
Abstract
The solar energy sector has grown rapidly in the past decades, addressing the issues of energy security and climate change. Many photovoltaic (PV) panels that were installed during this technological revolution, have accumulated as waste and even more are nearing their End-of-Life (EoL). Based on circular economy, a new hydrometallurgical process has been proposed for the management of the EoL PVs. This results in a chemical extract containing 0.7% w/w Ag, along with various other metals. This study investigates the MFC technology as an alternative method for valuable metal recovery from the chemical extract of PV panels. Moreover, metal recovery from the chemical extract is compared with the individual recoveries obtained using corresponding synthetic solutions. The results indicated that silver was completely recovered from the synthetic and the real chemical extract, with a rate of ~ 82 and ~ 32 μmol/h, respectively. The difference is attributed to the simultaneous reduction of other heavy metals in amorphous compounds, hindering the silver reduction kinetics and leading to a gradual electrode passivation. Nevertheless, silver can be 100% retrieved from the chemical extract, with a purity of 68–96% w/w (average 86% w/w), in crystal (face center cube) structure, containing minor metal impurities.
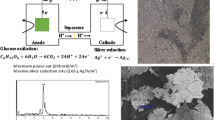
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Statement of Novelty
Many photovoltaic panels (PVs), have accumulated as a waste and even more PVs are nearing their End-of-Life (EoL). PV waste is considered a “hazardous material” due to the multitude of precious, heavy and toxic metals employed in their construction. Nowadays, PV waste is usually landfilled or incinerated. This constitutes a major environmental concern, due to toxic leakages and loss of scarce materials. As a solution, this study examines the feasibility of the microbial fuel cell (MFC) technology to recover heavy and toxic metals contained in EoL PV panels. The novelty of this work lies in the fact that for the first time a chemical extract originating from EoL PV panels, following a specific extraction procedure, is treated using an MFC.
Introduction
Due to the major environmental problems and energy insecurity that prevails worldwide, it is necessary to find clean energy sources with the least possible carbon footprint. Photovoltaic (PV) energy generation is one of the most mature and auspicious renewable energy technologies. This fact has led not only to their technological development but also to their widespread application, contributing to the energy security and the fight against climate change. The global installed PV capacity is expected to surge tenfold by 2050, while more than 80% of the total energy generation capacity could be achieved solely based on PV panels [1].
This fact makes it imperative to find solutions for the End-of-Life (EoL) PVs, which apart from being a major environmental concern, can be also considered a valuable resource to prevent the loss of scarce metals [2]. The heavy and toxic metals contained in EoL PV panels, if not properly recovered, are likely to be released in the environment, as they may leach out from landfills. It has been reported that less than 3% of EoL PV panels followed the law limits regarding disposal, while the majority was ecotoxic [3]. Furthermore, solar cells contain multiple precious materials that are lost during landfilling, while some of them are also toxic and impose a risk to the environment and human health [4].
PV panels are classified into three categories, namely first generation (mono- and poly-crystalline silicon-based solar cells), second generation (thin-film technologies) and third generation PVs (underdeveloped thin-film technologies aiming at overcoming the Shockley-Queisser limit by incorporating cheap organic or inorganic substrates) [5]. A widely used 1st generation PV type, Si-based solar cells, comprise the dominant commercial technology, making up 73% of the worldwide solar cells production market and accounting for more than 86% of the terrestrial market [1]. The structural composition of Si-based solar cells, typically ranges between glass (70–75%), aluminum (10–18%), EVA (5.0–6.5%), silicon (3.35–3.65%), Tedlar (1.5–3.5%), copper (0.6%), tin (0.12%), zinc (0.12%), lead (0.06%) and silver (0.004–0.06%) [6]. Silver is indisputably the most valuable component among them, in terms of applications, price and scarcity [7].
Specifically, Si-based solar cells, are subject to resource depletion, primarily due to silver (Ag), while other valuable and energy-intensive elements contained in the PV, such as copper (Cu), aluminum (Al), silicon (Si) and lead (Pb), are the main source of toxic waste [8, 9]. Currently, the predominant methods applied for their efficient recovery include combined thermal, mechanical and chemical processes, applied in order to first remove the encapsulant and consequently recover the metals [10]. Chemical approaches, like etching, are widely used for resource recovery, with significant environmental impact, as well as cost [10]. To date, only few approaches have been suggested for the management of the EoL PVs. Specifically, the company Deutsche Solar (Solar World) developed a process of crystalline silicon modules [11, 12] which are heated to 600 °C and the intact crystalline Si cells are further treated by chemical leaching in order to be regenerated. Additionally, the company First Solar developed a process for Cd–Te thin film panels, which includes mechanical and chemical operations through which the metals were recovered from leaching liquor [11, 13].
In this direction, a new approach has been recently proposed for the management of the Si-based solar cells in the framework of the PHOTOREC project [14, 15]. This project investigated alternative solutions for the recovery and the reuse of the valuable materials contained in EoL PVs. In particular the proposed management scheme includes the dismantling and fragmenting of the PV module, followed by heating at 550 °C for 15 min. The thermally treated module is led to a rotary screen trommel and is separated into glass, Si cells and ash. The Si cells are dissolved in an acidic solution containing nitric acid (HNO3 5 M), in order for the resources to be chemically extracted.
A promising approach to resource recovery is the use of Bioelectrochemical systems (BES) [16, 17]. These innovative systems utilize electrode-grown biofilms to convert the chemical energy of organic wastewater into electricity or chemical products [18]. BES are versatile electrochemical technologies that are distinguished into microbial fuel cells (MFC) and microbial electrolysis cells (MEC), depending on the application of an external resistance or an external power source [18, 19]. BESs consist of an anodic and a cathodic compartment, where an oxidation and a reduction take place, respectively. Any dissolved metal cation present in the catholyte, can potentially act as an oxidizing agent, in order to be reduced and consequently recovered. MFCs have been used to effectively remove metals such as Ag [20] and Cu [21] from synthetic wastewaters, while treating organic loads and producing renewable electricity. Furthermore, it has been shown that several metals, thermodynamically unable to be reduced based on the energy obtained from the anodic oxidation reaction of a MFC, can be instead sequentially recovered from synthetic wastewaters, by utilizing a MEC with a varying external power source [22, 23]. Despite the promising results obtained from incorporating innovative systems and architectures for valuable elements recovery [24, 25], MFCs have yet to be tested in real conditions or viably upscaled [26].
In this context, the scope of this work is to examine the feasibility of the MFC technology to recover valuable Ag which is contained in the acidic solution originating from 1st generation EoL PV panels, as this is produced from the recently proposed hydrometallurgical process [14, 15]. At the same time, the simultaneous removal of other heavy and toxic metals is studied as well as their effect on contaminating the desired high-purity Ag end-product. This is conducted by extracting the individual reduction kinetics of the metals of interest from synthetic extracts and the real chemical extract. The removal of metals from the acidic solutions is assessed through the structural analysis and chemical characterization of the recovered metals and the MFC performance is evaluated based on the power output and electrochemical measurements. To the best of the authors’ knowledge, this is the first time that a chemical extract originating from EoL PV panels is treated using the MFC technology.
Materials and Methods
The EoL 1st Generation PV Chemical Extract
The characterization of the EoL 1st generation PV chemical extract, resulting from EoL Hyundai m-Si photovoltaic units, is given in Table 1. The analytical process that preceded the generation of the chemical extract is described elsewhere [14]. The EoL PV module is dismantled and fragmented, followed by heating at 550 °C for 15 min. The thermally treated module is led to a rotary screen trommel and is separated into glass, Si cells and ash. From there on, glass can be recycled, while the Si cells are grinded into a very fine powder and are dissolved in an acidic solution containing nitric acid (HNO3 5 M), at a S/L ratio of 30%, at ambient temperature and contact time of 1 h, in order to chemically extract valuable ingredients [14].
Due to the low pH and high conductivity values, the real chemical extract was pretreated before it was used as catholyte in the MFC, in order for the chemical extract to be safely introduced in the cathode without affecting the PEM or the bioanode [27]. Specifically, an alkaline pretreatment preceded the treatment of the chemical extract in the MFC, with the addition 2% v/v NaOH (32% w/v—pH = 12, conductivity = 140 mS/cm) which resulted in pH 0.1 and conductivity 200 mS/cm. Following the alkaline pretreatment, the chemical extract was diluted (1:10 v/v) resulting at pH 1.5 and a conductivity value of 30 mS/cm. The pretreated and diluted chemical extract resulted in a Ag content of ~ 200 ppm, Cu content of ~ 50 ppm and Al content of ~ 900 ppm, along with the other metals shown in Table 1, mostly in trace quantities.
MFC Set-Up and Operation
For this work, a dual-chamber MFC was constructed, made of polytetrafluoroethylene (PTFE). The two chambers were separated using a Proton Exchange Membrane – (PEM) (Nafion ® 115, DuPont) with a surface area of 25 cm2. The membrane was pretreated for 1 h at 80 °C in 0.1 M H2O2 and for 0.5 h at 25 °C in 0.1 M H2SO4, according to [28]. The volume of the anodic compartment was 70 mL, while that of the cathodic compartment was 140 mL. Carbon felt (5 cm × 5 cm) was used as the anodic electrode, and carbon cloth with a platinum coating (0.5 mg/cm2) was used as the cathodic electrode (5 cm × 5 cm). Titanium wire was connected to the electrodes using an epoxy resin (Conductive Epoxy, Circuit Works). The external resistance connected to the two electrodes was set at 100 Ω. The system was placed inside a temperature controlled room, set at 30 °C.
Anaerobic Sludge obtained from the Municipal Wastewater Treatment Plant of Attica, Greece was used as the inoculum (10% v/v) for the MFC during start-up. The anolyte contained phosphate buffer (3.67 g/L NaH2PO4 and 3.45 g/L Na2HPO4), potassium chloride (0.16 g/L KCl), sodium bicarbonate (5 g/L NaHCO3), trace elements (1% v/v), as described elsewhere [29] and glucose (1.5 gCOD/L) as the electron donor. This concentration corresponds to a relatively high organic loading rate, incorporated in order for the bioanode not to be the limiting factor in the process. The catholyte contained phosphate buffer (pH 7) and potassium chloride (0.16 g/L KCl), except when stated otherwise.
During the acclimation period, oxygen was used as the electron acceptor. Air was constantly supplied to the cathode through an air pump. After the acclimation period, the synthetic catholyte was switched with the chemical extracts and the Pt-coated carbon cloth was replaced with plain graphite paper electrodes (3 cm × 3 cm), with a smaller surface area in order to study the reduction of the metal cations. The cell operated in batch mode in all cases. During the MFC operation with the metal cations as electron acceptors, the air pump was removed and the catholyte was sparged with nitrogen for 1 min. At the end of each cycle, the carbon paper electrode was removed from the cathode chamber and replaced by a new one.
MFC Recovery Cases
Initially, three synthetic solutions were examined in the MFC cathode, which simulated the pretreated and diluted chemical extract. Specifically, the three synthetic solutions individually contained 200 ppm Ag (R1), 50 ppm Cu (R2) and 900 ppm Al (R3), respectively. In each solution, a supporting electrolyte was deployed in order to emulate the real chemical extract pH and conductivity. The purpose of all experiments R1–R3, was to extract the metals’ recovery kinetics in the simulated conditions of pH, conductivity and concentrations of the real PV chemical extract. These are the only metals contained in the chemical extract (Table 1), which may be thermodynamically spontaneously reduced, using the MFC technology with a synthetic glucose feed, since all other metals contained in the EoL PV chemical extract (Table 1) require a potential application in order to be thermodynamically reduced [18]. Following the synthetic solutions, the pretreated and diluted chemical extract was incorporated in the MFC cathode (recovery case R4).
Specifically, for the R1 case, 0.315 g/L AgNO3 (corresponding to 200 ppm Ag) were diluted in DI water and 2% v/v HNO3 0.1 M was used as a supporting electrolyte. The final pH of R1 catholyte was 1.5 and the conductivity 25 mS/cm. Three consecutive batch cycles were performed during R1. For R2 case, 0.135 g/L CuCl2 (corresponding to 50 ppm Cu) were diluted along with 2% v/v HCl 0.1 M. The final pH of R2 catholyte was 1.5 and the conductivity 20 mS/cm. For recovery case R3, 4.46 g/L AlCl3 (corresponding to 900 ppm Al) were diluted along with 2% v/v HCl 0.1 M. The final pH of R3 catholyte was 1.5 and the conductivity 14 mS/cm. Recovery cases R2, R3 and R4 were performed in duplicate. The batch cycles were repeated in each case in order to verify the reproducibility of the results.
Analyses
The cell voltage was recorded every 2 min by (Agilent Keysight 34972A LXI Data Acquisition/Switch Unit). A Potentiostat–Galvanostat (PGSTAT128N–AUTOLAB) was used to assess the cell performance through electrochemical experiments (Cyclic Voltammetry and Linear Sweep Voltammetry). The pH and conductivity were measured by digital instruments (WTW INOLAB PH720) and (WTW INOLAB) respectively. Soluble Chemical Oxygen Demand (COD) was measured according to the standard methods [30]. In order to measure the concentration of the diluted metals in the catholyte, atomic absorption spectrometry (AAS) was used. The deposits on the carbon paper surface were examined using scanning electron microscopy (SEM), energy dispersive X-ray spectroscopy (EDS-EDX) as well as XRD (X-ray diffraction) analyses.
Results and Discussion
Recovery of Individual Metals from Synthetic Chemical Extracts (R1–R3)
Figures 1, 2 and 3 depict the voltage output of the cell and the concentrations of the diluted metals versus time, for each of the recovery cases R1–R3.

The voltage (left y-axis) and soluble Ag concentration in the catholyte (right y-axis) versus time for recovery case R1

The voltage (left y-axis) and soluble Cu concentration in the catholyte (right y-axis) versus time for recovery case R2

The voltage (left y-axis) and soluble Al concentration in the catholyte (right y-axis) versus time for recovery case R3
As can be seen from Fig. 1, for the individual Ag recovery from its synthetic chemical extract (R1 case), three consecutive cycles were performed to study the Ag reduction mechanism. During the first cycle, the concentration of dissolved Ag was measured every 0.5 h in order to determine the kinetics and structure of Ag reduction. For the second cycle, measurements of the anolyte COD oxidation were performed to assess the bioanode performance with Ag as an electron acceptor. The third cycle served as verification, with catholyte Ag and anolyte COD measurements every 1 h, while electrochemical experiments were also performed during the cycle. For R1 case, the maximum cell voltage was 0.1 V and was consequently reduced to 0.03 V when the dissolved Ag was recovered by 100%, for all cycles. The resulting current was measured at 0.06–0.11 mA/(cm2s). This corresponds to an initial power output of 40 mW/m2. The analysis of AAS showed that Ag was profoundly recovered within 3 h. The mean Ag reduction rate for R1 during all three cycles was 79.6–86.5 μmolAg/h. Following the Ag recovery, the cell voltage remained relatively stable at low values of 0.02 V, which is attributed to the ORR catalyzed by the thin Ag layer deposited on the cathodic electrode surface [31]. The voltage drop during R1 followed the dissolved Ag species profile, while no significant voltage drop was observed after the completion of Ag recovery. The COD removal ranged at 64–68% after 3 h of each cycle and reached up to 75% within 7 h of cell operation. The anode conductivity decreased from 12 to 7.8 mS/cm within 3 h, indicating adequate proton production at the anode and transfer towards the cathode, which is also limited by the initial pH gradient. At the same time, the anodic pH slightly decreased from 7.2 to 6.9 while the cathodic pH increased from 1.5 to 6.4.
For R2 case, the recovery of Cu was examined in two concecutive cycles in order to determine the Cu reduction mechanism and its potential for impurification of metals from formation of oxides. These are shown in Fig. 2. Similarly to the R1 case, during the first cycle, the concentration of dissolved Cu was measured through AAS every 0.5 h and the bioanode was left intact. During the second cycle, measurements of the anolyte COD reduction and the catholyte Cu concentrations were performed every 1 h and electrochemical experiments were also conducted. During R2 case, the maximum cell voltage reached 0.05 V and the voltage was consequently reduced to 0.02 V after 7 h of cell operation. The resulting current ranged at 0.05–0.06 mA/(cm2s). This corresponds to an initial power output of 10 mW/m2. Over the course of the cycles, Cu was not recovered completely. The AAS analysis showed that Cu was reduced by approximately 40% during 3 h of cell operation, while it reached a removal of approximately 60% after 7 h. The mean Cu reduction rate for R2 during both cycles was 7.1–8.3 μmolCu/h. The cell voltage was lower compared to R1 case and the removal of Cu species was slower, which could attributed to both the electron acceptor species, as well as its lower initial concentration of 50 ppm. This results in a more gradual voltage drop over the course of the batch cycles, since there are still Cu species present in the catholyte. The reduced current output and increased charge transfer resistance can be attributed to the Cu reduction kinetics, requiring more than one electron or elemental oxygen as reactant, for the reactions to take place. The COD removal during 3 h of cell operation was at 55–59%, and increased up to 68% over the course of 7 h of cell operation. The anode conductivity decreased from 12 to 9.2 mS/cm within 7 h of cell operation. At the same time, the anodic pH slightly decreased from 7.2 to 6.8 while the cathodic pH increased from 1.5 to 6.1.
For recovery case R3, shown in Fig. 3, the reduction of Al was examined in two consecutive cycles, similarly to the R2 reduction case. During the first cycle, the concentration of dissolved Al was measured at regular intervals and the bioanode was left intact. During the second cycle, measurements of the anolyte COD reduction were performed every 1 h along with electrochemical experiments. During R3 case, the cell exchibited no significant votage generation and there was no significant voltage drop for any of the cycles. The maximum voltage observed was 0.025 V and the voltage slightly decreased over the batch cycle, up to 0.01 V after 7 h of cell operation. This resulted in a current generation of 0.02–0.03 mA/(cm2s). This corresponds to an initial power output of 2.5 mW/m2. The AAS analysis showed that Al was only recovered by 8% within 3 h of cell operation, which increased to approximately 15% within 7 h of cell operation. The mean Al reduction rate for R3 during both cycles was 44.5–46.2 μmolAl/h. The cell exhibited a relatively low voltage output, considering the concentration difference, compared to the previous recovery cases. This can be attributed to the fact that Al metal cannot be thermodynamically completely recovered using a MFC with a glucose oxidation source. Very limited metallic Al could be present, due to the high redox potential range, determined by the Nernst equation. Nevertheless, the sluggish reaction kinetics, which involve 3 electrons transfer, diminish the potential of the reaction taking place. Similarly to R2, no significant voltage drop was observed since the dissolved Al species were still present in the catholyte. The COD removal ranged at relatively low values of 36–38% during 3 h and increased up to 50% over 7 h of cell operation. The anode conductivity decreased from 12 to 9.7 mS/cm during 7 h of cell operation. At the same time, the anodic pH slightly decreased from 7.2 to 6.8 while the cathodic pH slightly increased from 1.5 to 3.3.
Figure 4 shows the EDS-EDX and SEM analyses of the recovered states on the cathodic electrodes for R1–R3 cases. Specifically, as shown in Fig. 4a, the measured purity of Ag recovered during R1 was 100% w/w. XRD analysis of the cathodic electrode showed that Ag was recovered in cubic crystal system (fcc), as can be seen in Fig. 5. R1 indicated that all Ag can be completly recovered, with high purity (100% w/w) and crystal structure, while reaching a high COD removal (up to 68%), due to Ag being an electron scavenger [32]. Figure 4b shows the EDS-EDX and SEM analyses of the cathodic electrode during R2 case. The results indicated that limited metallic Cu and mostly amorphous forms of Cu oxides were deposited on the electrode surface, however no metallic Cu was detected through the XRD analysis. The Cu oxides, being the dominant reduced species on the electrode surface, formed a passivating layer on the electrode, diminishing the Cu reduction rate. It has been previously observed that Cu oxides have showed significant morphology-dependent electrochemical characteristics [33]. Regarding recovery case R3, all recovered Al was found to be deposited as a passivating layer of Al2O3 and Al(OH)3 on the electrode surface, while no metallic Al was detected through the XRD analysis. The formation of Al oxide inactive layer has been previously observed [34]. EDS-EDX, shown in Fig. 4c, confirmed the presence of Al oxide and hydroxide as the dominant phases.

The EDS-EDX analyses and their corresponding SEM images for recovery cases a R1, b R2 and c R3

The XRD analyses of the electrodes for recovery cases R1 and R4, comparatively with plain carbon paper
Figure 6 depicts the electrochemical analyses performed during cell operation. For recovery cases R1–R3, cyclic voltammetry (CV) and linear sweep voltammetry (LSV) analyses were performed in a two electrode configuration. Ag exchibited the highest reduction potential of 0.65 V (Fig. 6a), relative to Cu and Al at 0.3 V (Fig. 6b), and 0.4 V (Fig. 6c), respectively. Figure 6d–f show the maximum cell power output at OCP for each of the recovery cases. These are 180, 46 and 96 mW/m2, for R1, R2 and R3, respectively. Each recovery case R1–R3 maximum power output was observed at the same reduction potentials presented in the CV analyses. For R1 case, the Ag redox potential is found to be approximattely 0.8 V. The highest Ag reduction voltage, relative to that of Cu and Al, indicates its higher tendency to act as an electron acceptor prior to the other dissolved metal cations in question. Furthermore, Ag exhibits the highest reduction current peak (Fig. 6a), relative to Cu and Al (Fig. 6b, c, respectively), under their studied concentrations, which implies that it is the main source of the cell’s power generation. While Al is shown to result in higher power output relative to Cu, it should be noted that the polarization curve of Al reduction was performed at a concentration of 900 ppm, while the polarization curve of Cu reduction was performed at a concentration of 50 ppm. The available species greatly affect the MFC power generation. In all recovery cases, after the completion of each batch cycle, the reduction potential of each metal was reduced to lower voltages and exhibited a lower reduction current peak, which is attributed to the pH increase in the cathode, which is a result of the available cation concentration decrease. In addition, at the end of each batch cycle of recovery cases R1–R3, the cell power output is reduced significantly. In the case of R1 (Fig. 6d), this is attributed to the COD reduction in the bioanode, as well as to the fact that Ag was completely recovered and no available species could be further reduced. The cell’s power output of approximately 32 mW/m2 at the end of the cycle corresponds to the power produced from the ORR, which is catalyzed by the recovered Ag on the electrode. This is the reason that the power generation at the end of R1 case exchibits higher values compared to R2 and R3 cases, which still have unrecovered species available. In the cases of R2 and R3, the available cell power is drastically decreased (< 32 mW/m2) after the cycle completion. This can be attributed to the bioanode COD depletion, the available leftover cations that can be reduced in the cathode, to the electrode passivation from the oxides’ formattion as well as the lack of catalyst layer for the ORR to take place. Moreover, the reduction current peak for both cases does not correspond to the theoretical redox potential of pure Cu and Al metals and the oxidation current peaks of Cu and Al are not substancial, as shown in Fig. 6b, c respectively. These indicate the non-reversibility of the Cu and Al oxidation and could therefore be attributed to the lack of metallic forms deposited on the electrode surface, as already observed through the SEM and XRD analyses.

The CV analyses of a R1, b R2 and c R3 at a scan rate of 10 mV/s, and the corresponding power curved, resulting from LSV analyses, in a two electrode configuration in the MFC of d R1, e R2 and f R3 at a scan rate of 100 mV/s
Recovery of Metals from 1st Generation EoL PV Panels (R4)
Before recovery case R4, the EoL PV chemical extract was pretreated as previously described. The alkaline pretreatment and dilution was performed in order to prevent electron losses, reverse ion crossover through the PEM, improve the cell operating stability as well as improve the degree of crystallinity of the recovered valuable Ag [27, 35]. High ionic strength extracts can potentially damage the PEM and cause ion crossover from the cathodic compartment towards the anodic compartment. Protons and metal cations can greatly affect the bioanode, which should operate at near neutral conditions. The resulting chemical extract pH was 1.5 and conductivity of 30 mS/cm. The purpose of the alkaline pretreatment was twofold, on the one hand to increase the pH using a strong base and on the other hand to decease the EoL PV chemical extract conductivity, by reducing the [H+] concentration [36], to avoid reverse [H+] crossover through the membrane. Figure 7 shows the voltage output of the cell over time during R4 recovery case, in relation to all the measured diluted metals’ concentrations.

The voltage (left y-axis) and soluble metals concentration in the catholyte (right y-axis) over time, for recovery case R4
During recovery case R4, two consecutive batch cycles were performed with a duration of approximately 7 h each, shown in Fig. 7. For both consecutive cycles, regular measurements were performed every approximately 0.5 h, in both the catholyte and the anolyte, in order to measure the concentration of dissolved metal cations and the COD removal, respectively. The cell output voltage ranged from 0.15 V initially to 0.04 V after 7 h of cell operation. The cell voltage appeared significantly increased, comparatively to R1-R3 cases and the voltage drop over time followed the Ag concentration profile, similarly to R1. After all available Ag was recovered, the voltage appeared to stabilize around 0.03 V, which occurs from further parasitic reactions in the cathode and from the ORR taking place. The power output during R4 was initially 90 mW/m2 and was gradually reduced to 3.5 mW/m2 over the course of both cycles. This resulted in a current generation of 0.06–0.17 mA/(cm2s). The AAS analysis showed that all Ag was completely recovered within 7 h. During the same time, Cu was reduced by 10% w/w, while Al was reduced by 4% w/w. The mean recovery rate for Ag was 31.4–33.6 μmolAg/h, for Cu ranged from 1.8 to 6.3 μmolCu/h and for Al 4.3–7.8 μmolAl/h. Overall, the reduction kinetics of all metals are lower in the case of the real chemical extract, compared to their corresponding synthetic extracts. Specifically, the mean Ag reduction rate is decreased by 61%, the mean Cu reduction rate decreased by 47% and the mean Al reduction rate decreased by 87%. This can be attributed to the higher variety and concentration of metals in the solution, contributing to the losses as electron acceptors, some potential ion-crossover through the membrane, towards the anodic compartment as well as due to the gradual electrode passivation, caused by the simultaneous formation of amorphous compounds. Nevertheless, based on the results obtained from the AAS analysis, the estimated mean Ag purity is measured to be 86% w/w, after 7 h of cell operation and after 100% of dissolved Ag had been recovered in batch conditions. The COD removal during operation ranged at 38% at 3 h and increased up to 55% at 7 h. During 7 h of cell operation, the anode conductivity decreased from 12 to 9.1 mS/cm, while the cathode conductivity decreased from 30 to 25.3 mS/cm. At the same time, the anode pH decreased from 7.2 to 6.7 and the cathode pH increased from 1.5 to 1.8. After 7 h of operation, the anode pH was lower than the R1–R3 cases, due to the high ionic strength of the EoL PV chemical extract.
Figure 8 depicts the reduction rates per hour of each individual metal recovery from their synthetic chemical extracts as well as the simultaneous reduction rates per hour of each metal for the case of the EoL chemical extract. It can be seen (Fig. 8b) that for the case of the EoL chemical extract, that Ag reduction is hindered (by 61%) due to the simultaneous reduction of other metal cations. However, the reduction of Ag is initially prioritized, while the reduction rates of Cu and Al increase only after 7 h of cell operation and after all Ag had been retrieved. At that point, Cu and Al reductions reach rates similar to those observed in their individual recovery from their synthetic chemical extracts (Fig. 8a). This can be explained by the electrochemical measurements and specifically by the cyclic voltammetry analyses (Fig. 6a–c). Initially Ag has the highest reduction potential relative to Cu and Al. However, as the cycle progresses and the dissolved Ag concentration decreases, the catholyte pH increases and the reduction potential of Ag reaches values in the range of the reduction potentials of the other compounds. Moreover, from the polarization experiments and the resulting power curves (Fig. 6d–f), it can be deducted that after all Ag has been recovered, Cu and Al reductions become the main source of the cell’s power generation. The dispersion of approximately ± 10 ppm/h, shown in Fig. 8b, is attributed to the fact that a real chemical extract is employed in the MFC cathode, as well as the fact that the catholyte had a pH of approximately 1.5, leading to a high pH gradient relative to that of the bio-anode. Moreover, this dispersion is only observed during the first 2 h of the MFC operation, while it is reduced to a fully repeatable reduction rate over the course of the cycles.

The reduction rate per hour of a each metal in the case of the individual recoveries of metals from the respective synthetic chemical extracts R1–R3 and b the real EoL PV chemical extract R4
Figure 9 depicts the EDS-EDX analyses and SEM images of the metals deposited on the electrode for R4 case. The amount of Ag detected was significant and the deposition was dense. At the same time, some Cu, Al and Pb oxides were detected on the electrode surface, all in amorphous state similarly to cases R2 and R3. The SEM images of R4 case show that crystal Ag is deposited on the electrode alongside other compounds, mainly Cu oxides, which lead to electrode surface passivation, similarly to case R2. The purity of the deposited Ag crystals on the electrodes ranged between 68 and 96% w/w, depending on the area. XRD analysis of the electrode, presented in Fig. 5, indicated that Ag was fully recovered in cubic crystal system (fcc), similarly to R1. Slightly lower intensity peaks are observed, which could be attributed to the presence of other compounds.

The EDS-EDX analyses and their corresponding SEM images, for recovery case R4, of the elements deposited on different spots on the electrode
Ag has the highest reduction potential (Fig. 6a–c) among the dissolved metals in the EoL PV chemical extract and has therefore the highest tendency to act as an electron acceptor. Furthermore, it is the main source of power generation in the cell and has the best, relatively to other metals, reduction kinetics. Once the Ag is completely recovered, the deposited Ag on the electrode starts acting like a thin catalyst layer that provides the activation energy for the ORR to take place. The thin catalyst layer formation results both in the reduction of oxygen at the cathode, maintaining a cell voltage after all the Ag is reduced, as well as in the formation of various Cu, Al and Pb based compounds on the electrode surface. These compounds constitute the main impurities and are formed due to the presence of elemental oxygen in the catholyte. Those result in surface passivation and therefore electrode stultification. Furthermore, the detected Ag purity of 68–96% w/w is measured after 7 h of cell operation. The decrease in purity is therefore also attributed to the decreasing Ag concentration in the catholyte, due to the batch operation mode. In the case of the high purity Ag (96% w/w), the main impurities include trace amounts of Cu, Al and Si metals, however no oxygen based compounds were observed.
The resulting electrodes can be seen in Fig. 10 for each of the recovery cases (R1–R4), comparatively with the initial carbon paper electrode. Each electrode has a visible deposited film.

The cathodic electrodes after the completion of recvery cases R1–R4 relative to the initial carbon paper electrode
Assuming anaerobic conditions are maintained throughout the recovery process and a continuous operation mode is employed, a composition similar to the high purity Ag (96% w/w) is expected to be found deposited on the electrode, since the w/w% purity of the retrieved Ag is greatly reduced due to the oxygen presence in the formed metal oxides. The dominant reason for high Ag demand on solar cells is its excellent electrical resistivity properties. However, there have been reports on minor to no effects on the electrical conductivity of impure Ag (with 3% w/w Cu) at solar cell operating temperatures [37]. In addition, it has been reported that electrical resistivity can be drastically reduced with the addition of low concentration Cu impurities [38]. In the present case, other metals (such as Si and Al) are also present in trace quantities and further research on the conducting properties of the Ag (96% w/w) metal could be conducted. Nevertheless, Cu and Al metals possess some of the best electrical conductivity properties, albeit worse than Ag. In order for Ag to be recycled, high purity standards are necessary for use in the solar panels construction. However Ag can be also employed in various electronic devices, systems or jewelry where the purity of Ag is of less significance. Alternatively, an additional chemical etching [39], nitridation process [40] or electrorefining step could be employed, in order to further purify the recovered metals from oxygen based compounds. The power produced during the MFC operation could partially or totally supply the energy required for additional treatment.
Conclusions
The present study showed that an MFC can be deployed for complete (100%), high purity (86% w/w), crystal (fcc) Ag recovery from a chemical extract, resulting from real EoL PV panels which underwent downstream hydrometallurgical processes. The Ag recovery rate was found to be ~ 32.5 μmol/h, while Cu and Al were also found in amorphous compounds, recovered with a rate of ~ 4 and ~ 6 μmol/h, respectively. Ag acts as an electron scavenger, prioritizing its reduction over other dissolved metals and providing the highest power output. A decrease of 61% is observed in Ag recovery rate compared to the synthetic chemical extract containing individual Ag, which is attributed to the simultaneous reduction of other metals as well as to the formation of passivating metal oxide layers on the cathodic electrode surface, in the case of the real chemical extract. Trace amounts of metallic impurities (Cu, Al, Si) are detected, which nevertheless possess remarkable electrical conductivity properties for recycling of the recovered Ag in the PV construction process or in other applications. All in all, the results indicate that the MFC technology can be utilized as an alternative and sustainable method for valuable metals recovery from the chemical extract of PV panels. MFC systems could be optimized in terms of design and materials in this direction.
Data availability
All data will be made available upon request.
Abbreviations
- Ag:
-
Silver
- Cu:
-
Copper
- Al:
-
Aluminum
- Si:
-
Silicon
- Pb:
-
Lead
- BES:
-
Bioelectrochemical Systems
- MEC:
-
Microbial Electrolysis Cell
- PEM:
-
Proton Exchange Membrane
- Zn:
-
Zinc
- Fe:
-
Iron
- Sn:
-
Tin
- Mn:
-
Manganese
- Ca:
-
Calcium
- Ti:
-
Titanium
- Na:
-
Sodium
- F:
-
Fluorine
- Mg:
-
Magnesium
- Sb:
-
Antimony
- S:
-
Sulfur
- K:
-
Potassium
- Bi:
-
Bismuth
- Cl:
-
Chlorine
- P:
-
Phosphorus
- Pd:
-
Palladium
- Ni:
-
Nickel
- PTFE:
-
Polytetrafluoroethylene
- DI:
-
De-ionized
- CV:
-
Cyclic Voltammetry
- LSV:
-
Linear Sweep Voltammetry
- COD:
-
Chemical Oxygen Demand
- AAS:
-
Atomic Absorption Spectrometry
- SEM:
-
Scanning Electron Microscopy
- EDS-EDX:
-
Energy Dispersive X-ray Spectroscopy
- XRD:
-
X-ray Diffraction
- ORR:
-
Oxygen Reduction Reaction
References
Chowdhury, M.S., Rahman, K.S., Chowdhury, T., Nuthammachot, N., Techato, K., Akhtaruzzaman, M., Tiong, S.K., Sopian, K., Amin, N.: An overview of solar photovoltaic panels’ end-of-life material recycling. Energy Strategy Rev. 27, 100431 (2020). https://doi.org/10.1016/j.esr.2019.100431
Weckend, S., Wade, A., Heath, G.: End of Life Management Solar PV Panels. In International Renewable Energy Agency (IRENA) and the International Energy Agency(IEA) (2016). https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2016/IRENA_IEAPVPS_End-of-Life_Solar_PV_Panels_2016.pdf
Tammaro, M., Salluzzo, A., Rimauro, J., Schiavo, S., Manzo, S.: Experimental investigation to evaluate the potential environmental hazards of photovoltaic panels. J. Hazard. Mater. 306, 395–405 (2016). https://doi.org/10.1016/j.jhazmat.2015.12.018
Kwak, J.I., Nam, S.H., Kim, L., An, Y.J.: Potential environmental risk of solar cells: Current knowledge and future challenges. J. Hazard. Mater. 392, 122297 (2020). https://doi.org/10.1016/j.jhazmat.2020.122297
Smets, A., Jager, K., Isabella, O., Swaaij, R.V., Zeman, M.: Solar Energy: The Physics and Engineering of Photovoltaic Conversion, Technologies and Systems. UIT Cambridge, Cambridge (2016)
Latunussa, C.E.L., Ardente, F., Blengini, G.A., Mancini, L.: Life Cycle Assessment of an innovative recycling process for crystalline silicon photovoltaic panels. Sol. Energy Mater. Sol. Cells 156, 101–111 (2016). https://doi.org/10.1016/j.solmat.2016.03.020
Sverdrup, H., Koca, D., Ragnarsdottir, K.V.: Investigating the sustainability of the global silver supply, reserves, stocks in society and market price using different approaches. Resour. Conserv. Recycl. 83, 121–140 (2014). https://doi.org/10.1016/j.resconrec.2013.12.008
Bang, Y.Y., Hong, N.J., Sung Lee, D., Lim, S.R.: Comparative assessment of solar photovoltaic panels based on metal-derived hazardous waste, resource depletion, and toxicity potentials. Int. J. Green Energy 15(10), 550–557 (2018). https://doi.org/10.1080/15435075.2018.1505618
Fiandra, V., Sannino, L., Andreozzi, C., Graditi, G.: End-of-life of silicon PV panels: a sustainable materials recovery process. Waste Manag. 84, 91–101 (2019). https://doi.org/10.1016/j.wasman.2018.11.035
Komoto, K., Lee, J. S.: End-of-Life management of photovoltaic panels: trends in PV module recycling technologies. In IEA PVPS Task 12, International Energy Agency Power Systems Programme, Report IEA-PVPS T12 (Vol. 10) (2018). https://iea-pvps.org/wp-content/uploads/2020/01/End_of_Life_Management_of_Photovoltaic_Panels_Trends_in_PV_Module_Recycling_Technologies_by_task_12.pdf
Pagnanelli, F., Moscardini, E., Granata, G., Abo Atia, T., Altimari, P., Havlik, T., Toro, L.: Physical and chemical treatment of end of life panels: an integrated automatic approach viable for different photovoltaic technologies. Waste Manag. 59, 422–431 (2017). https://doi.org/10.1016/j.wasman.2016.11.011
SolarPower Europe: Global market outlook for solar power 2016-2020 (2016). https://resources.solarbusinesshub.com/solar-industry-reports/item/global-market-outlook-for-solar-power-2016-2020
Bio Intelligence Service: Study on Photovoltaic Panels Supplementing the Impact Assessment for a Recast of the WEEE Directive – Final Report 14 April (2011). http://ec.europa.eu/environment/waste/weee/pdf/Study%20on%20PVs%20Bio%20final.pdf
Theocharis, M., Pavlopoulos, C., Kousi, P., Hatzikioseyian, A., Zarkadas, I., Tsakiridis, P.E., Remoundaki, E., Zoumboulakis, L., Lyberatos, G.: An integrated thermal and hydrometallurgical process for the recovery of silicon and silver from end-of-life crystalline Si photovoltaic panels. Waste Biomass Valor. (2022). https://doi.org/10.1007/s12649-022-01754-5
Photorec: Integrated management of photovoltaic panels for maximum materials recovery (2021). http://photorec.chemeng.ntua.gr/
Wang, Z., He, Z.: Frontier review on metal removal in bioelectrochemical systems: mechanisms, performance, and perspectives. J. Hazard. Mater. Lett. 1, 100002 (2020). https://doi.org/10.1016/j.hazl.2020.100002
Kumar, P., Kuppam, C.: Bioelectrochemical Systems: Vol. 2 Current and Emerging Applications. Springer, Singapore (2021)
Logan, B.E.: Microbial Fuel Cells. Wiley, Hoboken (2008)
Saravanan, A., Karishma, S., Kumar, P.S., Yaashikaa, P.R., Jeevanantham, S., Gayathri, B.: Microbial electrolysis cells and microbial fuel cells for biohydrogen production: current advances and emerging challenges. Biomass Convers. Biorefinery (2020). https://doi.org/10.1007/s13399-020-00973-x
Choi, C., Cui, Y.: Recovery of silver from wastewater coupled with power generation using a microbial fuel cell. Bioresour. Technol. 107, 522–525 (2012). https://doi.org/10.1016/j.biortech.2011.12.058
Ter Heijne, A., Liu, F., Van Der Weijden, R., Weijma, J., Buisman, C.J.N., Hamelers, H.V.M.: Copper recovery combined with electricity production in a microbial fuel cell. Environ. Sci. Technol. 44(11), 4376–4381 (2010). https://doi.org/10.1021/es100526g
Modin, O., Wang, X., Wu, X., Rauch, S., Fedje, K.K.: Bioelectrochemical recovery of Cu, Pb, Cd, and Zn from dilute solutions. J. Hazard. Mater. 235–236, 291–297 (2012). https://doi.org/10.1016/j.jhazmat.2012.07.058
Chandrasekhar, K., Kumar, A.N., Raj, T., Kumar, G., Kim, S.H.: Bioelectrochemical system-mediated waste valorization. Syst. Microbiol. Biomanuf. 1(4), 432–443 (2021). https://doi.org/10.1007/s43393-021-00039-7
Zheng, Y., Wang, L., Zhu, Y., Li, X., Ren, Y.: A triple-chamber microbial fuel cell enabled to synchronously recover iron and sulfur elements from sulfide tailings. J. Hazard. Mater. 401, 123307 (2021). https://doi.org/10.1016/j.jhazmat.2020.123307
Ezziat, L., Elabed, A., Ibnsouda, S., El Abed, S.: Challenges of microbial fuel cell architecture on heavy metal recovery and removal from wastewater. Front. Energy Res. 7, 1–13 (2019). https://doi.org/10.3389/fenrg.2019.00001
Wang, Z., He, Z.: Demystifying terms for understanding bioelectrochemical systems towards sustainable wastewater treatment. Curr. Opin. Electrochem. 19, 14–19 (2020). https://doi.org/10.1016/j.coelec.2019.09.001
Viviani, M., Barbucci, A., Carpanese, M.P., Presto, S.: Advanced materials and technologies for fuel cells. Energies (2021). https://doi.org/10.3390/books978-3-0365-0539-8
Kim, J.R., Cheng, S., Oh, S.E., Logan, B.E.: Power generation using different cation, anion, and ultrafiltration membranes in microbial fuel cells. Environ. Sci. Technol. 41(3), 1004–1009 (2007). https://doi.org/10.1021/es062202m
Skiadas, I.V., Lyberatos, G.: The periodic anaerobic baffled reactor. Water Sci. Technol. 38(8–9), 401–408 (1998). https://doi.org/10.1016/S0273-1223(98)00717-3
APHA/AWWA/WEF: Standard Methods for the Examination of Water and Wastewater, Stand. Methods, 541 (2012).
Linge, J.M., Erikson, H., Merisalu, M., Sammelselg, V., Tammeveski, K.: Oxygen reduction on silver catalysts electrodeposited on various nanocarbon supports. SN Appl. Sci. 3(2), 1–10 (2021). https://doi.org/10.1007/s42452-021-04289-x
Jeon, T.H., Satoca, D.M., Moon, G., Kim, W., Kim, H., Bahnemann, D.W., Park, H., Choi, W.: Ag(I) ions working as a hole-transfer mediator in photoelectrocatalytic water oxidation on WO3 film. Nat. Commun. 11(1), 1–9 (2020). https://doi.org/10.1038/s41467-020-14775-2
Chen, K., Xue, D.: Reaction route to the crystallization of copper oxides. Appl. Sci. Converg. Technol. 23(1), 14–26 (2014). https://doi.org/10.5757/asct.2014.23.1.14
Abdel Haleem, A.M., Ichimura, M.: Electrochemical deposition of aluminum oxide thin films from aqueous baths. Mater. Lett. 130, 26–28 (2014). https://doi.org/10.1016/j.matlet.2014.05.061
Jannelli, N., Anna Nastro, R., Cigolotti, V., Minutillo, M., Falcucci, G.: Low pH, high salinity: too much for microbial fuel cells. Appl. Energy 192, 543–550 (2017). https://doi.org/10.1016/j.apenergy.2016.07.079
Leveling, T.: The relationship between pH and Conductivity in a Lithium Contaminated, De-ionized Water System. Fermilab, 1–11 (2002). https://lss.fnal.gov/archive_notes/pbarnote/fermilab-pbar-note-674.pdf
Fujishiro, H., Ikebe, M., Noto, K., Sasaoka, T., Nomura, K.: Thermal and electrical properties of AgAu and AgCu alloy tapes for metal stabilizers of oxide superconductors. Cryogenics (Guildf) 33(11), 1086–1090 (1993). https://doi.org/10.1016/0011-2275(93)90215-A
Kim, J.Y., Oh, M.W., Lee, S., Cho, Y.C., Yoon, J.H., Lee, G.W., Cho, C.R., Park, C.H., Jeong, S.Y.: Abnormal drop in electrical resistivity with impurity doping of single-crystal Ag. Sci. Rep. 4, 5450 (2014). https://doi.org/10.1038/srep05450
Rousseau, F., Jain, A., Perry, L., Farkas, J., Kodas, T.T., Hampden-Smith, M.J., Paffett, M., Muenchausen, R.: New approaches for dry etching metal oxides at low temperature and high rates. MRS Online Proc. Library 268, 57–62 (1992). https://doi.org/10.1557/PROC-268-57
Liu, D., Wang, C., Yu, Y., Zhao, B., Wang, W., Du, Y., Zhang, B.: Understanding the nature of ammonia treatment to synthesize oxygen vacancy-enriched transition metal oxides. Chem 5(2), 376–389 (2019). https://doi.org/10.1016/j.chempr.2018.11.001
Funding
Open access funding provided by HEAL-Link Greece. This research has been co‐financed by the European Union and Greek national funds through the Οperational Program Competitiveness, Entrepreneurship and Innovation, under the call RESEARCH – CREATE – INNOVATE (project code: Τ1EDK-04249).
Author information
Authors and Affiliations
Contributions
Gerasimos Kanellos: Formal analysis, Investigation, Writing—Original Draft.; Asimina Tremouli: Conceptualization, Methodology, Validation, Formal analysis, Writing—Review & Editing, Supervision; Petros Tsakiridis: Formal analysis; Emmanouella Remoundaki: Conceptualization; Gerasimos Lyberatos: Conceptualization, Methodology, Validation, Writing—Review & Editing, Supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kanellos, G., Tremouli, A., Tsakiridis, P. et al. Silver Recovery from End-of-Life Photovoltaic Panels Based on Microbial Fuel Cell Technology. Waste Biomass Valor 15, 75–86 (2024). https://doi.org/10.1007/s12649-023-02128-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-023-02128-1