
Abstract
A method of Baotou mixed rare earth concentrate leaching was investigated. According to the principle of complex leaching, the quadratic orthogonal regression experiment was used to investigate effect of six factors. An optimal condition of low energy and environment friendly was determined as follows: HCl acidity is 4 mol·L−1, AlCl3 concentration is 2 mol·L−1, reaction temperature is 85 °C, reaction time is 90 min, liquid to solid ratio is 35 ml·g−1, and stirring speed is 100 r·min−1. According to this condition, the leaching ratio of mixed rare earth concentrate is 76.5 %. The analyses of X-ray diffraction shows that bastnasite disappears, and the main peaks of filter residue is monazite and cheralite after leaching of HCl–AlCl3 solution. The result indicates that REFCO3 of the mixed rare earth concentrate can be dissolved, but REPO4 remains in the leaching residue. This method provides a way to separate and extract rare earth.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Bastnasite (REFCO3) is a magma-derived fluorocarbonate mineral containing 65 wt%–75 wt% rare earth oxides (REO). The two major sources in the world for lanthanides are bastnasite deposits at Mountain Pass, California (USA), solely for REE production, and Bayunebo, Inner Mongolia (China), mined primarily for iron ore and REE as a by-product. Monazite (REPO4) is an REE phosphate containing 55 wt%–65 wt% REO, associated with granites and beach sands in Australia, Brazil, and India [1]. The mixed rare earth ore is a paragenetic mineral that is composed of REFCO3 (bastnasite) and REPO4 (monazite and cheralite); it is an important rare earth resource, and it contains about 40 % important ore of rare earth industry minerals in the world [2]. This mineral is distributed in the Baiyunebo of Baotou and is considered to be the mineral that is hardest to decompose due to its complex composition [3, 4]. The proportion of REFCO3 and REPO4 in minerals is 9:1–1:1 in 1990s [5], and according to the analysis of minerals, this number becomes 6.5:3.5 in recent years [6]. Nowadays, the sulfuric acid calcinations method is mainly used to decompose mixed rare earth; however, the problem of this method releases SO2 and HF gases, which are difficult to be recycled economically. Environmental pollution is serious [7]. Some new green technologies of mixed rare earth concentrate have been investigated by many researchers, such as the method of Roasting with CaO and NaCl [8], the carbochlorination–oxidation method [9], or the method of roasting with CaO–NaCl–CaCl2 [10], etc., but these methods have not been applied to industry production.
In this paper, Baotou mixed rare earth concentrate was leached out by the method of hydrometallurgy. REFCO3 is a composite compounds, and the compositions are RE2(CO3)3 and REF3. Rare earth carbonate is easily dissolved in hydrochloric acid, but the rare earth fluoride is hard to be dissolved in hydrochloric acid. Previous investigations showed that Al3+ can form complex with F− strongly [11]. The HCl–ACl3 solution was used to leach out rare earth oxide and CaF2, the Baotou mixed rare earth concentrate was decomposed by CaO–NaCl–CaCl2. The experiment results show that the leaching ratio of RE2O3 and CaF2 is up to 70.8 % and 55.8 %, and the leaching ratio of RE2O3 and CaF2 is to 99.62 % and 98.56 %, respectively, when quintic contraflow leaching at the same parameters [12]. However, in this experiment, the unroasted Baotou mixed rare earth concentrate was leached by the HCl–ACl3 solution. Due to its high electronegativity and small ionic size, the fluoride ion is classified as a hard base, which has a strong affinity toward metal ions including Al3+, Fe3+, and La3+. Al3+ has a good affinity with fluoride ions based on the soft and hard acid base concept, which is frequently used in defluoridation [13–16]. Al3+ and F− easily generates a stable complex ion [AlF6]3− with stability constant of 6.9 × 1019. The metals in bastnasite and fluorite can be leached out by forming complex ions with Al3+. The important chemical reactions are given as follows:
The advantage of this method is that there is no HF and SO2, and the fluorine element can be transformed to a useful product in the follow-up process [17]. The leaching residue can be decomposed by NaOH. The whole process not only reduces energy consumption and environment pollution but also makes the resources more rationally utilized.
2 Experimental
2.1 Experimental materials
The mixed rare earth concentrate was supplied by Baogang Gaoke Rare Earth Co. Ltd. The particle size of the gray mineral by floating is below 40 μm. The chemical compositions are listed in Table 1. Other reagents in the experiment are AR grade.
2.2 Experimental process and analysis
The leaching experiments were performed in a 500 ml three neck glass flask connecting with a condenser pipe. A mechanical stirrer and a thermostat were facilitated to keep the reaction medium at constant temperature [18]. In the leaching process, HCl solution and AlCl3 solution was put into the reactor and then distilled water was added to a certain volume according to the orthogonal regression experiment design. After the reaction temperature was reached, a specific amount of the mixed rare earth concentrate sample was added to the HCl–AlCl3 solution and stirred. After a certain period of time, the solution was filtered. Leaching residue was dried in an oven with constant temperature at 120 °C for 30 min.
The mixed rare earth concentrate leaching ratio (%) = (mass of the mixed rare earth concentrate − mass of leaching residue)/mass of the mixed rare earth concentrate × 100 %. The calculation of theory indicated that the maximum leaching ratio of mixed rare earth is less than 77.98 %. The reproducibility of the measurements was averaged in triplicates. Relative standard deviations were within ±2.0 %. The phase compositions were determined in a D/max 2400 diffraction instrument with the Cu Kα.
2.3 Quadratic orthogonal regression experiment design
The initial HCl acidity of mixed solution, AlCl3 concentration of mixed solution, reaction temperature, reaction time, liquid to solid ratio, and stirring speed were selected as the studying factors. Forty-eight experiments were designed in accordance with these six factors regression in the quadratic orthogonal regression experiment including four experiments of zero level. We used the half implementing method. Table 2 is the encode table of six factors in the quadratic orthogonal regression experiment, γ = 1.896 [19–21]. The results of the mixed rare earth concentrates leaching ratio by the regression orthogonal experiment are listed in Table 3. The regression equation is obtained from the results shown in Table 3.
x i (x 1, x 2,…, x 6) is the code of the orthogonal regressive table factors, which take linear transformation, x i
Where y is the leaching ration of mixed rare earth concentrate, a 1 is the initial HCl concentrate (mol·L−1), a 2 is AlCl3 concentration (mol·L−1), a 3 is temperature (°C), a 4 is reaction time (min), a 5 is liquid to solid ratio (ml·g1), and a 6 is the stirring speed (r·min−1), Δ j is change spacing of a i.
The F test of the regression equation is listed as follows:
F = 6.4 > F (0.01) = 2.81 [20, 21]. The equation is conspicuous at 0.01 level. It is shown that the effects of the experiment on the leaching method of mixed rare earth concentrate can be described by this equation.
3 Results and discussion
3.1 Effect of the initial concentration of HCl acid
When AlCl3 concentration of mixed solution is 1.5 mol·L−1, liquid to solid ratio is 20 g·ml−1, reaction time is 90 min, stirring speed is 300 r·min−1 with reaction temperatures at 45, 65, and 85 °C, respectively. The mixed rare earth concentrate leaching ratio versus the concentration of HCl acid at different temperatures were calculated based on the regression equation (Fig. 1).

Mixed rare earth concentrate leaching ratio versus HCl concentration
The leaching ratio increases obviously with increasing the reaction temperature at the specific initial concentration of HCl acid (Fig. 1). When the concentration of HCl increases from 1 to 3 mol·L−1, the leaching ratio rapidly increases for all reaction temperatures in 45, 65, and 85 °C. The leaching ratio reaches maximum in 4 mol·L−1 HCl concentration in each curve. The leaching ratio increases 19.8 %, while the HCl concentration increases from 1 to 4 mol·L−1 at 85 °C.
3.2 Effect of AlCl3 concentration
The leaching ratio versus AlCl3 concentration was calculated based on the regression equation (Fig. 2). The AlCl3 concentration increased from 0.5 to 2.5 mol·L−1, while the reaction temperature is 65 °C, liquid to solid ratio is 20 g·ml−1, reaction time is 90 min, and the stirring speed is 300 r·min−1. Under this condition, the mixed rare earth concentrate leaching curves in 1, 2, and 3 mol·L−1 are obtained (Fig. 2).

Mixed rare earth concentrate leaching ratio versus AlCl3 concentration
The mixed rare earth concentrate leaching ratio increases with increasing the AlCl3 concentration from 0.5 to 2 mol·L−1 and reaches the maximum value at the AlCl3 concentration of 2 mol·L−1 for the three curves of specific HCl concentration. The leaching ratio almost do not change when the AlCl3 concentration increases from 2 to 2.5 mol·L−1 for the curves of 3 and 4 mol·L−1. This indicates that the AlCl3 concentration of 1.5 mol·L−1 is optimal enough for the best leaching efficiency. The leaching ratio increases 7 % when HCl concentration is 4 mol·L−1, and the AlCl3 concentration increases from 0.5 to 2 mol·L−1.
3.3 Effect of reaction temperature
The mixed rare earth concentrate leaching ratios versus the reaction temperature were obtained under the following conditions: HCl concentration is 4 mol·L−1, AlCl3 concentration is 2 mol·L−1, reaction time is 90 min, and liquid to solid ratio is 20 ml·g−1 with the stirring speed of 200, 300, and 400 r·min−1 (Fig. 3).

Mixed rare earth concentrate leaching ratio versus reaction temperature
The leaching ratio of rare earth concentrate rapidly increases with the temperature changing from 25 to 100 °C. However, leaching ratio effect of the stirring speed is not critical. When the stirring speed is 300 and 400 r·min−1, the leaching ratio increases by 57.19 % and 49.69 %, with the reaction temperature increasing from 25 to 100 °C, respectively. Then, the reaction temperature of 85 °C is the optimal condition considering the volatility of the hydrochloric acid and energy saving.
3.4 Effect of the reaction time
The effect of the reaction time on the mixed rare earth concentrate leaching ratio was obtained with stirring speed of 100, 200, and 300 r·min−1, while concentration of HCl is 4 mol·L−1, AlCl3 concentration is 2 mol·L−1, the reaction temperature is 85 °C, and the liquid to solid ratio is 20 ml·g−1 (Fig. 4).

Mixed rare earth concentrate leaching ratio versus reaction time
The leaching ratio increases with increasing the reaction time and the stirring speed. However, time and energy consumption need to be balanced. For time, 90 min is selected in this experiment with the leaching ratio 69.32 % at 300 r·min−1.
3.5 Effect of the liquid to solid ratio
The liquid to solid ratio is an important factor in chemical reaction. The following conditions have been used, 4 mol·L−1 HCl acidity, 2 mol·L−1 AlCl3, 85 °C as the reaction temperature, and 300 r·min−1. The results for 15, 60, and 90 min have been compared (Fig. 5).

Mixed rare earth concentrate leaching ratio versus liquid to solid ratio
The mixed rare earth concentrate leaching ratio increases with liquid to solid ratio increase from 10 to 30 ml·g−1. The maximum leaching ratio reaches to 76.73 % when reaction time is 120 min with the liquid to solid ratio is 30 ml·g−1. Effect of the reaction time is not obvious when the liquid to solid ratio is low. However, at higher liquid to solid ratio, the effects are obvious, while the leaching ratio is 3.9 % higher at 120 min than at 60 min reaction time. From the analysis above, the liquid to solid ratio of 30 ml·g−1 is the optimal ratio (Fig. 6).

Mixed rare earth concentrate leaching ratio versus stirring speed
3.6 Effect of stirring speed
The optimal conditions of five factors have been determined by the results analyzed above based on the orthogonal regression equation 4 mol·L−1 HCl acid mixed with 2 mol·L−1 AlCl3 as the liquid to solid ratio is 30 ml·g−1 and react at 85 °C for 90 min.
The leaching ratio slightly decreases with increasing the stirring speed under this condition. The stirring speed of 100 r·min−1 is determined as the optimal condition with 77.41 % leaching ratio.
3.7 Experimental verification on the optimal conditions
The optimal conditions of six major factors were obtained via the analysis based on the orthogonal regression equation and the consideration of energy saving and HCl volatility as follows: 4 mol·L−1 HCl acid mixed with 2 mol·L−1 AlCl3, the liquid to solid ratio being 30 ml·g−1, and reacting at 85 °C with 100 r·min−1 for 60 min. A triplet experiment set was preformed to verify this optimal condition. The F mixed rare earth concentrate exhibits an average value of 76.5 %, only 0.91 % difference with the value from the analysis results of orthogonal regression experiment. Therefore, the results obtained from the orthogonal regression experiment is much more reliable.
3.8 XRD analysis
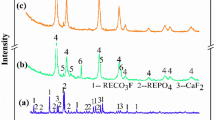
The mixed rare earths concentrate and leaching residue from the leaching experiment at the optimal experiment condition were analyzed by X-ray diffractometer (Figs. 7, 8).

XRD spectrum of mixed rare earth concentrate

XRD spectrum of leaching residue in optimal experiment condition
The XRD analysis shows that the mixed rare earths concentrate mainly consisted of REFCO3, REPO4, FeO n , and CaCO3 (Fig. 7), and the leaching residue mainly consisted of REPO4. Figure 8 shows that bastnasite disappears, and monazite still remains. It can be explained that REFCO3, FeOn, and CaCO3 were almost dissolved in the leaching progress by HCl–AlCl3 solution. Rare earth recovering from the leaching solution and complex anion of fluorine and aluminum retained in the solution that transformed into cryolite will be studied in other investigation.
4 Conclusion
The mixed rare earths concentrate was leached by HCl–AlCl3 solution. Using the method of quadratic orthogonal regression experiment, the effect of six factors on the mixed rare earth concentrate leaching ratio was investigated, and the regression equation was obtained. The optimal condition is determined as follows: HCl concentrate is 4 mol·L−1, AlCl3 concentration is 2 mol·L−1, reaction temperature is 85 °C, reaction time is 90 min, and stirring speed is 100 r·min−1. Using this condition for leaching experiment, the mixed rare earths concentrate leaching ratio reaches 76.5 %, which only has 0.91 % difference from the analysis results based on orthogonal regression equation. The result obtained with the orthogonal regression experiment is much more reliable.
The result of XRD analysis reveals that the major composition of the leaching residue is monazite, and cheralite, REFCO3, FeO n , and CaCO3 in the mixed rare earth concentrate are dissolved in the leaching solution. The result indicates that the REPO4 (monazite and cheralite) are not dissolved by HCl–AlCl3 solution in this experiment condition.
References
Moldoveanu GA, Papangelakis VG. Recovery of rare earth elements adsorbed on clay minerals: I. Desorption mechanism. Hydrometallurgy. 2012;117–118:71.
Wu ZY, Wu WY, Sun SC, Bian X, Tu GF. Study on escaping fluorine inhibition in calcining process of mixed rare earth concentrate. J Rare Earth. 2007;25(1):129.
Sun SC, Wu ZY, Bian X, Gao B, Wu WY, Tu GF. Influence of NaCl–CaCl2 on decomposing REPO4 with CaO. J Rare Earth. 2007;25(6):779.
Chi RA, Li ZJ, Peng C, Zhu GC, Xu SM. Partitioning properties of rare earth ores in China. Rare Met. 2005;24(3):205–9.
Xu GX. Rare earth, 2nd version (in Chinese). Beijing: Metallurgical Industry Press; 1995. 275.
Wu WY. Rare earth metallurgy (in Chinese). Beijing: Chemical Industry Press; 2005. 40.
Bian X, Chen JL, Zhao ZH, Yin SH, Luo Y, Zhang FY, Wu WY. Kinetics of mixed rare earths minerals decomposed by CaO with NaCl–CaCl2 melting salt. J Rare Earth. 2010;28(1):86.
Wu WY, Hu GY, Sun SC, Chen XD, Tu GF. Decomposition reaction of mixed rare earth concentrate and roasted with CaO and NaCl. J Rare Earth. 2004;22(1):53.
Zhang LQ, Zhang FC, Yao SH, Jiang LL, Wang XH. Rare earth extraction from mixed bastnasite–monazite concentrate by carbochlorination-oxidation. The China J P Soc Eng. 2007;7(1):75.
Wu WY, Bian X, Sun SC, Tu GF. Study on roasting decomposition of mixed rare earth concentrate in CaO–NaCl–CaCl2. J Rare Earth. 2006;24(1):23.
Martin BR. Ternary complexes of Al3+ and F− with a third ligand. Coord Chem Rev. 1996;41:23.
Bian X, Wu WY, Luo Y, Yin SH, Zhang B. Coordination leaching of rare earths oxide and CaF2 by HCl–AlCl3. J Rare Earth. 2010;28(3):322.
Kamga ET, Alonzo V, NjiKi CP, Audebrand N, Ngameni E, Darchen A. Preparation and characterization of charcoals that contain dispersed aluminum oxide as adsorbents for removal of fluoride from drinking water. Carbon. 2010;48(2):333.
Kumar E, Bhatnagar A, Kumar U, Sillanpää M. Defluoridation from aqueous solutions by nano-alumina: characterization and sorption studies. J Hazard Mater. 2011;186(2–3):1042.
Chen N, Zhang ZY, Feng CP, Zhu DR, Yang YN, Sugiura N. Preparation and characterization of porous granular ceramic containing dispersed aluminum and iron oxides as adsorbents for fluoride removal from aqueous solution. J Hazard Mater. 2011;186(1):863.
Wu XM, Zhang Y, Dou XM, Yang M. Fluoride removal performance of a novel Fe–Al–Ce trimetal oxide adsorbent. Chemosphere. 2007;69(11):1758.
Wang LS, Wang CM, Yu Y, Huang XW, Long ZQ, Hou YK, Cui DL. Recovery of fluorine from bastnasite as synthetic cryolite by-product. J Hazard Mater. 2012;209.
Wang LS, Yu Y, Liu Y, Long ZQ. Centrifugal extraction of rare earths from wet-process phosphoric acid. Rare Met. 2011;30(3):211.
Wu WY, Sun SC, Tu GF. Mechanism of decomposing of monazite in action of calcium oxide. J Northeastern University (Natural Science). 2002;12:1158.
Zhu WY, Duan XD, Dang M, Fu LK. Application of optimal design in the industry. Shenyang: Liaoning Science and Technology Press; 1993. 724.
Cao GP, Zhu ZN, Dai YC. Chemical experimental design and data processing. East China University of Science and Technology Press, 2009. 65.
Acknowledgments
This work was financially supported by the National Nature Science Foundation of China (No. 51174115), National Outstanding Youth Science Foundation of China (No. 51025416), and Program for Changjiang Scholars and Innovative Research Team in University (No. IRT1065).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Li, M., Zhang, XW., Liu, ZG. et al. Mixed rare earth concentrate leaching with HCl–AlCl3 solution. Rare Met. 32, 312–317 (2013). https://doi.org/10.1007/s12598-013-0034-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-013-0034-0