
Abstract
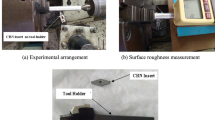
In this paper, experimental investigations are carried out by end milling process on hardened tool steel, Impax Hi Hard (Hardness 55 HRC) a newly developed tool steel material used by tool and die making industries. Experiments are performed with an aim to study performance investigations of machining parameters such as cutting speed, feed, depth of cut and width of cut with consideration of multiple responses viz. volume of material removed, tool wear, tool life and surface finish to evaluate the performance of PVD coated carbide inserts and ball end mill cutters. It has been observed through scanning electron microscope, X-ray diffraction technique (EDX) that chipping and adhesion are active tool wear mechanisms and saw-toothed chips are formed while machining of Impax Hi Hard steel. It is also noticed out that tool life is not enhanced while machining with minimum quantity lubricant than dry machining. From the investigations, it is observed that hard machining can be considered as an alternative to grinding and EDM, traditional methods of machining difficult-to-machine materials i.e. hardened steel with hardness greater than 50 HRC with a scope of improved productivity, increased flexibility, decreased capital expenses and reduced environmental waste.


































Similar content being viewed by others

References
Koshy P, Dewes RC, Aspinwall DK (2002) High Speed end milling of hardened tool steel (~58 HRC). J Mater Process Tech 127:266–273
King RI (Ed) (1985) Handbook of high speed machining technology. Chapman & Hall, London
Dewas RC, Aspinwall DK (1997) A review of ultra high speed milling of hardened steels. J Mater Process Tech 69:1–17
Dutta AK, Chattopadhyaya AB, Ray KK (2006) Progressive flank wear and machining performance of silver toughened alumina cutting tool inserts. Wear 261:885–895
Urbanski JP, Kosy P, Dewas RC, Aspinwall DK (2000) High speed machining of moulds and dies for net shape manufacture. Mater Des 21:395–402
Arsecularatne JA, Zhang LC, Montross C, Mathew P (2006) On machining of hardened AISI D2 steel with PCBN tools. J Mater Process Tech 171:244–252
Senthil Kumar A, Raja Durai A, Sornakumar T (2006) The effect of tool wear on tool life of alumina-based ceramic cutting tools while machining hardened martensitic ceramic cutting tools while machining hardened martensitic stainless steel. J Mater Process Tech 173:151–156
Attanasio A, Gelfi M, Giardini C, Remino C (2006) Minimum quantity lubrication in turning: effect on tool wear. Wear 260:333–338
Camuscu N, Aslan E (2005) A Comparative study on cutting tool performance in end milling of AISI D3 tool steel. J Mater Process Tech 170:121–126
Choudhury IA, See NL, Zukhairi M (2005) Machining with chamfered tools. J Mater Process Tech 170:115–120
Su YL, Liu TH, Su CT, Yao SH, Kao WH, Cheng KW (2006) Wear of CrC-coated carbide tools in dry machining. J Mater Process Tech 171:108–117
El-Wardany TI, Kishawy HA, Elbestawi MA (2000) Surface integrity of die materials in high speed machining, Part 1: micro graphical analysis. Trans ASME J Manuf Sci Eng 122:620–631
El-Wardany TI, Kishawy HA, Elbestawi MA (2000) Surface integrity of die materials in high speed machining, Part 2: micro hardness variations and residual stresses. Trans ASME J Manuf Sci Eng 122:632–641
Özel T (2003) Modelling of hard part machining: effect of insert edge preparation in CBN cutting tools. J Mater Process Tech 141:284–293
Kato H, Shintani K, Sumiya H (2002) Cutting performance of a binder less sintered cubic boron nitride tool in the high speed milling of grey cast iron. J Mater Process Tech 127:217–221
Klocke F, Eisenblatter G (1997) Dry cutting. CIRP Ann 46(2):519–526
Klocke F, Schulz A, Gerschwiler K et al (1996) Saubere Fertigungstechnologien-Ein Wettbewerbsvorteil von morgen? In: Wettbewerbsfaktor Produktiontechnik-Aachener Perspektiven, Aachener Werkzeugmaschinen-Kolloguium (AWK), VDI, Dusseldorf
ISO (1989) ISO 8688-2, tool life testing in milling, part 1 and part 2; end milling
Oxley PLB (1989) The mechanics of machining: an analytical approach to assessing machinability. Horwood, Chichester
Shaw MC (2003) The size effect in metal cutting. Sadhana 28:875–896
Trent EM, Wright PK (2000) Metal cutting. Butterworth-Heinemann, Boston
Tanaka Y, Tsuwa H, Kitano M (1967) Cutting mechanism in ultra high speed machining. ASME Prod-14: paper no. 67
King RI, Vaughn RLA (1984) Synoptic review of high speed machining from Salomon to the present. In: Komadurai R, Subramanian K, Von Turkovich BF (eds) High speed machining (presented at the winter annual meeting of the American Society of Mechanical Engineers, New Orleans, LA). ASME, New York
Komadurai R, Flom DG, Lee M (1985) Highlights of the DARPA advanced machining research program. Trans ASME J Eng Ind 107:325–335
Shaw MC (1993) Chip formation in the machining of hardened steel. CIRP Ann 42(1):29–33
Nakayama K, Arai M (1992) Comprehensive chip formation classification on the cutting mechanism. CIRP Ann 41(1):71–74
Komanduri R, Schroeder T (1982) On the catastrophic shear instability of high speed machining of an AISI 4340 steel. Trans ASME J Eng Ind 104:121–131
Komanduri R, Brown RH (1981) On the mechanism of chip segmentation in machining. Trans ASME J Eng Ind 103(1):33–51
Schulz H, Hock S (1995) High speed milling of dies and molds—cutting conditions and technology. CIRP Ann 44(1):35–38
Venkatesh VC, Zhou DQ, Xue W, Quinto DT (1993) A study of chip surface characteristics during the machining of steel. CIRP Ann 42(1):631–636
Jawahir IS, Van Luttervelt CA (1993) Recent developments in chip control research and application. CIRP Ann 42(2):659–693
Toenshoff HK (1969) Chip formation at high cutting speed. ASME winter meeting
Kishawy HA, Elbestawi MA (1997) Effects of process parameters on chip formation when machining hardened steel. In: Proceedings of the International Mechanical Engineering Congress and Exposition, Dallas, Texas, vol 6-2. ASME-MED, pp 13–20
Kishawy HA, Elbestawi MA (1998) Effects of edge preparation and cutting speed on surface integrity of die materials in hard machining. In: Proceedings of the International Mechanical Engineering Congress and Exposition, vol 8. MED, pp 269–276
Oishi K (1995) Built up edge elimination in mirror cutting of hardened steel. Trans ASME J Eng Ind 117(1):62–66
Nelson S, Schueller JK, Tlusty J (1998) Tool wear in milling hardened die steel. Trans ASME J Manuf Sci Eng 120:669–673
Acknowledgement
The principal author would like to express his gratitude to Dr. Gopal P. Sinha, Director, CMERI, Durgapur for his kind permission to publish this work. He is grateful to DAAD for sponsoring fellowship programme and to Fraunhofer Institute for Production Technology, Aachen, Germany for providing necessary facilities for experimental work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Gopalsamy, B.M., Mondal, B., Ghosh, S. et al. Investigations on hard machining of Impax Hi Hard tool steel. Int J Mater Form 2, 145–165 (2009). https://doi.org/10.1007/s12289-009-0400-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-009-0400-5