
Abstract
A hydrometallurgical method involving natural biomass waste as reductant was proposed for the treatment of spent mixed-type lithium-ion batteries. Results showed that almost complete dissolution of Li, Ni, Mn and nearly 90% dissolution of Co were achieved under the optimal conditions of H2SO4 concentration of 2 M, waste tea biomass dosage of 0.3 g/g, solid/ratio of 50 g L−1, temperature of 90°C and time of 120 min. The leaching kinetics was further investigated, and the activation energies were determined to be 1.7 kJ mol−1, 10.3 kJ mol−1, 10.1 kJ mol−1 and 10.9 kJ mol−1 for Li, Ni, Mn and Co, respectively. The cathode materials before leaching and the leaching residue were characterized with different analytical methods. The characterization results confirmed that the addition of the waste tea acted as reductant and resulted in better dissolution of the metals, supporting the principles of sustainable processes by decreasing the chemical consumption and integrating waste into a secondary use.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
Lithium-ion batteries (LIBs) are currently essential components of modern technology and are used extensively as electrochemical power sources in portable electronics and hybrid and electric vehicles due to their characteristic light weight, high energy density and good performance.1,2,3 Such increased consumption and related reduction in the average battery lifespan have led to a significant amount of related end-of-life LIBs. This increasing amount of spent LIBs has resulted in them becoming the fastest growing electronic waste worldwide, which has created a global environmental issue.4,5,6,7 Attempts in recent years to tackle the recycling of end-of-life LIBs have proved to be technologically challenging for a number of reasons: (1) they comprise a mixture of different elements that are highly integrated together; (2) the battery chemistry varies by manufacture; and (3) the chemical composition of these secondary materials is typically not available to recyclers. These factors require that recycling companies adapt to a continually evolving waste stream composition that primarily results from the non-standardized improvement of battery electrodes. Consequently, when the diversity of the end-of-life battery types and contemporary industrial sorting processes are considered, a focus on the effective treatment of spent mixed-type LIBs should enhance the possibilities for new and efficient industrial-scale battery recycling processes.
In general, current state-of-the-art technologies for the recovery of valuable metals from spent LIBs are based on pyro-metallurgical, hydro-metallurgical, bio-metallurgical, and mechanical processing or some combination.8,9,10 Of these, multistep hydrometallurgical-based recycling processes that include discharging and dismantling, pretreating, leaching of cathode materials, and purification and preparation of high-value-added products offer the most promise and have already been adopted at an industrial level by several companies. In particular, leaching is considered as one of the key parts within a hydrometallurgical recycling process.11 A number of different leaching agents have been investigated, including HCl,12,13 H2SO4,14,15,16,17,18 HNO3,19 H3PO4,20 organic acids21,22,23 and ammonia reagents.24,25 Of these, strong inorganic acids, especially H2SO4, are most commonly used due to their stability, high reactivity, low cost, and lower requirements for corrosion resistance. Under such conditions, the dissolution of cathode materials (e.g., LiCoO2) has been determined to proceed as Eqs. 1 and 2:18
Moreover, reductants are used to achieve higher rates of valuable metals extraction from spent LIBs.19 Inorganic reductants, like H2O2,19 NaHSO3,26 and Na2S2O5,16 have been previously considered to offer high efficiencies. Nevertheless, H2O2 can be easily decomposed to oxygen gas, which reduces efficiency and complicates leaching operations, whereas the use of NaHSO3 or Na2S2O5, introduces impurities like Na+ that not only increase operational costs but also affect final product purity. In contrast, alternative organic reductants like ascorbic acids,18,27 glucose,28 and cellulose,29 have shown beneficial properties that include easy degradation and less secondary environmental pollution risk. Additionally, biomass has also been increasingly utilized as organic-based reductants due to their non-hazardous nature, good reactivity, availability and low cost.30
In this investigation, the possibility and the leaching kinetics of the cathode materials from spent mixed-type LIBs using a waste tea biomass as reductant in sulfuric acid medium were explored. Moreover, the tentative leaching mechanism was investigated by characterization of the materials before and after leaching by using x-ray diffraction (XRD), scanning electron microscopy (SEM) and Fourier transform infrared spectroscopy (FT-IR). Overall, this study highlights that the use of waste tea as a biomass reducing agent in acid leaching offers a low cost and environmentally friendly approach for the recovery of valuable metals from the cathode materials of spent mixed-type LIBs.
Materials and Methods
Materials
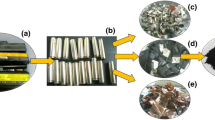
Spent mixed-type LIBs were collected from local recyclers (Changsha, China) and, after collection, the materials were subjected to a discharge procedure in a 10 wt.% NaCl solution for 24 h. Once dried, the LIBs were manually dismantled and the separated cathodes were calcined at 550°C for 1 h under a constant air flow (100 mL min−1) in a muffle furnace, as reported previously.31 The cathode materials were separated from the Al foil by crushing, then were ground and screened with a 90-µm sieve. The obtained powder samples were used as feedings in subsequent leaching process. A schematic of the experimental process is shown in Fig. 1 . The composition of different metals in the calcined cathode materials is presented Table I.

Schematic of the experimental process of spent mixed-type LIBs
Waste tea biomass sourced from Changsha was dried and milled prior to use. Waste tea is a multicomponent mixture. It is known that crude protein, saccharides, and tea polyphenols are the main components within waste tea.30,32 Tea polyphenols have reducibility and the major polyphenols, e.g., catechins, are commonly composed of (–)-epicatechin (EC), (–)-epigallocatechin (EGC), (–)-epicatechin gallate (ECg) and (–)-epigallocatechin gallate (EGCg), etc.33
All chemical reagents used throughout the experiments were of analytical grade, and all the solutions were prepared or diluted using distilled water.
Analysis Methods
Concentrations of the metal ions were analyzed using inductively coupled plasma-optical emission spectroscopy (ICP-OES; SPECTROBLUE SOP). Carbon contents were determined using a carbon and sulfur combustion–infrared absorption analyzer (CS-600; Leco, USA). The calcined cathode materials and the dried leaching residue were characterized by XRD (Rigaku D/max-2500) and SEM (TESCAN MIRA3 LMU) equipped with an energy dispersive spectrometer (EDS; Oxford X-Max20). FT-IR (Bruker) was used to identify the relevant vibrational bands in the range between 4000 cm−1 and 400 cm−1.
Experimental Procedure
All leaching experiments were performed in a 1-L three-necked, round-bottomed flask with a condenser tube (to avoid water evaporation) and heated in a temperature-controlled water bath. Parameters such as waste tea dosage, initial H2SO4 concentration, solid/liquid (S/L) ratio, temperature and leaching duration were examined. Following leaching and filtration, the concentrations of Li, Ni, Mn, and Co in the filtrate were determined by ICP-OES and the leaching efficiency (\( \eta_{i} \)) was calculated according to Eq. 3:
where \( C \)i (g L−1) was the concentration of the element ‘i’, V0 (L) was the volume of the leaching solution, and \( M \)0 (g) and W0 (wt.%) were the mass and weight content of element ‘i’ in the calcined cathode materials, respectively.
Results and Discussion
Optimized Leaching Conditions
Investigations into the effect of waste tea dosage were performed under the following conditions: 2 M H2SO4, S/L ratio of 50 g L−1, and heating at 90°C for 60 min. As clearly shown in Fig. 2a, without the addition of waste tea, the leaching efficiencies are around 91% for Li, 57% for Ni, 49% for Mn and 47% for Co, with 2 M H2SO4. In contrast, the leaching efficiencies of the metal ions are observed to clearly increase with the increase of the waste tea dosage. When the waste tea dosage reaches 0.3 g/g, the leaching efficiencies of Li, Ni, Mn, and Co reach 97%, 97%, 96%, and 84%, respectively. This enhancement in leaching is most likely due to the reduction of the transition metal ions (i.e., Co3+ and Mn4+) into dissolvable metal ions (i.e., Co2+ and Mn2+). It is speculated that the reducing components within the waste tea, such as polysaccharide and polyphenols, might be hydrolyzed into soluble reducing substances and act as a biomass reductant in acidic medium.

Effects of leaching conditions on leaching efficiencies: (a) waste tea biomass dosage, (b) H2SO4 concentration, (c) S/L ratio, and (d) temperature
As the initial H2SO4 concentration is increased from 0.5 M to 2 M, the leaching efficiencies of Li, Ni, Mn and Co are observed to increase from 92%, 73%, 86%, and 43% to 97%, 97%, 96% and 83%, respectively (Fig. 2b). When the H2SO4 concentration is further increased to 3 M, the leaching efficiency of Co reaches 92%, while for the other metals it remains nearly constant. Therefore, an initial H2SO4 concentration of 2 M is deemed to be optimal for the subsequent leaching experiments.
In contrast, when the S/L ratio is varied from 10 g L−1 to 125 g L−1, the leaching efficiencies of the metals display a decreasing trend (Fig. 2c). The leaching efficiencies for all the metals remain relatively unchanged when the S/L ratio is less than 50 g L−1. It is known that higher S/L ratios would increase the concentration of metal ions in the leaching solution.34 However, the leaching efficiencies of the metals are reduced, for instance, at a S/L ratio of 125 g L−1, extraction of Li, Ni, and Mn decrease to 93%, 91%, and 91%, respectively, whereas Co is only approximately 67%. The reason for this observation is two-fold, as increased slurry densities due to higher S/L ratio decrease the available surface area per unit volume of the leaching solution, which results in insufficient metal leaching, especially for Co. Consequently, a S/L ratio of 50 g L−1 is taken as the optimum value for the following experiments.
Figure 2d illustrates the influence of temperature on the leaching efficiencies of the metals between 40°C and 95°C in 2 M H2SO4, reductant dosage of 0.3 g/g, S/L ratio of 50 g L−1 and 60 min. As expected, the leaching efficiencies of Li, Ni, Mn and Co are improved with the increase of temperature. This is attributed to the fact that the elevated temperature allows more energetic and more frequent collisions that accelerate the leaching process. These results also indicate that a temperature of 90°C appears to be sufficient to maximize the leaching of the valuable metals.
Dissolution Kinetics of Li, Ni, Mn and Co
Kinetic studies were conducted at different leaching times (0–120 min) and temperatures (40–90°C) using 0.3 g/g waste tea at a S/L ratio of 50 g L−1 in 2 M H2SO4. It is evident from Fig. 3 that both the temperature and leaching time have a positive impact on the dissolution of the metals. Additionally, the results demonstrate that the leaching efficiencies of Li, Ni and Mn are higher than for Co due to their faster dissolution in the leachate. For example, within the first 15 min, 78% Li, 54% Ni, 42% Mn and 32% Co are found to be leached at 40°C, while the extraction rates of Li, Ni, Mn and Co correspondingly equal 90.7%, 92.1%, 84.6% and 57.3% at 90°C. The experiments also show that Li, Ni and Mn reach equilibrium in a shorter time than Co, as the maximum Co extraction of approximately 90% is only reached after 120 min at 90°C.

Effects of temperature and leaching time on leaching efficiencies of (a) Li, (b) Ni, (c) Mn and (d) Co
The leaching kinetics were further investigated by selecting a number of data examples and subjecting them to analysis via different separate models, which included the shrinking core model, the empirical logarithmic equation, and the Avrami equation. Further details of the equations related to these models are outlined in supplementary Table S-I.
Linear fitting experiments were carried out with the leaching data shown in Fig. 3. The correlations for Ni, Mn Co and Li with relatively low values of correlation coefficients (R2) suggest that none of the kinetic data of any of the leached metals conform to the shrinking core model (see supplementary Figs. S-1 and S-2). The values of R2 for Ni, Mn, Co and Li with the logarithmic rate law model (supplementary Fig.S-3) are correspondingly higher than 0.97, 0.94, 0.96 and 0.93, respectively, with the temperature ranging from 60°C to 90°C. Nevertheless, when the temperature is lower than 60°C, the logarithmic rate law model does not fit for Li and Co because of the low values of R2 (lower than 0.81 and 0.77). The plots of ln(− ln(1 − x)) versus lnt (in supplementary Fig. S-4) for Ni, Mn, Co and Li,show a good linear relationship for all the tested temperatures with R2 higher than 0.96, 0.93, 0.96 and 0.95, as listed in supplementary Table S-II. According to the kinetics studies reported by Li et al.35,36 when the slopes of the lines, the ‘n’ in the Avrami equation, are less than 0.5, the leaching is controlled by internal diffusion.
The apparent activation energy can be calculated with the following empirical Arrhenius equation [shown in Eq. 4], which describes the relationship between the specific rate constant and the temperature.
where \( k \) is the reaction rate constant, \( A \) is the frequency factor, \( E_{\text{a}} \) is the apparent activation energy and \( R \) is the universal gas constant (8.314 J K−1 mol−1).
By plotting–lnk versus (1/T) × 1000, the apparent activation energies are calculated as 10.9 kJ mol−1 for Co, 10.1 kJ mol−1 for Mn, 10.3 kJ mol−1 for Ni, and 1.7 kJ mol−1 for Li over the temperature range between 40°C (313 K) and 90°C (363 K) after linear regression (as illustrated in Fig. 4). These energy values for the metals further suggest that the leaching might be controlled by internal diffusion. This means that the possible rate-controlling step for leaching would be the diffusion of the fluid reactant through the solid layer to the surface of the solid reactant particles.

Arrhenius plots for Li, Ni, Mn and Co generated using the Avrami equation
Characterization of Calcined Cathode Materials and Leaching Residue
The leaching mechanism was further explored by comparison of the phases, morphological features and spectra characterization of the materials before and after leaching using XRD, SEM and FT-IR. The major phases of the calcined cathode materials are identified as LiCoO2, Co3O4, Li4Mn5O12 and Li0.9Ni0.5Co0.5O2−x (Fig. 5a). The Co3O4 phase is formed during the thermal treatment process, which is in agreement with previously reported studies by Chen et al.31 XRD patterns of the residue indicate that the Co-related phases i.e., Co3O4, MnCo2O4.5, and CoSO4 H2O are undissolved during leaching (Fig. 5b).

XRD patterns of (a) the calcined cathode materials and (b) the leaching residue
It can be clearly observed that the major phases (LiCoO2, Li0.9Ni0.5Co0.5O2−x, and Li4Mn5O12) in the calcined cathode materials in Fig. 5a disappear when comparing the phases in the leaching residue in Fig. 5b. This confirms that the crystalline structure would break down to form water-soluble sulfates. It has been reported that the leaching efficiency of Co depended on the concentration of reductant used, and the species of Co2+ would be stable in the acidic solution.37 Furthermore, a newly formed CoSO4 H2O phase is also detected in the leaching residues, which implies that the dissolved Co2+ ions may be adsorbed to unreacted waste tea.38
Figure 6a and b highlights the irregular morphology of the calcined cathode materials and the leach residue. The analytical results present evidence of localized reactions on the particle surfaces. As can be seen from Fig. 6a, the particle morphologies at Points 1, 2 and 3 differ from each other, while their Ni, Mn and Co contents have a heterogeneous distribution. The results verify the co-existence of mixed-type cathode materials (Fig. 6a). After leaching (Fig. 6b), the majority of the particles seem to be dissolved. The Co/S-rich compounds (Points 1 and 2) and carbon (Point 3), which indicates the presence of the absorbed CoSO4 and the residual waste tea.

SEM-EDS of (a) the calcined cathode materials and (b) the leaching residue
In order to illustrate the role of the waste tea during leaching, infrared spectra of the waste tea before and after leaching were investigated. FT-IR spectra display a number of absorption peaks corresponding to different functional groups of the samples. In Fig. 7, the broad adsorption peak at 3340 cm−1 might be attributed to the stretch bands of the –OH group and the antisymmetric stretch bands of the –NH2 group.39 The symmetric C=C stretch occurs between 1668 and 1609 cm−1. The bands observed in the 1600–1000 cm−1 region involve in-plane C–H bending vibrations and various ring C–C vibrations. Stretches involving C–C, C–O, and C–N will strongly couple, giving rise to skeletal out-of-phase stretching vibrations in the regions of 1050–1140 cm−1.40

FT-IR of waste tea biomass before leaching and the leaching residue
By comparing the spectra of the leaching residue and that of waste tea, an obvious decline of the absorbance of the –OH group in Zone 1 is witnessed. In Zone 2, the peak at 1630 cm−1 is significantly enlarged and a new broad adsorption peak at 1722 cm−1 is observed. The new characteristic peak can be assigned to the C=O group.40 These obvious characteristic peak changes of the functional groups of the waste tea before and after leaching imply that the polyhydric groups might be oxidized to form carboxylic or aldehyde groups.30 Based on the analytical results, the possible reductive leaching pathways can be assumed. It is inferred that the main reducing substances (such as EC, EGC, ECg and EGCg) might be oxidized in the presence of Co(III) and Mn(IV). The possible leaching reaction can be expressed as Eq. 5:
where WT and OS represent respectively the reducing waste tea biomass and the oxidized products.
Conclusion
A sustainable approach for the recovery of valuable metals from spent mixed-type LIBs has been investigated using waste tea biomass as a reductant in H2SO4 medium. The dissolution of Li, Ni, Mn and Co were found to be facilitated with the increase of acid concentration, temperature and time in the presence of waste tea biomass. The optimum leaching conditions were found to be H2SO4 concentration of 2 M, waste tea biomass dosage of 0.3 g/g, solid/ratio of 50 g L−1, temperature of 90°C and time of 120 min. Kinetic studies showed that the leaching of the metals followed the Avrami equation. The calculated activation energies of Li, Ni, Mn and Co were determined to be 1.7 kJ mol−1, 10.3 kJ mol−1, 10.1 kJ mol−1 and 10.9 kJ mol−1, respectively. According to the characterization results, the main substances contained in waste tea biomass could act as efficient reductants to accelerate the breakdown of active material lattice structures like LiCoO2, LiMn2O4, and LiNixCoyMn1−x−yO2. It can be concluded that the utilization of waste tea biomass would not only give a credible alternative to currently used chemical reductants but also provide an environmentally friendly route for the leaching of valuable metals from spent LIBs.
References
L.P. He, S.Y. Sun, X.F. Song, and J.G. Yu, Waste Manag 64, 171 (2017).
D. Dutta, A. Kumari, R. Panda, S. Jha, D. Gupta, S. Goel, and M.K. Jha, Sep. Purif. Technol. 200, 327 (2018).
C. Daniel, JOM 60, 43 (2008).
R. Sattar, S. Ilyas, H.N. Bhatti, and A. Ghaffar, Sep. Purif. Technol. 209, 725 (2018).
X. Wang, G. Gaustad, C.W. Babbitt, C. Bailey, M.J. Ganter, and B.J. Landi, J. Environ. Manag. 135, 126 (2014).
J. Yu, Y. He, Z. Ge, H. Li, W. Xie, and S. Wang, Sep. Purif. Technol. 190, 45 (2018).
J. Heelan, E. Gratz, Z. Zheng, Q. Wang, M. Chen, D. Apelian, and Y. Wang, JOM 68, 2632 (2016).
J. Ordoñez, E.J. Gago, and A. Girard, Renew. Sust. Energ. Rev. 60, 195 (2016).
W. Lv, Z. Wang, H. Cao, Y. Sun, Y. Zhang, and Z. Sun, ACS Sustain Chem. Eng. 6, 1504 (2018).
X. Zheng, Z. Zhu, X. Lin, Y. Zhang, Y. He, H. Cao, and Z. Sun, Engineering 4, 361 (2018).
F. Wang, R. Sun, J. Xu, Z. Chen, and M. Kang, RSC Adv. 6, 85303 (2016).
J. Li, P. Shi, Z. Wang, Y. Chen, and C.C. Chang, Chemosphere 77, 1132 (2009).
A. Porvali, M. Aaltonen, S. Ojanen, O. Velazquez-Martinez, E. Eronen, F. Liu, B.P. Wilson, R. Serna-Guerrero, and M. Lundström, Resour. Conserv. Recycl. 142, 257 (2019).
J. Nan, D. Han, and X. Zuo, J. Power Sources 152, 278 (2005).
S.M. Shin, N.H. Kim, J.S. Sohn, D.H. Yang, and Y.H. Kim, Hydrometallurgy 79, 172 (2005).
L. Chen, X. Tang, Y. Zhang, L. Li, Z. Zeng, and Y. Zhang, Hydrometallurgy 108, 80 (2001).
P. Meshram, B.D. Pandey, and T.R. Mankhand, Chem. Eng. J. 281, 418 (2015).
C. Peng, J. Hamuyuni, B.P. Wilson, and M. Lundstrom, Waste Manag 76, 582 (2018).
C.K. Lee and K.I. Rheeb, Hydrometallurgy 68, 5 (2003).
X. Chen, H. Ma, C. Luo, and T. Zhou, J. Hazard. Mater. 326, 77 (2017).
L. Li, J. Ge, F. Wu, R. Chen, S. Chen, and B. Wu, J. Hazard. Mater. 176, 288 (2010).
G.P. Nayaka, K.V. Pai, G. Santhosh, and J. Manjanna, Hydrometallurgy 161, 54 (2016).
X. Zeng, J. Li, and B. Shen, J. Hazard. Mater. 295, 112 (2015).
X. Zheng, W. Gao, X. Zhang, M. He, X. Lin, H. Cao, Y. Zhang, and Z. Sun, Waste Manag 60, 680 (2016).
H. Ku, Y. Jung, M. Jo, S. Park, S. Kim, D. Yang, K. Rhee, E.M. An, J. Sohn, and K. Kwon, J. Hazard. Mater. 313, 138 (2016).
P. Meshram, B.D. Pandey, T.R. Mankhand, and H. Deveci, JOM 68, 2613 (2016).
L. Li, J. Lu, Y. Ren, X.X. Zhang, R.J. Chen, F. Wu, and K. Amine, J. Power Sources 218, 21 (2012).
F. Pagnanelli, E. Moscardini, G. Granata, S. Cerbelli, L. Agosta, A. Fieramosca, and L. Toro, J. Ind. Eng. Chem. 20, 3201 (2014).
X. Chen, C. Guo, H. Ma, J. Li, T. Zhou, L. Cao, and D. Kang, Waste Manag 75, 459 (2018).
X. Chen, C. Luo, J. Zhang, J. Kong, T. Zhou, and A.C.S. Sustain, Chem. Eng. 3, 3104 (2015).
Y. Chen, N. Liu, F. Hu, L. Ye, Y. Xi, and S. Yang, Waste Manag 75, 469 (2018).
S. Hussain, K.P. Anjali, S.T. Hassan, and P.B. Dwivedi, Appl. Water Sci. 8, 165 (2018).
H. Horie and K. Kohata, J. Chromatogr. A 881, 425 (2000).
M.K. Jha, A. Kumari, A.K. Jha, V. Kumar, J. Hait, and B.D. Pandey, Waste Manag 33, 1890 (2013).
Q. Li, Z. Liu, and Q. Liu, Ind. Eng. Chem. Res. 53, 2956 (2014).
M.D. Sokić, B. Marković, and D. Živković, Hydrometallurgy 95, 273 (2009).
P. Meshram, B.D. Pandey, and T.R. Mankhand, Waste Manag 45, 306 (2015).
M. Khajeh, A. Sarafraz-Yazdi, and A.F. Moghadam, Arab. J. Chem. 10, S1663 (2013).
D. Lin-Vien, N.B. Colthup, W.G. Fateley, and J.G. Grasselli, The Handbook of Infrared and Raman Characteristic Frequencies of Organic Molecules (New York: Elsevier, 1991), pp. 155–157.
P.J. Larkin, Infrared and Raman Spectroscopy: Principles and Spectral Interpretation (New York: Elsevier, 2017), p. 68.
Acknowledgements
Open access funding provided by Aalto University. This work has been supported by Anhui Province Innovative Engineering Project for New Energy Vehicles and Intelligent Connected Vehicles in China. The authors would like to acknowledge the funding support from the Chinese Scholarship Council (No. 201806370026) and BATCircle (Grant Number 4853/31/2018) in Finland.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic Supplementary Material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Chen, Y., Chang, D., Liu, N. et al. Biomass-Assisted Reductive Leaching in H2SO4 Medium for the Recovery of Valuable Metals from Spent Mixed-Type Lithium-Ion Batteries. JOM 71, 4465–4472 (2019). https://doi.org/10.1007/s11837-019-03775-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-019-03775-3