
Abstract
A quasi-in-situ electron backscatter diffraction (EBSD) technique is used to study the microstructure and texture evolution in an extruded Mg-1Mn-0.2Ce (wt.%) alloy during annealing at 400°C. The as-extruded alloy has a bimodal and partially recrystallized microstructure with a strong [\({10}\bar{1}{\text{0}}\)]//ED basal texture (ED represents extrusion direction). Upon annealing, the strong [\({10}\bar{1}{\text{0}}\)]//ED texture is mitigated and gradually replaced by a major rare earth (RE)-texture and minor texture components lying within an arc between \(\text{[10}\bar{1}{\text{0}}\)]//ED and \(\text{[11}\bar{2}\text{0]}\)//ED. The RE-texture component observed from localized quasi-in-situ EBSD of a randomly selected area is \(\text{[85}\bar{13}\text{6]}\)//ED, which is ~8.1° from the [\({44}\bar{8}{\text{3}}\)]//ED RE-texture observed in the bulk sample. The texture change during quasi-in-situ annealing is associated with the preferential growth of the recrystallized (RX-ed) grains whose orientations are near \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED, at the expense of both RX-ed and deformed grains with [\({10}\bar{1}{\text{0}}\)]//ED orientations. This grain growth process mainly occurs in the deformation bands, where there is an agglomeration of the basal <a> and/or pyramidal II <c+a> geometrically necessary dislocations (GNDs). The observed preferential grain growth could be due to the relatively low energy stored in these RX-ed grains that have specific orientations.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Conventional wrought Mg alloys, such as AZ31 (Mg-3Al-1Zn; wt.%) and M1 (Mg-1Mn; wt.%), usually possess a strong basal texture. Typical basal texture in extruded Mg alloys is depicted as the basal planes of individual grains being aligned nearly parallel to the extrusion direction (ED).1 Such preferential grain orientation often leads to high yield asymmetry and low ductility at room temperature. Therefore, considerable efforts have been made to mitigate the basal texture in wrought Mg alloys through alloying, optimizing processing parameters, and subsequent heat treatment.2,3,4,5,6,7,8,9,10,11,12,13
Among the many strategies, micro-alloying with rare earth (RE) elements, such as cerium (Ce) and gadolinium (Gd), has been proved to be effective in not only weakening the basal texture but also generating off-basal texture components.2,3,4,5,8 The unique off-basal texture is generally referred to as the RE-texture in the literature. Although there seems to be a consensus that the RE-texture arises from the recrystallization texture, the formation mechanisms of the RE-texture are still a wide-open debate.14 Some studies have pointed out the critical role of specific nucleation mechanisms in generating off-basal orientations, such as particle stimulated nucleation (PSN),9 deformation twin induced nucleation (DWIN)12 and shear band induced nucleation (SBIN).10,11 Another group of studies has emphasized the preferential growth of grains with RE orientations.3,5,8
Since the first attempt by Zeng et al.,13 the quasi-in-situ electron backscatter diffraction (EBSD) technique has been widely utilized to study the texture evolution of wrought Mg alloys during post-deformation annealing.8,10,12,13,15,16 Quasi-in-situ EBSD provides opportunities to monitor the microstructure evolution site-specifically, thus having great potential in exploring the mechanisms underlying the texture evolution. Guan et al.10,12 used quasi-in-situ EBSD to study the texture evolution during static recrystallization in cold-rolled WE43 (Mg-4Y-3RE; wt.%). They revealed that the intensified off-basal texture component was formed by DWIN at {\({10}\bar{1}{\text{1}}\)}–{\({10}\bar{1}{\text{2}}\)} double twins. In contrast, SBIN only induced weakened basal texture. In both cases, they found no evidence of preferential grain growth. On the other hand, a quasi-in-situ EBSD study by Jiang et al.8 provided direct evidence of preferential growth of recrystallized grains with RE orientations during annealing of extruded Mg-1.58Zn-0.52Gd (wt.%) alloy.
Given the existing controversy above, we performed quasi-in-situ EBSD to monitor the microstructure and texture evolution in an extruded Mg-Mn-Ce alloy that has a partially recrystallized microstructure, with an aim of exploring the underlying mechanisms of texture modification in the presence of RE elements. The quasi-in-situ EBSD technique enables us to directly observe the evolution of individual grains and to monitor the variations in microstructure statistics. In doing so, we reported direct evidence of preferential grain growth during static annealing of the RE-containing Mg alloys, which eventually leads to the formation of RE-texture.
Experimental Methods
Sample Preparation
The Mg-1Mn-0.2Ce (wt.%) alloy, designated MC10, used in the present study has the following composition: Mn 0.95, Ce 0.20, Al 0.01, Si 0.02, Zn 0.006, and balance Mg, measured by inductively coupled plasma atomic emission spectroscopy. Cast ingots were prepared under SF6 + dry air protective gas. A cylindrical billet of ϕ35 mm was cut from the ingot, homogenized at 560°C for 1 h, then extruded into a cylindrical rod of ϕ10 mm at 350°C with a ram speed of 0.1 mm/s. The billet was preheated at 350°C for 10 min, and then the extrudate was immediately quenched in cold water to preserve the deformation microstructure. The sample for EBSD was cut from the extrudate center, with the observation surface parallel to the ED. The sample was prepared by hand-polishing, finished with a 0.05-μm silica suspension. The polished surface was slightly etched in a solution containing 7% HCl, 5% HNO3, and balanced ethanol to remove residual stress.
Quasi-in-situ EBSD Characterization
Quasi-in-situ EBSD scans were conducted in a JEOL JSM-7001F field-emission gun scanning electron microscope (SEM) equipped with a Nordlys Max2 EBSD detector. The operating voltage was 15 kV, and the step size was 0.117 µm. After the first scan, the sample was sealed in a vial filled with 0.8 bar of nitrogen and then annealed at 400°C. The same area was repeatedly scanned after static annealing for 30 s, 120 s, 210 s, 420 s, 750 s, 1600 s, and 3600 s. The sample was slightly re-polished with a 0.05-μm silica suspension after annealing for 1600 s due to the accumulated oxidation.
Data Processing
The inverse pole figures (IPFs) and IPF maps were plotted referring to the ED (horizontal). The in-grain misorientation axis (IGMA) analysis17 was performed to reveal different types of geometrically necessary dislocations (GNDs). A more detailed description of IGMA analysis can be found elsewhere.18 In this study, two types of GNDs were analyzed: the prismatic <a> GNDs that induce rotation about the [0001] Taylor axis, and the basal <a> and/or pyramidal II <c+a> GNDs that induce rotation about the [\({10}\bar{1}{\text{0}}\)] Taylor axis. For kernel average misorientation (KAM) analysis, the KAM value of each pixel is derived by averaging its misorientations with the neighboring pixels in a 3 × 3 kernel.
The grain orientation spread (GOS) criteria17 were used to differentiate the RX-ed grains and deformed grains. Figure 1 shows the GOS distributions in the as-extruded and the annealed microstructures obtained by quasi-in-situ EBSD. The grains can be separated into two groups by GOS = 5°. The grains with GOS < 5° are assumed to be the recrystallized (RX-ed) grains, and those with GOS ≥ 5° are regarded as the deformed grains. Some domains in the deformed grains are enclosed by adjacent RX-ed grains and identified by the software as new grains with GOS < 5° (indicated by the arrows in Fig. 1). They are manually corrected as deformed grains unless particularly specified. It is worth mentioning that there is no qualitative difference using either GOS = 2° or GOS = 5° as the criterion.

Grain orientation spread (GOS) distributions, obtained by quasi-in-situ EBSD, in the as-extruded and the annealed MC10.
Results
Microstructure Before Extrusion
Figure 2 shows the microstructure of as-homogenized MC10 characterized by optical microscopy and EBSD. These observations were made on the cross-sections of cylindrical billets before extrusion, i.e., the observation direction is parallel to the to-be-extruded direction of the ingot. Grains in the as-homogenized MC10 are columnar or dendritic in shape. Typical columnar grains have lengths of 500–1500 μm and widths of 150–500 μm. These grains are randomly oriented with each other. The relatively high texture intensity, i.e., 5.12 multiples of random distribution (MRD), is mainly due to the small number of grains scanned in the examination area.

(a) Optical micrograph and (b) EBSD IPF map, with IPF showing randomly oriented columnar or dendritic grains in the as-homogenized MC10. The step size of the EBSD map is 2 μm.
As-extruded microstructure
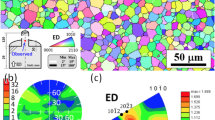
The EBSD analysis of the as-extruded MC10 along the ED is presented in Fig. 3. The as-extruded microstructure is bimodal and partially recrystallized. Figure 3a and b shows the separated RX-ed and deformed grains in the microstructure by the GOS criteria. The large and elongated blue grains in Fig. 3b are the deformed grains with their \(\text{[10}\bar{1}\text{0]}\) directions lying nearly parallel to the ED. The small and equiaxed colorful grains in Fig. 3a are the RX-ed grains that have a broader orientation spread. The as-extruded microstructure is highly non-uniform, forming various deformation bands, where the local strain is presumably higher. These deformation bands are the main nucleation sites for dynamic recrystallization (DRX) during extrusion. Most of the deformation bands are lying along the ED. There are also bands inclined to the ED, with a specific band labeled by the red arrow in Fig. 3a. The 55.56° [\({11}\bar{2}{\text{0}}\)] misorientation between the band and the adjacent deformed grain implies that the band may originate from the {\({10}\bar{1}{\text{1}}\)} compression twinning. The area fraction of the inclined bands is much lower than that of the parallel bands.

EBSD analysis of the as-extruded MC10 along the extrusion direction: (a) IPF map of the DRX-ed grains (GOS < 5°), (b) IPF map of the deformed grains (GOS ≥ 5°), (c) pixel-to-pixel misorientation of a line profile crossing deformed grains, (d) KAM map showing the distribution of local misorientations, (e) band contrast map with IGMA analysis showing distributions of geometrically necessary boundaries (GNBs), and (f) IGMA distribution plotted in the pole figure. In (e), the red lines represent boundaries with [\({10}\bar{1}{\text{0}}\)] rotation of 3°, the yellow lines represent boundaries with [0001] rotation of 3°, and the black lines in (a–f) are the general high-angle boundaries (> 10°) (Color figure online).
To find out whether the deformation bands are related to prior grain boundaries of the deformed grains, a line profile (marked by the white arrow in Fig. 3b) of pixel-to-pixel misorientations crossing deformed grains was measured and is displayed in Fig. 3c. As labeled by the black arrow, there is clearly a large misorientation angle of ~64°, indicating the presence of a grain boundary between two deformed grains. There are some other misorientation peaks that have exceeded 10°, but they are most likely to be related to the recrystallization bands or deformation-induced boundaries, considering their relatively low values and the close distance between adjacent misorientation peaks. A typical example of deformation-induced boundaries is marked by a red arrow. The related region is labeled by a red rectangle and magnified. This type of boundary is fully contained within a single grain, and is thus impossible to be a grain boundary between two deformed grains. Therefore, the examination area contains mainly two elongated and coarse deformed grains that are separated by the 64° grain boundary. They are designated as deformed grains A and B, respectively. Deformed grain A lying above the grain boundary shown in Fig. 3b, c is about 180 μm long and 135 μm wide, while deformed grain B lying below the grain boundary shown in Fig. 3b, c is 180 μm long and 75 μm wide. The actual lengths of these two grains are much larger, because they are not fully contained in the map. These sizes are comparable with some of the grains in the as-homogenized MC10, implying that these two grains have most likely not undergone recrystallization. Therefore, the deformation bands, which serve as the main recrystallization sites in the examined area, are mainly located inside the coarse deformed grains.
To further explore the nature of the deformation bands, KAM and IGMA analyses were performed in the same area. KAM is commonly used to reveal the local misorientation, which signifies the locally stored strain energy.3,8 The KAM (0–5°) distribution is presented in a map in Fig. 3d, while the IGMA data are plotted in a map (Fig. 3e) and a pole figure (Fig. 3f). From Fig. 3f, it can be observed that the two main misorientation axes for 1–5° low-angle boundaries are [0001] and [\({10}\bar{1}{\text{0}}\)] in the examination area. Therefore, the geometrically necessary boundaries (GNBs) with [0001] rotation of 3° (yellow lines) and with [\({10}\bar{1}{\text{0}}\)] rotation of 3° (red lines) are plotted in a band contrast map (Fig. 3e). They are designated as [0001]-type GNBs and [\({10}\bar{1}{\text{0}}\)]-type GNBs, respectively. The former is presumably formed by prismatic <a> GNDs, and the latter is formed by basal <a> and/or pyramidal II <c+a> GNDs.18 The KAM map and the IGMA map show good agreement with each other, which confirms that the local misorientations are mainly stored in [0001]-type and [\({10}\bar{1}{\text{0}}\)]-type GNBs. Combining the two maps, the quantity of the misorientation and corresponding GND types can be simultaneously identified.
The KAM distribution in the as-extruded microstructure is highly non-uniform (Fig. 3d), with the local misorientation being evidently higher in the deformation bands and the adjacent deformed grains. The IGMA map reveals that the high local misorientation in these regions is due to the agglomeration of [\({10}\bar{1}{\text{0}}\)]-type GNBs (Fig. 3e). These results suggest that basal <a> and/or pyramidal II <c+a> GNDs may play a role in the accommodation of local deformation by forming deformation bands and, more importantly, nucleating new DRX-ed grains in the bands. On the other hand, the [0001]-type GNBs tend to have a more uniform distribution in the deformed grains. The local misorientation is generally lower in regions where the [0001]-type GNBs are predominant.
Quasi-in-situ Observation of Texture Evolution During Annealing
Figure 4 displays the microstructure evolution of the extruded MC10 during annealing at 400°C, characterized by quasi-in-situ EBSD. In the as-extruded state, the overall texture of the examined area is dominated by the deformed grains, showing a strong [\({10}\bar{1}{\text{0}}\)]//ED basal texture (Fig. 4a). The [\({10}\bar{1}{\text{0}}\)]//ED texture component is commonly observed in RE-free Mg alloys, but also in RE-containing alloys prepared under certain extrusion conditions, particularly in the deformed regions.4,19

Quasi-in-situ EBSD IPF maps and corresponding IPFs along the extrusion direction showing evolution of microstructure and texture during annealing of the extruded MC10 at 400°C: (a) as-extruded, (b) 30 s, (c) 120 s, (d) 210 s, (e) 420 s, (f) 750 s, (g)1600 s, and (h) 3600 s.
During annealing at 400°C, the average grain size increases, the texture intensity of the scanned area gradually decreases, and new texture components develop (Fig. 4b–h). After 30 s of annealing, some small RX-ed grains have grown inside the deformation bands, consuming their surroundings that include both RX-ed and deformed grains. At this stage, although the grain size increases rapidly, there is little change in the texture (Fig. 4b). As the annealing proceeds to 120 s, some RX-ed grains are no longer constrained in the deformation bands, and have grown abnormally into coarse deformed grains (Fig. 4c). A new texture component, near [\({11}\bar{2}\)1]//ED (~28.4° from [\({11}\bar{2}\)0]//ED), emerges after 210 s of annealing (Fig. 4d) and afterwards gradually strengthens. The texture component near [\({11}\bar{2}\)1]//ED has been previously observed in Mg-Ce and Mg-Gd alloys, and reported to be a typical RE-texture.2,3,4,5 In addition, an arc between the [\({10}\bar{1}{\text{0}}\)]//ED and [\({11}\bar{2}\)0]//ED basal texture components has formed after 750 s of annealing (Fig. 4f). The arc between the [\({10}\bar{1}{\text{0}}\)]//ED and [\({11}\bar{2}\)0]//ED textures has been previously reported in RE-free Mg alloys, such as Mg-Mn binary alloys.20 After 3600 s of annealing, the microstructure is not yet fully recrystallized, with some residual [\({10}\bar{1}{\text{0}}\)]//ED deformed grains (Fig. 4h). Overall, the microstructure evolution is governed by the replacement of deformed grains having the [\({10}\bar{1}{\text{0}}\)]//ED orientations by the RX-ed grains that have various orientations, which leads to texture weakening and texture change. Some RX-ed grains have experienced abnormal growth and have much larger grain sizes than the others. They make the main contribution to the development of new texture components. Some representative grains are labeled by letters A–D for orientations near the [\({11}\bar{2}\)1]//ED component, and letters a–f for orientations on the [\({1}{\text{0}}\bar{1}{\text{0}}\)]–[\({11}\bar{2}\)0]//ED arc in the map and IPF in Fig. 4h.
Figure 5 shows the variations of statistical microstructure parameters corresponding to the maps in Fig. 4 plotted as a function of annealing time. As the annealing proceeds, the RX-ed grains progressively replace the deformed grains, indicated by the increase of the area fraction of RX-ed grains from 9.54% to 73.31% (Fig. 5a). On the other hand, the numbers of both RX-ed and deformed grains drastically decrease in the early stage of static recrystallization (before 120 s) (Fig. 5b). Precisely, 1600 RX-ed grains and 70 deformed grains vanished after 120 s of annealing. This is consistent with the description before that the growth of RX-ed grains in the deformation bands consumes both RX-ed and deformed grains nearby. After 120 s, the numbers of RX-ed and deformed grains become relatively stable, while the area fraction of RX-ed grains continuously increases. This implies that the RX-ed grains start to grow into the deformed grains outside the deformation bands. The statistical analysis suggests that the microstructure evolution is governed by the growth of RX-ed grains.

Variations of (a) area fraction and (b) grain number of RX-ed and deformed grains as a function of annealing time for the extruded MC10 during annealing at 400°C.
Figure 6a reveals the texture evolution of the RX-ed grains extracted from the maps in Fig. 4. In the as-extruded state, the DRX-ed grains exhibit a predominantly [\({10}\bar{1}{\text{0}}\)]//ED basal texture. There is also a broad spread of other texture components without preference. After 30 s of annealing, the texture intensity decreases mainly due to the mitigation of the [\({10}\bar{1}{\text{0}}\)]//ED component. At the same time, the texture components lying within a band between [\({10}\bar{1}{\text{0}}\)]//ED and [\({44}\bar{8}\)3]//ED are intensified. Further annealing to 120 s leads to a pronounced preference within the texture components, forming a peak intensity around [\({11}\bar{2}\)1]//ED. Simultaneously, the texture intensity is significantly weakened due to the continuous weakening of the [\({10}\bar{1}{\text{0}}\)]//ED component. After 210 s, the texture intensity barely changes, while the [\({11}\bar{2}\)1]//ED texture remains dominant. Furthermore, an intensified texture around the [\({11}\bar{2}\)0]//ED component is formed at 210 s and reserved until the end, which leads to the [\({10}\bar{1}{\text{0}}\)]–[\({11}\bar{2}\)0]//ED arc observed in Fig. 4. A broad spreading of the texture is noted near the [\({11}\bar{2}\)1] and [\({11}\bar{2}\)0] poles. The major texture components have deviated from the widely reported [\({11}\bar{2}\)1]//ED2,3,4,5 and [\({11}\bar{2}\)0]//ED19 components. For samples annealed from 120 s to 3600 s the most intensified spot near the [\({11}\bar{2}\)1] pole is actually at \(\text{[85}\bar{13}\text{6]}\), which is located close to the middle of [\({11}\bar{2}\)1] and \(\text{[52}\bar{7}\text{3]}\) (i.e., \(\text{[85}\bar{13}\text{6]}\) is ~7.0° from [\({11}\bar{2}\)1] and ~6.1° from \(\text{[52}\bar{7}\text{3]}\)). Similarly, the most intensified spot near the [\({11}\bar{2}\) 0] pole is at \(\text{[32}\bar{5}\text{0]}\), which is located close to the middle of [\({11}\bar{2}\) 0] and \(\text{[52}\bar{7}\text{0]}\) (i.e., \(\text{[32}\bar{5}\text{0]}\) is ~6.6° from [\({11}\bar{2}\) 0] and ~7.3° from \(\text{[52}\bar{7}\text{0]}\)).

(a) Quasi-in-situ EBSD IPFs (ED) showing texture evolution of RX-ed grains during annealing, variations of (b) area fraction of total grain area, (c) grain number, and (d) grain size of subdivided RX-ed grains as a function of annealing time at 400°C for the extruded MC10. The inset in (b) shows how the three types of RX-ed grains are subdivided by their orientations.
To demonstrate the evolution of each texture component during annealing, the RX-ed grains have been subdivided by their orientations into three categories, namely, the [\({10}\bar{1}{\text{0}}\)]//ED grains, the \(\text{[85}\bar{13}\text{6]}\)//ED grains, and the \(\text{[32}\bar{5}\text{0]}\)//ED grains, as depicted in the inset of Fig. 6b. Figure 6b–d shows the microstructure statistics of the subdivided RX-ed grains as a function of annealing time. In the as-extruded microstructure, there is little difference in the size among the three types of RX-ed grains. The largest area fraction of the [\({10}\bar{1}{\text{0}}\)]//ED grains and the strong [\({10}\bar{1}{\text{0}}\)]//ED recrystallization texture are attributed to the greatest number of such grains.
During annealing, all three types of RX-ed grains increase in their sizes and area fractions, but decrease in numbers. This indicates once again that the microstructure evolution during annealing is governed by the growth of RX-ed grains rather than grain nucleation. The decrease in grain numbers is more remarkable in the early stage of grain growth, especially for the [\({10}\bar{1}{\text{0}}\)]//ED grains, with 650 (81%) vanished after 120 s of annealing. As a result, the [\({10}\bar{1}{\text{0}}\)]//ED texture is quickly mitigated. In comparison, the \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED grains lose 180 (62%) and 204 (80%) in grain numbers at 120 s, respectively. Despite the decrease in grain numbers, after 30 s of annealing, the \(\text{[85}\bar{13}\text{6]}\)//ED grains already have the largest average size, followed by the \(\text{[32}\bar{5}\text{0]}\)//ED grains, and then the [\({10}\bar{1}{\text{0}}\)]//ED grains (Fig. 6d). Eventually, the area fraction of the \(\text{[85}\bar{13}\text{6]}\)//ED grains exceeds that of the [\({10}\bar{1}{\text{0}}\)]//ED grains at 120 s, and afterwards remains the highest. Furthermore, the area fraction of the \(\text{[32}\bar{5}\text{0]}\)//ED grains exceeds that of the [\({10}\bar{1}{\text{0}}\)]//ED grains at 210 s. Therefore, the formation and strengthening of \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED texture components are mainly due to the size advantages of the \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED RX-ed grains over the [\({10}\bar{1}{\text{0}}\)]//ED ones.
Four large area ex-situ EBSD scans of the 3600-second-annealed sample were conducted to check whether the locally observed high-index texture components, i.e., \(\text{[85}\bar{13}\text{6]}\)//ED, and \(\text{[32}\bar{5}\text{0]}\)//ED, are representative of the bulk sample. The IPF maps and corresponding IPFs are displayed in Fig. 7. More than 10,000 grains were scanned for each map, and the four maps show essentially the same texture, i.e., the texture peak of RX-ed grains is located at \(\text{[44}\bar{8}\text{3]}\)//ED, which is ~6.3° from \(\text{[11}\bar{2}\text{1]}\)//ED and ~8.1° from \(\text{[85}\bar{13}\text{6]}\)//ED. Moreover, there is a relatively uniform distribution between the [\({10}\bar{1}{\text{0}}\)]//ED and [\({11}\bar{2}{\text{0}}\)]//ED components, while the \(\text{[32}\bar{5}\text{0]}\)//ED peak is absent. The difference between the observed texture via quasi-in-situ EBSD and the bulk texture reveals the limitation of the former, which only characterizes a limited area, and cannot precisely represent the bulk behavior. Having said that, it is to be noted that there is a wide spreading of the RE-texture around \(\text{[44}\bar{8}\text{3]}\)//ED. Although the \(\text{[85}\bar{13}\text{6]}\)//ED texture component is not predominant, it is close to \(\text{[44}\bar{8}\text{3]}\)//ED, and shows a fairly strong intensity. In addition, the grain subdivision used in Fig. 6b–d has included the typical orientations observed in ex-situ EBSD. Specifically, the orientations near \(\text{[44}\bar{8}\text{3]}\)//ED have been included in the \(\text{[85}\bar{13}\text{6]}\)//ED grains. The basal orientations in the [0001]-[\({10}\bar{1}\text{0]}\) side and the [0001]-[\({11}\bar{2}\text{0]}\) side of the stereographic triangle have been mostly included in the [\({10}\bar{1}{\text{0}}\)]//ED grains and the \(\text{[32}\bar{5}\text{0]}\)//ED grains, respectively. In doing so, the effects of divergences between the local and bulk observations could be mitigated when the statistical analysis based on quasi-in-situ EBSD is performed.

Ex-situ EBSD IPF maps and corresponding IPFs (ED) of MC10 annealed for 3600 s: (a–d) are scanned from different locations of the same sample. The step size of the EBSD maps is 1 μm.
Detailed Analysis of the Evolution of Deformed Grains During Annealing
Two regions, D1 and D2 (labeled in Fig. 3b), in the coarse deformed grains, have been extracted for a more detailed analysis, mainly concerning the evolution of local misorientations and sub-grains during annealing. In D1, the local misorientations are mainly stored in the [0001]-type GNBs, which are formed by prismatic <a> type GNDs (Fig. 8a). There are signs of DRX that some regions in the deformed grain (original orientation labeled as A) have rotated towards the [\({11}\bar{2}\)0] pole, forming sub-grains (e.g., B) and high-angle boundaries with the [0001] rotation axis. However, due to the insufficient local strain, no sub-grain has successfully evolved to become new DRX-ed grains. During annealing, there is no obvious change in local misorientations and sub-grains until new RX-ed grains appear (e.g., grain C) at 1600 s (Fig. 8b–d).

Quasi-in-situ EBSD IPF maps (ED) with IGMA analysis and KAM maps showing evolution of the coarse deformed grains in the region (a–d) D1 and (e–h) D2. The red lines represent boundaries with [\({10}\bar{1}{\text{0}}\)] rotation of 3°, the yellow lines represent boundaries with [0001] rotation of 3°, and the black lines are the general high-angle boundaries (> 10°) (Color figure online).
In D2, the local misorientations are stored in both the [\({10}\bar{1}{\text{0}}\)]-type and [0001]-type GNBs (Fig. 8e). Compared to D1, the local strain (signified by the KAM value) is higher in D2. Due to the high local strain, a few fine DRX-ed grains have formed (e.g., grain E). In addition, many high-angle boundaries with the [\({10}\bar{1}{\text{0}}\)] rotation axis are present in the microstructure, presumably formed by the basal <a> and/or pyramidal II <c+a> GNDs. Similar to D1, the local misorientations and sub-grains in D2 are relatively stable during annealing (Fig. 8f–h). The KAM value decreases as annealing proceeds mainly due to the appearance of new RX-ed grains (e.g., grains F and G). Also, the growth kinetics of RX-ed grains in D2 is higher than that in D1 due to the higher stored strain energy. At 1600 s, nearly all the deformed structures have been replaced by the RX-ed grains. However, grain E does not show obvious growth during annealing before it is consumed by the new grain G at 420 s.
Despite the subtle changes, it can be summarized that the local misorientations (in the form of GNBs) and sub-grains in D1 and D2 are relatively stable during annealing. Many new RX-ed grains show up in both D1 and D2. However, due to the two-dimensional nature of the EBSD technique, it is impossible to determine whether it is a consequence of grain nucleation or a pre-existing grain underneath that has grown into the observed sample surface. These observed new RX-ed grains in the maps all emerge from the regions near the adjacent deformation bands. Therefore, it is speculated that these RX-ed grains most likely originate from the deformation bands underneath the sample surface.
Detailed Analysis of the Evolution of Deformation Bands During Annealing
As already mentioned, the microstructure and texture evolution of the examined area (i.e., Fig. 4) are mainly governed by the evolution of RX-ed grains in the deformation bands. Therefore, two typical regions, R1 and R2 (labeled in Fig. 3a), containing the deformation bands, have been extracted to obtain more detailed information on the growth and potential nucleation of RX-ed grains. For better contrast, the RX-ed grains are highlighted by toning up the deformed grains (Figs. 9 and 10).

(a–h) Quasi-in-situ EBSD IPF maps (ED) showing evolution of RX-ed grains in R1, (i) IPF showing the orientation of grains A–D and grains 1–19 as labeled in the IPF maps, and (j) IPF showing the eventual texture of RX-ed grains in (h). The microstructure parameters below each map are the numbers (N), average grain size (\(\overline{d }\)) and average KAM value of the RX-ed grains.

(a–h) Quasi-in-situ EBSD IPF maps (ED) showing evolution of RX-ed grains in R2, (i) IPF showing the orientation of grains A–F as labeled in the IPF maps, and (j) IPF showing the eventual texture of RX-ed grains in (h). The microstructure parameters in each map are the numbers (N), average grain size (\(\overline{d }\)) and average KAM value of the RX-ed grains.
Figure 9 depicts the microstructure evolution in region R1 inside a single deformed grain. The initial microstructure contains multiple strings of RX-ed grains nearly parallel to the ED, separated by deformed structures (Fig. 9a). At the early stage of annealing (before 120 s), the RX-ed grains grow at the expense of the adjacent RX-ed and deformed grains (Fig. 9b). As a result, the grain numbers are evidently reduced. After 120 s of annealing, the microstructure becomes relatively stable, making it possible to track the evolution of individual grains. Therefore, Fig. 9c is set as a reference to monitor the new grains formed between 30 s and 120 s of annealing and the grain growth during further annealing after 120 s. Four typical large RX-ed grains, labeled A–D, make the main contribution to the final texture. Enclosed in red dashed lines are relatively small grains 1–19. The same area is marked in Fig. 9b–h to monitor the evolution of these grains. The orientations of grains A–D and grains 1–19 are displayed in an IPF (Fig. 9i). The final texture at 3600 s is given in Fig. 9j.
Between 30 s and 120 s of annealing, the most evident microstructure change is the appearance of grain A which has an overwhelmingly large grain size. There is no trace of grain A in Fig. 9b, which may imply grain nucleation during the annealing. However, as already mentioned, it is difficult to determine whether a new grain originates from grain nucleation or growth of a pre-existed grain underneath the observed surface. Actually, the current quasi-in-situ EBSD results indicate that grains A and A’ may originate from the same grain underneath the sample surface, because they have very similar orientations (as shown by the small hexagonal overlaid cells) and eventually join together in Fig. 9h. Other than grain A, grains 15–19 are also new grains in Fig. 9c. Among them, grains 17 and 18 originate from the deformed grains enclosed by the RX-ed grains. Therefore, they maintain the orientation of the deformed grains in the same location in Fig. 9b. Other grains, 15, 16, and 19, are new grains with various orientations. It is worth mentioning that grain C with the [\({10}\bar{1}{\text{0}}\)]//ED texture is distinctive from the original deformed [\({10}\bar{1}{\text{0}}\)]//ED grain, because of its rotation about the [\({10}\bar{1}{\text{0}}\)] axis. Therefore, it is unlikely to be formed due to recovery of the [\({10}\bar{1}{\text{0}}\)]//ED deformed grain.
With further annealing after 120 s, grains A–D continue to grow at the expense of other RX-ed grains, including grains 1–7, 9, 10, and 12. This further intensifies the textures related to grains A–D. In comparison, the new grains, 15, 16, and 19, are almost stagnant without much growth. Despite that no concrete answer can be given as to whether grains are nucleated during annealing, it is clear that the preferential growth of grains A and D leads to the final RE-texture around [\({32}\bar{5}{\text{3}}\)]//ED (~6.6° from \(\text{[85}\bar{13}\text{6]}\)//ED) (Fig. 9j).
Figure 10 depicts the microstructure evolution in region R2 in the vicinity of a grain boundary between the two coarse deformed grains. The initial microstructure in Fig. 10a includes two strings of fine RX-ed grains along the ED, sandwiched by deformed structures. More specifically, the RX-ed grains between sites 1 and 2 are at the prior grain boundary, while the RX-ed grains between sites 2 and 3 are in the deformation band (Fig. 10a). Similar to the observation in R1, at the early stage of the annealing, before 120 s, the grain number decreases rapidly as some RX-ed grains grow at the expense of surrounding grains. However, the surviving RX-ed grains (labeled A–G in Fig. 10c) are distributed more evenly with a more comparable grain size than the large RX-ed grains in R1. After 120 s of annealing, the grain growth becomes sluggish, with grains D–G becoming almost stagnant without any noticeable growth (Fig. 10c–h). A large fraction of deformed grains still remains even after 3600 s of annealing (Fig. 10h).
Among grains A–G, grain A with RE-texture orientations near \(\text{[85}\bar{13}\text{6]}\)//ED can be traced in the as-extruded microstructure at the grain boundary between the deformed grains (Fig. 10a). This implies that the preferential growth of the RE-texture grains can also occur at prior existing grain boundaries. Grain B in Fig. 10c has the same orientation as grain B’ in Fig. 10b. Similar to the grains A and A’ in R1, grains B and B’ are likely to be the same grain underneath the observed sample surface. Grain C and grains E–G may be newly nucleated grains in the deformation band. However, although grains F and G have distinctive orientations with the deformed [\({10}\bar{1}{\text{0}}\)]//ED grains, they still possess orientations near the [\({10}\bar{1}{\text{0}}\)]//ED. Therefore, their presence cannot cause the apparent texture transition. Overall, it is evident that the preferential growth of grains A–C makes the main contribution to the texture change from the [\({10}\bar{1}{\text{0}}\)]//ED texture to the RE-texture near \(\text{[85}\bar{13}\text{6]}\)//ED and the \(\text{[52}\bar{7}\text{0]}\)//ED texture (Fig. 10i and j).
Discussion
Evolution of Deformed Grains
The deformed grains in this study show a strong [\({10}\bar{1}{\text{0}}\)]//ED basal texture. Recently, Jiang et al.19 demonstrated that the [\({10}\bar{1}{\text{0}}\)]//ED deformation texture is formed in the early stage of extrusion in AZ31, when various {\({10}\bar{1}{\text{2}}\)} twin variants, together with basal <a> and prismatic <a> slip, reorient the initially randomly-oriented grains to an orientation where their [\({10}\bar{1}{\text{0}}\)] directions lie parallel to the ED. In this work, the [\({10}\bar{1}{\text{0}}\)]//ED deformation texture remains during annealing. Therefore, the texture weakening and texture change do not originate from the deformation texture.
In the coarse deformed grains, many sub-grains have formed by the accumulation of different types of GNDs. These sub-grains rarely became recrystallized grains due to the absence of strains inside these sub-grains. While the sub-grain coarsening/growth is an important recrystallization mechanism in Al21 and steel,22 this mechanism has been barely reported in Mg alloys. Recently, Wang et al.16 proposed that abnormal sub-grain growth was the dominant recrystallization mechanism for the coarse RX-ed grains in AZ31B. The quasi-in-situ EBSD results obtained in the present study indicate that the sub-grains are relatively stable during the annealing, no matter whether they are formed by [0001]-type (Fig. 8a–d) or [\({10}\bar{1}{\text{0}}\)]-type GNBs (Fig. 8e–h). The deformed microstructures are simply consumed by the RX-ed grains emerging from the deformation bands, and there is no strong evidence of sub-grain growth or grain nucleation for the conditions used in the present study. The stabilized sub-grains are possibly related to the intrinsically low mobility of low-angle boundaries23 and the potential solute segregation of RE elements in the low-angle boundaries.24 Therefore, the sub-grain coarsening/growth mechanism is considered insignificant in this study.
Evolution of RX-ed Grains
In previous studies, the weakened or altered recrystallization texture in Mg alloys has commonly been attributed to the recrystallization at specific recrystallization sites. Typical examples are PSN9 at large second-phase particles (>1 µm), DWIN12 at deformation twins, and SBIN10,11 at shear bands. In this study, no evidence of PSN has been found in the EBSD maps. However, the formation of deformation bands may be related to the second-phase particles, and, if so, then PSN might have occurred. A detailed examination of the distribution of second-phase particles in the deformation bands, using SEM and transmission electron microscopy (TEM), is in progress. Although there are indications of recrystallization at the deformation twin and the prior grain boundary, their contributions to the overall texture are insignificant.
The main recrystallization sites of the examined microstructures are the deformation bands inside the coarse deformed grains. Shear bands are traditionally characterized as a mesoscopic or macroscopic strain localized area with an oblique angle to be the dominant deformation axis.25 They often transmit through multiple grains and are considered to be non-crystallographic.23 The deformation bands observed in this study show an apparent crystallographic characteristic and are formed inside individual deformed grains. Therefore, they should not be regarded as the conventional shear bands that are often observed in as-rolled Mg alloys.10,11,13 In some studies, terms such as ‘micro-band’26,27 and ‘micro-shear-band’28,29 have been used to describe such deformation bands.
In the as-extruded state, the DRX texture is composed predominantly of a [\({10}\bar{1}{\text{0}}\)]//ED component and a broad spread of other texture components (Fig. 6a). The [\({10}\bar{1}{\text{0}}\)]//ED recrystallization texture is commonly observed in RE-free Mg alloys17 but also in RE-containing alloys prepared under certain extrusion conditions.4 Barrett et al.17 proposed that the [\({10}\bar{1}{\text{0}}\)]//ED DRX-ed grains can be formed via rotational dynamic recrystallization30 from [\({10}\bar{1}{\text{0}}\)]//ED deformed grains through an accumulative rotation about the [\({10}\bar{1}{\text{0}}\)] Taylor axis. As specified in Fig. 3e, there is a high density of [\({10}\bar{1}{\text{0}}\)]-type GNBs (i.e., basal <a> and/or pyramidal II <c+a> GNDs) in the deformation bands and adjacent deformed grains. Therefore, it is presumed that the [\({10}\bar{1}{\text{0}}\)]//ED DRX-ed grains were preferentially nucleated during extrusion through the gradual rotation of sub-grains about the [\({10}\bar{1}{\text{0}}\)] Taylor axis. Apart from the [\({10}\bar{1}{\text{0}}\)]//ED component, a broad spread of other recrystallization textures is also observed. This concedes to the previous studies that recrystallization at strain localized regions such as shear bands can produce DRX-ed grains with a wide range of orientations.9,10,11,12 In this study, it is assumed that these DRX-ed grains are formed by the mutual rotations of the same sub-grain about both the [0001] and [\({10}\bar{1}{\text{0}}\)] Taylor axes.7 An alternative explanation is that there might be strings of second-phase particles lying along with the deformation bands, and that the presence of such stringed second-phase particles triggers the DRX, via PSN, which gives rise to the bands of DRX-ed grains with various orientations. This aspect requires detailed examination in the future using SEM and TEM.
As such, the large strain stored in the deformation bands ensures the DRX of grains with various orientations, including the \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED grains. In addition, the strain localization in the deformation bands indirectly reduces the strains in the coarse deformed grains, retarding the formation of [\({11}\bar{2}\)0]//ED grains through continuous dynamic recrystallization,17,19 as shown in Fig. 8a. These factors are essential for texture weakening and texture change during the subsequent annealing.
During annealing, the initially predominant [\({10}\bar{1}{\text{0}}\)]//ED recrystallization texture is significantly weakened, while the texture components of \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED form and continuously strengthen (Fig. 6a). Some previous studies proposed that the formation of RE-texture occurs at the nucleation stage of static recrystallization.12,31 In this work, even though grain nucleation may have occurred during annealing, the observed nucleated grains usually have a wide range of orientations, for example, grains 15, 16, and 19 in Fig. 9 and grains E–G in Fig. 10. Additionally, these grains have a limited contribution to the overall texture. On the other hand, the preferential growth of some RX-ed grains with orientations near \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED has been identified in the present study by both statistical microstructure parameters (Fig. 6b–d) and direct observations (Figs. 9 and 10). These grains are mainly located in the deformation bands. They first grow at the expense of the adjacent RX-ed grains and fine deformed grains and gradually grow into coarse deformed grains. Therefore, the preferential growth of specific orientations is the main cause of texture weakening and texture change. Having said that, the importance of grain nucleation should not be excluded because the possible preferential growth of newly nucleated grains may enhance their contributions. In this study, most grains that have experienced preferential growth (e.g., grains A–D and b–f in Fig. 4h) cannot be tracked down in the as-extruded state. The limitations of the quasi-in-situ EBSD make it difficult to determine whether or not they are nucleated during annealing.
It is to be noted that the preferential growth of the RX-ed grains having orientations near \(\text{[85}\bar{13}\text{6]}\)//ED is observed not only in deformation bands but also at deformation twins (e.g., grain B in Fig. 4h) and deformed grain boundaries (e.g., grain A in Fig. 10a). The basal <a> and/or pyramidal II <c+a> GNDs are also accumulated in the latter two recrystallization sites (Fig. 3e). Therefore, it is speculated that the preferential growth of these grains is irrespective of the specific recrystallization sites, but more related to the deformation history of deformed grains. However, due to the very limited number of RX-ed grains associated with these two recrystallization sites in the examination area, future studies are needed to verify such speculation.
Preferential Growth of Grains Having Specific Orientations
Several previous studies reported the preferential growth of grains with an (0001)[\({11}\bar{2}\)0] orientation during annealing of rolled pure Mg32 and AZ31.33,34 Similarly, the preferential growth of grains with [\({11}\bar{2}\)0]//ED orientations was reported during annealing of extruded AZ31.35 Such phenomenon was ascribed to the intrinsically low-energy 30° [0001] grain boundary, which exists between the [\({10}\bar{1}{\text{0}}\)] and [\({11}\bar{2}\)0] grains.33,36 In this study, no specific grain boundary is found responsible for the preferential growth, which is to be expected, considering the wide orientation spread of the RX-ed grains near \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED poles (Fig. 6a). Therefore, the preferential growth observed in this study cannot be attributed to a specific type of grain boundary. Some previous studies pointed out that the solute segregation of RE elements, or co-segregation of Ca and Zn, in grain boundaries can reduce the mobility and energy of grain boundaries associated with [\({11}\bar{2}\)0] orientations, leading to uniform grain growth.6,13,37,38,39 However, it remains unclear how the RE segregation in grain boundaries can cause the preferential growth of grains having the RE orientations in Mg-RE alloys.
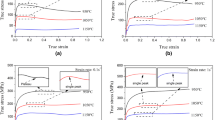
From another perspective, many previous works ascribed the preferential grain growth to the difference in the stored energy of different orientations. Wu et al.3 proposed that the [\({11}\bar{2}\)1]//ED DRX-ed grains had lower stored energy (characterized by KAM values) than the [\({10}\bar{1}{\text{0}}\)]//ED DRX-ed grains in an extruded Mg-1wt.%Gd, leading to their preferential growth. Similarly, Imandoust et al.4 analyzed the Schmid factor (SF) for extruded Mg-Ce alloys and reported that the [\({11}\bar{2}\)1]–[\({11}\bar{2}\)4]//ED DRX-ed grains have smaller SF values than the DRX-ed grains having other orientations. The smaller SF values of the [\({11}\bar{2}\)1]–[\({11}\bar{2}\)4]//ED DRX-ed grains imply lower net activity of dislocations, and hence lower stored energy in the grains, which led to their preferential growth. However, both studies are based on conventional ex-situ EBSD, and thereby do not provide any direct observation of the preferential grain growth. Jiang et al.8 recently provided direct evidence of preferential growth of RX-ed grains having RE-texture orientations in an extruded Mg-1.58Zn-0.52Gd (wt.%) alloy from their quasi-in-situ EBSD. They conducted KAM analysis and proposed that the non-uniform distribution of stored energy cannot explain the preferential growth among the RX-ed grains. However, they mentioned that the KAM analysis might be influenced by the accumulated surface strain induced by polishing.
In this work, the statistical variation of average KAM values during annealing is plotted in Fig. 11, corresponding to the maps in Fig. 4. Figure 11a shows that the average KAM values gradually decrease as annealing proceeds in both deformed and recrystallized regions. The same trend is also observed in local regions R1 and R2, where the early stage of grain growth (before 120 s) is accompanied by a decrease in the average KAM values of RX-ed grains (Figs. 9 and 10). It can be presumed that the reductions of stored strain energy in both deformed grains and RX-ed grains serve as an important driving force for grain growth, and that the RX-ed grains with lower stored energy have advantages during grain growth. We further evaluated the average KAM values of the subdivided [\({10}\bar{1}{\text{0}}\)]//ED, \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED RX-ed grains (the same as the subdivision in Fig. 6b). As shown in Fig. 11b, in both the as-extruded and annealed states, the \(\text{[85}\bar{13}\text{6]}\)//ED RX-ed grains have the lowest average KAM values, while the [\({10}\bar{1}{\text{0}}\)]//ED RX-ed grains have the highest. Specifically, the average KAM values of the \(\text{[85}\bar{13}\text{6]}\)//ED RX-ed grains are approximately 30–40% lower than the \(\text{[10}\bar{1}\text{0]}\)//ED RX-ed grains and 15–25% lower than the \(\text{[32}\bar{5}\text{0]}\)//ED RX-ed grains.

Average KAM values of (a) all grains, RX-ed grains, and deformed grains, and (b) [\({10}\bar{1}{\text{0}}\)]//ED RX-ed grains, \(\text{[85}\bar{13}\text{6]}\)//ED RX-ed grains, and \(\text{[32}\bar{5}\text{0]}\)//ED RX-ed grains as a function of annealing time.
Figure 12 shows the orientation and KAM analyses of RX-ed grains after 30 s, 120 s and 3600 s annealing in a local area extracted from Fig. 10. The grains are re-labeled by letters A–K, and the average KAM values for individual grains are specified in the KAM maps. A considerable variation in the stored energy of different RX-ed grains is noted. For example, grain F has an average KAM value of 0.221 at 30 s, which is nearly twice that of grains B, D, I, and K. Between 30 s and 120 s of annealing, grain L, that has the lowest average KAM value, has appeared in the map and it has a much larger size than other grains. When the annealing proceeds to 3600 s, grains L and K, with lower average KAM values than other RX-ed grains, have grown preferentially and consumed grains A–H (Fig. 12c). Therefore, the local observation backs up the presumption that the RX-ed grains with lower stored energy have advantages in competing with other grains during grain growth. Nevertheless, it is to be noted that the growth behavior of individual grains is affected not only by their own stored energy but also by their surrounding environment, including the adjacent grains, second-phase particles, and solute clusters. Consequently, a lower KAM value does not always ensure a grain’s survival and growth. A typical example is grain B, with an average KAM value of 0.112, which is later consumed by grain A with an average KAM value of 0.131. Having said that, from the statistical point of view, the lower stored energy in the \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED RX-ed grains could increase the probability of them surviving the competition with other RX-ed grains and their preferential growth. The stored energy is likely one of the determining factors for the preferential grain growth observed in this study.

Quasi-in-situ EBSD IPF maps and KAM maps of (a) 30 s, (b) 120 s, and (c) 3600 s annealed MC10. The numbers labeled in the KAM maps are the average KAM values for each grain.
Another potential factor for preferential growth is the size advantage of grains with some specific orientations, i.e., the large grains tend to consume the small grains in order to minimize the total grain boundary area and thus grain boundary energy.15,40 For example, Steiner et al.40 proposed that the (0001)[\({11}\bar{2}\)0] grains are intrinsically larger than (0001)[\({10}\bar{1}{\text{0}}\)] grains after recrystallization in rolled AZ31. As a result, the (0001)[\({11}\bar{2}\)0] grains would have growth advantages during the annealing. In the present study, there is a subtle difference among the [\({10}\bar{1}{\text{0}}\)]//ED, \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED DRX-ed grains in the as-extruded state (Fig. 6d). Therefore, the size difference is unlikely to be the determining factor. Nevertheless, at the late stage of annealing when the local strains are nearly exhausted, the already built-up size advantages of \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED grains may enhance their preferential growth. A typical example is the grain A in Fig. 9c–h, which continuously consumes the surrounding RX-ed grains in the late stage of annealing. At this stage, the grain growth is presumably driven by the grain boundary curvature.
Advantages and Limitations of Quasi-in-situ EBSD
Conventional EBSD characterizations have been frequently performed on different wrought Mg alloys made by different processing parameters.3,4,7,33 A description of the microstructure evolution is made based on snapshots and statistical variations in microstructure parameters. The EBSD data are sometimes combined with modeling to explore the underlying mechanisms of deformation, recrystallization, and grain growth. However, the microstructure of wrought Mg alloys is often non-uniform. The strain may be localized during deformation, forming some heterogeneous regions, such as twins, shear bands, or deformation bands. Similarly, the solute may segregate to grain boundary and second-phase particles may present non-uniformly. Using different samples for characterization does not enable the investigation of the change around these heterogeneities. Alternatively, quasi-in-situ EBSD, with easy accessibility and without a complex setup, offers the possibility to monitor the structure change around the heterogeneities and evaluate their effects on the overall microstructure. In addition, the quasi-in-situ EBSD enables the observation of detailed structure change, such as the evolution of the micro-texture and local misorientation, and grain boundary migration. The site-specific characterization is particularly useful in understanding the recrystallization and grain growth during thermomechanical processing of Mg alloys.
However, one major issue with the quasi-in-situ EBSD is the potential artefact. For example, the surface of the specimen may deteriorate during heating. Strains may be induced if the sample is re-polished before each scan. Re-positioning of the specimen in the SEM may also change the original orientation of the sample. There are also some inherent limitations of EBSD. Firstly, in quasi-in-situ EBSD, the microstructure evolution is depicted spatially in a two-dimensional plane section. When a new grain appears in the map, it is impossible to determine whether it is a consequence of grain nucleation, or a pre-existing grain underneath growing into the observation surface. Secondly, the spatial resolution of EBSD is usually hundreds of nanometers, which means that the critical information on the initial nucleation and the early stage of grain growth is impossible to capture. Thirdly, even though SEM-based energy dispersive x-ray spectroscopy can be performed on the same sample area, the spatial resolution is still relatively low and unable to capture critical features, such as grain boundary solute segregation and fine-scale second-phase particles.
Conclusion
The microstructure evolution in the extruded MC10 during annealing at 400°C has been examined by quasi-in-situ EBSD. The as-extruded MC10 has a bimodal and partially recrystallized microstructure with a strong [\({10}\bar{1}{\text{0}}\)]//ED deformation texture. The partial recrystallization mainly occurs in deformation bands inside the deformed grains, where the basal <a> and/or pyramidal II <c+a> GNDs are agglomerated. The DRX-ed grains have orientations predominately near the [\({10}\bar{1}{\text{0}}\)]//ED texture component, but there is also a widespread of other orientations. During annealing, the [\({10}\bar{1}{\text{0}}\)]//ED texture component is mitigated and gradually replaced by the new texture components near \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED, due to the evolution of RX-ed grains. Although grain nucleation may have occurred during annealing, the examined new grains have various orientations and make a limited contribution to the overall texture. Instead, the texture change is mainly associated with the preferential growth of RX-ed grains that have orientations near \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED. Based on the KAM analysis, the determining factor for the preferential grain growth is presumably the lower stored energy in the \(\text{[85}\bar{13}\text{6]}\)//ED and \(\text{[32}\bar{5}\text{0]}\)//ED RX-ed grains than the [\({10}\bar{1}{\text{0}}\)]//ED RX-ed grains.
References
J.F. Nie, K.S. Shin, and Z.R. Zeng, Metall. Mater. Trans. A. 51, 6045. https://doi.org/10.1007/s11661-020-05974-z (2020).
N. Stanford, and M.R. Barnett, Mater. Sci. Eng. A 496, 399. https://doi.org/10.1016/j.msea.2008.05.045 (2008).
W.X. Wu, L. Jin, Z.Y. Zhang, W.J. Ding, and J. Dong, J. Alloy. Compd. 585, 111. https://doi.org/10.1016/j.jallcom.2013.09.028 (2014).
A. Imandoust, C.D. Barrett, A.L. Oppedal, W.R. Whittington, Y. Paudel, and H. El Kadiri, Acta Mater. 138, 27. https://doi.org/10.1016/j.actamat.2017.07.038 (2017).
M. Lentz, J. Nissen, C. Fahrenson, S.C. Vogel, and W. Reimers, Mater. Sci. Eng. A 655, 17. https://doi.org/10.1016/j.msea.2015.12.060 (2016).
R. Pei, Y. Zou, D. Wei, and T. Al-Samman, Acta Mater. https://doi.org/10.1016/j.actamat.2021.116749 (2021).
A. Imandoust, C.D. Barrett, T. Al-Samman, M.A. Tschopp, E. Essadiqi, N. Hort, and H. El Kadiri, Metall. Mater. Trans. A. 49, 1809. https://doi.org/10.1007/s11661-018-4520-8 (2018).
M.G. Jiang, C. Xu, H. Yan, T. Nakata, Z.W. Chen, C.S. Lao, R.S. Chen, S. Kamado, and E.H. Han, J. Magnes. Alloys 9, 1797. https://doi.org/10.1016/j.jma.2020.09.001 (2021).
I. Basu, and T. Al-Samman, Acta Mater. 67, 116. https://doi.org/10.1016/j.actamat.2013.12.015 (2014).
D. Guan, W.M. Rainforth, J. Gao, L. Ma, and B. Wynne, Acta Mater. 145, 399. https://doi.org/10.1016/j.actamat.2017.12.019 (2018).
I. Basu, T. Al-Samman, and G. Gottstein, Mater. Sci. Eng., A 579, 50. https://doi.org/10.1016/j.msea.2013.04.076 (2013).
D. Guan, W.M. Rainforth, J. Gao, J. Sharp, B. Wynne, and L. Ma, Acta Mater. 135, 14. https://doi.org/10.1016/j.actamat.2017.06.015 (2017).
Z.R. Zeng, Y.M. Zhu, S.W. Xu, M.Z. Bian, C.H.J. Davies, N. Birbilis, and J.F. Nie, Acta Mater. 105, 479. https://doi.org/10.1016/j.actamat.2015.12.045 (2016).
A. Imandoust, C.D. Barrett, T. Al-Samman, K.A. Inal, and H. El Kadiri, J. Mater. Sci. 52, 1. https://doi.org/10.1007/s10853-016-0371-0 (2016).
L.Y. Zhao, H. Yan, R.S. Chen, and E.-H. Han, J. Magnes. Alloys 9, 818. https://doi.org/10.1016/j.jma.2020.02.026 (2021).
X. Wang, and D. Guan, J. Magnes. Alloys. https://doi.org/10.1016/j.jma.2021.08.026 (2021).
C.D. Barrett, A. Imandoust, A.L. Oppedal, K. Inal, M.A. Tschopp, and H. El Kadiri, Acta Mater. 128, 270. https://doi.org/10.1016/j.actamat.2017.01.063 (2017).
J.P. Hadorn, K. Hantzsche, S. Yi, J. Bohlen, D. Letzig, J.A. Wollmershauser, and S.R. Agnew, Metall. Mater. Trans. A. 43, 1347. https://doi.org/10.1007/s11661-011-0923-5 (2011).
M.G. Jiang, C. Xu, H. Yan, G.H. Fan, T. Nakata, C.S. Lao, R.S. Chen, S. Kamado, E.H. Han, and B.H. Lu, Acta Mater. 157, 53. https://doi.org/10.1016/j.actamat.2018.07.014 (2018).
H. Borkar, R. Gauvin, and M. Pekguleryuz, J. Alloy. Compd. 555, 219. https://doi.org/10.1016/j.jallcom.2012.12.078 (2013).
S.R. Ahl, H. Simons, C. Detlefs, D.J. Jensen, and H.F. Poulsen, Acta Mater. 185, 142. https://doi.org/10.1016/j.actamat.2019.10.042 (2020).
A. Després, J.D. Mithieux, and C.W. Sinclair, Acta Mater. https://doi.org/10.1016/j.actamat.2021.117226 (2021).
F.J. Humphreys and M. Hatherly, Recrystallization and related annealing phenomena, (Elsevier, 2012).
Y.M. Zhu, M.Z. Bian, and J.F. Nie, Acta Mater. 127, 505. https://doi.org/10.1016/j.actamat.2016.12.032 (2017).
D. Raabe, Physical Metallurgy (Fifth Edition), ed. D.E. Laughlin and K. Hono (Elsevier, Oxford, 2014), pp 2291-2397.
É. Martin, and J.J. Jonas, Acta Mater. 58, 4253. https://doi.org/10.1016/j.actamat.2010.04.017 (2010).
Z.R. Zeng, Y.M. Zhu, J.F. Nie, S.W. Xu, C.H.J. Davies, and N. Birbilis, Metall. Mater. Trans. A. 50, 4344. https://doi.org/10.1007/s11661-019-05318-6 (2019).
P. Changizian, A. Zarei-Hanzaki, M. Ghambari, and A. Imandoust, Mater. Sci. Eng., A 582, 8. https://doi.org/10.1016/j.msea.2013.05.069 (2013).
T. Sakai, A. Belyakov, R. Kaibyshev, H. Miura, and J.J. Jonas, Prog. Mater Sci. 60, 130. https://doi.org/10.1016/j.pmatsci.2013.09.002 (2014).
S.E. Ion, F.J. Humphreys, and S.H. White, Acta Metall. 30, 1909. https://doi.org/10.1016/0001-6160(82)90031-1 (1982).
L.Y. Zhao, H. Yan, R.S. Chen, and E.-H. Han, Scripta Mater. 188, 200. https://doi.org/10.1016/j.scriptamat.2020.07.037 (2020).
R. Pei, S. Korte-Kerzel, and T. Al-Samman, J. Mater. Sci. Technol. 50, 257. https://doi.org/10.1016/j.jmst.2020.01.014 (2020).
J.J. Bhattacharyya, S.R. Agnew, and G. Muralidharan, Acta Mater. 86, 80. https://doi.org/10.1016/j.actamat.2014.12.009 (2015).
X. Li, X. Li, S.-Z. Kure-Chu, and G. Tang, Metall. Mater. Trans. A. 49, 613. https://doi.org/10.1007/s11661-017-4418-x (2017).
S. Yi, H.-G. Brokmeier, and D. Letzig, J. Alloy. Compd. 506, 364. https://doi.org/10.1016/j.jallcom.2010.07.008 (2010).
X. Liu, and J. Wang, Sci Rep 6, 21393. https://doi.org/10.1038/srep21393 (2016).
D. Guan, X. Liu, J. Gao, L. Ma, B.P. Wynne, and W.M. Rainforth, Sci Rep 9, 7152. https://doi.org/10.1038/s41598-019-43415-z (2019).
I. Basu, K.G. Pradeep, C. Mießen, L.A. Barrales-Mora, and T. Al-Samman, Acta Mater. 116, 77. https://doi.org/10.1016/j.actamat.2016.06.024 (2016).
C.D. Barrett, A. Imandoust, and H. El Kadiri, Scripta Mater. 146, 46. https://doi.org/10.1016/j.scriptamat.2017.11.004 (2018).
M.A. Steiner, J.J. Bhattacharyya, and S.R. Agnew, Acta Mater. 95, 443. https://doi.org/10.1016/j.actamat.2015.04.043 (2015).
Acknowledgements
This work is financially supported by the Australian Research Council (LP180100048) and Magontec Xian Co. Ltd. H.L. wishes to acknowledge the Monash Graduate Scholarship and Monash International Tuition Scholarship. The Monash Centre for Electron Microscopy is acknowledged for access to experimental facilities.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Liu, H., Zhu, S., Abbott, T.B. et al. Quasi-in-situ EBSD Study of the Microstructure and Texture Evolution During Static Recrystallization in an Extruded Mg-Mn-Ce Alloy. JOM 74, 2592–2608 (2022). https://doi.org/10.1007/s11837-022-05321-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-022-05321-0