
Abstract
Laser-based Direct Energy Deposition (L-DED) is one of the most commonly employed metal additive manufacturing technologies. In L-DED, a laser beam is employed as a heat source to melt the metal powder that is deposited on a substrate layer by layer for the generation of a desired component. The powder is commonly fed through a nozzle into the molten pool by means of a carrier gas and therefore, a nozzle design that ensures optimal deposition of the material is of critical importance. Additionally, its design also affects the powder and gas flows that arise in the nozzle and during the deposition. This, in turn will affect the characteristics of the generated clad and the performance of the whole deposition. Therefore, an optimization of deposition nozzle geometry can be as important as the controlling of deposition process parameters in order to obtain best component qualities. In this context, the present review work is aimed at analysing the different nozzle designs employed in powder-based L-DED processes and the influence of different geometrical features and configurations on the resulting powder and gas flows. Concretely, the main characteristics of each design, their advantages and their possible shortcomings are analysed in detail. Additionally, a review of most relevant numerical models employed during the development of new and optimised nozzle designs are also addressed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metal additive manufacturing (AM) processes are gaining the attention of high-tech industries such as the automotive, aerospace and biomedical due to the design flexibility, reduced material waste and process automation they provide. Among the metal AM technologies, Laser-based Direct Energy Deposition (L-DED) is one of the most commonly employed by industry mainly because its integration in manufacturing workshops is relatively easy [1]. The L-DED process is a laser-based AM technology that enables the generation of completely functional components through the deposition of melted metal powder into a melt pool previously formed by the laser/substrate interaction in a layer by layer fashion. The powders are delivered through a nozzle by means of a carrier gas and usually a shielding gas is delivered to the deposition area as well to minimise metal oxidation during the process. Then, either the surface that works as substrate material or the deposition nozzle follow a specific path in order to generate the desired geometry layer by layer through the relative movement between substrate and nozzle. As the heat source travels away, the molten material solidifies and generates a track [2].
Regarding the application of the L-DED process, apart from the generation of functional components, the L-DED technology is also employed for the repair of worn or damaged metal components [3]. Furthermore, some industries are already using this technology for the creation of functionally graded materials (FGM) in which different materials are employed to build a single component and obtain different mechanical properties along different directions [4]. Researchers and industry continue to be interested in laser-based metal deposition techniques, because of their unique advantages in applications such as surface coating and quick manufacturing compared with the larger-grained clads produced by conventional build-up techniques [5, 6]. This technology has also shown a good performance in coating, part repair and manufacturing productivity [7,8,9,10]. The additive nature of laser cladding combined with the unique laser beam characteristics has given this approach several distinct advantages, including a limited heat affected zone.
Although DLD technology presents many advantages over conventional manufacturing processes, it also shows some shortcomings in regard to the dimensional tolerances and surface quality achievable. Delamination, crack formation [11], porosity [12] and part deformations [13] are the most common shortcomings of this technology [14]. In order to minimise their negative effects, researchers are focusing their efforts on controlling and optimising process parameters [15]. Furthermore, problems related to the heat generated during the process, cooling rates and thermal gradients must be addressed to optimise microstructural characteristics as well [16]. It is worth noting that deposition nozzle design plays an important role in powder delivery and deposition and must be taken into account. Regarding the issues related to the nozzle design, it is clear that it has a direct effect on the powder delivery and the shielding performance, as its design defines both the powder and gas flows [17].
Consequently, studying the underlying physics that defines and determines the nozzle performance is essential to improve the process understanding and also to control and optimise it. Several researchers have focused their efforts on the development of numerical models for investigating the influence of process parameters on the deposition performance together with the effects of powder and gas flows [17,18,19]. However, due to the process's complexity there is still much work to be accomplished.
Most works published in the literature are focused on the analysis of the influence of process parameters in order to control and optimise the characteristics of melt pool, the porosity and the mechanical and microstructural properties of the generated components. However, there are other issues, such as powder waste and process productivity that should also be taken into account, especially taking into account the high cost of feedstock material in additive manufacturing of metals. This powder waste is directly related to the so-called catchment efficiency that is the total amount of powder particles delivered by the feeding system that actually fall into the melt pool. This catchment efficiency depends on several parameters, such as the nozzle geometry, the feeding system and the characteristics of powder particles [20].
In this context, this paper is aimed at providing a review of the research focused on investigating the effects of deposition nozzle design on the performance of powder-based L-DED process. The main objective of this work is to summarise the effects of different nozzle design features on the powder and gas flows. The review paper is structured as follows. In the next section, the L-DED metal AM technology is introduced with a special emphasis on the main components of L-DED systems. Then, the different nozzle designs currently available are presented. In particular, the research works that analyse the advantages and shortcomings of different designs are reviewed. Next, the influence of process parameters on the nozzle performance are discussed based on numerical models reported. Following this discussion, in Sect. 5 of the paper, relevant and recent advances on powder and gas flow modelling are presented in more detail. Then, based on the conducted literature review, general recommendations for the design of optimal L-DED deposition nozzles are provided and a nozzle design approach is proposed. Finally, in Sect. 7, the main conclusions made based on the conducted review are discussed.
2 Laser-Based Direct Energy Deposition Process
L-DED is an AM process that employs a laser as a heat source to melt a metal in powder or wire form and a nozzle to deposit it on a substrate. The nozzle and the laser follow a pre-defined path to generate the desired 3D geometry layer by layer [2]. Figure 1 shows a schematic diagram of the L-DED process where its main components are introduced. A laser beam is employed to create a melt pool on a substrate. The shielding gas, also known as nozzle gas, provides inert atmosphere into the laser-material interaction area and thus to minimise any potential oxidation of deposited layers. Despite its beneficial effect on the process performance, there is also an issue regarding the shielding gas that must be considered. Shielding gas might cool down the substrate through convection which causes the formation of porosities [21, 22]. The carrier gas provides the required drag force for the flow of powder particles into the laser focus area. As shown in the figure, there is a certain region in which powder particles and laser should converge that is called the convergence zone.

Schematic diagram of powder-based DLD process
L-DED can be used to create parts directly without the use of any support structures. Consequently, one of the most important applications of this technology is the direct manufacture of high-added-value components from a range of advanced alloys. As mentioned above, other L-DED applications are the repair of damaged parts through the deposition of material in the damaged or worn areas and for cladding functional high-performance materials on components. The geometry of the deposited material and its structural properties are mainly determined by the melt pool characteristics, the material employed and the cooling cycle [23, 24].
As for the powder flow required, a carrier gas is used to drive the metallic powder into the laser focus zone where there is an interaction between the laser, powder flow and gas flow. After that, the powder is deposited and the substrate material absorbs part of the laser energy and a molten pool is formed that contains both molten metal and powders. The laser beam follows a pre-programmed path to move away from the molten pool and the material solidified.
Regarding the powder delivery process and according to the feed orientation relative to the heat source, as it is shown in Fig. 2, there are five different techniques currently available [25, 26]: (1) off-axis powder injection [27], (2) discrete coaxial powder [28,29,30], (3) continuous coaxial powder injection [31], and (4) inside-beam powder [32]. In addition to these systems, there are ultrasonic vibration powder systems that include off-axis powder injection [33], discrete coaxial powder [34] and continuous coaxial powder injection [35]. Those systems do not employ carrier gas so they are also called gas free L-DED systems. Among the available arrangements, coaxial nozzles are the most employed. It is worth noting that only the continuous coaxial and the discrete coaxial methods have omnidirectional capabilities [36,37,38].

Types of nozzles depending on the powder distribution: a off-axial, b continuous coaxial nozzle, c discrete coaxial nozzle and d, e inside-beam powder [26]
Considering the importance of nozzle design on the L-DED performance, some researchers have focused their efforts on the development of CFD numerical models that can help in understanding the effects of design parameters on the powder and gas flow fields occurring inside them. Numerical simulations of nozzle designs can be used to understand the effects of gas flow, powder feed rates, powder concentration and size distribution on the flow fields generated. One of the most challenging phenomena to simulate in this process is the displacement of the powder particles in the gas medium. Nozzle designs affect both the speed and the direction of the powder flows. The stability of this powder flow and then the melt pool influence the stability of the whole process and the quality of the deposited layers together with the deposition parameters.
The nozzle is one of the main L-DED functional components as it is responsible for the delivery of both powder and shielding gas. Concerning this, in the following section an in depth analysis of the types of nozzles available is provided and their advantages and shortcomings are discussed.
3 Different Types of Nozzle Designs
The most important consideration in designing a nozzle is that it must ensure a focus point between the laser beam and the powder flow as melt properties and the catchment efficiency depend on them. Therefore, different powder delivery systems and deposition nozzle geometries have been developed. Figure 2 depicts schematically five different types of powder delivery techniques.
Newly developed nozzle designs are mainly based on prior experience or on the re-design of existing nozzle designs.
3.1 Off-Axial Powder Feeding
Off-axis powder feeding was created for coating shafts and other geometries where the deposition approach is unidirectional. Its main characteristic is that powder is fed by a system separated from the main nozzle. Figure 3 shows an example of an off-axis powder feeding nozzle.

Diagram of a nozzle with off-axis powder feeding system [39]
The geometry of the nozzle determines some characteristics of the gas-powder stream, such as the vertical axis point, molten pool vertical separation (also known as standoff distance) [39, 40] and main and secondary flow gas velocity. The internal geometry of these nozzles is typically a circular and converging–diverging one [39]. To avoid choking, it is recommended the off-axial nozzles delivering the support gas jet to be slanted at various angles relative to the laser beam. The powders are infused into the powder nozzle using cylindrical inlets from the feeding system [41] and they bounce against the nozzle walls as they follow their path. These collisions determine the powder concentration distribution and dispersion in the focus point. Design parameters that have the greatest influence on the process performance are the nozzle design itself, particularly the nozzle diameter, the distance between off-axial nozzles and the laser beam, inclination in respect to the laser beam direction. It is important to control these parameters so that a straight and non-turbulent flow can be ensured.
According to their applications, off-axis nozzles with a lateral feed system are the most commonly utilised ones. When these nozzles are employed, relatively high deposition rates can be achieved and a shielding gas can also be added to the system.
Regarding the shortcomings of the off-axis nozzle design, it has been shown that the deposited layer has a shape consistency only in one direction, especially when the laser head moves along a straight line or when the substrate spins [39, 42]. Therefore, it can be stated that off-axis powder feeding nozzles are only suitable for 2D applications such as thin layer preparation and also for cladding shafts and axisymmetric components in general. Additionally, they have a relatively poor catchment efficiency. As an example of this, in the work by Dias et al. [43] authors compared catchment efficiencies achievable in off-axis and coaxial nozzles that can reach values of 20% and above 30% respectively.
3.2 Coaxial Nozzle
The main characteristic of coaxial nozzle designs is that the delivery of both laser beam and powders are coaxial to each other. As it is shown in Fig. 4, depending on the way the powder and shielding gas are delivered, nozzle designs fall into two types, i.e. continuous or discrete coaxial nozzles. Coaxial discrete nozzles have been designed as an evolution of off-axis nozzles.

The two types of coaxial nozzle designs depending on the powder delivery: (a) continuous and (b) discrete coaxial nozzle [39]
In the following two sub-sections, both alternatives are further analysed and discussed.
3.2.1 Continuous Coaxial Nozzles
Continuous coaxial nozzles (Fig. 4a) consist of coaxial cones spaced apart by a given value that are defined by their annular outlets. The powder stream encloses the laser beam into a conical shape and both the cone and laser beam are coaxial. In this type of nozzles, powder particles (mixed with the carrier gas) are distributed in a conical annular channel that surrounds the laser beam. These systems are known as continuous because the powder particles flow from everywhere along the annular space. The annular coaxial nozzle's internal structure consists of concentric cones with gaps between them through which the powder, carrier gas and shielding gas are fed. These gaps can be adjusted according to powder size distributions, and it is an important parameter to consider, as it may affect the flow fields in the nozzle and therefore the performance of the deposition. In addition, cone angles also must be considered when designing an L-DED nozzle.
One of the main advantages of continuous coaxial nozzles is that they can improve the nozzle efficiency because the cone angles can be changed to adjust the size of the laser beam into the deposition area [39]. However, their tilting is limited due to the action of gravity on the powder cone [44]. Experiments suggest that with a maximum tilt angle of 20°, this nozzle may function satisfactorily [45]. An additional benefit of these adjustment capabilities is that at the nozzle exit a uniform and homogeneous powder flow can be ensured.
According to the nozzle tip position, coaxial continuous nozzles can also be divided into inward and outward nozzle designs as shown in Fig. 5 [46]. Inward design (Fig. 5a) is a continuous coaxial nozzle design and the outward design (Fig. 5b) is the also known as an Extreme High Speed Laser Material Deposition (EHLA) nozzle [47].

Coaxial nozzle designs depending on the nozzle tip position: a inward and b outward [46]
The inward coaxial design has an advantage as the powder is delivered from the centre with bouncing to the extended wall of the nozzle, which ensures a convergence of the particles in the focal point. Figure 6 shows a schematic diagram of this bouncing phenomena that occurs in inward coaxial nozzle designs. Additionally, by selecting an inward coaxial nozzle design, the ejecting effect of the inner shielding gas [28, 48] can be decreased as the powders bounce from the nozzle surface into the centre of the nozzle (see Fig. 6) and this determines the powder distribution [49, 50].

Tip section shows the powders bouncing for inward coaxial nozzle design
On the other hand, the powder is melted somewhere above the substrate in nozzles with the outward coaxial (EHLA) design and therefore is delivered in a liquid state to the melt pool. This process reduces significantly the time needed for melting the powder in the melt pool and thus allows an increase of the feed rate from a few metres to hundreds of metres per minute. So, very high production rates can be achieved. Another advantage of the so-called EHLA systems is that they require a very low heat input, which leads to minimal distortions of the depositions and a reduced heat affected zone (HAZ). With this nozzle type, layer thickness between 10- 200 µm can be employed while dilution zone is smaller than 5 µm [51] and minimal porosity values below 0.15% can be ensured [52]. However, this design has some limitations, too. In particular, the EHLA nozzle designs are not suitable for non-rotational depositions and cannot be employed with reflective materials, such as pure copper for example [47, 53].
One of the main issues of coaxial continuous nozzle designs (see Fig. 4a) is that the inner shielding gas may eject the powder out of the focus point if the deposition parameters are not optimised for each specific nozzle design [48]. Different solutions have been suggested in the literature to address this issue. One of the possible solutions is to change the inner geometry of the nozzle by adding some corners (Fig. 7), so that powder streams follow different trajectory angles after hitting the nozzle surface. This change in the nozzle wall geometry ensures that, when powders hit the nozzle surface, they change their flow direction. This may have a similar effect to the one shown in Fig. 6 for the inward coaxial nozzle reducing the ejection effect of the powder. This phenomenon between particles and corners that is also common in the pipe erosion field has been simulated in the literature [54,55,56,57,58]. In Sect. 4 of this paper, more information about the bouncing phenomena will be introduced.

Continuous coaxial nozzle design with some corners [17]
The use of ventilation has also been proposed as an alternative for decreasing this possible ejection effect of the inner shielding gas as shown in Fig. 8. Concretely, in this alternative solution a ventilation or vacuum channel is added to the design. This channel separates the shielding gas flow from the powder delivery flow and reduces the interaction between them and, in turn, decreases the above mentioned ejection effect. Another solution is a pressure reduction of the inner shield gas to zero while increasing its velocity, which pushes the powders to the centre of the nozzle [18, 19, 59].

Continuous coaxial nozzle design with a ventilation channel [60]
The continuous feeding system ensures a constant flow of powder into the melt-pool. The carrier gas helps a controlled amount of powder to be delivered into the laser-material interaction area by using either a coaxial or off-axial (lateral) nozzle setups. However, it should be noted that the coaxial nozzles have shown to have a greater catchment efficiency when compared to off-axis nozzles with their skewed powder-laser energy distribution [43].
3.2.2 Discrete Coaxial Nozzles
Discrete coaxial nozzles (Fig. 4b) have been created to achieve a multidirectional deposition at a reasonable cost. Their operation is based on a series of discrete injectors positioned around the nozzle's rotational axis, with powders delivered coaxially to the laser beam. This configuration generates a cone coaxial to the laser beam axis. This conical shape is specific to those configurations where three or more discrete powder jets are utilised. The symmetry rises with the increase of the number of distinct powder jets. Usually, three or four injectors are employed while each of them has its own powder flow control. The same result can be achieved by using separate powder nozzles for each powder jet [39, 61]. It is worth noting that the discrete coaxial nozzles may be tilted up to 180º, which allow a multi-axis deposition to be achieved [30, 45]. The main disadvantage of this nozzle design is that the powder flow is not uniform as a consequence of its working principles.
By comparing both continuous and discrete coaxial nozzle designs, it has been shown that continuous nozzles have an improved performance. Concretely, Zhong et al. [62] conducted a comparative analysis of their performance when used to manufacture Inconel 718 components. It was observed that continuous coaxial nozzles enabled the generation of tracks with 18% higher height, a higher deposition rate and 8 m/s powder velocity. On the other hand, due to the powder bouncing effect, the discrete coaxial 3-jet nozzle design was found to offer a greater accessibility for creating features in 3D-applications but had a lower capture efficiency than the coaxial nozzle layout [26, 62]. In addition, changes in the powder stream density of discrete nozzles in different deposition directions were reported that resulted in varying deposit geometry [26].
3.3 Inside Beam Powder Nozzle
Inside beam powder nozzles are an alternative to the coaxial nozzles. Figure 9 shows a schematic diagram of the so-called inside beam powder nozzles. As it can been seen in the figure, this design includes a powder feeding tube that starts somewhere outside the main nozzle and is introduced vertically and coaxially inside the laser nozzle. The vertical direction is advantageous to benefit from the gravity in the powder delivery [32]. The system ensures good laser and powder coupling in a focus point and also a low energy loss. Additionally, as shown in the figure, the laser nozzle has a space inside for adding and relatively easy replacement of powder tubes of different sizes that can be considered another advantage in terms of easy nozzle maintenance.

Schematic diagram of an inside beam coaxial nozzle [32]
The main disadvantage of this design is that they are not suitable for applications where the substrates are not normal to the nozzle [32]. Additionally, layer thickness that can be deposited is lower than in other nozzle designs. However, there is still further research to be done in order to properly understand and control the performance of inside beam coaxial nozzles.
Finally, a summary of the main characteristics of the nozzles’ design analysed and discussed in Sect. 3 are presented in Table 1 together with their advantages and limitations.
4 Influence of Process Parameters on Nozzle Performance
In this section, the effects of process parameters on nozzle performance are analysed with special focus on those affecting the powder flow. The most relevant numerical simulation models reported in the literature that study powder and shielding gas flows are reviewed too.
4.1 Powder and Gas Flows
Lin et al. studied the effects of different coaxial nozzle exit configurations on the powder flow characteristics and noted that nozzle geometry had a great effect on the flow [46]. Different parameters were considered when powder flows along the nozzle and their trajectories from the nozzle exit were analysed [17]. For instance, collision and bouncing phenomena occurring in the nozzle should be considered. Figure 10 shows the results obtained when the influence of collision and bouncing parameters on the powder distribution at the nozzle exit were investigated. Concretely, the figure shows the process simulation results when different bouncing parameters were considered for 20 µm powder particles assuming elastic (Fig. 10a) and non-elastic (Fig. 10b) rebounds.

The powder transport toward the substrate considering a elastic and b non-elastic rebounds [63]
As it can been seen in the figure, the type of interaction between the powder and the nozzle walls, i.e. whether these are elastic or non-elastic impacts, influences the resultant powder flow in the nozzle exit. It can be stated based on the results that powder flow is more stable and better controlled in the case of non-elastic interaction of powder particles with the nozzle walls. It is seen that in the case the flux reaches a stabilized shape in the form of a cylinder with a lower focus point when compared to the elastic condition [63, 64].
As mentioned, the elastic contact condition between powders and the inner wall of the nozzle has a substantial effect on the powder stream convergence during the powder travel through the nozzle. In an ideal situation, the powder stream will be parallel to the passage wall, maintaining a straight trajectory both in and outside of the nozzle and thus forming a flawless powder stream and convergence. Multiple collisions between powders and the inner walls of the passages caused the powder stream to diverge after exiting the nozzle, resulting in a large and dispersed powder spot. Further simulations showed that designing a longer conveying tube was beneficial and enhanced the powder stream convergence; concretely, when the length exceeded 10 mm, the powder stream had an excellent convergence and a uniform Gaussian spot [48].
The effects of the powder delivery tube on the output and the powder bouncing and colliding on the powder flow were analysed by Pan and Liou [50]. Authors noted that regardless of the nozzle exit arrangement, the powder stream structure is mostly determined by the width and outer diameter of the powder output tube. Additionally, Liu et al. [19] investigated the evolution of the flow distribution depending on powders colliding with interior walls of a coaxial nozzle recurrently until getting out of the nozzle tip. When powder particles collide with each other and reach a plane normal to the nozzle tip, their location and flight direction are distributed. Authors concluded that the collision behaviour within the nozzle is significantly affected by powder diameter and restitution coefficient, resulting in a change in powder concentration distribution below the nozzle. Additionally, they noted that powder diameter can affect the properties of the powder stream. Consequently, they suggested that screening the powder to a specific diameter range can improve the powder stream [19].
4.2 Powder Material Properties
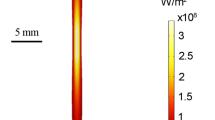
In addition to powder flow, powder properties also affect the deposition performance. Powder mass, for example, has shown to have an effect on the dimension of the so-called convergence zone. Figure 11, extracted from the study by Morville et al. [65], shows a simulation of the powder stream structure obtained for Ti6Al4V (Fig. 11a) and 316L steel (Fig. 11b) alloys when the same gas velocities and powder sizes were used for both materials. As it is shown in the figure, an increase in material density (316L steel has higher density than Ti6Al4V) leads to an increase in the width of the convergence zone.

Powder stream structure obtained with a Ti6Al4V and b 316L alloys [65]
It can be seen that at the exit of the nozzle both powders have a convergence trend. However, the distance at which this convergence occurs, referred to as a focus plane and the dimensions of this convergence region are different for each material. These differences are due to the different densities of these two materials [65].
Another important parameter that affects the powder flow along the nozzle is the particles’ size distribution. As mentioned before, researchers have attempted to simulating the L-DED process in order to control the effects of different parameters and thus to optimise it. In those models, it was important to consider the influence of the particles’ size distribution because it affected the obtained results. As shown in Fig. 12, bigger particles could perform in a similar way to the smaller ones and this affects mainly the shape and location of the focus regions [63, 64, 66].

Particles' size effects on focal regions: a 20 µm, b 40 µm and c 80 µm [63]
5 Analytical and Numerical Modeling for Nozzle Design Optimisation
As shown in previous sections, many research works in the literature that focus on the analysis of different nozzle geometries are based on numerical modelling of the process. In this section an analysis of the most relevant works that develop numerical and analytical models of the powder and gas flows will be presented and discussed in detail.
Usually, these models consider the shielding and carrier gas as continuous phase while powder particles are taken as discrete phase [19, 48, 67]. Navier–Stokes differential equations are considered normally for modelling the continuous phase. Additionally, Reynolds method for the calculation of average time-dependent equations is considered along with the k-ε turbulent flow model. In order to model the discrete phase for the powder particles flow, a two-phase model is considered taking the trajectory of the powder particles as the second phase.
From the literature review it was observed that studies conducted up to date are mostly employed for the optimisation of coaxial nozzle designs based on numerical models of the interaction between powder particles, shielding and carrier gas and nozzle walls.
One of the main parameters that influence process behaviour is the concentration of powder in the focus point, which affects the laser attenuation and catchment efficiency [19, 38]. The powder concentration is in turn influenced by powder and shielding gas flows, powder properties and nozzle geometry [68]. Pinkerton et al. [38, 69] developed a mathematical model to predict the distribution of powder concentration and employed it for the evaluation of nozzle geometry. Based on their model, authors studied the influence of three geometrical characteristics of coaxial nozzles on the powder concentrations obtained. Concretely, powder injection angle, diameter of the powder exist passage and outlet powder passage width were varied to analyse their effect on powder concentrations obtained in the focus point. In the study published by Yang [68], a Gaussian model was adopted to predict powder concentrations under different process parameters with the aim of optimising the design of coaxial nozzles. Author noted that the nozzle width at the exit affects the maximum concentration value and its location. Yang observed that smaller exit diameters yield to smaller powder flow diameters and higher concentration values in the focus point. Another conclusion extracted from this work is that smaller nozzle angles enable the optimisation of powder catchment efficiency as they provide better focus properties. Lin [70] developed a numerical model to study the powder concentration considering inward and outward coaxial nozzle configurations. The results of the model showed that for the inward arrangement powder forms a columnar structure and its concentration decreases with increasing flow rate. With the outward configuration, the powder forms a clear focused stream. As for the inward configuration, powder concentration also tends to decrease with increasing flow rates. Comparing both configurations and according to Lin´s model, the peak powder concentration in inward nozzle configuration is half of the concentration achieved with outward configuration. Pan et al. [50] also developed a numerical model to simulate powder flow in L-DED and to analyse the influence of different nozzle design parameters and arrangements on the obtained flows. The novelty of this model is that it considers the influence of powder particle shape effects. That is, authors take into account the influence of the non-spherical shape of particles, which is more realistic and induces more dispersion, which affects the focusability at the nozzle exit. As for the influence of nozzle designs, in this study, four different coaxial nozzle designs are simulated. From their studies, authors conclude that both the width and the outer diameter of the powder outlet passage have the greatest influence on powder stream structure. Unlike the models presented above, in the model by Liu et al. [19] collisions between powder particles and with the internal walls of the coaxial nozzle were also considered to analyse powder stream structure. Authors employ the model for the calculation of powder particle trajectories and powder concentration distribution. However, in this study, a given coaxial nozzle design was considered in this model and only the influence of process parameters and powder characteristics were analysed. In the study conducted by Li et al. [48] presented above, a numerical simulation is conducted to analyse the influence of nozzle geometries and powder feeding parameters on the convergence of particles. They compare powder flows on coaxial continuous nozzles and discrete nozzles and show that coaxial continuous nozzles with ring slit can form smaller focus spot. In fact, the noted that this ring slit can be employed to adjust the location of the powder focus.
Recently, Ferreira et al. [49] presented a combined experimental and numerical study of powder flow considering the three different nozzle geometries shown in Fig. 13.

Cross section of the three different nozzle designs considered in the study by Ferreira et al. [49]. The figure is reused under the Creative Commons Attribution License
Authors analysed the influence of each nozzle configuration on process behaviour. As an example, Fig. 14, extracted from this study, shows the velocity of particles at the nozzle exit.

Particle trajectory simulated for the three different nozzle designs considered in the study by Ferreira et al. [49]. The figure is reused under the Creative Commons Attribution License
Li et al. [28] conducted a numerical study of the powder flow characteristics considering a coaxial nozzle. They studied the effect of three nozzle design variables on the evolution of the powder particle flows and focus location. Figures 15, 16 and 17, extracted from this work, show the evolution of powder focal spot diameter for different lengths of feeding passage, different passage diameters and different nozzle shrinkage conditions, respectively.

Influence of passage length on powder focal spot diameter [28]. The figure is reused under the Creative Commons Attribution License

Influence of different passage diameters on powder focus spot size: a 2.0 mm, b 1.5 mm and c 1.0 mm [28]. Numerical study on powder stream characteristics of coaxial laser metal deposition nozzle

Powder focus spot diameters with and without passage shrinkage: a no shrinkage and b 2º shrinkage [28]. Numerical study on powder stream characteristics of coaxial laser metal deposition nozzle
According to the model results, it is observed that an increase on feeding passage leads to reduced focus spot diameter.
Figure 16 shows that focus point diameter decreases as well with decreasing powder passage diameter.
Finally, according to the results shown in Fig. 17, introducing a shrinkage condition on the powder passage leads to a wider focal spot diameter.
One of the most recent works published concerning the numerical modelling of powder flow in L-DED is the one conducted by Zhang et al. [71]. In their work, authors propose a new coaxial nozzle design and they employ numerical modelling of the process to evaluate the feasibility of that design. Concretely, in the new nozzle design, powder feeding is conducted through inner and outer channels and it is composed by a new type of laser with an inner beam and outer beams. Additionally it has water cooling channels that are proved to significantly reduce the temperature generated in the nozzle and in turn, enable the reduction of thermal deformation in the nozzle (Fig. 18).

The structure diagram of the new cladding nozzle: a vertical view, b bottom view. 1. Central laser beam inlet, 2. Water cooling channels outlet, 3. Inner 6-way powder feeding channels inlet, 4. Outer 9-way powder feeding channels inlet, 5. Protective gas channels inlet, 6. Water cooling channels inlet, 7. Protective gas channels outlet, 8. Outer 9-way powder feeding channels outlet, 9. Inner 6-way powder feeding channels outlet, 10. Central laser beam outlet [71]. The figure is reused under the Creative Commons Attribution License
As shown in this section, analytical and numerical modelling of powder flow is widely employed for the optimisation of nozzle designs and for the evaluation of the influence of different geometrical parameters.
6 Future Research and Development Directions
Based on the review presented in this paper, the most relevant parameters and considerations that should be taken into account in optimising the nozzle design are presented next. Among the different nozzle geometries available, as it was already stated, coaxial nozzle designs have performed better than discrete coaxial nozzles in terms of productivity. Considering this, design improvements are generally suggested and made to coaxial nozzles. In fact, most numerical and analytical works that are aimed at optimising nozzle designs take into account only this type of nozzles. Inner shield gas must be used in these nozzle designs and thus the laser and optical systems can be protected. With the introduction of ventilation channels, the effect of pushing the inner shield gas in powders outwards is reduced. While the powders flow through the coaxial nozzles, as a result of the used carrier gas, until the substrate surface is hit. In addition, since the particles are not always spherical, this has an addition effect on their collision with the surface. It has been shown that inward nozzle designs ensure better focusability of powder as the ejecting effect of the inner shielding gas is reduced. Powder size distribution is one of the important parameters affecting the convergence zone and other important results such as component microstructure and mechanical properties [72]. Concretely for EHLA coaxial nozzles, the commonly employed particle size distribution is between 10 and 45 μm. However, as another example, the L-DED system integrated in Mazak hybrid machines works with particle size distribution between with 20–150 μm. Each particle size distribution behaves differently in terms of generated flow field. As a consequence of this, the focal size and nozzle stand of distances also change. Working in a narrower range will increase the powder catchment effect and make the focal area smaller. This could lead to clogging of the feedstock material in other nozzle configurations, but as mentioned above there is no information in the literature of the appearance of clogging phenomenon in this type of nozzles. Carrier gas, inner shield gas and shield gas velocities should be calculated according to the geometry of the nozzle and particle size distribution.
Based on the literature review conducted, in Table 2 the suitability of each nozzle designs for different applications is summarized.
It has been shown along the review paper how different geometric parameters of the nozzle can affect relevant parameters such as powder concentration in the focal point, the location of the focal point, etc. This in turn affects the geometry and quality of the melt pool and, in turn, the quality of the deposition. Therefore, when designing or optimising an already existing nozzle design, a systematic approach must be followed that takes into account all the influencing parameters mentioned in this review. As a summary of this, a schematic diagram is presented in Fig. 19 in the form of a workflow with the most important considerations.

Schematic diagram of the suggested approach for the design of a new L-DED nozzle
As shown in the previous diagram, the first consideration would be the type of part geometries that will be generated in the L-DED machine. As shown in Sect. 3, depending on the nozzle type selected, there will be certain geometries that cannot be generated. In addition, there are certain applications that perform better with specific nozzles. Then, the general characteristics of the nozzle design must be selected. Whether the nozzle will have continuous or discrete powder feeding system and an inward or outward configuration, among other considerations regarding the dimension of the nozzle and its components. It has been shown in Sect. 5 of this paper that through analytical and numerical simulations of powder and gas flow the performance of nozzles can be evaluated in order to improve not only process parameters, but also geometric features during the nozzle design. Therefore, the following step in the approach would be to simulate and predict process performance and powder stream for different design variables in order to select those that work best for the intended application. Finally, once the nozzle design is selected and numerically tested, a series of experimental tests should be carried out to validate model predictions and to ensure the expected process performance.
7 Conclusions
In the last decade, metal additive manufacturing technologies have gained the attention and interest of the industry. Among these technologies, the present review paper focuses on the L-DED process that is currently employed for the manufacturing and repair of components in aerospace, gas and oil and automotive industries among others. The study and analysis of the influence of process parameters on the resulting component properties is the focus of many investigations that aim to gain a better understanding and control of this relatively new technology. Among the different parameters that influence the process performance, the review paper is focused on the analysis of deposition systems and more specifically on the different deposition nozzle designs currently available.
Concretely, a thoughtful analysis of the characteristics and benefits of each design is conducted. As discussed in the paper, depending on their characteristics, the nozzle designs can be divided into three main groups: (1) off-axial, (2) coaxial nozzle and (3) inside beam powder delivery systems. Among these options, the coaxial nozzle design has been proven to be the best L-DED head option in terms of process productivity and also the deposition performance. Therefore, it has been the most investigated and widely used system. It has been shown that in order to overcome some of the shortcomings of the coaxial nozzle designs, different alternatives have been developed. Particularly, the advantages provided by inward and outward nozzle configurations, coaxial nozzles with corners and with ventilation systems solutions are reviewed.
Additionally, the most relevant analytical and numerical models that have been developed to control and optimise certain nozzle design features are also reviewed. Most of this models study the influence of different nozzle arrangements and design feature values on the characteristics of powder stream. It has been shown that these models can be effectively applied for the optimisation of nozzle designs. These models are mostly focused on the study of coaxial nozzle designs because they are the most commonly employed. However, with the broadening of metal additive manufacturing applications, further model developments will be needed in the near future that include other nozzle configurations and enable their use for process control regardless of the nozzle geometry selected.
At the end of the present review paper, a systematic approach is proposed for the design of new L-DED nozzles. The approach summarises the most relevant considerations that must be taken into account when designing or optimising a deposition nozzle.
References
Jiménez, A., Bidare, P., Hassanin, H., Tarlochan, F., Dimov, S., & Essa, K. (2020). Powder-based laser hybrid additive manufacturing of metals: A review. The International Journal of Advanced Manufacturing Technology, 114(1), 63–96.
Thompson, S. M., Bian, L., Shamsaei, N., & Yadollahi, A. (2015). An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Additive Manufacturing, 8, 36–62. https://doi.org/10.1016/j.addma.2015.07.001
Azarniya, A., Colera, X. G., Mirzaali, M. J., Sovizi, S., Bartolomeu, F., Wits, W. W., Yap, C. Y., Ahn, J., Miranda, G., Silva, F. S., & Hosseini, H. R. (2019). Additive manufacturing of Ti–6Al–4V parts through laser metal deposition (LMD): Process, microstructure, and mechanical properties. Journal of Alloys and Compounds, 804, 163–191. https://doi.org/10.1016/j.jallcom.2019.04.255
Yin, S., Yan, X., Chen, C., Jenkins, R., Liu, M., & Lupoi, R. (2018). Hybrid additive manufacturing of Al-Ti6Al4V functionally graded materials with selective laser melting and cold spraying. Journal of Materials Processing Technology, 255, 650–655. https://doi.org/10.1016/j.jmatprotec.2018.01.015
Torims, T. (2013). The application of laser cladding to mechanical component repair, renovation and regeneration. Daaam International Scientific Book, 12, 587–608. https://doi.org/10.2507/daaam.scibook.2013.32
Torims, T., Pikurs, G., Ratkus, A., Logins, A., Vilcans, J., & Sklariks, S. (2015). Development of technological equipment to laboratory test in-situ laser cladding for marine engine crankshaft renovation. Procedia Engineering, 100(January), 559–568. https://doi.org/10.1016/j.proeng.2015.01.405
Bennett, J., Garcia, D., Kendrick, M., Hartman, T., Hyatt, G., Ehmann, K., You, F., & Cao, J. (2019). Repairing automotive dies with directed energy deposition: industrial application and life cycle analysis. Journal of Manufacturing Science and Engineering, 141(2), 021019. https://doi.org/10.1115/1.4042078
Foster, J., Cullen, C., Fitzpatrick, S., Payne, G., Hall, L., & Marashi, J. (2019). Remanufacture of hot forging tools and dies using laser metal deposition with powder and a hard-facing alloy Stellite 21®. Journal of Remanufacturing, 9(3), 189–203. https://doi.org/10.1007/s13243-018-0063-9
Petrat, T., Graf, B., Gumenyuk, A., & Rethmeier, M. (2016). Laser metal deposition as repair technology for a gas turbine burner made of inconel 718. Physics Procedia, 83, 761–768. https://doi.org/10.1016/j.phpro.2016.08.078
Ünal-Saewe, T., Gahn, L., Kittel, J., Gasser, A., & Schleifenbaum, J. H. (2020). Process development for tip repair of complex shaped turbine blades with IN718. Procedia Manufacturing, 47(2019), 1050–1057. https://doi.org/10.1016/j.promfg.2020.04.114
Alimardani, M., Toyserkani, E., Huissoon, J. P., & Paul, C. P. (2009). On the delamination and crack formation in a thin wall fabricated using laser solid freeform fabrication process: An experimental-numerical investigation. Optics and Lasers in Engineering, 47(11), 1160–1168. https://doi.org/10.1016/j.optlaseng.2009.06.010
Ahsan, M. N., Bradley, R., & Pinkerton, A. J. (2011). Microcomputed tomography analysis of intralayer porosity generation in laser direct metal deposition and its causes. Journal of Laser Applications, 23(2), 022009. https://doi.org/10.2351/1.3582311
Denlinger, E. R., & Michaleris, P. (2016). Effect of stress relaxation on distortion in additive manufacturing process modeling. Additive Manufacturing, 12, 51–59. https://doi.org/10.1016/j.addma.2016.06.011
Bidare, P., Jiménez, A., Hassanin, H., & Essa, K. (2021). Porosity, cracks, and mechanical properties of additively manufactured tooling alloys: A review. Advanced Manufacturing. https://doi.org/10.1007/s40436-021-00365-y
Bidare, P., Mehmeti, A., Jiménez, A., Li, S., Garman, C., Dimov, S., & Essa, K. (2022). High-density direct laser deposition (DLD) of CM247LC alloy: Microstructure, porosity and cracks. The International Journal of Advanced Manufacturing Technology, 120(11), 8063–8074. https://doi.org/10.1007/s00170-022-09289-8
Alimardani, M., Fallah, V., Khajepour, A., & Toyserkani, E. (2010). The effect of localized dynamic surface preheating in laser cladding of Stellite 1. Surface and Coatings Technology, 204(23), 3911–3919. https://doi.org/10.1016/j.surfcoat.2010.05.009
Nagulin, K. Y., Iskhakov, F. R., Shpilev, A. I., & Gilmutdinov, A. K. (2018). Optical diagnostics and optimization of the gas-powder flow in the nozzles for laser cladding. Optics & Laser Technology, 108, 310–320. https://doi.org/10.1016/j.optlastec.2018.07.001
Zhu, G., Li, D., Zhang, A., & Tang, Y. (2011). Numerical simulation of metallic powder flow in a coaxial nozzle in laser direct metal deposition. Optics & Laser Technology, 43(1), 106–113. https://doi.org/10.1016/j.optlastec.2010.05.012
Liu, H., He, X., Yu, G., Wang, Z., Li, S., Zheng, C., & Ning, W. (2015). Numerical simulation of powder transport behavior in laser cladding with coaxial powder feeding. SCIENCE CHINA Physics, Mechanics & Astronomy, 58(10), 104701. https://doi.org/10.1007/s11433-015-5705-4
Mazzucato, F., Marchetti, A., & Valente, A. (2018). Analysis of the Influence of Shielding and Carrier Gases on the DED Powder Deposition Efficiency for a New Deposition Nozzle Design Solution. In Industrializing additive manufacturing-proceedings of additive manufacturing in products and applications—AMPA2017. https://doi.org/10.1007/978-3-319-66866-6.
Anbarasan, N., & Jerome, S. (2018). Effect of flow rate and argon-hydrogen shielding gas mixture on weld bead morphology of inconel 718. Materials Today: Proceedings, 5(13), 26990–26996. https://doi.org/10.1016/j.matpr.2018.09.002
Nourollahi, A., Shoja Razavi, R., Barekat, M., Vakilzadeh Anaraki, M., & Erfanmanesh, M. (2021). Microstructural investigation of direct laser deposition of the Ti–6Al–4V alloy by different melt pool protection conditions. Journal of Materials Research and Technology, 13, 590–601. https://doi.org/10.1016/j.jmrt.2021.04.087
Grigoriev, S. N., Tarasova, T. V., Gvozdeva, G. O., & Nowotny, S. (2015). Solidification behaviour during laser microcladding of Al–Si alloys. Surface Coatings Technology, 268, 303–309. https://doi.org/10.1016/j.surfcoat.2014.08.001
Cheng, B., & Chou, K. (2013) Melt pool geometry simulations for powder-based electron beam additive manufacturing. In: 24th international SFF symposium—An additive manufacturing conference SFF 2013 (pp. 644–654), August 2013.
Nasiri, M. T., & Movahhedy, M. R. (2022). A new design of continuous coaxial nozzle for direct metal deposition process to overcome the gravity effect. Progress in Additive Manufacturing, 7(2), 173–186. https://doi.org/10.1007/s40964-021-00223-0
Singh, A., Kapil, S., & Das, M. (2020). A comprehensive review of the methods and mechanisms for powder feedstock handling in directed energy deposition. Additive Manufacturing, 35, 101388. https://doi.org/10.1016/j.addma.2020.101388
Ur Rahman, N. U., Capuano, L., Van der Meer, A., De Rooij, M. B., Matthews, D. T., Walmag, G., Sinnaeve, M., Garcia-Junceda, A., Castillo, M., & Römer, G. R. (2018). Development and characterization of multilayer laser cladded high speed steels. Additive Manufacturing, 24, 76–85. https://doi.org/10.1016/j.addma.2018.09.009
Li, L., Huang, Y., Zou, C., & Tao, W. (2021). Numerical study on powder stream characteristics of coaxial laser metal deposition nozzle. Crystals, 11(3), 282. https://doi.org/10.3390/cryst11030282
Pant, P., Chatterjee, D., Samanta, S. K., & Lohar, A. K. (2021). Experimental and numerical analysis of the powder flow in a multi-channel coaxial nozzle of a direct metal deposition system. Journal of Manufacturing Science and Engineering, 143(7), 1–9. https://doi.org/10.1115/1.4049640
Tabernero, I., Calleja, A., Lamikiz, A., & López De Lacalle, L. N. (2013). Optimal parameters for 5-axis laser cladding. Procedia Engineering, 63, 45–52. https://doi.org/10.1016/j.proeng.2013.08.229
El Cheikh, H., Courant, B., Branchu, S., Hascoët, J. Y., & Guillén, R. (2012). Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process. Optics and Lasers in Engineering, 50(3), 413–422. https://doi.org/10.1016/j.optlaseng.2011.10.014
Zhu, G., Shi, S., Fu, G., Shi, J., Yang, S., Meng, W., & Jiang, F. (2017). The influence of the substrate-inclined angle on the section size of laser cladding layers based on robot with the inside-beam powder feeding. The International Journal of Advanced Manufacturing Technology, 88(5), 2163–2168. https://doi.org/10.1007/s00170-016-8950-4
Wolff, S. J., Wu, H., Parab, N., Zhao, C., Ehmann, K. F., Sun, T., & Cao, J. (2019). In-situ high-speed X-ray imaging of piezo-driven directed energy deposition additive manufacturing. Scientific Reports, 9(1), 1–4. https://doi.org/10.1038/s41598-018-36678-5
Wang, W., & Li, L. (2011). High-quality high-material-usage multiple-layer laser deposition of nickel alloys using sonic or ultrasonic vibration powder feeding. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 225(1), 130–139. https://doi.org/10.1177/09544054JEM2128
Wang, W., Pinkerton, A. J., & Li, L. (2008). A gas-free powder delivery system for 100% deposition efficiency in Direct Laser Deposition. In: ICALEO 2008—27th International Congress on Applications of Laser and Electro-Optics, Congress Proceedings (Vol. 801, pp. 415–423). https://doi.org/10.2351/1.5061341.
Wen, S. Y., Shin, Y. C., Murthy, J. Y., & Sojka, P. E. (2009). Modeling of coaxial powder flow for the laser direct deposition process. International Journal of Heat and Mass Transfer, 52(25–26), 5867–5877. https://doi.org/10.1016/j.ijheatmasstransfer.2009.07.018
Lin, J. (1999). Concentration mode of the powder stream in coaxial laser cladding. Optics & Laser Technology, 31(3), 251–257. https://doi.org/10.1016/S0030-3992(99)00049-3
Pinkerton, A. J., & Lin, L. (2004). Modelling powder concentration distribution from a coaxial deposition nozzle for laser-based rapid tooling. Journal of Manufacturing Science and Engineering, 126(1), 33–41. https://doi.org/10.1115/1.1643748
Kumar, S. P., Elangovan, S., Mohanraj, R., & Srihari, B. (2021). Critical review of off-axial nozzle and coaxial nozzle for powder metal deposition. Materials Today: Proceedings, 46, 8066–8079. https://doi.org/10.1016/j.matpr.2021.03.037
Mazzarisi, M., Errico, V., Angelastro, A., & Campanelli, S. L. (2022). Influence of standoff distance and laser defocusing distance on direct laser metal deposition of a nickel-based superalloy. International Journal of Advanced Manufacturing Technology, 120(3–4), 2407–2428. https://doi.org/10.1007/s00170-022-08945-3
Grohol, C. M., Shin, Y. C., & Frank, A. (2021). Laser cladding of aluminum alloy 6061 via off-axis powder injection. Surface Coatings Technology, 415, 127099. https://doi.org/10.1016/j.surfcoat.2021.127099
Vundru, C., Singh, R., Yan, W., & Karagadde, S. (2021). A comprehensive analytical-computational model of laser directed energy deposition to predict deposition geometry and integrity for sustainable repair. International Journal of Mechanical Sciences, 211, 106790. https://doi.org/10.1016/j.ijmecsci.2021.106790
Dias Da Silva, M., Partes, K., Seefeld, T., & Vollertsen, F. (2012). Comparison of coaxial and off-axis nozzle configurations in one step process laser cladding on aluminum substrate. Journal of Materials Processing Technology, 212(11), 2514–2519. https://doi.org/10.1016/j.jmatprotec.2012.06.011
Ramiro-Castro, P., Ortiz, M., Alberdi, A., & Lamikiz, A. (2020). Effects of gravity and non-perpendicularity during powder-fed directed energy deposition of ni-based alloy 718 through two types of coaxial nozzle. Metals (Basel), 10(5), 560. https://doi.org/10.3390/met10050560
Cortina, M., Arrizubieta, J. I., Ruiz, J. E., Ukar, E., & Lamikiz, A. (2018). Latest developments in industrial hybrid machine tools that combine additive and subtractive operations. Materials (Basel), 11(12), 2583. https://doi.org/10.3390/ma11122583
Lin, J. (2000). Laser attenuation of the focused powder streams in coaxial laser cladding. Journal of Laser Applications, 12(1), 28–33. https://doi.org/10.2351/1.521910
Schopphoven, T., Pirch, N., Mann, S., Poprawe, R., Häfner, C. L., & Schleifenbaum, J. H. (2020). Statistical/numerical model of the powder-gas jet for extreme high-speed laser material deposition. Coatings, 10(4), 416. https://doi.org/10.3390/coatings10040416
Li, L., Huang, Y., & Paper, C. (2015). Numerical and experimental study on powder stream characteristics in coaxiallaser cladding process. In 6th international conference on welding science and engineering (pp. 2–6), Beijing, China. https://www.researchgate.net/profile/Li_qun_Li/publication/282301105_Numerical_and_Experimental_Study_on_Powder_Stream_Characteristics_in_CoaxialLaser_Cladding_Process/links/560b475b08ae576ce6411017.pdf.
Ferreira, E., Dal, M., Colin, C., Marion, G., Gorny, C., Courapied, D., Guy, J., & Peyre, P. (2020). Experimental and numerical analysis of gas/powder flow for different LMD nozzles. Metals, 10(5), 667. https://doi.org/10.3390/met10050667
Pan, H., & Liou, F. (2005). Numerical simulation of metallic powder flow in a coaxial nozzle for the laser aided deposition process. Journal of Materials Processing Technology, 168(2), 230–244. https://doi.org/10.1016/j.jmatprotec.2004.11.017
Schopphoven, T., Gasser, A., Wissenbach, K., & Poprawe, R. (2016). Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying. Journal of Laser Applications, 28(2), 022501. https://doi.org/10.2351/1.4943910
Li, T., Zhang, L., Bultel, G. G., Schopphoven, T., Gasser, A., Schleifenbaum, J. H., & Poprawe, R. (2019). Extreme high-speed laser material deposition (EHLA) of AISI 4340 steel. Coatings, 9(12), 778. https://doi.org/10.3390/coatings9120778
Schopphoven, T. (2019). Experimentelle und modelltheoretische Untersuchungen zum Extremen Hochgeschwindigkeits-Laserauftragschweißen.
Zhang, R., Zhu, D., Liu, H., & Liu, Y. (2020). Random process of particle-wall collision and its application in numerical simulation of solid particle erosion. Wear, 452–453, 203288. https://doi.org/10.1016/j.wear.2020.203288
Okafor, E., & Ibeneme, I. O. (2019). Parametric analysis of sand erosion in pipe bends using computational fluid dynamics. International Journal of Engineering Science, 3(6), 60–65.
Lira, S. H., Torres, M. J., Silva, R. G., & Viñuela, J. Z. (2021). Numerical characterization of the solid particle accumulation in a turbulent flow through curved pipes by means of stokes numbers. Applied Sciences, 11(16), 7381. https://doi.org/10.3390/app11167381
Akilli, H., Levy, E. K., & Sahin, B. (2001). Gas-solid flow behavior in a horizontal pipe after a-90° vertical-to-horizontal elbow. Powder Technology, 116, 43–52.
Zhang, J., Zhao, W., Tang, Y., & Lu, B. (2010). Anti-clogging performance evaluation and parameterized design of emitters with labyrinth channels. Computers and Electronics in Agriculture, 74(1), 59–65. https://doi.org/10.1016/j.compag.2010.06.005
Li, L., & Huang, Y. (2018). Interaction of laser beam, powder stream and molten pool in laser deposition processing with coaxial nozzle. Journal of Physics: Conference Series, 1063(1), 012078. https://doi.org/10.1088/1742-6596/1063/1/012078
Lamikiz, A., Tabernero, I., Ukar, E., Martinez, S., & Lopez de Lacalle, L. N. (2012). Current designs of coaxial nozzles for laser cladding. Recent Patents on Mechanical Engineering, 4(1), 29–36. https://doi.org/10.2174/2212797611104010029
Haley, J. C., Zheng, B., Bertoli, U. S., Dupuy, A. D., Schoenung, J. M., & Lavernia, E. J. (2019). Working distance passive stability in laser directed energy deposition additive manufacturing. Materials and Design, 161, 86–94. https://doi.org/10.1016/j.matdes.2018.11.021
Zhong, C., Pirch, N., Gasser, A., Poprawe, R., & Schleifenbaum, J. H. (2017). The influence of the powder stream on high-deposition-rate laser metal deposition with inconel 718. Metals (Basel), 7(10), 443. https://doi.org/10.3390/met7100443
Smurov, I., Doubenskaia, M., & Zaitsev, A. (2012). Complex analysis of laser cladding based on comprehensive optical diagnostics and numerical simulation. Physics Procedia, 39, 743–752. https://doi.org/10.1016/j.phpro.2012.10.096
Smurov, I., Doubenskaia, M., & Zaitsev, A. (2013). Comprehensive analysis of laser cladding by means of optical diagnostics and numerical simulation. Surface and Coatings Technology, 220, 112–121. https://doi.org/10.1016/j.surfcoat.2012.10.053
Morville, S., Carin, M., Carron, D., Le Masson, P., Gharbi, M., Peyre, P., & Fabbro, R. Numerical modeling of powder flow during coaxial laser direct metal deposition–comparison between Ti-6Al-4V alloy and stainless steel. In 2012 COMSOL Conference, Milan. http://www.comsol.com/paper/numerical-modeling-of-powder-flow-during-coaxial-laser-direct-metal-deposition-c-13191.
Nie, P., Ojo, O. A., & Li, Z. (2014). Modeling analysis of laser cladding of a nickel-based superalloy. Surface and Coatings Technology, 258, 1048–1059. https://doi.org/10.1016/j.surfcoat.2014.07.030
Takemura, S., Koike, R., Kakinuma, Y., Sato, Y., & Oda, Y. (2019). Design of powder nozzle for high resource efficiency in directed energy deposition based on computational fluid dynamics simulation. International Journal of Advanced Manufacturing Technology, 105(10), 4107–4121. https://doi.org/10.1007/s00170-019-03552-1
Yang, N. (2009). Concentration model based on movement model of powder flow in coaxial laser cladding. Optics & Laser Technology, 41(1), 94–98. https://doi.org/10.1016/j.optlastec.2008.03.008
Pinkerton, A. J. (2007). An analytical model of beam attenuation and powder heating during coaxial laser direct metal deposition. Journal of Physics D: Applied Physics, 40(23), 7323–7334. https://doi.org/10.1088/0022-3727/40/23/012
Lin, J. (2000). Numerical simulation of the focused powder streams in coaxial laser cladding. Journal of Materials Processing Technology, 105(1), 17–23. https://doi.org/10.1016/S0924-0136(00)00584-7
Zhang, Y., Jin, Y., Chen, Y., & Liu, J. (2021). Design a new type of laser cladding nozzle and thermal fluid solid multi-field simulation analysis. Materials (Basel), 14(18), 5196. https://doi.org/10.3390/ma14185196
MacDonald, J. E., Khan, R. H. U., Aristizabal, M., Essa, K. E. A., Lunt, M. J., & Attallah, M. M. (2019). Influence of powder characteristics on the microstructure and mechanical properties of HIPped CM247LC Ni superalloy. Materials and Design, 174, 107796. https://doi.org/10.1016/j.matdes.2019.107796
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Guner, A., Bidare, P., Jiménez, A. et al. Nozzle Designs in Powder-Based Direct Laser Deposition: A Review. Int. J. Precis. Eng. Manuf. 23, 1077–1094 (2022). https://doi.org/10.1007/s12541-022-00688-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-022-00688-1