
Abstract
The Li-Mn-O system is a crucial constituent of cathode materials used in lithium-ion batteries (LIBs). Numerous research teams have focused on enhancing its electrochemical properties and thermal stability at lower temperatures to develop high-performance cathode materials. However, in the recycling of LIBs in pyrometallurgical processing, the high temperature phase behavior of the Li-Mn-O system is important. Today, there is still a lack of systematic understanding regarding the high-temperature phase behavior of the Li-Mn-O system under well-defined atmospheric conditions, which is highly sought after in the pyrometallurgical process route to increase the recycling efficiency of lithium from spent LIBs. In this study, we investigate the high temperature phase behavior of the pseudo binary system Li2O-MnO under inert atmosphere. Thermal and caloric properties are measured as well as the contact angle at high temperatures to identify the solid-liquid transition. Based on the obtained phase behavior, thermodynamic database of Li2O-MnO within the Calphad framework is developed, where the liquid phase is modelled by the Modified Quasichemical Model (MQM).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The demand for lithium-ion batteries (LIBs) has grown exponentially since 19911,2,3,4,5,6,7 in portable devices, hybrid and electronic vehicles, and advanced power sources due to their attractive characteristics8,9 such as high energy density, low self-discharge characteristics combined with lightweight construction. With the burgeoning use of LIBs in these different sectors, the supply rate of lithium is a potential issue or even risk in the future. On the one hand, according to Ref. 10, global lithium production is tripled between 2010 and 2018 (excluding US production). However, lithium demand is expected to grow even faster in the coming years. At the same time, lithium production from current lithium mines and brine operations is expected to grow by only 2–5%.10
Obviously, this potential supply/demand imbalance could have a negative impact on the development of electric vehicles and renewable energy storage. According to Ref. 11, lithium is already considered a critical raw material on the fourth list for the EU. On the other hand, the price of lithium is also rising rapidly. For example, the spot price of battery-grade lithium carbonate in China rose from $7000 per ton in January to around $26,200 per ton in November 2021.12
Therefore, in order to cope with the impending shortage of required primary lithium sources and increasing lithium prices, as well as the resulting increasing amount of spent LIBs reaching their end of life (EOL),13,14,15,16 the further development of energy-efficient recycling processes and techniques for spent LIBs is key.
Currently, there are several techniques to recycle the spent LIBs, among which the representative routes are hydrometallurgical,17,18,19 biometallurgical19,20,21,22 and pyrometallurgical.17,19,23,24,25 The common concept of the hydrometallurgical route is to leach metals such as cobalt and lithium into the liquid solution and then add chemical reagents such as a saturated solution of sodium carbonate to precipitate lithium ions as lithium carbonate.26 In recent years, this route attracts more and more attention due to its low energy consumption and low Greenhouse Gas (GHG) emission.27 However, one should also recognize that this route could bring a significant amount of contaminated wastewater as well as lower recycling capacity.26 In addition, the rapid development of LIBs is changing the chemical composition of the materials they contain, such as Si alloy anodes and even Li-air batteries, which poses a serious challenge for specific hydrometallurgical technologies.28 For biometallurgical process, it is more environmentally friendly. However, the main challenges are its slow kinetics and the time required for microbial culture.20 In the pyrometallurgical route, the main disadvantages are high energy consumption, expensive waste gas treatment and high greenhouse gas emissions.19,27 This route is widely applied in the industries for large-scale LIBs recycling, such as in Umicore, Accurec, Batrec and Sony&Sumitomo.13,29 The popularity of the pyrometallurgical route in industries is due to its robustness. This means, this route is highly adaptable to different raw materials and geometries,19,27 by keeping attractive for large-scale recycling even for the next generation LIBs. Based on the typical pyrometallurgical technology such as Umicore ultra-high temperature technology, the lithium is significantly concentrated in the slag. Due to complexity of the multicomponent and multiphase properties in the slag, modeling strategies, e.g., CALPHAD (Calculation of phase diagram)30,31 are important for understanding the influence of different initial compositions on the formation of phases in the solidified slag and consequently for slag tailoring. As an example, in one of our previous works,32 the composition influence of Li2O-Al2O3-SiO2-CaO-MgO slag system on the LiAlO2 phase formation is critically evaluated and systematically investigated. It is revealed that highly nonlinear relations between MgO and CaO amount and the target product phase LiAlO2 are present. This shows that an accurate and high quality thermodynamic database and modeling strategy is indispensable to tailor LiAlO2 amounts for efficient downstream processing. However, also MnOx is an additional important LIB component,33,34 which is comparably less addressed in thermodynamic solidification studies. Improving the thermodynamic modelling and allowing slag design by considering MnOx is a challenging task, especially because of the multivalence of manganese in its oxide state such as + 2 for MnO, + 3 for Mn2O3 and + 4 for MnO2.
The oxygen partial pressure in the atmosphere plays an important role in the solid phase formation in manganese containing slags. In some binary systems, such as MgO-MnO,35 SiO2-MnO,36 the influence of oxygen partial pressure on phase formation has been systematically studied. In large-scale pyrometallurgical routes for LIBs recycling, the high amount of graphite from the black mass enhances the reduction atmosphere. For instance, in the work37 CuO is added to react with the excess graphite and it is shown for the pyrometallurgical route of LIBs recycling, that MnO should be considered. However, it was found that the Li2O-MnO system at high temperatures, where the solid-liquid transition occurs and is crucial for phase formation behavior during solidification, is rarely discussed in the literature. In this work we aim, to experimentally investigate the solid-liquid transition behavior of Li2O-MnO especially in the composition field, relevant for LIB-recycling, and further integrate the experimental information into thermodynamic model, which is capable of capturing the solid-liquid phase transition. The work is organized as following: Firstly, a quality-controlled slag preparation carried out for certainly chosen compositions such that high-temperature thermogravimetric analysis coupled with differential scanning calorimetry (TGA/DSC) can be performed to determine essential thermodynamic properties and for identifying solidus points. For determining liquidus information, due to the peak broadening in DSC, heating microscope analysis for analyzing the contact angle during melting is conducted to observe and reveal the morphological changes of the slag in-situ while increasing temperature. Based on the experimental analysis the thermodynamic model parameters of the Modified Quasichemical Model (MQM)38,39 for describing the liquid slag phase of the mixture are determined.
Materials and Experimental Methods
Raw Materials
Lithium carbonate (Li2CO3, Sigma-Aldrich, ≥ 99.0%, in powder form) and manganese oxide (MnO, Sigmal-Aldrich, ≥ 99.0%, in powder form), were used as raw materials. They are oxidizable and hygroscopic, which must be considered. Therefore, the purity of these raw materials was tested using X-ray powder diffraction (XRD) and Rietveld refinement before being applied in the slag preparation. XRD analyses were performed on a PANalytical X'Pert Pro MPD θ-θ diffractometer with Co-Kα radiation (40 kV and 40 mA) and variable divergence slit (20 mm irradiated length). The instrument is equipped with primary and secondary soller slits, a diffracted beam monochromator and a point detector. The ground samples were transferred to the sample holder using the backloading method and measured in the angular range of 10°−80° 2θ with a step size of 0.03° 2θ and a measurement time of 3 sec per step. For the Rietveld refinement, illustrated in Fig. 1, the Software Profex/BGMN40 with crystal structure data from Kuriyama and Hosoya (MnO)41 and Zemann42 (Li2CO3) was used. In both refinements, the figures of merit (r-values, χ2) and the difference plot indicate a good agreement between observed and calculated intensity values. The results confirm that the raw materials are pure. No other phases were detected.

Rietveld refinement of Li2CO3 (top) and MnO (bottom).
The initial composition for respective sample preparation is given in Table I. Besides, during the slag preparation in DSC/TGA, nitrogen (N2, Westfalen AG, 99.9%) is used for providing inert atmosphere. To avoid oxidation and water sorption effect during the analysis route in DSC/TGA and in situ high-temperature optical microscopy, nitrogen (N2, Westfalen AG, 99.9%) and argon (Ar, Westfalen AG, 99.999%) are provided respectively.
Slag Preparation Under Controlled Conditions and Measurement Techniques for Determining Thermodynamic Properties
Simultaneous high-temperature TGA-DSC (STA) from Linseis is applied. The temperature calibration is conducted using gold (99.99%) and palladium (99.99%) standard substances in an Al2O3 crucible with three different cooling rates of 2, 10, and 20 K/min. For each initial composition (A1, A2, and A3), approximately 35 mg of raw materials are weighed and placed in a 90Pt-10Rh crucible. The operation temperature is depicted in Fig. 2. Two heating processes with the same heating rate (20 K/min) and two cooling processes (the first one with 5 K/min cooling rate and the second one with 2 K/min cooling rate) are carried out under 1 atm nitrogen atmosphere. The first heating process denoted as “slag preparation” is aimed for completely decomposition of Li2CO3 into Li2O, which is recorded through TGA to measure the corresponding mass loss with increasing temperature, while the second heating process is applied for the actual "measurement route". The phase transition temperature is determined using the measured DSC signal using the evaluation method from.43 The specific heat capacity of the samples is determined using the sapphire method.44

Temperature profile for sample synthesis and measurement of the thermodynamic properties of the respective samples, the first heating process, which is marked with the red rectangular with slanting lines presents the slag preparation and the green one with horizontal lines shows the measurement route (Color figure online).
Measuring Morphological Changes of the Sample at High Temperature and Determine Liquidus Properties
In the present work, heating microscope DIL L74 from Linseis is used for measuring the morphological changes and contact angle of samples with increasing temperature during melting process. Before measuring the samples, temperature calibration is performed using the melting temperatures of calibration materials Li2CO3 and Au. Besides, three samples, each weighing about 10 g and having the initial compositions A1, A2, and A3 as specified in Table I, are homogenized and placed in a porcelain dish. A few drops of ethanol (≥ 96%) are added to stabilize the sample body, and once the desired strength is achieved, an appropriate amount of specimens are taken from the samples and placed in a compression mold. The standardized compression tool is then used to press the specimens into cylinder shapes. These specimens are subsequently transferred and centered on platinum sheets. During the sample measurements, the contour of samples according to DIN CEN/TS 15370-145 is in-situ recorded from 550°C to 1600°C with the same heating rate as the DSC/TGA experiments such that the contact angle is evaluated.
Thermodynamic Modeling of Stoichiometric Compounds and the Liquid Slag Phase
Stoichiometric Compounds
In the present work, two stoichiometric compounds Li2O and MnO are considered. The other manganese oxide compounds such as hausmannite (α- and β-Mn3O4), bixbyite (α- and β-Mn2O3) and pyrolusite (MnO2) are not taken into account, since the raw material is MnO and the whole experiments are under inert atmosphere. Additionally, according to David et al.,46 there should exist one stoichiometric compound Li2MnO2, where the manganese maintains at + 2 oxidation state. However, it should be noted that this compound was synthesized through using butyl lithium and LiMn2O4, where the oxidation state of manganese is not at + 2. Moreover, the existence of this compound is doubted in Ref. 47. Therefore, herein, only two stoichiometric compounds Li2O and MnO are considered, since up to author´s knowledge, there is no other stoichiometric compound, which is synthesized and confirmed by experiments, where the valence of manganese is + 2. In order to determine the Gibbs energy of these stoichiometric compounds, the standard formation of enthalpy and entropy are calculated, based on temperature dependency. The Gibbs energy, the enthalpy and entropy, of a stoichiometric compound read:31
where \(\Delta {H}_{298.15 K}^{0}\), \(\Delta {S}_{298.15 K}^{0}\) and \({C}_{\mathrm{p}}\) represent the standard formation of enthalpy, entropy, and heat capacity respectively.
Liquid Slag Phase
Accounting for the strong structural ordering in the liquid slag phase, there are several model approaches such as associated model,48,49 ionic model50,51 and Modified Quasichemical Model (MQM),38,39 which can be applied for describing the so-called short-range ordering phenomenon. In the present study, model parameters for MQM model are developed for describing the binary liquid slag phase of the Li2O-MnO system. Based on MQM theory, the quasichemical reaction of this binary system, neglecting oxygen, can be expressed as follows:
In this equation, Li-Li, Mn-Mn, and Li-Mn represent the second-nearest-neighbor pairs. The Gibbs energy of reaction \(\Delta {g}_{\mathrm{LiMn}}\) is the model parameter that can be expanded in terms of pair fraction polynomial according to:39
Here, \({\Delta g}_{\mathrm{LiMn}}^{0}\), \({g}_{\mathrm{LiMn}}^{i0}\) and \({g}_{\mathrm{LiMn}}^{0j}\) are temperature dependent model parameters, \({X}_{\mathrm{LiLi}}^{i}\) and \({X}_{\mathrm{MnMn}}^{j}\) represent the pair fraction. In addition, the total Gibbs energy of this phase can be calculated as:
where \({g}_{{\mathrm{Li}}_{2}\mathrm{O}}^{0}\) and \({g}_{\mathrm{MnO}}^{0}\) are the Gibbs energy of pure components Li2O and MnO, \(\Delta {S}^{\mathrm{config}}\) is configurational entropy of pair mixing.
Solid Solutions
According to Buzanov et al.52,53 there is a solid solution between Li2O and MnO, in which substitution of manganese by lithium can even reach 50% at 1173 K. However, there is no details about experimental verification of this solid solution, and the solubility of Li2O in MnO is uncertain. Therefore, this solid solution as well as its mutual solubility is not considered meanwhile in this work, because we don’t focus on solid-state reaction at lower temperatures in this contribution.
Results and Discussion
The results section is divided into two parts, the first part presents the experimental results in terms of quality-controlled synthesis path and thermodynamically property measurement combined with microscopic studies for determining solidus and liquidus behavior for the samples stated in Table I. The second part shows the thermodynamics model parameter determination for modeling the solid-liquid phase behavior of the Li2O-MnO at atmospheric pressures. The focus is put on the liquid-solid phase behavior in the high temperature region rather than on solid phases and corresponding transitions.
Experimental Results and Discussion
In order to ensure that the measured properties are representative of the pure binary system Li2O-MnO, the first heating process, as illustrated in Fig. 2, is conducted to decompose the raw material Li2CO3 into Li2O. The temperature profile obtained from the slag preparation process in Fig. 2 is used to measure the temperature-dependent thermogravimetric properties of the three respective samples, as shown in Fig. 3.

Temperature-dependent mass loss of sample A1, A2 and A3 during sample preparation. They are marked with red solid, green dashed and blue dotted line respectively. For better comparison, the theoretical mass loss is calculated assuming complete decomposition of Li2CO3 to Li2O, with values of 40.24 wt-% for sample A1, 30.38 wt-% for sample A2, and 20.39 wt-% for sample A3 (Color figure online).
In the early stages of the slag preparation, the mass loss of each sample is relatively constant. The measurement accuracy is +−/1.5%. As the temperature rises, sample A2 demonstrates its earliest decomposition occurring in the temperature range of approximately 300°C to 500°C. This is potentially associated with a minor presence of excess carbon or residual organic substances. Subsequently, the transformation of Li2CO3 into Li2O and CO2 occurs, leading to a respective mass reduction. Then, sample A1 follows next in decomposition, while sample A3 begins to decompose last at around 800°C. Besides, based on the slope of each mass loss curve one can conclude that the sample A1 that contains the most amount of Li2CO3 decomposes faster than other samples. Moreover, the mass loss curve leveled off when the operating temperature reaches about 1100°C, which indicates that the decomposition process is complete. In comparison with the work from Shi et al.,54 where the thermal decomposition of pure Li2CO3 in argon atmosphere is performed with the same heating rate 20 K/min, the decomposition process should be completed at 976.85°C. The shift of the complete decomposition temperature point in this work implies that the presence of MnO affects the decomposition behavior of Li2CO3. Additionally, it is worth mentioning that the synthesis atmosphere also plays an important role for the decomposition process and the sample synthesis. Berbenni et al.55 performed the TGA measurements of Li2CO3 and MnO under air atmosphere, the corresponding mass loss curves are significantly different compared to the measured results under inert atmosphere in this work. In the studied case of Berbenni et al.,55 due to the presence of oxygen, the sample can absorb oxygen and mass increases. Since oxygen is absorbed other oxides such as Mn2O3, Mn3O4, LiMn2O4 and Li2MnO3 can be formed. In addition, samples with varying initial Li2CO3 content exhibit distinct decomposition patterns, thereby contributing to increased ambiguity in the overall process. In this investigation the atmosphere is controlled with flowing nitrogen. Figure 3 shows that almost the whole Li2CO3 has been converted to Li2O after 1100°C and that the theoretical mass loss assuming that Li2CO3 is fully decomposed in Li2O and CO2 is closely reached. Additionally, this shows further that no Li is going into the inert gas phase under these conditions. After the first heating and cooling cycle the second heating process is performed, termed as measurement route, for measuring thermal properties of the Li2O-MnO system for the certain compositions. The measured DSC curves and heat capacities are presented in Fig. 4 in the solidus temperature region, where onset temperatures for each sample are marked based on the evaluation method according to Ref. 43.

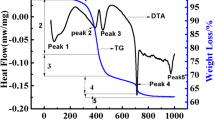
(a) Temperature-dependent heat flow of sample A1, A2 and A3 during measurements route. They are marked with red solid, green dashed and blue dotted line respectively. Onset temperature, i.e. solidus temperature for each sample is additionally identified based on the evaluation method according to Ref. 43. (b) Measured specific heat capacity of the sample A1, A2 and A3 from DSC. They are indicated by red solid, green dashed and blue dotted line respectively (Color figure online).
According to Ref. 56, onset temperature Ts1 of respective sample instead of peak temperature during the heating process is more representative for solidus temperature. Moreover, since the positions of the peaks are at similar temperatures and they are quite sharp, they can be considered as eutectic temperatures. In addition, sample A1 shows the sharpest peaks in the Fig. 4, this indicates, that this sample has a composition close to the eutectic point compared to A2 and A3. Typically during heating, one should observe a second broadened peak or shoulder referring to the liquidus temperature. However, for this case it could not significantly enough measured to determine the liquidus temperature accurately. This phenomenon is also discussed in the context of other systems.43,56 For instance, Liang et al.43 noted that the liquidus temperature of Al-Sr system cannot be obtained from the heating curve of STA, including the corresponding cooling curve due to super-cooling effect is also not suitable for determination of liquidus temperature. Furthermore, there exists absence of the liquidus peak in Ag-23% Cu from,56 when this point is close to the eutectic temperature. Hence, in this work we applied heating microscopy analysis to gain a more confident information about the liquidus temperature, which is discussed in the forthcoming paragraph.
Measuring Shape Changes and Contact Angle for Liquidus and Solidus Temperature Determination with Heating Microscopy Under Inert Atmosphere
Based on the experimental procedure outlined in section "Measuring Morphological Changes of the Sample at High Temperature and Determine Liquidus Properties", and to provide a clear illustration of the measured melting behavior of the samples, sample A1 is exemplarily shown. The results of the melting analysis, as observed under a heating microscope, are depicted in Fig. 5.

In-situ form variations of sample A1 at various temperatures. (a) Reference state, 550.2°C, (b) Shrinkage starting temperature, 666.6°C, (c) Deformation temperature, 678.4°C, (d) Hemisphere temperature, 786.0°C, (e) Solidus temperature, 1070.2°C, (f) Liquidus temperature, 1105.0°C, and (g) Flow temperature, 1122.5°C. The sample is heated at a rate of 20 K/min under inert gas atmosphere. The characteristic temperatures, except for the solidus and liquidus temperature, are labeled based on Ref. 45. The determination of the solidus and liquidus temperature is explained in the following text.
Owing to the similar melting behavior between the slag system and ash, especially their common high viscosity properties,57 the German standard for determining of ash melting behavior45 is also applied for the current slag system. In the present work, the reference temperature is chosen at around 550°C. As the temperature increases, the form of the previous cylindrical-shape sample changes simultaneously. Based on the definition of Ref. 45, which takes into account the variation of form factor of sample compared with the reference state, four characteristic temperatures such as shrinkage starting temperature, deformation temperature, hemispherical temperature and flow temperature are defined. In addition, two extra characteristic temperatures, namely the solidus temperature and liquidus temperature, are determined by considering the contact angle between the sample and the platinum sheet. Totally, the sample undergoes six different processes. Exemplified for A1 this means, that firstly, the shrinkage temperature is reached at 666.6°C. This phenomenon can be explained due to the porosity within the granular raw material is reduced during this sintering process.58 After that, the temperature further increases which induced that the cylindrical-form sample A1 turns into a trapezoid shape. This is labeled as hemisphere temperature, see Fig. 5d. At this point, the height of the sample is half of its bottom width. It is in alignment with the TGA measurement of this sample, where the hemisphere temperature occurs the mass of the sample begins to decrease according to the decomposition of Li2CO3. Many factors can influence the sample form. On the one hand, the sintering process can change the morphology of particles and the porosity, the interplay of these effects lead to form variation of samples.58 On the other hand, at higher temperature, the decomposition process of Li2CO3 can also influence the shape of samples. As the temperature increases and the liquid droplet forms, it tends to spread out on the bottom of the sample, causing a rapid decrease in the contact angle at the bottom. In this study, the first minimum also corresponding to the lowest point of contact angle is applied to determine the solidus temperature. For sample A1, the solidus temperature in the Fig. 5e is determined to be 1070.2°C. Subsequently, as the temperature further increases, an increasing number of droplets or bubbles are formed, causing the sample to spread more and more on the platinum sheet. At 1105.0°C, the liquidus temperature is determined since at this temperature, the primary droplets and bubbles disappear, and the contact angle reaches a second local minimum, indicating that the sample has reached a fully molten state. By comparing this result with the identified solidus temperature 1070.2°C it shows that this composition is close to the eutectic point. The measured solidus and liquidus temperatures for the sample A2 and A3 are applied for developing the model parameter. When the amount of Li2O is reduced in sample A2, the corresponding melting behavior increase to the significantly higher temperature of 1351.0°C. Moreover, when the initial amount of MnO of sample is further increased, the measured liquidus temperature in terms of sample A3 is increased up to 1525.0°C.
Thermodynamic Modeling Results and Discussions
As the first step for the thermodynamic modeling of Li2O-MnO system, the thermodynamic properties of the stoichiometric components Li2O and MnO needs to be investigated. For the Li2O, there are many different techniques such as solution calorimetry,59 optical pyrometer,60 thermal analysis61 and even ab-initio calculation62 to measure and calculate the corresponding thermal and caloric properties. In the present work, in order to keep database consistency with former works,32,63 we applied the optimized thermodynamic properties of Li2O from,63 which is tabulated in the Table II. The thermodynamic properties of MnO are directly from FT-Oxide64,65 without any modification.
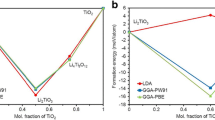
Based on measurements, it is observed that sample A1, which contains 33.34 mol-% MnO, exhibits the highest phase change enthalpy. This suggests that the structure of the liquid mixture with the initial composition of sample A1 is highly ordered, referring to the highest short-range ordering path in the liquid phase. This is an indication for the path where also the minimum of the enthalpy of mixing is occurring, which is used to identify the coordination number in the MQM model. However, it should be further noted that the coordination number in MQM we use herein is not a physical coordination number, but rather a parameter adjusted to account for the position where maximum short-range ordering exists.66 Therefore, in this study, it is assumed that the maximum short-range ordering is located at 0.33 mole MnO. This is a similar identification procedure as it was applied to Li2O-MgO in Ref. 67. Hence, the coordination numbers of Li and Mn are assigned as 0.6887 and 1.3774, respectively. In addition, only two end-members Li2O and MnO in the liquid phase are selected. Their corresponding Gibbs energies are directly obtained according to Refs. 63 and 65 respectively. The model parameters are then adjusted and optimized to maintain the consistency of the calculated phase diagram with the experimental measurements, especially for the measured phase boundaries of the solidus and liquidus curves of the Li2O-MnO binary system. The optimized model parameters are tabulated in the Table III and the experimental phase boundary comparison with the model are shown in Fig. 6.

Calculated phase diagram of Li2O-MnO system at 1 atm. The black solid line represents the calculated phase boundary based on the present model parameters. Besides, the red spherical points indicate the onset temperature, which is measured from DSC. The blue diamond points show the measured liquidus temperature from heating microscope. Moreover, the green rectangular point and the magenta triangle represent the melting point of the pure MnO from FT-Oxide database65 and the pure Li2O from63 respectively (Color figure online).
The modeled solidus temperature determined in this study is found to be 1103.7°C, which closely matches the values obtained from DSC analysis (1099.6°C, 1099.0°C, and 1113.2°C) and heating microscopy results (1070.2°C, 1104.0°C, and 1125.7°C). Additionally, the calculated eutectic point is in close agreement with the initial composition of sample A1, which explains why the DSC peak of sample A1 is more prominent than the peaks of other samples during the heating process. For sample A1 containing 66.66 mol-% Li2O, the calculated liquidus temperature is 1109.1°C, which is in good agreement with the measured value of 1105.0°C. However, the DSC and contact angle measurements are sensitive to the sample size-shape, impurities and test conditions. Therefore, the mole fraction of MnO at the eutectic point in the phase diagram, which is 0.33, represents a closely estimated value. Table IV summerizes the model and experimental results.
Conclusion
We investigated the high-temperature phase behavior of the pseudo-binary system Li2O-MnO under inert gas atmosphere for the first time. Therefore, we synthesized the samples under controlled and inert conditions. The solidus, liquidus temperatures, and heat capacities at different initial compositions were obtained using high temperature TGA/DSC and heating microscopy by determining contact angle changes in the melting region. The liquidus temperature increases significantly with the increasing amount of MnO in the mixture. Additionally, we established a new thermodynamic database by optimizing the model parameters of the MQM model within the Calphad framework. Based on this new database, we calculated the phase diagram of Li2O-MnO at high temperatures, which showed good agreement with the measured phase boundaries. Due to the combined measurement of DSC and heating microscopy and the thermodynamic calculation, the eutectic point could be closely approximated to be at 0.33 mol fraction MnO. Hence, this study provides knowledge of the high-temperature phase behavior of Li2O-MnO and contributes to the understanding of high-temperature phase formations of slag systems relevant to the pyrometallurgical recycling of lithium-ion batteries. Further, it provides a base for the development of more complex thermodynamic models with respective databases to model higher component slag systems which can be consequently used for artificially tailoring high lithium-containing phases.
References
G. Ren, S. Xiao, M. Xie, B. Pan, J. Chen, F. Wang, and X. Xia, Trans. Nonferrous Met. Soc. China 27, 450 (2017).
H. Dang, B. Wang, Z. Chang, X. Wu, J. Feng, H. Zhou, W. Li, and C. Sun, ACS Sustain. Chem. Eng. https://doi.org/10.1021/acssuschemeng.8b02713 (2018).
S. Leuthner, Übersicht zu Lithium-Ionen-Batterien (Springer Vieweg, Berlin, 2013), p13.
P. Zhu, D. Gastol, J. Marshall, R. Sommerville, V. Goodship, and E. Kendrick, J. Power. Sources 485, 22931 (2021).
J.B. Goodenough and Y. Kim, Chem. Mater. 22, 587 (2010).
L. Lu, X. Han, J. Li, J. Hua, and M. Ouyang, J. Power. Sources 226, 272 (2013).
I. Rubio Lopez, M.J. Lain, and E. Kendrick, Batteries Supercaps 3, 900 (2020).
X. Zhang, Z. Li, L. Luo, Y. Fan, and Z. Du, Energy 238, 121652 (2022).
C. Hanisch, T. Loellhoeffel, J. Diekmann, K.J. Markley, W. Haselrieder, and A. Kwade, J. Cleaner Prod. 108, 301 (2015).
C. Baltazar Tabelin, J. Dallas, S. Casanova, T. Pelech, G. Bournival, S. Saydam, and I. Canbulat, Miner. Eng. 163, 106743 (2021).
G. A. Blengini, C. E. Latunussa, U. Eynard, C. T. de Matos, D. Wittmer, K. Georgitzikis, C. Pavel, S. Carrara, L. Mancini, M. Unguru, D. Blagoeva, F. Mathieux and D. Pennington., “Study on the EU’s list of Critical Raw Materials” (European Union, Luxembourg, 2020), https://ec.europa.eu/docsroom/documents/42883/attachments/1/translations/en/renditions/native. Accessed 25 March 2023.
“Mineral Commodity Summaries 2022” (U.S. Geological Survey, Reston, Virginia, 2022), https://pubs.usgs.gov/periodicals/mcs2022/mcs2022.pdf. Accessed 25 March 2023.
X. Zhang, L. Li, E. Fan, Q. Xue, Y. Bian, F. Wu, and R. Chen, Chem. Soc. Rev. 47, 7239 (2018).
M. Foster, P. Isely, C.R. Standridge, and M.M. Hasan, JIEM. 7, 698 (2014).
M. Weil and S. Ziemann, Recycling of traction batteries as a challenge and chance for future lithium availability (Elsevier, 2014), p509.
D. Kushnir and B.A. Sandén, Resour. Policy 3, 93 (2012).
C. Liu, J. Lin, H. Cao, Y. Zhang, and Z. Sun, J. Cleaner Prod. 228, 801 (2019).
J. Zhao, B. Zhang, H. Xie, J. Qu, X. Qu, P. Xing, and H. Yin, Environ. Res. 181, 108803 (2020).
M. Zhou, B. Li, J. Li, and Z. Xu, ACS ES&T Engg. 1, 1369 (2021).
N.B. Horeh, S. Mousavi, and S. Shojaosadati, J. Power. Sources 320, 257 (2016).
B. Xin, D. Zhang, X. Zhang, Y. Xia, F. Wu, S. Chen, and L. Li, Bioresour. Technol. 100, 6163 (2009).
D. Mishra, D.J. Kim, D. Ralph, J.-G. Ahn, and Y.-H. Rhee, Waste Manag. (Oxford, U.K.) 28, 333 (2008).
T.P. Hendrickson, O. Kavvada, N. Shah, R. Sathre, and C.D. Scown, Environ. Res. Lett. 10, 041011 (2015).
P. Yadav, C.J. Jie, S. Tan, and M. Srinivasan, J. Hazard. Mater. 399, 123068 (2020).
M. Assefi, S. Maroufi, Y. Yamauchi, and V. Sahajwalla, Curr. Opin. Green Sustain. Chem. 24, 26 (2020).
B. Swain, Sep. Purif. Technol. 172, 388 (2016).
D. Latini, M. Vaccari, M. Lagnoni, M. Orefice, F. Mathieux, J. Huisman, L. Tognotti, and A. Bertei, J. Power. Sources 546, 231979 (2022).
T. Kim, W. Song, D.-Y. Son, L.K. Ono, and Y. Qi, J. Mater. Chem. A 7, 2942 (2019).
T. Georgi-Maschler, B. Friedrich, R. Weyhe, H. Heegn, and M. Rutz, J. Power. Sources 207, 173 (2012).
H. Lucas, S. Fries, and B. Sundman, Computational thermodynamics: the Calphad method (Cambridge University Press, Cambridge, 2007), pp79–160.
N. Saunders and A.P. Miodownik, CALPHAD (calculation of phase diagrams): a comprehensive guide (Elsevier, New York, 1998), pp91–124.
H. Li, H. Qiu, T. Schirmer, D. Goldmann, and M. Fischlschweiger, ACS ES&T Eng. 2, 1883 (2022).
T. Elwert, D. Goldmann, T. Schirmer, and K. Strauß, World Metall.--Erzmet. 65, 163 (2012).
A. Wittkowski, T. Schirmer, H. Qiu, D. Goldmann, and U.E.A. Fittschen, Metals. 11, 188 (2021).
S.K. Panda and I.-H. Jung, J. Am. Ceram. Soc. 97, 3328 (2014).
Y.-B. Kang and I.-H. Jung, Metall. Mater. Trans. B 48, 1721 (2017).
M. Sommerfeld, C. Vonderstein, C. Dertmann, J. Klimko, D. Oráč, A. Miškufová, T. Havlík, and B. Friedrich, Metals. 10, 1069 (2020).
A.D. Pelton, S.A. Degterov, G. Eriksson, C. Robelin, and Y. Dessureault, Metall. Mater. Trans. B 31, 651 (2000).
A.D. Pelton and P. Chartrand, Metall. Mater. Trans. A 32, 1355 (2001).
N. Doebelin and R. Kleeberg, J. Appl. Cryst. 48, 1573 (2015).
M. Kuriyama and S. Hosoya, J. Phys. Soc. Jpn. 17, 1022 (1962).
J. Zemann, Acta Cryst. 10, 664 (1957).
S.-M. Liang, M. Engstler, V. Groten, J. Barrirero, F. Mücklich, A. Bührig-Polaczek, and R. Schmid-Fetzer, J. Alloys Compd. 610, 443 (2014).
G. Pei, J. Xiang, G. Li, S. Wu, F. Pan, and X. Lv, A Literature Review of Heat Capacity Measurement Methods (Springer, Cham, 2019), p569.
CEN/TS, Solid biofuels - Method for the determination of ash melting behavior - Part 1: Characteristic temperatures method, (CEN, Brussels, 2006), p. 4.
W.I.F. David, J.B. Goodenough, M.M. Thackeray, and M.G.S.R. Thomas, Rev. Chim. Miner. 20, 636 (1983).
D. Yan, Y. Zhao, Y. Dong, Z. Liang, and X. Lin, J. Alloys Compd. 636, 73 (2015).
R. Schmidt and Y.A. Chang, CALPHAD: Comput Coupling Phase Diagrams Thermochem. 9, 363 (1985).
N.S. Kulkarni and T.M. Besmann, J. Am. Ceram. Soc. 91, 4074 (2008).
M. Hillert, B. Jansson, B. Sundman, and J. Agren, Metall. Mater. Trans. A 16, 261 (1985).
B. Hallstedt, J. Am. Ceram. Soc. 75, 1497 (1992).
G.A. Buzanov, G.D. Nipan, K.Y. Zhizhin, and N.T. Kuznetsov, Dokl. Chem. 465, 268 (2015).
G.A. Buzanov, G.D. Nipan, K.Y. Zhizhin, and N.T. Kuznetsov, Russ. J. Inorg. Chem. 62, 551 (2017).
L. Shi, T. Qiu, D. Liu, Y. Deng, B. Yang, and Y. Dai, Process of Thermal Decomposition of Lithium Carbonate (Springer, Cham, 2020), p107.
V. Berbenni and A. Marini, J. Anal. Appl. Pyrolysis 64, 43 (2002).
W.J. Boettinger, U.R. Kattner, K.-W. Moon, and J.H. Perepezko, DTA and Heat-flux DSC Measurements of Alloy Melting and Freezing (Elsevier Science, New York, 2007), p152.
P. Wang and M. Massoudi, Energies 6, 784 (2013).
R.M. German, JOM 68, 878 (2016).
G.K. Johnson, R.T. Grow, and W.N. Hubbard, J. Chem. Thermodyn. 7, 781 (1975).
S.O. Mark and M.L. Edwin, J. Am. Ceram. Soc. 66, 645 (1983).
K. Chang, B. Hallstedt, and D. Music, Chem. Mater. 24, 97 (2012).
A. Masahide, A. Ken, and O. Yasumichi, J. Nucl. Sci. Technol. 17, 154 (1980).
B. Konar, M.-A. Van Ende, and I.-H. Jung, J. Eur. Ceram. Soc. 37, 2189 (2017).
P. Wu, G. Eriksson, and A.D. Pelton, J. Am. Ceram. Soc. 76, 2065 (1993).
C.W. Bale, E. Bélisle, P. Chartrand, S.A. Decterov, G. Eriksson, A.E. Gheribi, K. Hack, I.-H. Jung, Y.-B. Kang, J. Melançon, A.D. Pelton, S. Petersen, C. Robelin, J. Sangster, P. Spencer, and M.-A. Van Ende, CALPHAD Comput Coupling Phase Diagrams Thermochem. 54, 35 (2016).
A.D. Pelton, Phase Diagrams and Thermodynamic Modeling of Solutions (Elsevier, New York, 2019), pp253–294.
B. Konar, D.-G. Kim, and I.-H. Jung, Ceram. Int. 46, 13055 (2017).
Acknowledgement
The project on which this publication is based was funded by the German Federal Ministry of Education and Research within the Competence Cluster Recycling & Green Battery (greenBatt) under the grant number 03XP0336A. The authors are responsible for the contents of this publication. We would like to express our gratitude to M. Irmer and M. Steckhan for their valuable help in the lab.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Li, H., Ranneberg, M. & Fischlschweiger, M. High-Temperature Phase Behavior of Li2O-MnO with a Focus on the Liquid-to-Solid Transition. JOM 75, 5796–5807 (2023). https://doi.org/10.1007/s11837-023-06179-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-023-06179-6