Enabled Manufacturing Research Group at CSIR, Pretoria, South Africa. The 410 stainless steel powder with an average particle size of 45 µ was purchased from FE Powder Supplies, Randburg, South Africa. The morphology of the powder as examined by SEM is shown in Fig. 1. The powder particles are seen to exhibit a spherical shape, and this could be attributed to the gas atomization process used during the powder production. These powders contain little or no oxygen, and thus, they exhibit high flowability. Further examination of the micrograph also indicates the absence of agglomeration. The parameters chosen for the fabrication of the specimen include a scanning speed of 12.7 mm/s, laser power of 350 W, and a hatch spacing of 440 µm. The hatch spacing represents the distance between two consecutive laser beams. The additively fabricated stainless steel rod recorded a length of 110 mm and a layer thickness of 300 µm. The rod was sectioned so that three equal parts represent the rod's three positions: the top, centre, and bottom, respectively. These specimens were prepared for microstructural examination using standard metallographic procedures. Other characterizations were carried out using the longitudinally sectioned specimens. A Zeiss scanning electron microscope equipped with EDS was used to investigate the morphology of the 410 stainless steel starting powder and further understand the sectioned specimens' microstructural features. Micro-CT scans were performed on the specimens using a Phoenix V|Tome|X L240 (micro-CT system located at Stellenbosch University, South Africa). Nanoindentation tests were performed using UNHT3 Ultra-nanoindenter, with a high-precision Berkovich diamond indenter. The equipment was operated in load mode control with a maximum load of 45 mN, in addition to an unloading and loading rate of 120 mN/min at a pause time of 15 s. Electrochemical measurements were carried out in 3.5% sodium chloride. The corrosion integrity of the specimens was assessed using potentiodynamic polarization and potentiostatic techniques on a VersaSTAT 4 potentiostat. This equipment has equipped with a triple conventional electrode system consisting of reference, counter-, and working electrode probes. The working electrodes were prepared by adding a conductive wire to one end of the samples, followed by cold mounting in epoxy resin. The surface was prepared for the corrosion test by grinding to 1200 grits of silicon carbide emery paper; this was followed by polishing with 9, 6 and 3 μm diamond suspension on different polishing disks. Potentiodynamic polarization measurement was carried out at a scan rate of 0.2 mV/s starting from − 1.5 to 1.5 V. The tests were repeated for reproducibility (Fig. 2).

SEM and EDS analysis of as-received 410 stainless steel powder

SEM micrographs of the specimens sectioned from the a top, b center, and c bottom
3 Results and Discussion
3.1 SEM Analysis
The SEM micrographs presented in Fig. 2(a–c) represent the morphology of the samples' top, centre, and bottom after transverse sectioning. All the specimens show a denudation zone, which is an indication that the edge of the specimens has a bit of inward and upward slope. This in turn pulls in nearby particles, thereby forming pores closer to partially melted particles. However, the presence of a large faceted void evident in the microstructures could be as a result of the high scanning speed and low power utilized for the fabrication. The morphology exhibited by the top and the centre specimen is observed to be isotropic as evident in Fig. 2a and 2b. According to the presented micrographs, the microstructure of the specimens seems quite heterogeneous. The microstructure gradient observed results from a change in temperature and cooling rate during deposition of subsequent layers [19]. The temperature increases continuously at the bottom of the specimen due to pre-heating caused by the continuous build-up of the layers on the sample, reducing the cooling rate of the previous layers. This often leads to the formation of grain coarsening structure, starting from the first layer and through the subsequent layers during the build-up stage [20]. However, the prevalent phenomenon is the repeated heating and cooling resulting from layer-by-layer deposition, which provides sufficient bonding in the final structure [21]. Columnar microstructures were observed due to the fast cooling rates. During the subsequent layer deposition, the bottom layers experience dilution and re-heating, which results in the growth of a columnar dendritic grain (Fig. 2c) for all the layers aside the last. Conventionally fabricated 410 stainless steel solidifies in three different paths, thereby resulting in any of the following microstructural combination: eutectic ferrite and martensitic microstructure, primary ferrite and martensitic microstructure, and fully martensitic microstructure [22]. In this study, the morphology of the transversely and longitudinally sectioned specimen is dominated by the eutectic ferrite and martensitic microstructure.
3.2 Micro- CT Images
Micro-computed tomography is a non-destructive imaging technique that uses x-ray and can be used for viewing and analysing the internal structure of components produced via additive manufacturing process [23]. The longitudinal section of the specimens was used for analysis. The major defect evident in the specimens peculiar to laser engineered net shaping technique is its rough surface finish which often requires post-processing operation [24]. Another defect is the build-up of inert gas during the fusing of the metal powders after it is sprayed onto a focal point [25]. These defects are denoted by the scattered coloured clusters of pixels within the white pixels in the micrographs presented in Fig. 3 (a–c). The white pixel, however, represents the bulk specimen. The micro-CT images illustrated in Fig. 3a further show that the lesser porosities are present in the specimen sectioned at the bottom of the rod, while part sectioned from the top (Fig. 3b) and centre part reveals a high number of coloured pixels in Fig. 3c. The presence of porosities at the top and centre of the fabricated specimens shows that the compaction rate of the powders begins to fuse together, which is improved as more metal powder is continuously sprayed onto the focal point on the laser.

Micro-CT images for specimens sectioned at a bottom, b top, c center of fabricated stainless steel rod
3.3 Nanomechanical Analysis
Figure 4 presents the plot of load against penetration depth under single loading and unloading condition for all three specimens. The loading slope displayed by the specimen during the nanoindentation experiment can be attributed to the effect of primary deformation from the diamond indenter force, which results in dislocation pushing in the loading direction.

A plot of load penetration depth for 410 stainless steel specimens
Furthermore, it should be noted that the curves from the plot are dependent on factors which include the applied force, the environment of the test, and the properties of specimens under investigation. From the plot, the bottom- and top-sectioned specimens recorded the highest and least penetration depth values of 851.11 nm and 540 nm, respectively. This, however, indicates that the movement of dislocation is inhibited in the top specimen owing to the presence of lesser pores as seen in the microstructure. This depicts strengthening of the specimen under applied indentation forces. It is also noteworthy that the loading segment of the curve indicates the response of the specimens to induced elastic strain deformation, while the unloading part reflects their response to elastic recovery. The increase in penetration values observed implies that the specimen sectioned from the part exposed to the reheating and re-cooling process during fabrication degrades the strength of the part, hence having an increased tendency to deformation under the penetrating force of the indenter.
Figure 5 presents the plot of penetration depth against the time of the built specimens. The penetration depth of the top sample recorded the least penetration depth of 598.36 nm. In comparison, the bottom specimen recorded the highest penetration depth value of 1120.11 nm resulting in its low modulus of elasticity and nano-hardness values of 34.02 GPa and 2387.1 MPa, respectively. The experimental values obtained for the modulus of elasticity and nano-hardness of all the specimens are presented in the plots shown in Fig. 6a and 6b, respectively.

Plot of penetration depth as a function of time for 410 stainless steel specimen

Plots of a nano-hardness and b elasticity modulus for the 410 stainless steel specimens
3.4 Potentiodynamic Polarization
The potentiodynamic polarization curves of the specimens in sodium chloride solution are presented in Fig. 7. Among the studied sections of the DED-built 410 stainless steel, the specimen sectioned from the bottom of the specimen exhibits an improved corrosion resistance, as it tends more towards the electropositive direction than specimens sectioned at the top and center. However, the improved corrosion resistance could be ascribed to the specimen's repeated heating and cooling process during fabrication. This process is known as the thermal cycle and can cause strong crystallographic texture [26]. The decreased resistance exhibited by the specimen sectioned at the top can also be ascribed to the presence of possible pores, which can cause crevice corrosion usually initiated from crevice sites (pores). Furthermore, the formation of interdendritic ferrite is promoted when the formation of pores is reduced. This corrosion inhibition mechanism is dependent on the ferrite content and microsegregation at the ferrite/austenite interfaces across the specimen [27]. Furthermore, the specimens sectioned at the center are seen to show a higher passive current density, and this behaviour could be attributed to poor re-passivation experienced by the specimens at pore sites. It is also important to note that oxidation occurs at high dislocation sites due to large activation energy resulting from lattice distortion in stainless steel specimens.

Potentiodynamic polarization curves of stainless steel specimen
3.5 Post-Corrosion Analysis
The SEM images of the surface of the specimens after the corrosion test are presented in Fig. 8. There is visible pit morphology from the micrographs after the corrosion on all specimens. From Fig. 8a, evidence of corrosion products could be formed from rupturing of passive layers formed on the surface the specimen by the aggressive chloride ions present in the electrolyte. Figure 8b shows the presence of larger pits in comparison with other specimens. Metastable pitting is believed to initiate from non-metallic inclusions [28]. The large pits observed on the top specimen may be due to less suitable bonding in the final structure compared to the other specimens. Figure 8c is seen to exhibit enhanced corrosion resistance, as it displays lesser pits and reduced corrosion products. This behaviour can, however, be ascribed to the formation of passive chromium oxide layer on the surface of the specimen during the corrosion test. Since this specimen is sectioned from the bottom of the fabricated stainless steel rod, this zone may have increased compaction, which in turn increases its density and corrosion resistance [29]. A lower breakdown potential demonstrated by the specimens sectioned from the top and middle depicts a higher susceptibility to pitting, as a result of fusion pores evident in their micrographs [30].

SEM micrographs of 410 stainless steel specimens sectioned at a top, b center, and c bottom after exposure to chloride environment
4 Conclusion
Additive manufacturing technology is fast-growing interest area of research due to its revolutionized technology. In this study, the microstructural and corrosion behaviour of additively manufactured 410 stainless steel was investigated and the following was concluded from the results obtained:
-
Re-heating and cooling of the specimen during deposition affect the columnar dendritic crystal structure for all the layers aside the last layer, resulting in heterogeneous microstructure on the overall built specimen.
-
The bottom specimen shows more corrosion resistance, while the top specimen shows less corrosion resistance.
-
The top specimen has better nanomechanical properties than the center and bottom specimens, which can be due to the least exposure of the re-heating and re-cooling during fabrication.
-
410 stainless steels are known to be a general-purpose steel, and it has been widely employed in areas where improved corrosion resistance is essential. Research has also shown that the overall properties of this class of steel can be improved through various heat treatment processes. Owing to the enhanced properties of the specimen sectioned at the bottom, its area of application can include but not limited to the fabrication of components such as shafts, valves, gas turbines, and pumps.
References
Tshephe TS et al. Heliyon 2022: https://doi.org/10.1016/j.heliyon.2022.e09041.
Iqbal A, et al International Journal of Advanced Manufacturing Technology, 2020. 111: 2475. https://doi.org/10.1007/s00170-020-06287-6
Wang, Z., T.A. Palmer, and A.M. Beese, Effect of processing parameters on microstructure and tensile properties of austenitic stainless steel 304L made by directed energy deposition additive manufacturing. Acta Materialia, 2016. 110: p. 226. https://doi.org/https://doi.org/10.1016/j.actamat.2016.03.019
Khodabakhshi, F., et al., Effects of laser additive manufacturing on microstructure and crystallographic texture of austenitic and martensitic stainless steels. Additive Manufacturing, 2020. 31: p. 100915. https://doi.org/https://doi.org/10.1016/j.addma.2019.100915
DebRoy, T., et al., Additive manufacturing of metallic components–process, structure and properties. Progress in Materials Science, 2018. 92: p. 112-224. https://doi.org/https://doi.org/10.1016/j.pmatsci.2017.10.001
Barkia, B., et al., On the origin of the high tensile strength and ductility of additively manufactured 316L stainless steel: Multiscale investigation. Journal of Materials Science & Technology, 2020. 41: p. 209. https://doi.org/https://doi.org/10.1016/j.jmst.2019.09.017
Tang, Z.-j., et al., A review on in situ monitoring technology for directed energy deposition of metals. The International Journal of Advanced Manufacturing Technology, 2020. 108(11): p. 3437. https://doi.org/https://doi.org/10.1007/s00170-020-05569-3
Mekgwe, G.N., et al., Fabrication of graphite reinforced TiCxNy by spark plasma sintering technique: A comparative assessment of microstructural integrity and nanoindentation properties. Vacuum, 2021. 187: p. 110144. https://doi.org/https://doi.org/10.1016/j.vacuum.2021.110144
Adams, F.V., et al., Comparison study on the corrosion behavior of aluminum alloys in different acidic media. Materials Today: Proceedings, 2021. 38: p. 1040. https://doi.org/https://doi.org/10.1016/j.matpr.2020.05.781
Akinwamide, S.O., et al., Evaluation of microstructural and nanomechanical performance of spark plasma sintered TiFe-SiC reinforced aluminium matrix composites. Journal of Materials Research and Technology, 2020. 9: p. 12137. https://doi.org/https://doi.org/10.1016/j.jmrt.2020.08.068
Waseem, O.A., et al., Hardness of AISI type 410 martensitic steels after high temperature irradiation via nanoindentation. Metals and Materials International, 2017. 23: p. 1257. https://doi.org/https://doi.org/10.1007/s12540-017-7141-7
Turnbull, A. and A. Griffiths, Corrosion and cracking of weldable 13 wt-% Cr martensitic stainless steels for application in the oil and gas industry. Corrosion engineering, science and technology, 2003. 38: p. 21. https://doi.org/https://doi.org/10.1179/147842203225001432
Moradi, M., et al., Nd: YAG laser hardening of AISI 410 stainless steel: Microstructural evaluation, mechanical properties, and corrosion behavior. Journal of Alloys and Compounds, 2019. 795: p. 213. https://doi.org/https://doi.org/10.1016/j.jallcom.2019.05.016
Li C and T Bell 2006. 48: 2036 https://doi.org/10.1016/j.corsci.2005.08.011
Ettefagh, A.H., S. Guo, and J. Raush, Corrosion performance of additively manufactured stainless steel parts: A review. Additive Manufacturing, 2021. 37: p. 101689. https://doi.org/https://doi.org/10.1016/j.addma.2020.101689
Krell, P.D., S. Li, and H. Cong, Synergistic effect of temperature and HCl concentration on the degradation of AISI 410 stainless steel. Corrosion Science, 2017. 122: p. 41. https://doi.org/https://doi.org/10.1016/j.corsci.2017.03.027
Moreno, D., et al., Influence of microstructure on the electrochemical behavior of type 410 stainless steel in chloride media with inorganic and biogenic sulfide. Corrosion, 1991. 47: p. 2. https://doi.org/https://doi.org/10.5006/1.3585215
Shahriari, A., et al., Microstructure and corrosion behavior of a novel additively manufactured maraging stainless steel. Electrochimica Acta, 2020. 339: p. 135925. https://doi.org/https://doi.org/10.1016/j.electacta.2020.135925
Xu, X., et al., Morphologies, microstructures, and mechanical properties of samples produced using laser metal deposition with 316 L stainless steel wire. Optics and Lasers in Engineering, 2017. 94: p. 1. https://doi.org/https://doi.org/10.1016/j.optlaseng.2017.02.008
Eghlimi, A., et al., Evaluation of microstructure and texture across the welded interface of super duplex stainless steel and high strength low alloy steel. Surface and Coatings Technology, 2015. 264: p. 150. https://doi.org/https://doi.org/10.1016/j.surfcoat.2014.12.060
Tshepe T et al Results Materials 2022: 100257 https://doi.org/10.1016/j.rinma.2022.100257
Roy, S., et al., Investigating the effect of different shielding gas mixtures on microstructure and mechanical properties of 410 stainless steel fabricated via large scale additive manufacturing. Additive Manufacturing, 2021. 38: p. 101821. https://doi.org/https://doi.org/10.1016/j.addma.2020.101821
Du Plessis A et al. 3D Printing Additive Manufact 2018. 5: 227. https://doi.org/10.1089/3dp.2018.0060
Izadi, M., et al., A review of laser engineered net shaping (LENS) build and process parameters of metallic parts. Rapid Prototyping Journal, 2020. https://doi.org/https://doi.org/10.1108/RPJ-04-2018-0088
Popoola P et al. Fiber Laser, 2016: 383.
Wang, X. and K. Chou, Effects of thermal cycles on the microstructure evolution of Inconel 718 during selective laser melting process. Additive Manufacturing, 2017. 18: p. 1. https://doi.org/https://doi.org/10.1016/j.addma.2017.08.016
Chen, W., et al., Application of hybrid additive manufacturing technology for performance improvement of martensitic stainless steel. Additive Manufacturing, 2022. 51: p. 102648. https://doi.org/https://doi.org/10.1016/j.addma.2022.102648
Ha, H.Y., C.J. Park, and H.S. Kwon, Effects of non-metallic inclusions on the initiation of pitting corrosion in 11% Cr ferritic stainless steel examined by micro-droplet cell. Corrosion science, 2007. 49: p. 1266. https://doi.org/https://doi.org/10.1016/j.corsci.2006.08.017
Akinwamide, S.O., et al., Microstructure and Corrosion Response of Spark-Plasma-Sintered 304 Austenitic Stainless Steel Reinforced with Titanium Nitride in Chloride Environments. Journal of Failure Analysis and Prevention, 2020. 20: p. 833. https://doi.org/https://doi.org/10.1007/s11668-020-00883-0
Prieto, C., et al., Investigation of pitting corrosion initiation and propagation of a type 316L stainless steel manufactured by the direct metal laser sintering process. Corrosion, 2019. 75: p. 140. https://doi.org/https://doi.org/10.5006/3075
Funding
Open Access funding provided by Aalto University. The authors are grateful to National Research Foundation for funding and the Council for Scientific and Industrial Research in South Africa for granting us access to their research facilities.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article, and all external articles used in this work are cited by the authors.
Consent for publication
The authors hereby authorize Springer Nature the right to publish this research upon acceptance of the manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lesufi, M., Akinwamide, S.O., Makoana, W. et al. Nanoindentation and Corrosion Behaviour of 410 Stainless Steel Fabricated Via Additive Manufacturing. Trans Indian Inst Met 76, 695–702 (2023). https://doi.org/10.1007/s12666-022-02736-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-022-02736-w