
Abstract
The goal of this study was to investigate the changes in oil droplet size in whey protein–stabilized emulsions during the atomization and the subsequent drying step of a spray drying process. For this purpose, experiments were performed in an atomization rig and a pilot spray dryer with two commercial pressure swirl atomizers. By comparing the oil droplet size before atomization, after atomization, and after spray drying, the changes in oil droplet size during each process step were quantified. The effect of oil droplet breakup during atomization was isolated by atomizing emulsions with 1 wt.% oil content and a protein to oil concentration ratio of 0.1. At 100 bar, the Sauter mean diameter of oil droplet size was reduced from 3.13 to 0.61 μm. Directly after breakup, coalescence of the oil droplets was observed for emulsions with a high oil content of 30 wt.%, leading to a droplet size after atomization of 1.15 μm. Increasing the protein to oil concentration ratio to 0.2 reduced coalescence during atomization and oil droplets with a mean diameter of 0.92 μm were obtained. Further coalescence was observed during the drying step: for an oil content of 30 wt.% and a protein to oil concentration ratio of 0.1 the mean droplet size increased to 1.77 μm. Powders produced at high oil contents showed a strong tendency to clump. Comparable effects were observed for a spray drying process with a different nozzle at 250 bar. The results confirm that droplet breakup and coalescence during atomization and coalescence during drying have to be taken into consideration when targeting specific oil droplet sizes in the product. This is relevant for product design in spray drying applications, in which the oil droplet size in the powder or after its redispersion determines product quality and stability.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Spray drying of protein-stabilized emulsions is a widely used technique for the production of food powders with encapsulated oily components (Barbosa-Cánovas et al. 2005). In the spray drying process, oil-in-water emulsions are atomized into fine droplets, which are subsequently dried into particles by contact with a hot air stream (Gharsallaoui et al. 2007). The oil droplet size distribution (ODSD) of the dispersed oil phase in the resulting powder determines product quality, as it defines sensory and optical properties (e.g., color) and stability of the product after dispersing it in liquid (Chantrapornchai et al. 1998; Soottitantawat et al. 2005). Submicron droplets (< 1 μm) are generally desired in commercial applications as they are known to increase the stability and encapsulation efficiency of the oil phase in the powder (Jafari et al. 2008a). Larger oil droplets are however desired in some applications, e.g., milk substitutes for infants, as they resemble the size of natural breast milk (Gallier et al. 2017). Therefore, the desired oil droplet size is application-specific.
In industrial processes, a homogenization step prior to spray drying is applied in order to adjust the desired oil droplet size in the emulsion. However, some studies have reported that changes in the oil droplet size can occur during spray drying (Aberkane et al. 2014; Drapala et al. 2017; Gharsallaoui et al. 2012; Taneja et al. 2013). Yet, it is not fully understood to which extent these changes occur during each process step, like atomization and/or drying. Most of the studies found in literature on the spray drying of emulsions focus on the optimization of parameters for the encapsulation of specific functional oils (Aghbashlo et al. 2013; Koç et al. 2015; Osorio Carmona et al. 2018; Ramakrishnan et al. 2013; Sanchez-Reinoso and Gutiérrez 2017). In most of these studies, the focus is set on the encapsulation efficiency and not on the changes in the droplet size of the dispersed phase. The few studies on this topic compared the ODSD prior to atomization with the ODSD after reconstitution (Aberkane et al. 2014; Drapala et al. 2017; Domian et al. 2017; Gharsallaoui et al. 2007; Soottitantawat et al. 2005; Taneja et al. 2013). Also, most of the studies found in the literature have been performed with pneumatic atomizers or in a laboratory scale at very different conditions from those of industrial applications. Other studies focused on the atomization step (Kleinhans et al. 2013; Munoz-Ibanez et al. 2015; Schröder et al. 2011; Taboada et al. 2020b), neglecting the changes in ODSD during drying. No study has been found in which the phenomena occurring during the atomization and the drying step have been studied and quantified separately but within the same process at industrially relevant conditions. Knowledge on these phenomena would deepen the process know-how and facilitate product design via spray drying of emulsions.
In our previous study, we demonstrated that atomization with the widely used pressure swirl atomizers can lead to a breakup of the oil droplets (Taboada et al. 2020b). This is explained by the high stresses the emulsions are subjected to during atomization. In that study, the dispersed phase fraction was kept very low (1 wt.%) in order to exclude the superimposed effect of coalescence (Chesters 1991; Danner 2001). However, in real applications, higher oil contents (up to 70% in the final product) are relevant (Vignolles et al. 2009). From the emulsification theory, it is known that immediately after droplet breakup, coalescence may take place when the newly formed interface cannot be stabilized quickly enough by the emulsifier system (Karbstein and Schubert 1995). Coalescence is especially promoted at high disperse phase fractions as, in this case, the probability of droplet collision increases (Chesters 1991). Coalescence after droplet breakup is especially found with slow-adsorbing emulsifiers, such as whey protein (Karbstein 1994). In this case, an increase in the emulsifier concentration reduces coalescence and leads to smaller droplets after emulsification (Hebishy et al. 2015; Tcholakova et al. 2006), as the adsorption rate at the interface increases (Muijlwijk et al. 2017).
Therefore, we hypothesize that during the atomization step and directly after oil droplet breakup, coalescence of the oil droplets takes place when emulsions with high oil content are atomized. The resulting oil droplet sizes after atomization are then larger than those resulting from the breakup inside the nozzle. The extent of coalescence is expected to depend on the protein concentration in the emulsion. Drying of spray droplets should further promote coalescence of the dispersed oil droplets: Due to water evaporation and volume reduction, the dispersed phase concentrates and the droplets are forced close to each other, making them more likely to coalesce. Therefore, the oil droplets after drying are expected to be larger than the ones after atomization. In summary, oil droplet breakup and coalescence during atomization and drying can lead to uncontrolled modifications of a previously adjusted ODSD.
In the present study, the influence of the atomization and the drying step of a spray drying process on the oil droplet size in a food-based emulsion was investigated. By comparing the oil droplet size before atomization, after atomization, and after spray drying, the changes of the oil droplet size during each process step were quantified separately. The effects were studied with two pressure swirl atomizers at pressures of 100 and 250 bar. To isolate the effects of droplet breakup and coalescence, emulsions with low (1 wt.%) and high (30 wt.%) oil content were atomized and spray-dried. The effects of protein concentration on droplet breakup and coalescence during atomization were also explored. Oil droplet and powder particle size measurements were performed via laser diffraction and were verified by SEM micrographs.
Material and Methods
Model Emulsions
Model food oil-in-water emulsions were prepared for the investigations. Maltodextrin (Cargill C*DryTM MD 01910, Germany) was used as matrix material and whey protein isolate (WPI, Lacprodan DI-9224, Arla Food Ingredients, Denmark) as emulsifier. The disperse phase consisted of medium-chain triglycerides oil (MCT oil, WITARIX® MCT 60/40, Germany). All reported mass fractions refer to the total emulsion.
To investigate the influence of the oil content, emulsions with 1 and 30 wt.% oil were prepared. To adjust the initial oil droplet size independently of the oil content, a two-step process was used for emulsion preparation. In the emulsification step, a concentrated emulsion premix with 50 wt.% of dispersed phase was prepared. For this, WPI was dissolved in water and the pH was adjusted to 7.0 with a 0.5 M solution of NaOH. The ratio of WPI to oil in the emulsion was either 0.01, 0.1, or 0.2. These ratios were chosen to cover a wide range and so to resemble diverse industrial formulations. All WPI concentrations were well above the critical values for droplet stabilization at stationary conditions. The oil phase was added under stirring and the premix was homogenized to fine emulsions in a colloid mill (IKA magic LAB®, IKA®-Werke GmbH & Co., KG, Germany) operated at a gap width of 0.16 mm and a circumferential speed of 26 m/s.
In the second step, fine emulsions were diluted to an oil content of 1 wt.% and 30 wt.% with the continuous phase, namely a solution of maltodextrin and water, to obtain the feed emulsions for atomization and spray drying. A concentration of 1 wt.% was chosen as a negative control for coalescence during atomization, as it is known that at this low concentration coalescence can be neglected (Danner 2001). A concentration of 30 wt.% was chosen to resemble typical food formulations with high oil contents. The composition of all studied emulsions is summarized in Table 1. In order to ensure constant breakup conditions for the oil droplets during atomization, it was necessary to adjust the viscosity of the emulsions to the same value, in spite of their different oil content. By this, the viscosity ratio and therefore the critical capillary numbers of both emulsions were set to the same value. This was done by adjusting the concentration of maltodextrin in the emulsion to 34.3 and 14.3 wt% for the emulsions with 1 and 30 wt.% oil, respectively. Viscosities were measured by rotational rheometry (Physica MCR 101/301, Anton Paar, Austria) with a double-gap geometry (DG26.7) at 20 °C. A logarithmic shear rate controlled ramp of 1–1000 s−1 was applied. The viscosity curves of the feed emulsions with oil contents of 1 and 30 wt.% and WPI to oil ratios of 0.1 are shown in Fig. 1. Both emulsions depict an almost Newtonian behavior and, as intended, present the same viscosity. Changing the protein concentration at constant oil contents did not affect the viscosity of the emulsions significantly (data not shown).

Viscosity curves of feed emulsions with oil concentrations of 1 and 30 wt.% and whey protein isolate (WPI) to oil ratio of 0.1 measured at 20 °C
Experimental Setup
Atomizers
Atomization and spray drying experiments were performed with two commercial pressure swirl atomizers (Fig. 2): A nozzle of the type SKHN-MFP SprayDry® from Spraying Systems Co.® (Germany, core size 16, orifice diameter of 0.34 mm, referred as SK) and a nozzle from Schlick® (Germany) of the type Schlick 121V with an orifice diameter of 0.3 mm (referred as Schlick). These nozzles were selected due to their relevance in chemical and food process engineering (Barbosa-Cánovas et al. 2005). Both nozzles have the same working principle with an axial inlet and a grooved swirl body, but have different throughput characteristics. This allowed to study the effects at different atomization pressures, covering the industrially relevant range, but with volume flows suitable for the optimal operation of the available spray dryer. For atomization and spray drying experiments, the nozzle SK was operated at a pressure of 100 bar and a corresponding volume flow rate of 28.8 L/h. The nozzle Schlick was operated at a pressure of 250 bar and a flow rate of 23.5 L/h.

Pressure swirl nozzles used in this study. Left: SKHN-MFP SprayDry® from Spraying Systems Co.® with outlet orifice diameter of 0.34 mm and corresponding slotted core (No. 16). Right: Schlick 121V from Schlick®, with orifice diameter of 0.3 mm. This nozzle is equipped with a filter to avoid blockage of the nozzle orifice. Preliminary studies showed no influence of the filter on the oil droplet size distribution of the feed emulsion
Atomization of Emulsions
To study the influence of the atomization step on the oil droplet size of emulsions, a spray test rig was used. A more detailed description of the setup is provided elsewhere (Taboada et al. 2019; Taboada et al. 2020b). Feed emulsions were tempered to 20 °C in a double-wall vessel and were supplied to the atomizer by means of a three-piston pump (Rannie Lab 8.5, Denmark). During atomization, the pressure was measured with an analog pressure gauge (KOBOLD Messring GmbH, Germany), and the corresponding volume flow rate was measured with a flow meter (VSE0, 04/16 VSE GmbH, Germany). To avoid creaming of the oil droplets, the feed emulsions were gently stirred with a propeller stirrer during the experiments. During atomization, a sample of the spray was taken with a beaker approximately 25 cm below the nozzle entry for further analysis of ODSD.
The spray droplet size distributions (SDSD) during atomization were measured online via laser diffraction. For this, the spray test rig was equipped with a laser diffraction spectroscope (Spraytec, Malvern Instruments GmbH, Germany), with a 750-mm lens. The laser was placed 25 cm below the nozzle exit, perpendicular to the nozzle axis center line. SDSD were measured for 30 s at a frequency of 1 Hz, from which a time average mean value was calculated. The diffraction patterns were processed according to the Fraunhofer theory.
Spray Drying of Emulsions
To study the influence of the drying step on the ODSD, spray drying experiments were performed with a pilot scale spray dryer (Werco SD20, Hans G. Werner Industrietechnik GmbH, Germany; max. water evaporation capacity: 20 kg H2O/h). The drying chamber has a diameter of 1.5 m and a total height of 3 m. Emulsions were atomized in the spray dryer under the same atomization conditions as in the atomization experiments. The spray dryer was operated at an inlet air temperature of 195 °C and an outlet air temperature of 75 °C, and an air volume flow between 570 and 630 kg/h. The resulting powders were collected in air-tight containers and stored no longer than 2 days before analysis.
Measurement of Oil Droplet Size
The ODSD of emulsions were measured by laser diffraction spectroscopy (HORIBA LA950, Retsch Technology GmbH, Germany). The scattering data were analyzed by the Mie theory with a standard model for MCT oil in water. The Sauter mean diameter (SMD) was chosen as characteristic value of the distributions to analyze the differences in oil droplet sizes. To measure the oil droplet size after spray drying, the resulting powder was redispersed in water (0.1 g/ml) under gentle magnetic stirring for 20 min. The oil droplet size of the redispersed emulsion was measured as described for emulsions.
Powder Characterization
The particle size distributions of the powders were analyzed by using a laser diffraction spectroscope with a powder dispersion unit (HORIBA LA950, Retsch Technology GmbH, Germany). The pressure of the dispersing gas was set to 2.5 or 4 bar. As the powder particles were not perfect spheres, the measured values do not necessarily correspond to the real sizes and are used for comparison only. The powder particle morphology and microstructure was further analyzed by using a scanning electron microscope (FEI Quanta 650 ESEM). For this, a small amount of sample was sprinkled onto a double-sided conductive adhesive tape. Loose powder particles were then removed with compressed air. The samples were sputtered with 7 nm Pt at a 40° angle (Leica EM ACE 600). SEM images were obtained at an accelerating voltage of 2 kV.
Repeatability and Statistical Analysis
Atomization and spray drying trials with the nozzle SK were performed in duplicate trials with two separately prepared emulsions. Three samples were taken at each trial, resulting in six independent samples for analysis. Very similar changes in the oil droplet size were observed in both series, with a maximum relative standard deviation of oil droplet size of 10.3% from the mean value. Due to the good repeatability of the measurements, atomization and spray drying trials with the nozzle Schlick were performed with only one emulsion, with three samples taken at each trial.
The data was analyzed by one way-ANOVA. Scheffè’s test was used for comparison of means. The chosen significance level was p < 0.05. Statistical analysis was performed using the software OriginPro 2018 (OriginLab Corporation, Northampton, USA).
Results and Discussion
Atomization of Emulsions
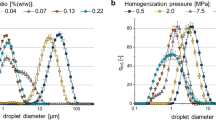
The cumulative volume distributions of the oil droplet size in the feed and the atomized emulsions with oil contents of 1 wt.% and 30 wt.% and WPI to oil ratio of 0.1 are depicted in Fig. 3. The results in Fig. 3a correspond to emulsions atomized with the nozzle SK at 100 bar. For an oil content of 1 wt.%, the oil droplets are significantly smaller after atomization: The resulting SMD after atomization was 0.61 μm, while the SMD of the feed emulsion was 3.13 μm. This confirms oil droplet breakup during atomization, in agreement with our previous study (Taboada et al. 2020b). Literature on different atomization devices also confirms oil droplet breakup during atomization (Kleinhans et al. 2016; Munoz-Ibanez et al. 2015; Taboada et al. 2020a). For example, Schröder et al. (2012) studied oil droplet sizes of emulsions stabilized with whey protein after atomization with effervescent atomizers. Oil droplets with an initial size of 9.6 μm (d50,3) were broken up down to 2 μm. In the named studies, the oil content was between 9 and 20 wt.%. At these conditions, coalescence cannot be neglected, so it is not possible to know if the resulting droplet size was due to droplet disruption or a superimposed effect of coalescence.

Volume cumulative distributions of oil droplet sizes after atomization for emulsions with 1 and 30 wt.% oil content; concentration of whey protein isolate to oil: 0.1. a Atomization conditions: nozzle SKHN-MFP SprayDry® from Spraying Systems Co.®, 100 bar. b Atomization conditions: nozzle Schlick 121V from Schlick®, 250 bar
The oil droplets after atomization are significantly smaller for emulsions with 1 wt.% oil, than for emulsions with 30 wt.% oil (Fig. 3a). Studies in the literature on emulsification with high-pressure devices confirm this trend of increasing droplet size with increasing oil content (Tesch et al. 2002). Larger oil droplets with increasing oil content in emulsions have also been reported for the atomization with effervescent atomizers (Kleinhans et al. 2013). According to the review of Jafari et al. (2008b), the reasons for this trend can be a different droplet disruption due to changes in viscosity or coalescence of the droplets due to increased collision frequency. In this study, the concentration of maltodextrin was adjusted so that the emulsion viscosity was the same for both oil contents. The oil droplets were therefore subjected to the same stresses during atomization. This is further confirmed by the fact that similar spray droplet sizes were measured during atomization of the emulsions with different oil contents (data not shown, more details in Taboada et al. (2020a)). Oil droplets should thus be disrupted to comparable sizes for both oil contents. As for 1 wt.%, oil content coalescence can be neglected (Danner 2001), the values of oil droplet size for this emulsion correspond to the size directly after droplet disruption. Larger oil droplets in the emulsions with higher oil content can only be explained by a higher coalescence rate. Evidently, at an oil content of 30 wt.% and a WPI to oil ratio of 0.1, coalescence could not be prevented by the whey protein. The results can be explained by the fact that whey protein has slow adsorption kinetics (Karbstein 1994). Disruption of the oil droplets during atomization is expected to occur in milliseconds, similarly to homogenization processes (Schroën et al. 2020). This is the same time scale as for adsorption of whey protein at interfaces (Muijlwijk et al. 2017). Due to the high oil content, the droplet collision frequency increases (Chesters 1991), so that it is likely that oil droplets come in contact before the protein adsorption is completed, leading to coalescence and so to larger oil droplets.
Comparable effects were found at different atomization conditions (nozzle Schlick and 250 bar, Fig. 3b). In this case, the SMD after atomization was 0.37 μm and 0.63 μm for emulsions with 1 and 30 wt.% oil, respectively. Oil droplets are therefore significantly smaller after atomization compared to the feed emulsion (3.13 μm) and the oil droplet size increases with higher oil content. At each oil content, smaller oil droplets were obtained after atomization at 250 bar (Fig. 3b), compared to 100 bar (Fig. 3a). This was expected as an increase in the atomization pressure leads to higher stresses and therefore to increased droplet deformation and breakup (Schröder et al. 2011; Taboada et al. 2019). Therefore, in spite of coalescence, at a high pressure of 250 bar, submicron droplets are achieved even at high oil contents. Interestingly, at both pressures, the effect of increasing oil content from 1 to 30 wt.% led to a comparable increase in the oil droplet size: the SMD was in both cases almost doubled. The results indicate that while the oil droplet size after disruption depends directly on the atomization pressure, coalescence after disruption seems to take place independently of the applied pressure. These effects of droplet breakup and coalescence during atomization should be taken into account during process design, when a defined oil droplet size is to be adjusted.
Influence of Protein Concentration
To study the effect of the protein concentration on oil droplet breakup and coalescence during atomization, the ratio of WPI to oil was adjusted to 0.01, 0.1, and 0.2. Atomization experiments were performed with the SK nozzle at 100 bar with emulsions with 1 and 30 wt.% oil. The resulting SMD of emulsions is depicted in Fig. 4. In the case of emulsions with 1 wt.% oil, the SMD decreases slightly with increasing protein concentration, but the differences are not significant (p < 0.05), which is expected for protein concentrations above the critical value for interfacial stabilization. In this case, the depicted SMD corresponds to the value directly after droplet disruption. Increasing the oil content to 30 wt.% leads to a significant increase of the SMD at every protein concentration. For example, at a WPI to oil concentration of 0.2, the SMD increased from 0.55 to 0.92 μm when increasing the oil content from 1 to 30 wt.%. In Fig. 4, it can also be observed that increasing the protein concentration at oil contents of 30 wt.% leads to a significant reduction of the SMD. In this case, the SMD was reduced from 1.60 to 0.92 μm when increasing the WPI to oil concentration from 0.01 to 0.2. The results are consistent with studies in the literature that show that an increase of the emulsifier concentration leads to smaller droplets after emulsification with slow-adsorbing emulsifiers (WPI) (Hebishy et al. 2015). For example, Tcholakova et al. (2004) studied coalescence during emulsification of soja oil (28 wt.%) with whey protein concentrate (WPC) with a narrow-gap homogenizer. In their study, the SMD decreased from 30 to 7.5 μm when increasing WPC concentration from 0.02 to 0.2 wt.%. Although the ranges of droplet size are different than those from the present study, a comparable trend is observed.

Sauter mean diameter of emulsions with 1 and 30 wt.% oil content with different protein concentrations; Atomization conditions: nozzle SKHN-MFP SprayDry® from Spraying Systems Co.®, 100 bar
In accordance with the findings in the named studies, the results in Fig. 4 can only be explained by the slow adsorption kinetics of whey protein. During emulsification, oil droplet coalescence and stabilization compete. Droplets coalesce until the emulsifier adsorption on the droplet interface reaches a certain concentration threshold, after which the droplets are stable (Tcholakova et al. 2006). In this study, even at a low WPI to oil concentration of 0.01, the protein concentration is well above the critical value for interfacial stabilization (Tcholakova et al. 2006). The WPI concentration was increased proportionally to the oil content, so that the same amount of protein per unit of surface area is available at both oil contents. Therefore, the protein concentration should be in all cases high enough to stabilize oil droplets in emulsions with 30 wt.% to the values reported for 1 wt.%. However, as stated by Schroën et al. (2020), even if the bulk concentration is enough to reach the required threshold for stabilization, oil droplets are stabilized only if the time for adsorption of the protein at the interface is sufficient. The time scales of oil droplet disruption and coalescence during atomization are expected to be in the order of milliseconds, when the adsorption of whey protein might not be completed (Muijlwijk et al. 2017).
According to Rodríguez Patino et al. (1999), protein adsorption is controlled by the diffusion of the protein towards the interface. Therefore, increasing the protein concentration leads to an increased adsorption rate. At an oil content of 30 wt.% and a low WPI to oil concentration of 0.01, the droplet collision frequency is high and the protein adsorption rate is relatively low. This explains why the largest oil droplet size was obtained for these conditions (see Fig. 4). At a constant oil content of 30 wt.% and an increasing WPI to oil concentration, the collision frequency is high but the adsorption rate is increased. Smaller droplet sizes are then obtained, meaning that coalescence is reduced. Yet, even at the highest studied protein concentration, coalescence was not completely prevented, as the value is still significantly higher than for the same protein concentration at 1 wt.% oil. At an oil content of 1 wt.%, the droplet collision frequency is very low, so that even at low WPI to oil concentrations, the protein adsorption rate is sufficiently high to achieve droplet stabilization, before the droplets coalesce. Therefore, the values obtained are almost the same for all protein concentrations and correspond to the oil droplet size directly after disruption.
Spray Drying of Emulsions
Oil Droplet Size
To study the effect of the drying step on the oil droplet size, spray drying experiments were performed with emulsions with 1 and 30 wt.% oil and a WPI to oil ratio of 0.1. The ODSD after spray drying and redispersion of the powders are depicted in Fig. 5. At both atomization conditions and for both oil contents, an increase in the oil droplet size compared to the respective emulsions after atomization can be observed. This can be further observed in Fig. 6, where the SMD of emulsions after the atomization and the drying step are summarized. In the case of emulsions with low oil content, only a small, but yet significant, increase of the oil droplet size is observed. The oil droplet size remains for both atomization conditions in the submicron range. The increase in oil droplet size is much more pronounced for emulsions with high oil content. In this case, even for a high atomization pressure of 250 bar, the SMD after redispersion was above 1 μm. In spite of the increase in the oil droplet sizes during drying, the oil droplets after spray drying are still smaller than those from the feed emulsion. The increase in the oil droplet size in the redispersed emulsions compared to the emulsions after atomization suggests that further coalescence of the oil droplets took place during the drying step.

Volume cumulative distributions of oil droplet sizes after atomization and after spray drying for emulsions with 1 and 30 wt.% oil content; concentration of whey protein isolate to oil: 0.1. a Atomization conditions: nozzle SKHN-MFP SprayDry® from Spraying Systems Co.®, 100 bar. b Atomization conditions: nozzle Schlick 121V from Schlick®, 250 bar

Sauter mean diameter (SMD) of emulsions with 1 and 30 wt.% oil content after atomization and spray drying at different atomization conditions. Concentration of whey protein isolate to oil: 0.1; at every atomization condition, different letters indicate significant differences (p < 0.05). SK: nozzle SKHN-MFP SprayDry® from Spraying Systems Co.®; Schlick: nozzle Schlick 121V from Schlick®
To further investigate this aspect, the internal structure of the spray-dried particles was analyzed with scanning electron microscopy (Fig. 7). To visualize the encapsulated oil droplets, broken or fractured particles were sought-after. Figure 7a and b correspond to atomization conditions of 100 bar and the nozzle SK. Figure 7c, d, e, and f correspond to atomization conditions of 250 bar and the nozzle Schlick. In this case, the same micrographs are presented at two different magnifications to allow visualization of the powder particle as a whole, as well as of the encapsulated oil droplets. From Fig. 7a, b, c, and d, it is clear that hollow particles were formed during spray drying at both oil contents and both atomization conditions (see arrows pointing at hollow space). This suggests that during drying, a skin and a vacuole were formed, followed by inflation and shrinkage of the particles (Nijdam and Langrish 2006). This drying behavior is typical for whey protein-/maltodextrin-based products at the studied spray drying conditions (Drapala et al. 2017; Gharsallaoui et al. 2012). From the micrographs corresponding to spray-dried emulsions with 1 wt.% oil (Figure 7a, c, and e), it can be seen that the oil droplets are relatively small and are rather separated from each other. In the case of emulsions with 30 wt.% oil (Fig. 7b, d, and f), the oil droplets are evidently larger and closer to each other. Only a thin layer of matrix material is surrounding the individual droplets and the interfaces of some of the droplets are actually in contact (see circles in Fig. 7b and f). The results can be explained by the fact that during the drying step, water is removed from the drying spray droplets, leading to a volume reduction and promoting coalescence. This is aggravated by the formation of hollow particles during spray drying, as this results in less volume available for the oil droplets in the dry particle matrix. In the case of 30 wt.% oil, much less matrix material (maltodextrin) is available to keep the oil droplets apart from each other as compared to emulsions with 1 wt.% oil (see Table 1). By this, at high oil contents, the droplets are inevitably forced close to each other and are likely to coalesce. As a result of coalescence, an increase of the oil droplet size takes place. In general, large oil droplet sizes after spray drying (> 1 μm) lead to low encapsulation efficiency and to decreased stability of the oily phase in the powder (Hogan et al. 2001; Jafari et al. 2008a).

SEM micrographs of spray-dried emulsions with 1 and 30 wt.% oil content in the feed emulsions. Atomization conditions: a–b 100 bar with nozzle SK (SKHN-MFP SprayDry® from Spraying Systems Co.®); c–f 250 bar with nozzle Schlick (Schlick 121V from Schlick®). Micrographs e and f correspond to the same particles as in c and d, with a higher magnification
Other authors have reported an increase in the oil droplet size during spray drying compared to the feed emulsions (Aberkane et al. 2014; Gharsallaoui et al. 2012). For example, Taneja et al. (2013) reported a shift of the droplet diameter towards larger sizes after spray drying, compared to the parent emulsions. In their study, emulsions (20 wt.% soya oil) stabilized with WPI (2.5 wt.%) with an initial mean diameter < 1 μm presented an average diameter of around 5 μm after spray drying. The results were also explained by coalescence of the droplets during the drying step. In our study, the oil droplets after spray drying were smaller than from the feed emulsion, yet they were significantly larger than after atomization (Fig. 6). Therefore, the results in this section confirm the hypothesis that further changes in the oil droplet size can take place during the drying step. The three phenomena (droplet breakup during atomization, coalescence during atomization, and coalescence during drying) should be therefore considered in the process design for a targeted adjustment of the oil droplet size.
Particle size distributions of spray-dried emulsions
The size distributions of the resulting powder particles measured in the powder unit at a dispersing gas pressure of 2.5 bar are depicted in Fig. 8a. The results correspond to emulsions dried after atomization with the nozzle SK at 100 bar. In the case of spray-dried emulsions with 1 wt.% oil, a bimodality in the particle size distribution is observed and large standard deviations are depicted, especially for large particles. In the case of emulsions with 30 wt.% oil, the distribution is shifted to larger values with particles up to 3000 μm and a bimodality is also present. These large values are not likely to correspond to the primary size of the powder particles. The results can only be explained by the formation of clumps in the powder, which were not destroyed by the dispersing gas in the measurement unit. Manufactures usually include anti-caking agents in their formulations to avoid clumping in their final products. Anti-caking agents were not added to the formulations in this study. Clumping of the powders is confirmed by SEM micrographs (Fig. 9b), where large powder clumps can be observed (see circled area). The presence of clumps is particularly pronounced for particles with high oil content. Also, regions or pools of free surface oil can be identified at the surface of the powder particles at high oil content (see arrows in Fig. 9b), which were not present at low oil content. The results can be explained by the relatively low amount of matrix material and by the larger oil droplet size at high oil content (Ramakrishnan et al. 2013; Soottitantawat et al. 2003; Taneja et al. 2013). Free surface oil can lead to the formation of liquid bridges between the particles and bind them together in large agglomerates (Nijdam and Langrish 2006), leading to extensive clumping and caking of the powders (Hogan et al. 2001).

Volume cumulative distributions of particle size for spray-dried powders corresponding to feed emulsions with 1 and 30 wt.% oil content. Atomization conditions: 100 bar with nozzle SKHN-MFP SprayDry® from Spraying Systems Co.®. Pressure of gas in dispersion unit during measurement: a 2.5 bar. b 4 bar

SEM micrographs of spray-dried emulsions with a 1 and b 30 wt% oil content in the feed emulsions. Atomization conditions: 100 bar with nozzle SKHN-MFP SprayDry® from Spraying Systems Co.®
Due to the intense clumping of the powder, measurements of particle size were repeated at a higher gas pressure (4 bar) in the measurement unit. This should lead to a breakup of the clumps during the measurement and to determine values closer to the primary particle size. The resulting particle size distributions are depicted in Fig. 8b. It can be seen that for both oil contents, the bimodality disappears and the standard deviations become much smaller. In the case of 30 wt.% oil, the particle size distribution is shifted to smaller values. This confirms the breakage of the clumps present in the measurements at low pressure. In the case of powders with high oil content, the primary particle size is somewhat larger than at low oil content. This can be explained by the morphology of the powder particles observed in SEM micrographs (Fig. 9): For low oil contents, mostly collapsed particles are observed, while for high oil content mostly larger, rounder particles are seen. A possible explanation is the different morphologies developed during the drying step: a vacuole and a crust were formed, followed by inflation and deflation of the particles (Nijdam and Langrish 2006). At low oil content, dented, collapsed particles were obtained. On the contrary, at high oil contents, the presence of oil droplets seems to have prevented the collapse of the particle after inflation, therefore leading to larger powder particles.
Conclusion
In this study, the changes in oil droplet size in emulsions occurring during each process step of a spray drying process were quantified. The results confirm that breakup of the dispersed oil droplets occurs in the atomization step using pressure swirl nozzles: By atomizing emulsions with 1 wt.% oil content, where coalescence can be neglected, it was shown that oil droplets of submicron sizes are obtained directly after droplet breakup. The oil droplet size after breakup depends on the atomization pressure: at 250 bar, significantly smaller droplets were obtained compared to 100 bar. Directly after breakup, coalescence of the oil droplets was observed for a high oil content of 30 wt.%. This effect was observed independently of the atomization pressure and was led back to the slow adsorption kinetics of the whey protein. Coalescence during atomization was reduced with increasing protein concentration due to a higher protein adsorption rate, yet it was not completely prevented in the studied WPI to oil concentration range. During the subsequent drying step, further coalescence took place, especially in emulsions with a high oil content. This phenomena led to oil droplets in the powder with sizes above 1 μm, even when a high atomization pressure was applied. Powders produced at high oil content also presented a larger particle size and a higher tendency to clump, which is explained by an increase of the free surface oil.
The results of this study imply that the three phenomena: droplet breakup during atomization, coalescence during atomization and coalescence during drying, should be considered in the process design when targeting specific oil droplet sizes in powders. If emulsions with very low oil content are to be spray-dried and oil droplet breakup is expected (as shown in Taboada et al. (2020b)), the droplet size can be considered to be defined by the droplet breakup during atomization, as in this case coalescence in the subsequent drying step is almost negligible. However, in many practical applications, the aim is to produce powders with high oil content (up to 70%). In these applications, the three phenomena should be considered, as they all have a significant impact on the oil droplet size in the redispersed product. These results are relevant for product design via spray drying applications in which the oil droplet size in the powders or after redispersion determines product quality and stability. No other study in the literature has been found in which the influence of every process step was studied and quantified within the same process and at conditions relevant for the industrial applications, as it was done in this study.
The phenomena observed in this study are expected to apply to several applications in the food industry in which emulsions with high oil content and with other types of slow-adsorbing emulsifiers such as starches and gums are spray-dried. However, further studies are required to quantify the breakup and coalescence phenomena in dependence of the emulsifier type. This topic is matter of current investigation.
Data Availability
Not applicable
Code Availability
Not applicable
References
Aberkane, L., Roudaut, G., & Saurel, R. (2014). Encapsulation and oxidative stability of PUFA-rich oil microencapsulated by spray drying using pea protein and pectin. Food and Bioprocess Technology, 7(5), 1505–1517. https://doi.org/10.1007/s11947-013-1202-9.
Aghbashlo, M., Mobli, H., Madadlou, A., & Rafiee, S. (2013). Influence of wall material and inlet drying air temperature on the microencapsulation of fish oil by spray drying. Food and Bioprocess Technology, 6(6), 1561–1569. https://doi.org/10.1007/s11947-012-0796-7.
Barbosa-Cánovas, G. V., Ortega-Rivas, E., Juliano, P., & Yan, H. (2005). Food powders: physical properties, processing, and functionality. New York: Kluwer Academic/Plenum Publishers.
Chantrapornchai, W., Clydesdale, F., & McClements, D. J. (1998). Influence of droplet size and concentration on the color of oil-in-water emulsions. Journal of Agricultural and Food Chemistry, 46(8), 2914–2920. https://doi.org/10.1021/jf980278z.
Chesters, A. K. (1991). The modelling of coalescence processes in fluid-liquid dispersions: A review of current understandig. Chemical Engineering Research and Design, 69(4), 259–270.
Danner, T. (2001). Tropfenkoaleszenz in Emulsionen. PhD Thesis. Universität Karlsruhe, Karlsruhe, Germany.
Domian, E., Brynda-Kopytowska, A., & Marzec, A. (2017). Functional properties and oxidative stability of flaxseed oil microencapsulated by spray drying using legume proteins in combination with soluble fiber or trehalose. Food and Bioprocess Technology, 10(7), 1374–1386. https://doi.org/10.1007/s11947-017-1908-1.
Drapala, K. P., Auty, M. A. E., Mulvihill, D. M., & O’Mahony, J. A. (2017). Influence of emulsifier type on the spray-drying properties of model infant formula emulsions. Food Hydrocolloids, 69, 56–66. https://doi.org/10.1016/j.foodhyd.2016.12.024.
Gallier, S., Acton, D., Garg, M., & Singh, H. (2017). Natural and processed milk and oil body emulsions: Bioavailability, bioaccessibility and functionality. Food Structure, 13, 13–23. https://doi.org/10.1016/j.foostr.2016.07.005.
Gharsallaoui, A., Roudaut, G., Chambin, O., Voilley, A., & Saurel, R. (2007). Applications of spray-drying in microencapsulation of food ingredients: An overview. Food Research International, 40(9), 1107–1121. https://doi.org/10.1016/j.foodres.2007.07.004.
Gharsallaoui, A., Saurel, R., Chambin, O., & Voilley, A. (2012). Pea (Pisum sativum, L.) Protein isolate stabilized emulsions: A novel system for microencapsulation of lipophilic ingredients by spray drying. Food and Bioprocess Technology. https://doi.org/10.1007/s11947-010-0497-z.
Hebishy, E., Buffa, M., Guamis, B., Blasco-Moreno, A., & Trujillo, A.-J. (2015). Physical and oxidative stability of whey protein oil-in-water emulsions produced by conventional and ultra high-pressure homogenization: Effects of pressure and protein concentration on emulsion characteristics. Innovative Food Science & Emerging Technologies, 32, 79–90. https://doi.org/10.1016/j.ifset.2015.09.013.
Hogan, S. A., McNamee, B. F., O’Riorda, E. D., & O’Sullivan, M. (2001). Microencapsulating properties of whey protein concentrate 75. Journal of Food Science, 66(5), 675–680.
Jafari, S. M., Assadpoor, E., Bhandari, B., & He, Y. (2008a). Nano-particle encapsulation of fish oil by spray drying. Food Research International, 41(2), 172–183. https://doi.org/10.1016/j.foodres.2007.11.002.
Jafari, S. M., Assadpoor, E., He, Y., & Bhandari, B. (2008b). Re-coalescence of emulsion droplets during high-energy emulsification. Food Hydrocolloids, 22(7), 1191–1202. https://doi.org/10.1016/j.foodhyd.2007.09.006.
Karbstein, H. P. (1994). Untersuchungen zum Herstellen und Stabilisieren von Öl-in-Wasser-Emulsionen. PhD Thesis. Universität Karlsruhe, Karlsruhe, Germany.
Karbstein, H. P., & Schubert, H. (1995). Developments in the continuous mechanical production of O/W macro-emulsions. Chemical Engineering and Processing, 34(3), 205–211.
Kleinhans, A., Hornfischer, B., Gaukel, V., & Schuchmann, H. P. (2016). Influence of viscosity ratio and initial oil drop size on the oil drop breakup during effervescent atomization. Chemical Engineering and Processing: Process Intensification, 109, 149–157. https://doi.org/10.1016/j.cep.2016.09.006.
Kleinhans, A., Stähle, P., Schröder, J., Gaukel, V., & Schuchmann, H. P. (2013). Impact of oil content on effervescent atomization of oil-in-water emulsions. Proceedings of the 25th European Conference on Liquid Atomization and Spray Systems, Chania, Greece, 1–4 Sept.
Koç, M., Güngör, Ö., Zungur, A., Yalçın, B., Selek, İ., Ertekin, F. K., & Ötles, S. (2015). Microencapsulation of extra virgin olive oil by spray drying: Effect of wall materials composition, process conditions, and emulsification method. Food and Bioprocess Technology, 8(2), 301–318. https://doi.org/10.1007/s11947-014-1404-9.
Muijlwijk, K., Colijn, I., Harsono, H., Krebs, T., Berton-Carabin, C., & Schroën, K. (2017). Coalescence of protein-stabilised emulsions studied with microfluidics. Food Hydrocolloids, 70, 96–104. https://doi.org/10.1016/j.foodhyd.2017.03.031.
Munoz-Ibanez, M., Azagoh, C., Dubey, B. N., Dumoulin, E., & Turchiuli, C. (2015). Changes in oil-in-water emulsion size distribution during the atomization step in spray-drying encapsulation. Journal of Food Engineering, 167, 122–132. https://doi.org/10.1016/j.jfoodeng.2015.02.008.
Nijdam, J. J., & Langrish, T. A. G. (2006). The effect of surface composition on the functional properties of milk powders. Journal of Food Engineering, 77(4), 919–925. https://doi.org/10.1016/j.jfoodeng.2005.08.020.
Osorio Carmona, P. A., Garcia, L. C., Ribeiro, J. A. d. A., Valadares, L. F., Marçal, A. d. F., de França, L. F., et al. (2018). Effect of solids content and spray-drying operating conditions on the carotenoids microencapsulation from pressed palm fiber oil extracted with supercritical CO2. Food and Bioprocess Technology, 11(9), 1703–1718. https://doi.org/10.1007/s11947-018-2132-3.
Ramakrishnan, S., Ferrando, M., Aceña-Muñoz, L., Mestres, M., de Lamo-Castellví, S., & Güell, C. (2013). Influence of emulsification technique and wall composition on physicochemical properties and oxidative stability of fish oil microcapsules produced by spray drying. Food and Bioprocess Technology. https://doi.org/10.1007/s11947-013-1187-4.
Rodríguez Patino, J. M., Rodríguez Niño, M. R., & Sánchez, C. C. (1999). Adsorption of whey protein isolate at the oil-water interface as a function of processing conditions: a rheokinetic study. Journal of Agricultural and Food Chemistry, 47(6), 2241–2248. https://doi.org/10.1021/jf981119i.
Sanchez-Reinoso, Z., & Gutiérrez, L.-F. (2017). Effects of the emulsion composition on the physical properties and oxidative stability of sacha inchi (Plukenetia volubilis L.) oil microcapsules produced by spray drying. Food and Bioprocess Technology. https://doi.org/10.1007/s11947-017-1906-3.
Schröder, J., Kleinhans, A., Serfert, Y., Drusch, S., Schuchmann, H. P., & Gaukel, V. (2012). Viscosity ratio: A key factor for control of oil drop size distribution in effervescent atomization of oil-in-water emulsions. Journal of Food Engineering, 111(2), 265–271. https://doi.org/10.1016/j.jfoodeng.2012.02.023.
Schröder, J., Werner, F., Gaukel, V., & Schuchmann, H. P. (2011). Impact of effervescent atomization on oil drop size distribution of atomized oil-in-water emulsions. Procedia Food Science, 1, 138–144. https://doi.org/10.1016/j.profoo.2011.09.022.
Schroën, K., de Ruiter, J., & Berton-Carabin, C. (2020). The importance of interfacial tension in emulsification: Connecting scaling relations used in large scale preparation with microfluidic measurement methods. ChemEngineering, 4(4). https://doi.org/10.3390/chemengineering4040063.
Soottitantawat, A., Bigeard, F., Yoshii, H., Furuta, T., Ohkawara, M., & Linko, P. (2005). Influence of emulsion and powder size on the stability of encapsulated d-limonene by spray drying. Innovative Food Science & Emerging Technologies, 6(1), 107–114. https://doi.org/10.1016/j.ifset.2004.09.003.
Soottitantawat, A., Yoshii, H., Furuta, T., Ohkawara, M., & Linko, P. (2003). Microencapsulation by spray drying: Influence of emulsion size on the retention of volatile compounds. Journal of Food Science: Food Engineering and Physical Properties, 68(7), 2256–2262.
Taboada, M. L., Karbstein, H. P., & Gaukel, V. (2019). Spray drying of oil-in-water emulsions: oil droplet breakup during the atomization by pressure-swirl atomizers. Proceedings of the 29th European Conference on Liquid Atomization and Spray Systems, Paris, 2-4 Sept.
Taboada, M. L., Leister, N., Karbstein, H. P., & Gaukel, V. (2020a). Influence of the emulsifier system on breakup and coalescence of oil droplets during atomization of oil-in-water emulsions. ChemEngineering, 4(3). https://doi.org/10.3390/chemengineering4030047.
Taboada, M. L., Schäfer, A.-C., Karbstein, H. P., & Gaukel, V. (2020b). Oil droplet breakup during pressure swirl atomization of food emulsions: Influence of atomization pressure and initial oil droplet size. Journal of Food Process Engineering, 44(1). https://doi.org/10.1111/jfpe.13598.
Taneja, A., Ye, A., Jones, J. R., Archer, R., & Singh, H. (2013). Behaviour of oil droplets during spray drying of milk-protein-stabilised oil-in-water emulsions. International Dairy Journal, 28(1), 15–23. https://doi.org/10.1016/j.idairyj.2012.08.004.
Tcholakova, S., Denkov, N. D., & Danner, T. (2004). Role of surfactant type and concentration for the mean drop size during emulsification in turbulent flow. Langmuir : the ACS journal of surfaces and colloids, 20(18), 7444–7458. https://doi.org/10.1021/la049335a.
Tcholakova, S., Denkov, N. D., Ivanov, I. B., & Campbell, B. (2006). Coalescence stability of emulsions containing globular milk proteins. Advances in Colloid and Interface Science, 123-126, 259–293. https://doi.org/10.1016/j.cis.2006.05.021.
Tesch, S., Gerhards, C., & Schubert, H. (2002). Stabilization of emulsions by OSA starches. Journal of Food Engineering, 54(2), 167–174. https://doi.org/10.1016/S0260-8774(01)00206-0.
Vignolles, M. L., Lopez, C., Madec, M. N., Ehrhardt, J. J., Méjean, S., Schuck, P., & Jeantet, R. (2009). Fat properties during homogenization, spray-drying, and storage affect the physical properties of dairy powders. Journal of Dairy Science, 92(1), 58–70. https://doi.org/10.3168/jds.2008-1387.
Acknowledgements
The authors express their gratitude to Tammy Huberty, Ergys Topi, and Andrea Butterbrodt for the experimental support and to Volker Zibat for the support with the SEM micrographs.
Funding
Open Access funding enabled and organized by Projekt DEAL. This IGF project of the FEI was supported via AiF within the program for promoting the Industrial Collective Research (IGF) of the German Ministry of Economic Affairs and Energy (BMWi), based on a resolution of the German Parliament, Project 19312 N.
Author information
Authors and Affiliations
Contributions
Conceptualization: MLT; investigation: MLT, DC; writing - original draft: MLT; writing - review and editing: DC, VG, HPK; funding acquisition: VG, HPK.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Taboada, M.L., Chutani, D., Karbstein, H.P. et al. Breakup and Coalescence of Oil Droplets in Protein-Stabilized Emulsions During the Atomization and the Drying Step of a Spray Drying Process. Food Bioprocess Technol 14, 854–865 (2021). https://doi.org/10.1007/s11947-021-02606-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11947-021-02606-1