
Abstract
The effect of thermomechanical treatments on the microstructures and properties of Cu–2.1Ni–0.5Si–0.2Zr alloy was investigated. The hot-rolled plates were solution treated at 920 °C for 1.5 h, quenched into water, cold rolled by 70 % reduction in thickness, and then aged at 400, 450 and 500 °C for various times. The variation in tensile strength and electrical conductivity of the alloy was measured as a function of the aging time. The results show the peak strength value of 665 MPa for the alloy aged at 450 °C for 2 h. However, the electrical conductivity is observed to reach a maximum of 47 % IACS aged at 450 °C for 8 h. OM, SEM, and TEM were used for microstructural inspection of the alloy. Precipitation occurs preferentially at deformation bands in the cold-rolled alloy. Properties behavior is discussed in the light of microstructural features.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Cu–Ni–Si alloys are widely used for electrical parts such as electronic signals between devices and circuits and fixes devices on circuit boards and other lead frames due to their high strength and high electrical conductivity [1–3]. The high strength is caused by the nanoscale precipitates in the alloy during aging [4–6]. The precipitation reaction can not only improve strength but also restore the electrical conductivity of the alloy by depletion of the solute elements from the matrix. Age hardening in this system was first investigated by Corson [7] and the precipitating phase responsible for the hardening was identified as δ-Ni2Si based on quasi-binary section of the Cu–Ni–Si ternary diagram. Lockyer and Noble [8, 9] found that the structure of δ-Ni2Si was orthorhombic on the route of aging the Cu–2Ni–1Si alloy. Zhao et al. [10] have found a (Cu,Ni)3Si with DO22 ordering structure nucleating from the modulated structure and a δ-Ni2Si phase with disc-like structure appearing in (Ni,Si)-rich regions when aging Cu–3.2Ni–0.75Si at 450 °C.
Moreover, up to now, most of the previous studies focused on the precipitates of Cu–Ni–Si alloys and additional P, Cr elements to improve the strength [11–13]. In this study, the effect of microstructure and mechanical properties of Cu–2.1Ni–0.5Si–0.2Zr alloy after cold deformation was investigated. The relationship between mechanical properties and the microstructure was characterized to optimize the thermomechanical treatments process of Cu–2.1Ni–0.5Si–0.2Zr alloy.
2 Experimental
Cu–2.1Ni–0.5Si–0.2Zr alloy was supplied by Luoyang Copper Co. as hot-rolled plates with a thickness of 5 mm after casting. The chemical composition of Cu–2.1Ni–0.5Si–0.2Zr alloy was measured by SPECTROLAB spectrometer. The compositions of the experimental alloys are shown in Table 1. The hot-rolled plates were solution treated at 920 °C for 1.5 h, quenched into water, cold rolled by 70 % reduction in thickness, and then aged at 400, 450 and 500 °C for various times.
Tensile tests were performed using WDW3200 Microelectronics universal test machine with crosshead speed of 2 mm min−1. The specimens as shown in Fig. 1 were fabricated from the aging treatment for tensile tests. Electrical conductivity test was carried out on 7501 eddy current conductivity meter. Microstructures were observed by Zeiss Axiovert 200MAT optical microscope. The specimens were polished and etched by using a solution of 5 g (FeCl3 + 6H2O) + 12.5 ml HCl + 100 ml H2O. The TEM samples were prepared by a conventional electropolishing method using an electrolyte of 25 vol% HNO3 and 75 vol% CH3OH at −30 °C. The microstructures of the foil samples were observed using JEM 2100 LaB6 TEM with an operation voltage of 200 kV.

Sample used for tensile test
3 Results
3.1 Tensile strength and electrical conductivity
The variation in strength values of the alloy aging at temperatures of 400, 450 and 500 °C after 70 % cold deformation is shown in Fig. 2a. The cold-rolled alloy shows a peak strength value of 505 MPa, which increases to a maximum value of 645 MPa after an aging time of 4 h at 400 °C. Subsequent aging for a long time leads to a continuous decrease in strength value. The strength of this alloy reaches to 580 MPa after aging for 16 h. In contrast, the cold-rolled alloy indicates a peak strength value of 665 MPa achieved after 2 h of aging at 450 °C. Subsequently, the strength value decreases rapidly with aging time and reaches to a value as low as 510 MPa after 16 h of aging. Figure 2a also incorporates the variation in strength values of the alloy aging after aging at 500 °C. The above treatment provides a peak strength value of 625 MPa, observed after an aging time of 1 h. The strength value then progressively decreases and reaches to 430 MPa after an aging time of 8 h.

Effect of aging temperature on a the tensile strength, and b the electrical conductivity of the Cu–Ni–Si–Zr alloy
The aging of the alloy also influences electrical conductivity, which is shown in Fig. 2b. It is evident that the electrical conductivity of the alloy rapidly increases during early stages of aging process. Approximately 80 % of the maximum conductivity is restored between 1 and 4 h of aging depending on the initial treatment of the alloy. Subsequently, there is a slow rise in its electrical conductivity up to 8 h of aging and then it becomes nearly constant with further increase in aging time up to 16 h. The conductivity of the cold-rolled alloy is observed to be 22 % IACS and increases rapidly to approximately 35 % after 4 h of aging at 400 °C. In contrast, the aging response of this alloy is more rapid and the conductivity value increases to 35 % IACS only after 1 h when aging at 450 °C, and the conductivity value increases to 35 % IACS only need 40 min aging at 500 °C. The electrical conductivity of 38 % IACS, 43 % IACS and 47 % IACS is achieved with this alloy after aging the sample for 16 h at 400, 450 and 500 °C, respectively. The variation in strength and electrical conductivity of the alloy is due to the change of the microstructural during the heat treatment of the alloy, which will be discussed in the following section.
3.2 Microstructure features
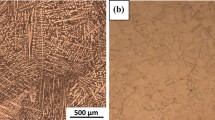
The optical microstructure of the Cu–Ni–Si–Zr aging samples after 70 % cold rolling is shown in Fig. 3. Cold rolling of the solution-treated alloy generated large number of deformation and slip bands within the grains.

Optical images of Cu–Ni–Si–Zr alloy: a no aging, b 450 °C × 1 h, c 450 °C × 2 h, and d 450 °C × 8 h
Deformation of grains during cold rolling gives rise to highly strained regions as slip bands. These slip bands act as nucleation sites for further precipitation during subsequent aging treatment.
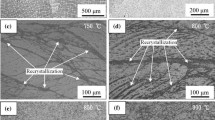
It can be seen (Fig. 4) that a large number of deformation bands and slip bands distribute within the grain, which arise from the high degree of cold deformation. With prolonged aging time, the mount of the second-phase particles within the matrix of the precipitates increases in number, and the size of particles and square lattice spacing increases in size. The sample aging for 2 h at 450 °C results in distinct precipitation at the deformation bands. The alignment in one direction shows that the precipitation occurs basically on the deformation bands or slip lines. Small precipitates along the dislocation distributions make the strength increase rapidly. A large amount of small particles precipitating selectively at dislocations and boundaries might in turn retard the rearrangements of dislocations, the movement of boundaries, and the recrystallization, which make the strength reach a peak of 665 MPa.

SEM of Cu–Ni–Si–Zr alloy: a 450 °C × 1 h, and b 450 °C × 8 h
The electron micrographs and electron diffraction patterns of Cu–Ni–Si–Zr alloy solution treated at 920 °C for 1.5 h, water quenched and cold rolled to 70 % reduction, and then aged at 450 °C for 2 and 8 h are shown in Fig. 5. Figure 5a, c shows the TEM bright-field images aged at 450 °C for 2 and 8 h and their corresponding electron patterns are shown in Fig. 5b and d, respectively. The results showed that a large amount of disc-shaped particles had precipitated on {110} matrix planes in the alloy during aging [9]. These precipitates have a structure corresponding to δ-Ni2Si, which is orthorhombic. It appears that these precipitates can act impenetrable obstacles to prevent dislocation movement during cold rolling. The average precipitates diameters are 20 and 70 nm, respectively.

TEM images of Cu–Ni–Si–Zr alloy: a 450 °C × 1 h, b diffraction pattern for Fig. 4a, c 450 °C × 8 h, and d diffraction pattern for (c)
4 Discussion
Cold rolling of the alloy results in a high density of dislocations and deformation bands, which depends on the degree of deformation. These are clearly seen in Fig. 4. The dislocations and deformation bands generated during cold rolling act as nucleation site for further precipitation during aging treatment [14]. Therefore, precipitation has been observed to occur preferentially at the deformation bands in the alloy after cold rolling. A high dislocation density gives a large number of nucleation sites and therefore a faster rate of precipitation and growth. The (Ni,Si)-rich phase of the spinodal modulated structure was found at 450 °C for 1 h, as clearly seen in Fig. 5a. The δ-Ni2Si phase that has an orthorhombic structure appeared during further aging [15].
The strength and electrical properties of the alloys are greatly influenced by the microstructural changes that take place during the aging treatments. The strength is controlled by the size and distribution of precipitates, whereas the conductivity is governed by the amount of solute in solid solution. The response of solution-treated and cold-rolled alloy is attributed to the faster rate of precipitation after solution treatment and cold rolling, as cold rolling renders a high density of slip bands and dislocations in the matrix. The defects in the matrix act as potential sites for further nucleation of precipitates [16]. Also, the absence of precipitates in solution-treated alloy leads to a faster nucleation rate in the initial stages of aging. This explains the rapid increase in tensile strength and electrical conductivity of solution-treated and cold-rolled alloy in the initial stages of aging. With prolonged aging time, the number of precipitates increases where the size of particles and square lattice spacing decreased, so the strength reaches the peak. When precipitate and the matrix interface coherent or semicoherent relationship disappear, the particle distribution became nonuniform, particle spacings increase, and the precipitates coarsen, which do not act as an effective barrier against the dislocation motion. These will lead the strength to decrease. As for electrical conductivity, the value is low after solution treatment, which results from the observation that solute atoms go into solid solution and act as scatterers of conducting electrons. However, faster increase in conductivity with aging time can be attributed to the faster precipitation and therefore faster solute depletion of the matrix, which leads to a rapid increase in conductivity.
5 Conclusion
At early stage of aging, the tensile strength and electrical conductivity increase rapidly. Then, the tensile strength decreases slowly after reaching the peak, whereas the conductivity continues to rise.
A tensile strength as high as 665 MPa is achievable in the alloy aged at 450 °C after its hot rolling and solution treatment at 920 °C for 1.5 h followed by cold rolling to 70 %. Precipitation occurs preferentially at deformation bands in the cold-rolled alloy.
During the aging in Cu–2.1Ni–0.5Si–0.2Zr alloy, there are three different transformation products: a modulated structure resulting from spinodal decomposition and a δ-Ni2Si phase with disc-like structure appearing in (Ni,Si)-rich regions.
References
Qing L, Li Z, Wang MP. Phase transformation behavior in Cu–8.0Ni–1.8Si alloy. J Alloy Compd. 2011;509(8):3617.
Xie SS, Li YL, Zhu L. Progress of study on lead frame copper alloy and its implementation in electronic industry. Rare Met. 2003;27(6):769.
Yu FX, Cheng JY, Ao XW. Aging characteristic of Cu–0.6Cr–0.15Zr–0.05 Mg–0.02Si alloy containing trace rare earth yttrium. Rare Met. 2011;30(5):539.
Rensei F. Development of copper alloy for lead frame. J Jpn Copper Brass Res Assoc. 1997;36(1):25.
Fujiwara H, Kamio A. Effect of alloy composition on precipitation behavior in Cu–Ni–Si alloys. J Jpn Inst Met. 1998;62(4):301.
Grylls RJ, Tuck CDS. Identification of orthorhombic phase in a high strength cupronickel. Scr Mater. 1996;43(1):121.
Corson MG. Electrical conductor alloy. Electr World. 1927;89(1):137.
Lockyer SA, Noble FW. Fatigue of precipitate strengthened Cu–Ni–Si alloy. Mater Sci Technol. 1999;15(10):1147.
Lockyer SA, Noble FW. Precipitate structure in a Cu–Ni–Si alloy. J Mater Sci. 1994;(29):218.
Zhao DM, Dong QM, Liu P. Aging transformation in Cu–3.2Ni–0.75Si alloy. Trans Nonferrous Met Soc China. 2003;13(2):258.
Rdzawski Z, Stobrawa J. Thermo-mechanical processing of Cu–Ni–Si–Cr–Mg alloy. Mater Sci Technol. 1993;9(2):142.
Kim YG, Seong TY, Hah JH, Ardell AJ. Effect of heat treatment on precipitation behavior in a Cu–Ni–Si–P alloy. J Mater Sci. 1986;21(4):1357.
Kim YG, Ryu C. Designing an advanced copper-alloy lead frame material. Semicond Int. 1985;8(4):250.
Srivastava VC, Schneider A, Uhenwinkel V. Age-hardening characteristics of Cu–2.4Ni–0.6Si alloy produced by the spray forming process. J Mater Process Technol. 2004;(147):174.
Zhao DM, Dong QM, Liu P. Aging behavior of Cu–Ni–Si alloy. Mater Sci Eng A. 2003;(A361):93.
Srivastava VC, Schneider A, Uhenwinkel V. Effect of thermomechanical treatment on spray formed Cu–Ni–Si alloy. Mater Sci Technol. 2004;(20):839.
Acknowledgments
This project was financially supported by the Project of National “863” Foundation of China (No. 2006AA03Z522) and Science and Technology of Beijing (No. 10231103).
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Xiao, XP., Xiong, BQ., Wang, QS. et al. Microstructure and properties of Cu–Ni–Si–Zr alloy after thermomechanical treatments. Rare Met. 32, 144–149 (2013). https://doi.org/10.1007/s12598-013-0024-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-013-0024-2