
Abstract
Process forces are an integral characteristic for the evaluation of machining operations, which can be calculated using, for instance, empirical models. An adequate prediction is essential, especially as it provides input data for subsequent models, e.g., for stability analysis of milling processes. However, the calibration of force model coefficients is not unambiguous and may have multiple local optima, which can significantly affect the accuracy of the approximation of the cutting forces. In this context, the selection of experiments used for calibration is crucial to obtain adequate results. In this paper, a systematic analysis of the selection of the required calibration experiments and the influence of the resulting parametrization of the coefficients on the predicted milling forces and the stability limit was conducted.Based on the results, designs of calibration experiments could be identified, with which the influence of varying undeformed chip thicknesses could be represented adequately. By applying these force model parameterizations for stability analysis, an improvement in the prediction of stability limits was achieved.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The analysis of process forces is essential for the evaluation of machining processes such as milling. For the prediction of these forces, different models [1], such as analytical [2], empirical [3] or mechanistic ones [4], can be used. While analytical models are based on the mechanics of the chip formation process [5], the calibration of empirical models requires the conduction of machining experiments [1], which are specific to each tool-workpiece combination [6]. For this purpose, only a few process scenarios are typically used, which are defined by a specific axial and radial depth of cut. However, the identification of the cutting force coefficients is not unambiguous and may have multiple local optima [6]. In this context, the influence of different engagement scenarios on these coefficients [7] and the number of experiments used for calibration were investigated [8]. However, the influence of this parametrization on subsequent models, e. g., for the prediction of process stability [1], was not discussed. Furthermore, the occurrence of uncertainties, for example in measurement data [9], affects the accuracy of the models [10]. For instance, the presence of noise in force measurements can significantly influence the calibrated force coefficients depending on, e.g., the magnitude [8]. Hajdu et al. [11] included uncertainties of up to 10 % for the force coefficients used, which resulted in a more reliable prediction of the stability border. Since the predicted process forces, which are influenced by the selected cutting force coefficients, have a direct influence on the calculated stability limits [12], a systematic analysis of the design of the calibration experiments and the influence of the resulting parametrization of the force coefficients on the predicted stability limit is needed.
In order to address these challenges, the influence of the cutting force coefficients on the calculated process forces was systematically analyzed for linear path milling operations. For this purpose, an extensive database of measurements of different scenarios was generated in a full factorial experimental design in terms of the defined parameter range of the axial and radial engagement. As a result of the analysis, recommendations could be made for the considered use case regarding the amount and configuration of the calibration experiments. For instance, the consideration of sets consisting of at least four calibration experiments representing a broader range of engagement scenarios improved the prediction of the process forces and, based on this, of the stability limits. Especially scenarios with a radial depth of cut larger than the tool radius and sets with a balanced strategy ratio (combination of up- and down-milling processes) led to a more accurate calibration of force coefficients. In contrast, calibrations using an insufficient choice of only a few engagement scenarios resulted in an underestimation of the stability border, as the influence of varying undeformed chip thicknesses was not adequately represented in the force parametrization.
2 Model-based prediction of process forces
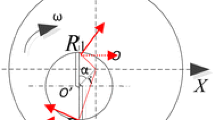
A nonlinear empirical force model [13] was applied to predict the resulting process forces. It is particularly suitable for modeling the forces for machining processes with interrupted cuts such as milling [3]. In this model, the undeformed chip thickness \(h_\mathrm {cu}\) and segment width \(w\) of the considered cutting edge were used to determine the resulting forces
with \(i \in \{\mathrm {c,n,t}\}\) and \(h_{0} = 1 \, \mathrm {mm}\). The coefficients \(k_i\) and \(m_i\) were calibrated for the force components in cutting (c), normal (n) and tangential (t) direction of the cutting edge, respectively. This set of coefficients was determined based on a regressive analysis of the measured process forces for a specific tool-workpiece combination [6]. The empirical force model in Eq. (1) is used, as implemented in the simulation system [14], which was applied for the calculation of stability diagrams (cf. Sect. 3). However, an investigation on the sensitivity of force coefficients is also feasible with different force models. In the following, the model-based prediction of process forces including data acquisition (Sect. 2.1), data selection (Sect. 2.2), force model calibration (Sect. 2.3) and the assessment of the determined force parameter sets (Sect. 2.4) are presented.
2.1 Data acquisition from process force measurements
In order to systematically analyze the variability and validity of force parameter values, an extensive database of measurements of different scenarios defined by the radial and axial depth of cut as well as the milling strategy (up- and down-milling) was generated. For this purpose, a full factorial design was applied in terms of the defined parameter range of the axial and radial engagement listed in Table 1. To investigate the effect of model calibration, three different materials (low-alloyed steel 42CrMo4 (AISI 4140) in a heat-treated state, the titanium alloy TiAl6V4 (Titan Gr. 5, AMS 4928) and the aluminum alloy (Al7075 T6) were examined. An overview of the selected tools consisting of cemented carbide can be found in Table 2. These experiments were conducted on a five-axis machining center (DMG Mori, type DMU 50). The specimen were mounted on a dynamometer (Kistler, type 9257B). The experiments consisted of stable cutting processes which is essential for the calibration of conventional force models [15]. Each scenario was carried out using an up- and down-milling strategy. The spindle speeds for machining 42CrMo4 and TiAl6V4 were chosen within the range recommended by the tool manufacturer. The spindle speed for machining Al7075 was selected based on the dynamic transfer function of the dynamometer, which was measured using an impact hammer (Brüel & Kjær, type 8206-002) in order to avoid severe dynamically affected force signals (cf. Fig. 1). Force components that occur at the spindle frequency \(f_\text {s}\), its double, i.e. the tooth engagement frequency, or its triple are close to a transfer factor of one. During the machining of 42CrMo4 and TiAl6V4, the tool was monitored to avoid significant wear-related influence on the cutting forces by comparing the process forces with a reference process in the initial state of the tool.

Transfer function of the dynamometer for each direction with spindle frequency \(f_\text {s}\) and its harmonics
2.2 Determination of suitable time intervals for model calibration
In order to determine an appropriate section of the measured force signal for the calibration of the model coefficients, the quality of the signals was evaluated. Due to non-stationary engagement situations, the beginning and end of the measured time series of the tool engagements were unsuitable for the calibration of the force model. Variations of process forces can also occur during stationary engagement situations as a result of superimposed vibrations due to the initial excitation of the tool. To account for this and assess the local signal quality, the measurements (Fig. 2a) were evaluated using a window-based analysis. For each measured tooth engagement, the variance \(\sigma\) and covariance \(\rho\) for a window of consecutive tooth feeds were determined for x- and y-direction, where a window size of 30 tooth engagements was sufficient. For calibration, a tooth engagement with a high covariance and a low variance value was selected (Fig. 2b, orange line). To account for slight variations due to the runout of the tools, a set of tooth feeds for one tool rotation was extracted for each measurement (Fig. 2c).

a An exemplary force measurement during milling of the aluminum alloy Al7075 (ae = 4 mm, ap = 1 mm, n = 11,250 RPM, up-milling). b Corresponding variance and covariance values calculated to select representative data (orange line) for model calibration. c Selected interval for further evaluation
2.3 Calibration of the force model

Visualization of determined model parameter values (\(k_i\) (N mm\(^{-2}\)) and \(m_i\) (–)) for machining Al7075 in polar coordinates based on sets of measurements consisting of a one, b two, c four and d eight different scenarios (red) and the envelope shapes (blue)
Based on the selected measurement data (cf. Sect. 2.2), the coefficients (\(k_i, m_i\)) of the force model in Eq. (1) were determined using regression analysis. For this purpose, an iterative optimization approach using the least squares fitting method with randomized starting values was applied [6]. One set of coefficients was determined for each individual calibration experiment. As depicted in Fig. 3a for the use case of aluminum, these coefficients can deviate from one another, which highlights the ambiguity of the parameters. In order to evaluate the variability of the parametrization of the force model, a regression analysis was also carried out using 455 sets for aluminum, which consisted of different scenarios with varying process parameter values (cf. Sect. 2.1). Thus, force model coefficients were determined for a varying number of measurements based on a randomized selection of the measured force signals. As can be seen in the decrease of the envelope area defined by the blue lines (Fig. 3), the model shows less variation with an increasing number of scenarios. The calibration experiments were evaluated in the same way for the materials mentioned. As can be seen in Figs. 4 and 5, there existed an initial high variation, which converged to a smaller envelope area (blue line) as the number of scenarios increased. Here it should be noted that for each material, even with the highest number of scenarios considered, a variation in the resulting model parameter values can still be observed. In general, the shape of the envelope area determined using eight scenarios differed for the three different materials. In particular, the force models parameterized for machining Al7075 exhibited rather high values of \(k_\mathrm {c}\) and \(m_\mathrm {n}\) and small values of \(k_\mathrm {t}\) and \(m_\mathrm {c}\) compared to those calibrated for machining 42CrMo4 and TiAl6V4. This may be attributed to the shape of the milling tools used, especially the corner radius present. A detailed evaluation of the determined parameter values and their influence on the calculation of stability diagrams is described in the following for the aluminum use case.

Determined model parameter values for machining 42CrMo4

Determined model parameter values for machining TiAl6V4
2.4 Selection and evaluation of parameter values

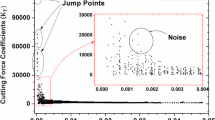
Depiction of 455 different sets for the aluminum use case characterized by their considered a number of scenarios, b axial and c radial depth of cut as well as d the ratio of up- and down-milling strategies. The sets are sorted by their e corresponding overall MSE value using logarithmic scale
In order to evaluate the quality of the determined coefficients, the predicted process forces for the aluminum use case were compared to the measurements of all conducted experimental process configurations using the mean squared error (MSE). These experimental measurements correspond to the time points determined in Sect. 2.2. The sets of parameter values with their corresponding process configurations are illustrated in Fig. 6 and sorted according to their respective error values (Fig. 6e). The configuration of each set can be identified based on the depicted entries for each process characteristic (\(a_\mathrm {e}\), \(a_\mathrm {p}\), strategy). For a set consisting of one scenario (cf. Fig. 6a, orange “x”), each of Fig. 6b and c shows one process configuration. For sets consisting of, e.g., eight scenarios (cf. Fig. 6, blue triangle), the corresponding column in Fig. 6b and c contains eight entries. The “strategy ratio” in Fig. 6d indicates the ratio between the number of scenarios with up- and down-milling in one set. Based on this information, recommendations can be established for the considered use case regarding the amount and configuration of the calibration experiments. For instance, force predictions based on model coefficients that were parameterized using only single scenarios generally showed a higher MSE value compared to sets consisting of multiple scenarios (cf. Fig. 6, gray shaded area). Only a few of these scenarios based on a single measurement are located in the medium MSE range. This is especially the case for those scenarios where the radial depth of cut \(a_\mathrm {e}\) is larger than the tool radius (\(r = 5\,\hbox {mm}\)). In general, an increase in set size results in an enhanced over-all prediction of process forces, where sets consisting of four to five scenarios can already yield very low MSE values. In addition to the consideration of larger radial depth of cut, an important characteristic of these sets is a balanced strategy ratio towards an equal number of up- and down-milling processes. In the following, two sets were selected as examples for a more detailed discussion: The set with the best MSE value (Fig. 6, set A, Table 3), consisting of eight scenarios (Table 4) and a set with a higher MSE value (Fig. 6, set B, Table 3), corresponding to a typical process configuration for force calibrations (\(a_\mathrm {e} = 2\,\hbox {mm}\), \(a_\mathrm {p} = 3\,\hbox {mm}\), down-milling). In order to analyze the quality of these two sets, they were used to predict the cutting forces for a series of machining processes with varying process parameter values and compared to the corresponding force measurements. In Fig. 7, the resulting forces of an exemplary tooth engagement (\(a_\mathrm {p} = 3\,\hbox {mm}\), up-milling) with different radial depths of cut are depicted. As expected, the prediction of higher depths of cut using parameter set B is insufficient since this range of the undeformed chip thicknesses was not considered in the calibration step. This will have a particular effect on the determination of the stability limit since deflections of milling tools can lead to a large variation of the chip thicknesses (cf. Sect. 3.2).

Predicted process forces in a x-, b y- and c z-direction for one specific tooth feed using the model calibrations based on set A and set B (Fig. 6) for engagement scenarios with ap = 3 mm (up-milling)
3 Influence of varying force coefficients on the predicted stability limit
Due to the influence of the selected calibration scenarios on the quality of the force prediction, which in turn is the input for the calculation of the process dynamics, the influence of the calibrated coefficients on the prediction of the stability limit is discussed in the following. For this purpose, a geometric physically-based simulation system [14] was used for the determination of stability diagrams based on the calculated tool deflections. The dynamic compliance of the production system was represented using a set of uncoupled harmonic oscillator models, which can be parameterized based on frequency response functions (FRF) [16]. The resulting deflection x were then obtained by solving the equation of motion of the form
The characteristics of an oscillator are described by its modal parameters, i.e., its angular frequency \(\omega _0\), damping value \(\gamma\) and modal mass m. Based on the calculated force F and the determined modal parameter values, the displacement is calculated for each oscillator at any given time step \(t_i\). By analyzing the total deflection within the simulation system, the process stability can be evaluated and stability limits determined. To validate the predicted stability limits, milling experiments were conducted (Sect. 3.1). Based on this reference, a subsequent evaluation of the sensitivity of stability limits based on parameter sets with varying MSE values was performed (Sect. 3.2).
3.1 Determination of stability limits
For the determination of the modal parameter values of the production system, the dynamic compliance at the tool center point (TCP) was evaluated. For this purpose, an automated impact hammer (Maul-Theet, type vImpact-62), which allowed for a reproducible excitation of the relevant eigenfrequencies, and an accelerometer (Brüel & Kjær, type 4374) for measuring its response was used. To account for the influence of the rotating spindle on the dynamic compliance [17], additional FRFs were determined. Since the displacements could not be measured at the rotating cutting edges at the TCP, the measurements were conducted at the shaft (approx. \(30\,\hbox {mm}\) above the TCP) of the rotating tool using a laser sensor (Blum-Novotest, type PSC), which determined the displacement based on the shading of the beam after excitations with the automated impact hammer. It should be noted that only modes within a frequency range of up to \(4500\,\hbox {Hz}\) were identified in the measurements of the rotating tool and correlated to the FRF of the non-rotating tool at the TCP. The dynamic compliance was analyzed for spindle speeds between \(n = [10{,}000; 15{,}000]\,{\mathrm {RPM}}\) with an increment of 1000 RPM. The modal parameters of each identified mode were adjusted according to the determined correlation between these two measurement locations at the TCP and shaft to represent the compliance behavior for each measured rotational speed. In order to take the speed dependency of the dynamic compliance for the prediction of stability limits into account, the modal parameter values were linearly interpolated between the selected speed increments within the considered spindle speed range. Modes above 4500 Hz were adopted from the FRF at the TCP of the non-rotating tool. For validation, experiments were conducted in which only the peripheral cutting edges were engaged in order to avoid the influence of the minor cutting edges on the process dynamics. For this purpose, the same process conditions were applied (tool, machine tool, workpiece material) as described in Sect. 2.1. To determine the stability limits, the radial depth of cut \(a_\mathrm {e}\) was varied, while the axial depth of cut was set to \(a_\mathrm {p} = 3\,\hbox {mm}\). For stability evaluation, the acoustic emissions of the process were recorded (PCB, type 130F20) and analyzed in the frequency domain to allow for an assignment of the eigenmodes involved. To minimize the influence of run-in effects of the milling tools used on the process dynamics [18], the tools were replaced on average after seven experiments with a cutting length of 50 mm each. Considering the spindle speed dependency of the modal parameters, the calculated stability limit (cf. Fig. 8a, “Sim. interpolated”) showed a higher correspondence to the experiments, particularly for spindle speeds between \(n = [12{,}250; 14{,}000]\,{\mathrm {RPM}}\), than the limit “Sim. \(n = 0\,{\mathrm {RPM}}\)”, which was calculated based on the FRF measured at the TCP of the non-rotating tool. An overestimation of the process stability was present at spindle speeds of \(n = 10{,}500\), 12,000 and \(14{,}000\,{\mathrm {RPM}}\). For these processes (red and purple dot), the modes were adopted from the FRF measured at the TCP since they were not present in the measurements taken during tool rotation. This may be the reason for the deviations of the stability limits. Processes that could not be assigned to a unique mode were labeled “inconclusive” (grey dots).

a Experimentally determined and calculated stability limits based on parameter set A (cf. Table 3). The experimental results are assigned to the color of the corresponding mode. b Frequency spectrum of the modeled dynamic compliance present at the TCP of the tool with a colorization of each mode
3.2 Influence of different force parametrizations on stability limits
Based on the results of the evaluated process stability described in Sect. 3.1, the influence of the force parametrization on the accuracy of the predicted stability limits was analyzed. For this purpose, a selection of sets with different MSE values were used in order to initialize the force model of the geometric physically-based simulation. The variability of the predicted stability limits is depicted in Fig. 9 for different parameter sets for spindle speeds between \(n = [11{,}000; 14{,}000]\,{\mathrm {RPM}}\). While the stability limits that were calculated using force parameter sets with smaller MSE values converged towards the limit calculated using set A with the best MSE value (black line), the predicted stability limit resulting from sets with higher MSE values diverged significantly. The largest deviation of the predicted limits of more than 3.5 mm was present at a spindle speed of \(n = 13{,}500\, {\mathrm {RPM}}\). Generally, the experimentally determined stability limit was underestimated when using parameter sets with higher MSE values. For parameter set B, which represents a conceivable scenario for force calibration, the calculated limit (red line) underestimated the experiments in particular between \(n = [12{,}250; 14{,}000]\,{\mathrm {RPM}}\). In addition to a shift of the predicted lobes, e.g., at approx. \(n = 12{,}500\,{\mathrm {RPM}}\), a different formation of the shapes of individual lobes was also observed, especially at spindle speeds of \(n = 12{,}000\,{\mathrm {RPM}}\) and 13,500 RPM. This effect could be caused by complex interactions of different modes and their respective response to varying force excitations.

Predicted stability limits for 118 determined sets of model parameters colorized according to their MSE values (cf. Sect. 2.4)
4 Conclusion and outlook
In this work, a systematic investigation of the selection of calibration experiments and its influence on the resulting force coefficient values as well as predicted stability limits was presented. Based on a database of force measurements of various process configurations, it was shown that especially predictions using force parameter sets, which were calibrated with at least four different experiments led to a better agreement with all considered engagement scenarios. These experiments should consist of processes with different radial and axial depths of cut and a balanced ratio of up- and downmilling strategies. In particular, scenarios with a radial depth of cut larger than the tool radius are beneficial, as a wider range of chip thicknesses is represented. Using these parameter sets, the prediction accuracy of stability limits could be improved. For sets with higher MSE values, an increased variability of the predicted stability limits was observed, with deviations of more than 3.5 mm and differently shaped lobes. However, using force parameter sets with lower MSE values led to an improved prediction of the stability limit. Therefore, the design of calibration experiments is essential for the parametrization of the force model and, thus, the analysis of process dynamics. In future studies, an additional statistical analysis of the results presented in this paper will be performed in order to specify the recommendations made. In this regard, the analysis of more complex cutting tool geometries, e.g., with corner radius, is of interest with respect to the design of calibration experiments.
References
Altintas Y et al (2014) Virtual process systems for part machining operations. CIRP Ann 63(2):585–605
Oxley P (1961) A strain-hardening solution for the “shear angle’’ in orthogonal metal cutting. Int J Mech Sci 3(1–2):68–79
Bouzakis K-D, Methenitis G, König W (1985) Determination of the values of the technological parameters which are used to describe the time course of cutting force components in milling. CIRP Ann 34(1):141–144
Koenigsberger F, Sabberwal A (1961) An investigation into the cutting force pulsations during milling operations. Int J Mach Tool Des Res 1(1–2):15–33
Ivester RW et al (2000) Assessment of machining models: progress report. Mach Sci Technol 4(3):511–538
Gonzalo O, Beristain J, Jauregi H, Sanz C (2010) A method for the identification of the specific force coefficients for mechanistic milling simulation. Int J Mach Tools Manuf 50(9):765–774
Gradišek J, Kalveram M, Weinert K (2004) Mechanistic identification of specific force coefficients for a general end mill. Int J Mach Tools Manuf 44(4):401–414
Freiburg, D, Hense, R, Kersting P, Biermann D (2016) Determination of force parameters for milling simulations by combining optimization and simulation techniques. J Manuf Sci Eng 138(4) (2016)
Altintas Y, Stepan G, Budak E, Schmitz T, Kilic ZM (2020) Chatter stability of machining operations. J Manuf Sci Eng 142(11):110801. https://doi.org/10.1115/1.4047391
Duncan G, Schmitz TL, Kurdi MH (2000) Uncertainty propagation for selected analytical milling stability limit analyses. Society of Manufacturing Engineers
Hajdu D, Borgioli F, Michiels W, Insperger T, Stepan G (2020) Robust stability of milling operations based on pseudospectral approach. Int J Mach Tools Manuf 149:103516
Graham E, Mehrpouya M, Park S (2013) Robust prediction of chatter stability in milling based on the analytical chatter stability. J Manuf Process 15(4):508–517
Kienzle O (1952) Die Bestimmung von Kräften und Leistungen an spanenden Werkzeugen und Werkzeugmaschinen. VDI-Z 94(11):299–305
Wiederkehr P, Siebrecht T (2016) Virtual machining: capabilities and challenges of process simulations in the aerospace industry. Procedia Manuf 6:80–87
Yücesan G, Altintaş Y (1994) Improved modelling of cutting force coefficients in peripheral milling. Int J Mach Tools Manuf 34(4):473–487
Surmann T, Biermann D, Kehl G (2008) Oscillator model of machine tools for the simulation of self excited vibrations in machining processes. In: Proceedings of the 1st international conference on process machine interactions, Hannover, Germany, pp 23–29
Wiederkehr P, Wilck I, Siebrecht T (2020) Determination of the dynamic behaviour of micro-milling tools at higher spindle speeds using ball-shooting tests for the application in process simulations. CIRP Ann 69(1):97–100
Altintas Y, Eynian M, Onozuka H (2008) Identification of dynamic cutting force coefficients and chatter stability with process damping. CIRP Ann 57(1):371–374
Acknowledgements
The investigations are based on the research project “Virtual Machining” (PE-216-0024), which is kindly funded by the Stiftung Mercator and the Mercator Research Center Ruhr. The authors gratefully acknowledge the computing time provided on the Linux HPC cluster at TU Dortmund University (LiDO3), partially funded in the course of the Large-Scale Equipment Initiative by the German Research Foundation (DFG) as project 271512359.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bergmann, J.A., Wöste, F. & Wiederkehr, P. An analysis of the sensitivity of cutting force coefficients and their influence on the variability of stability diagrams. Prod. Eng. Res. Devel. 17, 407–414 (2023). https://doi.org/10.1007/s11740-022-01181-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-022-01181-4