
Abstract
Physicochemical, thermal, and structural properties of ball milling (BM) of Moringa oleifera leaf powders (M.L) were examined. By superfine grinding, three samples with different particle sizes (PAS) were produced. Specific surface area (SSA), Bulk (BD), tap (TD) densities and water solubility index (WSI) significantly increased with the decrease of PAS, while the angle of repose (AR), water holding capacity (WHC) and oil holding capacity (OHC) decreased. Also, as PAS was reduced, the flowability enhanced as the carr index changed from fair to good and AR ameliorated. Scanning electron microscopic (SEM) pictures showed that M.L were ground so finely that the form of the particles changed, started to be a regular shape and the surface roughness decreased as PAS decreased. Differential scanning calorimetry (DSC) curves showed that peak temperature decreased with the decrescent PAS. In all samples, Fourier transform infrared spectroscopy (FT-IR) detected no new chemical functional groups. No variation was found in the crystallinity index (CI) of any of the X-ray diffraction (XRD) patterns for the BM samples, while crystal size decreased.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Moringa oleifera is the most famous species of the family Moringaceae and one of the thirteen members of the genus Moring [1]. The plant is a fast-growing tree that is resistant to drought, making it interesting for arid and semi-arid regions. The tree has many traditional names such as horseradish or drumstick. In addition, its bioactive components make it an excellent food additive [2, 3]. So, Moringa oleifera leaves powder (M.L) is used to combat malnutrition in children and pregnant women [4]. In addition, water filtration is another purpose for it [5]. P, Na, Fe, Mn, Zn, K, and Mg were found in M.L in substantial amounts [6]. In addition, M.L contains essential oil which has antimicrobial activities [7] and considers an important source of polyphenolic compounds [8].
Recently, nanotechnology has emerged as a prominent technology that offers numerous opportunities for the development of novel properties in processes and synthetic materials [9,10,11,12]. Ball milling (BM) could fabricate smaller M.L particles with wider particle size (PAS) distribution and greater surface area. Material properties improve dramatically as PAS decreases to the nanometer range, owing to the emergence of novel structures and surface area. These traits include surface effect, quantum effect, magnetic property and other attributes, these being beneficial to industrial applications [13,14,15].
However, nano-scale food materials are developed slowly, and information on nano-scale rehabilitation from the plants is less. Otherwise, some samples with a diameter below 1000 nm have been obtained [16, 17]. BM is a processing technology for making superfine powders. PAS reduction is achieved through a combination of high impact force, grinding attrition and grinding balls in a high-energy BM operation.
The physical and chemical properties of raw materials can be altered by BM because of its mechanical and thermal effects [18]. The increased surface area due to BM can result in improved structural and functional qualities of a milled product in many cases [19, 20], including an improvement in the bioavailability of bioactive compounds embedded in the vegetable matrix [21, 22]. It is possible for BM to alter the material’s physical and chemical properties by altering its surface, size, optical and mechanical properties, as well as its catalytic properties, resulting in exceptional properties such as high solubility, dispersion, absorption, and chemical reactivity [23, 24]. It has been utilized in ceramics and electrical and chemical sectors as well as paper manufacture, pharmaceuticals, and food industries [25]. M.L with varied PAS is currently unknown, and there is a lack of information on the physicochemical, structural, and functional aspects of M.L. The extraction yield of active components and even the application value of discard M.L will be influenced by these properties, which in turn will affect industrial production parameters.
Materials and methods
Materials
Moringa oleifera for this investigation were bought from the Agricultural Research Center (Sakha, Kafrelsheikh, Egypt). In September of 2021, a representative sample was carefully collected during harvesting. Mature Moringa oleifera leaves were air dried and stored until use. All chemicals used in this study were in analytical grade.
Methods
Ball milling treatment
Moringa oleifera leaves were first ground into powder using a moulinex grinder for 2 min and sieved with pore size 74 μm (200Mesh) which is represented as M.L1.
According to Abbaszadeh et al. [26], BM was performed using the Planetary Micro Mill (Pulverisette 7 classic line, FritschGmbH, Germany) with modifications. M.L was put into a stainless-steel container containing Zirconium dioxide grinding balls (5–10 mm in diameter). BM process was implemented under argon gas to prevent the effect of milling heat and the ratio of powder mass to ball mass was 1:7 at weight ratio. The high-speed milling was run at 450 revolutions per minute (rpm) for 8 h (M.L3). The low-speed milling was carried out at 250 rpm for 12 h (M.L2).
Particle-size (PAS) measurement
PAS distribution of the superfine M.L was determined using a Malvern laser particle-size analyzer (Mastersizer 3000, Malvern, Worcestershire, UK). The powders were dispersed in distilled water before determination. Particle size distribution was characterized by the span factor, where D10, D50, and D90 represent 10%, 50% and 90%.
cumulative percentiles of particles, respectively [27].
Specific surface areas (SSA), average pore size (APS) and total pore volume (TPV)
The physical sector was carried out to determine the specific surface area, average pore size and total pore volume by surface area and pore size analyzer model Nova Touch LX2 manufactured by Quantachrome company.
Hydration properties
The water holding capacity (WHC) of the powders was determined as follows: In a 50 mL centrifuge tube, M.L (0.5 g) (W0) was combined with 10 mL of distilled water (W1). The mixture was mixed by a vortex mixer for 30 s at every 10-min interval three times and centrifuged at 5000×g for 20 min at room temperature (23 ± 2 °C) (Union 32R Pluscentrifuge; Hanil Science Industrial Co., Ltd., Incheon, Korea) after supernatant was discarded which the tubes with the sediment were weighed (W2) [28].
The following formula was then used to determine WHC:
The oil holding capacity (OHC) was determined using the method recommended by de Escalada et al. [29] with some modifications. 0.5 g (W0) of the sample and (10 mL, density: 0.84 g/cm3) of corn oil were mixed in a centrifuge tube (50-mL) (W1). The mixture was vortex mixed for 30 s at every 10-min interval three times. The mixture was then centrifuged for 20 min at 5000 rpm. The centrifuge tube with powder (W2) was weighted after the supernatant was poured down. The increase in weight due to oil absorption was taken as OHC, using the following formula:
To measure water solubility index (WSI), 0.2 g (S1) of powder was put into a tube (50 mL) with 10 mL of distilled water. The tube was vortexed for 30 s at every 10-min interval three times and put into a water bath at 80 °C for 30 min. After being centrifuged (4000×g for 10 min at room temperature), the supernatant was transferred to a pre-weighed dish (S2) and dried at 105 °C to constant weight (S3) [30]. WSI was then calculated using the formula:
Flowability properties
Bulk (BD) and tapped densities (TD) of the superfine M.L samples were measured as follows by Goula et al. [31]: M.L (2 g) was gently poured into a 25 mL graduated cylinder. BD (g/cm3) was calculated by dividing the weight (Wp, g) of the powder by the volume (mL) it occupied in the cylinder.
The bulk density of powder was examined by the following formula [32]:
Where BD is bulk density (g/cm3); WP is power weight (g); VP is the volume of power (cm3).
For TD, superfine M.L (2 g) was placed in a 25 mL graduated cylinder, and the powder sample was tapped on a thick sponge until the volume no longer decreased. M.L was added to achieve stable conditions, and the weight (g) of the powder was divided by the volume (mL). It is defined as the following formula [32] :
Where, TD is tapped density (g/cm3); WP is power weight (g); VT is the volume of the tapped power (cm3).
Flowability of M.L powders was evaluated using the Carr index [33] which represents the compressibility of the powder, as follows:
Samples with Carr index values ranging from 0 to 15%, 15–25%, 25–30%, and > 30% were regarded to have good, acceptable, poor, and extremely bad flowability, respectively [34].
To determine the angle of repose (AR), a filter was fixed above some graph paper so that the distance of the paper from the outlet of the filter (H) was 3 cm, and the filter was oriented vertically with respect to the paper. Then, the superfine M.L was poured separately into the filler until the tip of the powder cone touched the outlet of the filter. The diameter (2R) of the cone was measured for each type of powder.
Thus, AR was calculated as θ = arctan\(\frac{ H}{2\text{R}}\)
where H (cm) and R (cm) were the height and radius of the powder cone, respectively.
Total chlorophyll content
Total chlorophyll content was determined using the method proposed by Özkan and Ersus Bilek [35] with some modifications. The weighted amount (0.1 g) of the sample was extracted with 80% (v/v) acetone for one hour with periodic shaking every 15 min. After filtration through Whatman filter paper (No.1), the residue was extracted twice following the same procedure to extract the remaining chlorophylls. The final volume was made up to 50 ml. The absorbance of the the extract was measured at 663 and 645 nm using a UV- spectrophotometer (Unico, UV-2600, Kyoto, Japan). The chlorophylls content was calculated using the following formula:
whereas, A645 and A663 are the absorbances at 645 and 663 nm, respectively.
Color values
M.L powder color was measured by Chroma meter (Konica Minolta, model CR 410, Japan) calibrated with a white plate and light trap supplied by the manufacturer. The color was expressed using the CIE L*, a*, and b* color system [36]. A total of three spectral readings were taken for each sample. Lightness (L*) (dark (0) to light (100)), the redness (a*) values ((+) reddish to (-) greenish). The yellowness (b*) values ((+) yellowish to (-) bluish) were estimated.
where L0, a0, and b0 were the color parameters of M.L2 and M.L3samples, L*, a*, and b* were color parameters of M.L1.
Scanning electron microscopy (SEM)
The microstructures of M.L at different BM times and speeds were analyzed using a high-vacuum SEM (JSM-7500 F, Jeol Ltd, Tokyo, Japan). The sample was mounted on the metal holder and coated with gold, which allows the preparation and transfer of samples into the microscope chamber under a vacuum. Finally, the microstructural images of M.L samples were taken by SEM under vacuum at 20 kV.
X-ray diffraction (XRD) measurement
XRD patterns of fibers, cellulose, and CNCs were analyzed using an XRD diffractometer (PANalytical Xpert pro MRD diffractometer, Amsterdam, Netherlands) operated at 40 kV and 30 mA, equipped with Cu Kα radiation at a wavelength of 0.15406 Å and a nickel monochromator filtering wave. The samples were scanned over the range of 2θ = 5–40º with a scanning rate of 0.4º/min at room temperature.
The crystallinity index (CI%) was calculated using the following equation [37]:
where I200 was the intensity at plane (200) and Iam was the minimum intensity between (2θ peak = 21 and 9) the plane 110 and 200. I200 represented both crystalline and amorphous portions, whereas Iam represented the amorphous portion.
The crystallite size of M.L was calculated using the Scherrer equation [38]:
where K is the Scherrer constant (0.94), λ is the X-ray wavelength (λ = 0.15406 Å), β 1/2 is the full width at the half maximum (FWHM) of the XRD peak, and θ is the Bragg’s angle.
The crystallite size was calculated by adjusting the diffractograms and subtracting the effect of the amorphous peak (Iam) from the peak height of 200 plane.
Fourier transform IR analysis (FT-IR)
The functional groups of M.L were analyzed using FTIR (Perkin-Elmer, Inc., Waltham, MA, USA). Before analysis, samples were kept in the desiccator for 24 h. Spectra were obtained in attenuated total reflection (ATR) mode from four scans measured between 4000 and 400 cm− 1.
DSC properties
A DSC-60 plus SHIMADZU machine was used to measure the DSC properties. A standard aluminum pan was rolled and compressed on 3 to 5 mg of small film pieces and heating it from 0 to 200oc at a rate of 10oc /min was considered stable at a nitrogen (99.999%) velocity of 50 cm3/min which was employed as a carrier and shielding gas.
Statistical analysis
SPSS 16.0 package was used for data analysis. For multiple comparisons, the Duncan test and one-way analysis of variance (ANOVA) were used. Statistical difference was considered significant if p ≤ 0.05.
Results and discussion
Particle size (PAS) measurement
PAS is often used to classify, categorize, or characterize one powder [39]. Normally, PAS less than 10–25 μm was defined as superfine food powder and possessed higher solubility, dispersibility, and flowability [40]. The D10, D50, D90, and span values of M.L are presented in Table 1. The D50 and span represent the average median diameter and the width of the PAS distribution, respectively. As shown in Table 1, the D50 values of M.L decreased from 3.7625 to 0.7268 μm, which indicated that all the M.L samples belonged to the superfine food powder grade [41]. A small span indicates a uniform size distribution. The span value of M.L2 and M.L3 samples indicated a narrower PAS distribution than the coarsely.
ground (M.L1), which was in conformity to PAS distribution in Fig. 1. Similar tendencies were reported in sugar beet pulp [42] and downy rose-myrtle powder [43]. The discrepancies may be attributed to the types of raw materials and the grinding methods.

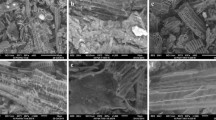
SEM micrographs of Moringa oleifera leaves powder different samples
A = M.L1 – B = M.L2 – C = M.L3.
Specific surface areas (SSA), average pore size (APS) and total pore volume (TPV)
SSA values of the different particle-sized powders ranged from 51.714 to 135.751 m2/g (Table 1). These parameters varied significantly between the M.L particles with different sizes (P < 0.05). Furthermore, SSA increased as PAS decreased. These results indicate that the surface parameters of M.L powders are directly related to the projected size of the corresponding M.L granules. In addition, an inverse relationship between SSA and PAS was observed in this study. The reduction in PAS resulted in an increase in SSA, which reflected the possible potentials of BM in biomass hydrolysis such as the potential ability to bind enzymes [44], chemical component extraction, and food bioavailability improvement [45].
Superfine powder samples can improve the adsorption capacity and solubility rate because they have a larger surface area, which allows higher solvents to plant materials interaction rates [22]. Thus, powder samples with higher surface areas could have great potentials to use as food additives or active ingredients [46]. APS of all samples was similar. TPV of M.L1, M.L2 and M.L3 were 4.738 × 10− 2, 9.95 × 10− 2and 12.43 × 10− 2 cm3/g, respectively (Table 1). It’s possible to deduce that mechanical fragmentation at the cellular scale disrupted tissue and cell wall structure, exposing the fiber’s inner mesopores and macropores to the surface for nitrogen gas absorption [47].
Hydration properties
BM was found to affect hydration properties in terms of WHC, WSI and OHC (Table 1). WHC and OHC measure the ability of a moist material to retain water and the ability of the material to retain oil can hold when put under a centrifugal force from the outside [18] and the water solubility index indicates the leaching of soluble components from samples. WHC is mostly made up of water that is linked, hydrodynamic water, and water that is physically trapped. Physically trapped water makes up most of WHC [48]. Different PAS could lead to differences in WHC. With finer M.L, WHC was found to decrease. As shown in Table 1, WHC reduced from 2.85 to 1.71% with the decreasing PAS from 3.76 to 0.72 μm (as D50). The polysaccharide chains which formed porous matrix structures and can retain a lot of water through hydrogen bonding might be destroyed, resulting in a drop in hydration performance [18]. This result was consistent with Zhang et al. [45] for tobacco (Nicotiana tabacum L.) leaf powders. On the other hand, the WHC values of Dendrobium Officinale powders went up significantly as PAS went down [49]. This was because the surface area and energy increased, and hydrophilic groups in the cellulose and hemicellulose parts of the material were exposed [23, 49]. Ball-milled persimmon by-product powder also showed a drop in WHC as a result of a reduction in PAS [50], Chaenomeles Sinensis powder [51], mushroom powder [52], and wheat bran dietary fiber powder [53].
The OHC values of M.L reduced when PAS decreased, and it ranged from 1.31 to 0.83% (Table 1). M.L with larger PAS and the rougher surface allowed larger interparticle voids which had the ability to carry interstitial oil or water [54]. Furthermore, the capillary principle of porous fiber allows it to hold oil, whereas the structure of the fiber may be severely damaged after grinding. Zhao et al. [54] found that superfine ground hawthorn powders had similar results. For carrot dietary fiber powder, sweet potato, taro, yam peel powder and persimmon by-product powder, similar observations on the influence of milling on OHC have been reported [20, 50, 55].
As the PAS of M.L decreased, the WSI values of M.L with different sizes increased (Table 1). The WSI values of M.L powders with different sizes ranged from 32.89 to 39.40%. Increased surface area, resulting in more extensive exposure of polar groups and water-binding sites, could explain the increase in WSI with decreasing PAS [22]. Previous results were in agreement with those mentioned by Chitrakar et al. [56] who stated that the WSI of Asparagus leaf powder increased by decreasing PAS.
SEM
The SEM images of M.L with different PAS presented in Fig. 1 shows that the particles were fractured, and a sharp edge was generated as a result of the mechanical force exerted during the grinding process of BM. The transition of large schistose and blocky forms to short ones suggested the decline in PAS. Polygonal forms, rough surfaces, and porous interiors were found in the BM ground powders, but the M.L2 and M.L3 samples had smoother, rounded edges that explained why they had more density than M.L1 (Moulinex grinder) (Fig. 1).
Mechanical pressure and abrasion between the grinding balls and the grinding jar’s inner wall were the primary causes of the appearance in the M.L3 sample. Particularly, the M.L3 sample’s particle aggregation was linked to its high specific surface energy and electrostatic interaction [57]. This result illustrated that superfine grinding based on BM altered the original surface structure, which may change the physicochemical properties of granular materials [24].
Bulk (BD), tapped density (TD) and angle of repose (AR)
Some reports show that PAS, bulk density, and tapped density can determine the quality of powder in the food sector and that this information has been widely used [41]. BD can help the manufacturer determine if raw organic powders should be mixed or if a final product could be packed in a predetermined container [43]. It also significantly affects material handling and storage behaviors. BD of the organic powders depends on the cracks, hollows, and closed pores in the particles, as well as the thin air film between the powders [18]. BD and TD of the three-particle sizes (M.L 1, M.L2 and M.L3) were shown in Table 1. BD and TD of M.L significantly increased from 0.39 to 0.48 (g/cm3) and from 0.48 to 0.56 (g/cm3), respectively, with the decrease in PAS. Finer powders result in a significant reduction in inter-particle pore spaces, resulting in an increase in density as PAS decreases [49, 58]. As a result, when it comes to final product packaging, finer M.L could be put in smaller containers than other powders of the same weight. Increasing BD and TD contribute to excellent dispersibility and fewer air pores of powder.
The reason is ascertained that fewer air pores of barley grass powder facilitate the blending in food formula [59]. The tendency in BD and TD agreed with the results of Zhong et al. [23] for pomegranate (Punica granatum L.) peel powders. Similarly, Jiang et al. [25] found that the TD of Vaccinium bracteatum Thunb leaves powder improved with the decrease in PAS of M.L, while the BD increased as a result.
AR can show the inter-particulate friction and reflect the flowability of the powders. The powders with a smaller AR were always accompanied by better flowability [22]. With the decrease in PAS of M.L, AR decreased from 38.35 to 32.07 θ (Table 1).
The M.L1 with PAS of 3.76 μm had the largest AR, while the M.L3 with PAS of 0.72 μm had the lowest AR. As the decrease of AR, the M.L indicated a better fluidity of the granular bulk. The surface area per unit mass was enhanced and internal cohesive groups were exposed as PAS declined, which increased the interaction area and attraction force between particles, positively affecting AR and slide [58]. This finding was in line with what Meng et al. [49, 60] found, but not with what Jiang et al. [25] reported for Vaccinium bracteatum Thunb leaves powder.
Also, the Carr index is often used to predict the powder flowability Beside angles of repose. The Carr index values decreased from 19.33 to 14.26% (Table 1) as PAS was reduced, changing flowability from fair to good. In general, these results match with AR results which indicate that BM improved the flowability characteristics of M.L. Carr index values should be considered when powders are poured, sieved, and mixed during processing [34].
Color properties
Color is a particularly important quality index, especially in fruit and vegetable powders, because people prefer bright colors. PAS and the superfine grinding process had a major impact on the lightness of color in food [61, 62]. In addition to PAS, color is an important quality character for food powders. The color parameters (L*, a*, b* and ΔE) with corresponding chlorophylls content of differently milled samples were presented in Table 1. L* could express lightness and ‘’a* and b*’’ were the chromaticity coordinates. The raw sample possessed the lowest value of L*, a* and b*. A previous study by Hu et al. [41] indicated that PAS has a significant effect on the color characteristics of green tea powder. From the data in Table (1), it could be concluded that by decreasing the PAS of M.L, lightness (L*) increased and reached the highest value in M.L3. Powder with smaller PAS exhibited higher reflectance [63], resulting in a higher surface area; thus, exhibiting lighter color. BM was indeed reported to increase in lightness (L* value) due to a decrease in PAS [50, 64]. Similar observations were reported by Hong et al. [65] who mentioned that the lightness (L*) values of superfine Quercus salicina leaf powders were significantly increased with increasing BM times.
Increased surface area resulted in a significant release of chlorophylls during quantification due to the reduction in PAS. Extended milling beyond 250 rpm, however, caused a decrease in chlorophyll content, most probably due to its oxidative destruction of the pigment [56]. One study reported that ground corn powder showed increased lightness and yellowness values with decreasing PAS [59]. Similarly, another study also observed increased yellowness color values during the superfine grinding of green tea powder [41]. From Table 1, ‘b*’ decreased in M.L2 and M.L3 in comparison with M.L1. Hu et al. [41] reported also an increase in b* of green tea powder then a decrease occurred.
The change of color could be related to the heat in the process of M.L. Usually, the increasing heat accelerates the degradation of chlorophyll and oxidation of catechins during superfine grinding, which increases the yellowness of green tea powder [66]. M.L3 recorded the lowest value in a* in comparison with M.L1 and M.L2. The heat generated in the BM process could bring about the degradation of chlorophyll that decreased the greenness of the M.L sample [41] and this was in agreement with the results of chlorophyll in M.L3 (3.65 mg/g).
ΔE of M.L2 and M.L3 were 4.03 and 5.89. This means that the color changes are evident and visible [67]. These results demonstrated that BM increased lightness while reducing the yellowness and redness.
XRD
In Fig. 2(A), it was clear that all of the XRD patterns had the same shapes and a clear 2θ peak at around 21.06°, 21.34°, and 21.45°, which was assigned to the 200 lattice planes of the cellulose component [54]. Different PAS exhibited no significant variation in M.L particle peak positions, which indicated that the BM procedure did not disrupt the crystallization of M.L.

XRD (A), FT-IR (B) and DSC (C) of Moringa oleifera leaves powder different samples
As PAS decreased from 3.7625 μm (M.L1) to 0.7268 μm (M.L3), values of CI exhibited no significant difference - M.L3 showed the lowest value – which means that the crystallinity of M.L powders was not disrupted at large. (Table 1). The similarity in the position of these characteristic diffraction peaks in M.L1, M.L2, and M.L3, indicated that BM did not significantly change the crystallization structure of M.L. The intensity of the crystalline peak at 2θ of 21° in M.L3 was weaker and broader than that in M.L1 and M.L2, which suggested a decrease in CI% of M.L with smaller particles. These results may be mainly due to a small change in the cellulose crystallization region caused by mechanical milling [68, 69]. It was observed that the crystal size (calculated from FWHM) of superfine powder was found to be in the nanometric range (1-100 nm) (Table 2). The crystal size was decreased reaching about 29.92 nm, 21.27 nm, and 16.27 nm for M.L1, M.L2 and M.L3, respectively. Crystal size values showed harmony with FWHM results, which decreased with the increase of FWHM.
This illustrates that milling time alters the crystal structure of the superfine powder, as demonstrated by this experiment.
M.L superfine powder has a naturally amorphous structure that is revealed after grinding.
Similar findings of some food powders are also reported by [30, 70].
FT-IR
M.L1 spectrum contained many characteristic bands connected with main Moringa oleifera leaf components (Fig. 2B). The M.L1 spectrum exhibited a broad peak centered at 3338.1 cm− 1, attributed to the stretching vibration band of O-H. Flavonoids, tannins, glycoside derivatives, and fiber all fall under this band. Moringa oleifera leaves also include this functional group (3290 and 3309 cm− 1) in the protein and fatty acid structures, according to Huang et al. [71]. Moreover, since M.L1 is a source of protein, the region at 3295.4 cm− 1 can also be associated with the N-H functional group. This is evidenced in Fig. 2B. Other sharp characteristic peaks at 2921.6, 2853.1, 1653.1, 1559.6, 1543.2, 1419.8, 1316.1, 1252.5, 1056.3, 675.9, 608.9, 545.2, and 470.5 cm− 1 were observed. The peaks at 2921.6 cm-1 and 2853.1 cm-1 were attributed to C-H’s asymmetric and symmetric stretching vibrations in aliphatic chains. These methyl groups are usually present in fatty acids. Exact results were reported by Muttakin et al. [34, 72] for the Moringa oleifera seed powder, which revealed the methyl groups at 2923 cm− 1 and 2852 cm− 1, respectively. Moreover, Bello et al. [73] also observed similar functional groups at 2917 and 2849 cm− 1 in the FTIR spectrum of raw M.L1.
The characteristic peak observed at 1653.1 cm− 1 was associated with the primary amide (amide I) of the protein group in M.L1, corresponding to the C = O carbonyl asymmetric. M.L1 includes proteins with a-helix and b-sheet secondary structure based on the amide I band maxima at 1653.1 cm− 1. C = O and C-N vibrations are the most prominent in this band. There is also some in-plane N-H bending contribution to amide [74]. Carbonyl stretching of ester carbonyl functional groups in the triglycerides of fatty acids is also shown in this location.
M.L contain this carbonyl group in the fatty acids and proteins structure. Moreover, the signals at 1653.1 cm− 1 also correspond to C = O bonds of ether, ester, and phenol found in M.L1. There is a good match between these results and those reported by Bello et al. [73] for the Moringa oleifera leaf powder (1636 cm− 1). In addition to this, the distinctive peak at 1559.6 cm− 1 marked the secondary amine (amide II) band, which indicated the N-H group of the protein in Moringa oleifera leaves, matching to C = O and N-H bending vibration [71]. The amide III bands were relatively weak and appeared at about 1419.8 and 1316.1 cm− 1.
It was associated with N-H plane bending coupled with C-N stretching and C-H and N-H deformation vibrations [74]. These bands also were representatives of C = O asymmetric stretching and the deformation band of aliphatic methylene group CH2. The band observed at 1252.5 cm− 1 corresponds to the C-O stretching, common in several organic compounds. Because Moringa oleifera leaves have a high protein content, the N-H stretching of the amides group may also play a role. Ether, phenol, and ester or similar chemicals have strong C-O-C bonds, as seen by the characteristic peak at 1056.3 cm− 1 in their spectra. This band is characteristic of carbohydrates.
Carbohydrates are responsible for the absorption of infrared light in the 1200 cm-1 to 900 cm-1 wavelength range, as described by Tran et al. [55]. Furthermore, stretching vibrations at around 473–703 cm− 1 represent C-H, C = C, and N-H [75]. The peak at 651 − 535 cm− 1, is attributed to C-N. Moreover, the absorption band at 651 cm-1 is related to C-C-N bend amines and N-C = O bend amide [76]. The Moringa leaves’ protein structure is confirmed by the existence of this bend. As a result, aliphatic or aromatic compounds may be present in M.L.
Because of this, M.L is thought to be composed of various aliphatic and aromatic alcohols and nitrogen-containing chemicals such as phenols, amine, ketones, esters, and amines. For M.L, the FTIR results obtained in this investigation were consistent with previous research [71]. To sum up, no new chemical functional group was created in any of the M.L powder samples with FTIR profiles that ranged from small to large, which suggests that grinding processes did not considerably demolish the primary structure of the component molecules.
In contrast, the specific positions of some M.L3 peaks were displaced to a higher wavenumber (Fig. 2B), which suggested that intramolecular hydrogen bonds of cellulose or hemicellulose had been broken by the mechanical stress created during the superfine grinding process [24, 77]. In addition, the absorbance strength of the typical peaks decreased with decreasing powder size, showing that the surface qualities of finer M.L powders had changed [78].
Differential scanning calorimetry (DSC) analysis
Materials transition properties can be evaluated through a useful analytical technique known as DSC which usually provides information about temperature and enthalpy changes linked with exothermic and endothermic processes [79, 80]. M.L comprises complex ingredients in its composition including proteins, carbohydrates, cellulose, hemicellulose and lignans, hence, the thermal treatment also exerts its influence on the temperature-induced modifications apart from phase changes.
According to the DSC curves, there was a strong endothermic activity taking place in the temperature range above zero (Fig. 2C). Endothermic peak temperature (TP) was observed between 53 and 74 °C in all curves, while peak temperatures showed decreasing tendency with the corresponding reduction in PAS, which indicates a partial qualitative change of composition in different M.L. The heat flow was significantly influenced by the reduction in PAS, although other parameters, may also have a role in this temperature range.
Size reduction may have resulted in an enhanced exposure of proteins and polysaccharides to the outside, as well as a lower melting temperature [80]. Also, the thermal denaturation of protein in M.L powder may be to blame for this phenomenon [81, 82]. Protein structure is likely destroyed during grinding, causing a decrease in structural stability, as evidenced by the decreasing Tp with decreasing PAS [83] and these results were in a harmony with our findings in XRD and FT-IR results.
Conclusion
M.L’s physical properties and structure can be altered by BM by reducing PAS and increasing SSA. Ball-milled M.L had improved BD and TD values. This information is critical when powders are utilized in sieved, blended, and poured products. In addition, after BM, M.L appeared to be brighter and demonstrated improved solubility. This is important when the color of the food product is a major consideration. Thus, to improve the physical properties of M.L, a BM speed set at 450 rpm and a BM time of 8 h can be suggested. This indicated that more rpm could improve the powder characteristics That could align with our predictions. BM technology can improve M.L applied in food processing, adding value to food products and promoting health benefits.
Abbreviations
- M.L:
-
Moringa oleifera leaves powder
- M.L1:
-
Moulinex grinder of Moringa oleifera leaves powder
- M.L3:
-
Ball milling (450 rpm for 8 h) of Moringa oleifera leaves powder
- SSA:
-
Specific surface area
- TPV:
-
Total pore volume
- OHC:
-
Oil holding capacity
- BD:
-
Bulk density
- AR:
-
Angel of repose
- FWHM:
-
Full width at the half maximum
- BM:
-
Ball milling
- M.L2:
-
Ball milling (250 rpm for 12 h) of Moringa oleifera leaves powder
- PAS:
-
Particle size
- APS:
-
Average pore size
- WHC:
-
Water holding capacity
- WSI:
-
Water soluble index
- TD:
-
Tapped density
- CI:
-
Crystanillity index
References
J.F. Morton, The horseradish tree, Moringa pterygosperma (Moringaceae)—A boon to arid lands. Econ. Bot. 45, 318–333 (1991)
R.S.N. Brilhante, J.A. Sales, V.S. Pereira, D. Castelo-Branco, R.A. Cordeiro, C.M. de Souza Sampaio, M. de Paiva, J. Santos, J.J.C. Sidrim, M.F.G. Rocha, Research advances on the multiple uses of Moringa oleifera: a sustainable alternative for socially neglected population. Asian Pac. J. Trop. Med. 10, 621–630 (2017)
Z.F. Ma, J. Ahmad, H. Zhang, I. Khan, S. Muhammad, Evaluation of phytochemical and medicinal properties of Moringa (Moringa oleifera) as a potential functional food. S Afr. J. Bot. 129, 40–46 (2020)
O. Kuku-Shittu, O. Onabanjo, O. Fadare, M. Oyeyemi, Child malnutrition in Nigeria: evidence from Kwara State. Intl Food Policy Res Inst 33, (2016)
M. Rahman, M. Rahman, S. Akhter, M. Jamal, D. Pandeya, M. Haque, M. Alam, A.J.N.M.C.J. Rahman, Control of coliform bacteria detected from diarrhea-associated patients by extracts of Moringa oleifera, 12, 12–19 (2010)
M. Owon, M. Osman, A. Ibrahim, M.A. Salama, B. Matthäus, Characterisation of different parts from Moringa oleifera regarding protein, lipid composition and extractable phenolic compounds. OCL 28 (2021)
T. Marrufo, F. Nazzaro, E. Mancini, F. Fratianni, R. Coppola, L. De Martino, A.B. Agostinho, V. De Feo, Chemical composition and biological activity of the essential oil from leaves of Moringa oleifera Lam. Cultivated in Mozambique. Molecules. 18, 10989–11000 (2013)
K.B. Pandey, S.I. Rizvi, Current understanding of dietary polyphenols and their role in health and disease. Curr. Nutr. Food Sci. 5, 249–263 (2009)
H. Chen, J. Weiss, F.J.F. Shahidi, Nanotechnology in nutraceuticals and functional foods. Food Technol. (Chicago, IL, U. S.). 60, 30–36 (2006)
W.L.E. Magalhães, P.R.S. Zanoni, C.V. Helm, M. Lazzarotto, K.G. Satyanarayana, Nanotechnology applied to improve functionality in food. Nutrient Delivery 177–219 (2017)
Y. Zeng, F. Jia, Y. Zhang, X. Meng, Y. Han, H. Wang, DEM study to determine the relationship between particle velocity fluctuations and contact force disappearance. Powder Technol. 313, 112–121 (2017)
C. Sasmal, Effects of axis ratio, nanoparticle volume fraction and its size on the momentum and heat transfer phenomena from an elliptic cylinder in water-based CuO nanofluids. Powder Technol. 313, 272–286 (2017)
Y. Liu, K. Hu, E. Hu, J. Guo, C. Han, X. Hu, Double hollow MoS2 nano-spheres: synthesis, tribological properties, and functional conversion from lubrication to photocatalysis. Appl. Surf. Sci. 392, 1144–1152 (2017)
J. He, L. Bai, H. Jin, Z. Jia, G. Hou, F. Yuan, Simulation and experimental observation of silicon particles’ vaporization in RF thermal plasma reactor for preparing Si nano-powder powder technol. 313, 27–35 (2017)
C.-C. Lin, C.-C. Lin, Feasibility of using a rotating packed bed with blade packings to produce ZnO nanoparticles. Powder Technol. 313, 60–67 (2017)
T. Wang, S. Soyama, Y. Luo, Development of a novel functional drink from all natural ingredients using nanotechnology. LWT–Food Sci. Technol. 73, 458–466 (2016)
M. Mohammadikish, M. Talebi, Rapid production of acid-functionalized infinite coordination polymer nanoparticles and their calcination to mineral metal oxide. Powder Technol. 313, 169–174 (2017)
W. Gao, F. Chen, X. Wang, Q. Meng, Recent advances in processing food powders by using superfine grinding techniques: a review. Compr. Rev. Food Sci. Food Saf. 19, 2222–2255 (2020)
A. Sangnark, A.J.F. Noomhorm, Effect of particle sizes on functional properties of dietary fibre prepared from sugarcane bagasse. Food Chem. 80, 221–229 (2003)
C.-F. Chau, Y.-T. Wang, Y.-L. Wen, Different micronization methods significantly improve the functionality of carrot insoluble fibre. Food Chem. 100, 1402–1408 (2007)
Z.-Q. Huang, X.-. Xie, Y. Chen, J.-. Lu, Z.-F. Tong, Ball-milling treatment effect on physicochemical properties and features for cassava and maize starches. C. R. Chim. 11, 73–79 (2008)
X.-Y. Zhao, Q. Ao, L.-W. Yang, Y.-F. Yang, J.-C. Sun, G.-S. Gai, Application of superfine pulverization technology in Biomaterial Industry. J. Taiwan. Inst. Chem. Eng. 40, 337–343 (2009)
C. Zhong, Y. Zu, X. Zhao, Y. Li, Y. Ge, W. Wu, Y. Zhang, Y. Li, D. Guo, Effect of superfine grinding on physicochemical and antioxidant properties of pomegranate peel. Int. J. Food Sci. Technol. 51, 212–221 (2016)
X. Zhao, H. Zhu, G. Zhang, W. Tang, Effect of superfine grinding on the physicochemical properties and antioxidant activity of red grape pomace powders. Powder TechnoL. 286, 838–844 (2015)
L. Jiang, Q.X. Xu, M. Qiao, F.F. Ma, K. Thakur, Z.J. Wei, Effect of superfine grinding on properties of Vaccinium bracteatum Thunb leaves powder. Food Sci. Biotechnol. 26, 1571–1578 (2017)
A. Abbaszadeh, W. Macnaughtan, T.J.C. Foster, The effect of ball milling and rehydration on powdered mixtures of hydrocolloids. Carbohydr. Polym. 102, 978–985 (2014)
W. Xiao, Y. Zhang, C. Fan, L. Han, A method for producing superfine black tea powder with enhanced infusion and dispersion property. Food Chem. 214, 242–247 (2017)
C. Phat, H. Li, D.-U. Lee, B. Moon, Y.-B. Yoo, C. Lee, Characterization of Hericium Erinaceus powders prepared by conventional roll milling and jet milling. J. Food Eng. 145, 19–24 (2015)
M.F. de Escalada Pla, P. González, P. Sette, F. Portillo, A.M. Rojas, L.N. Gerschenson, Effect of processing on Physico-chemical characteristics of dietary fibre concentrates obtained from peach (Prunus persica L.) peel and pulp. Food Res. Int. 49, 184–192 (2012)
G. Jiang, K. Ramachandraiah, Z. Wu, S. Li, J.-B. Eun, Impact of ball-milling time on the physical properties, bioactive compounds, and structural characteristics of onion peel powder. Food Biosci. 36 (2020)
A.M. Goula, K.G. Adamopoulos, N.A. Kazakis, Influence of Spray Drying Conditions on Tomato Powder Properties. Drying Technol. 22, 1129–1151 (2004)
H.H. Hausner, Friction conditions in a mass of metal powder, Polytechnic Inst. Of Brooklyn Univ. of California Los Angeles (1967)
R.L.J.C.E. Jr Carr, Evaluating flow properties of solids. Chem. Eng. 18, 163–168 (1965)
S. Muttakin, M.S. Kim, D.U. Lee, Tailoring physicochemical and sensorial properties of defatted soybean flour using jet-milling technology. Food Chem. 187, 106–111 (2015)
G. Ozkan, S. Ersus, Bilek, Enzyme-assisted extraction of stabilized chlorophyll from spinach. Food Chem. 176, 152–157 (2015)
C.I.d. l’Éclairage, Recommendations on Uniform Colour Spaces, Colour Difference Equations, Psychometrics Colour Terms, Supplement No. 2 to Publication CIE No. 715 (E1-131) 1971, Bureau Central de la CIE Paris, (1978)
S. Park, J.O. Baker, M.E. Himmel, P.A. Parilla, D.K.J.B.f.b. Johnson, Cellulose crystallinity index: measurement techniques and their impact on interpreting cellulase performance. Biotechnol. Biofuels. 3, 1–10 (2010)
M.S. Nazir, B.A. Wahjoedi, A.W. Yussof, M.A.J.B. Abdullah, Eco-friendly extraction and characterization of cellulose from oil palm empty fruit bunches. BioResources. 8, 2161–2172 (2013)
G.V. Barbosa-Cánovas, E. Ortega-Rivas, P. Juliano, H. Yan, Food Powders: Physical Properties, Processing, and Functionality, vol. 86 (Kluwer Academic/Plenum Publishers, New York, 2005), pp. 71–75
H.G. Barth, Modern Methods of Particle size Analysis (John Wiley & Sons, 1984)
J. Hu, Y. Chen, D. Ni, Effect of superfine grinding on quality and antioxidant property of fine green tea powders. LWT - Food Sci. And Technol. 45, 8–12 (2012)
X. Huang, D. Li, L.-j.J.J.o.f.e. Wang, Effect of particle size of sugar beet pulp on the extraction and property of pectin. J. Food Eng. 218, 44–49 (2018)
X. Gao, D. Zhu, Y. Liu, L. Zha, D. Chen, H. Guo, Physicochemical properties and anthocyanin bioaccessibility of downy rose-myrtle powder prepared by superfine grinding. Int. J. Food Prop. 22, 2022–2032 (2019)
P.J. Jacobs, S. Hemdane, E. Dornez, J.A. Delcour, C.M. Courtin, Study of hydration properties of wheat bran as a function of particle size. Food Chem. 179, 296–304 (2015)
Y. Zhang, R. Li, G. Shang, H. Zhu, N. Mahmood, Y. Liu, Mechanical grinding alters physicochemical, structural, and functional properties of tobacco (Nicotiana tabacum L.) leaf powders, Ind. Crops Prod. 173 (2021)
C.K. Riley, S.A. Adebayo, A.O. Wheatley, H.N. Asemota, Surface properties of yam (Dioscorea sp.) starch powders and potential for use as binders and disintegrants in drug formulations. Powder Technol. 185, 280–285 (2008)
T.Y. Liu, Y. Ma, S.F. Yu, J. Shi, S. Xue, The effect of ball milling treatment on structure and porosity of maize starch granule. Innovative Food Sci. Emerging Technol. 12, 586–593 (2011)
V.-O. Alfredo, R.-R. Gabriel, C.-G. Luis, B.-A. David, Physicochemical properties of a fibrous fraction from chia (Salvia hispanica L). LWT–Food Sci. Technol. 42, 168–173 (2009)
Q. Meng, H. Fan, D. Xu, W. Aboshora, Y. Tang, T. Xiao, L. Zhang, Superfine grinding improves the bioaccessibility and antioxidant properties of Dendrobium Officinale powders. Int. J. Food Sci. Technol. 52, 1440–1451 (2017)
K. Ramachandraiah, K.B. Chin, Evaluation of ball-milling time on the physicochemical and antioxidant properties of persimmon by-products powder. Innovative Food Sci. Emerging Technol. 37, 115–124 (2016)
L.-. Zhang, H.-. Xu, S.-. Li, Effects of micronization on properties of Chaenomeles Sinensis (Thouin) Koehne fruit powder. Innovative Food Sci. Emerging Technol. 10, 633–637 (2009)
J. Wang, C. Wang, W. Li, Y. Pan, G. Yuan, H. Chen, Ball milling improves extractability and antioxidant properties of the active constituents of mushroomInonotus obliquuspowders. J. Food Process. Preserv. 51, 2193–2200 (2016)
K. Zhu, S. Huang, W. Peng, H. Qian, H. Zhou, Effect of ultrafine grinding on hydration and antioxidant properties of wheat bran dietary fiber. Food Res. Int. 43, 943–948 (2010)
Y. Zhao, X. Wu, Y. Wang, R. Jing, F. Yue, Comparing Physicochemical Properties of Hawthorn Superfine and fine powders. J. Food Process. Preserv 41 (2017)
C.C. Huang, Y.F. Chen, C.C. Wang, Effects of micronization on the Physico-chemical properties of peels of three root and tuber crops. J. Sci. Food Agric. 90, 759–763 (2010)
B. Chitrakar, M. Zhang, X. Zhang, S. Devahastin, Bioactive dietary Fiber powder from asparagus leaf by-product: Effect of low-temperature ball milling on Physico-chemical, functional and microstructural characteristics. Powder Technol. 366, 275–282 (2020)
S. He, M. Tang, H. Sun, Y. Ye, X. Cao, J.J.P.T. Wang, Potential of water dropwort (Oenanthe javanica DC.) Powder as an ingredient in beverage: functional, thermal, dissolution and dispersion properties after superfine grinding. Powder Technol. 353, 516–525 (2019)
J. Zhang, Y. Dong, T. Nisar, Z. Fang, Z.-C. Wang, Y. Guo, Effect of superfine-grinding on the physicochemical and antioxidant properties of Lycium ruthenicum Murray powders. Powder Technol. 372, 68–75 (2020)
X. Cao, M. Zhang, A.S. Mujumdar, Q. Zhong, Z. Wang, Effect of nano-scale powder processing on physicochemical and nutritional properties of barley grass. Powder Technol. 336, 161–167 (2018)
G. Li, W. Guo, X. Gao, Y. Wang, S. Sun, Effect of superfine grinding on physicochemical and antioxidant properties of soybean residue powder. Food Sci. Nutr. 8, 1208–1214 (2020)
S. He, J. Li, Q. He, H. Jian, Y. Zhang, J. Wang, H. Sun, Physicochemical and antioxidant properties of hard white winter wheat (Triticum aestivm L.) bran superfine powder produced by eccentric vibratory milling. Powder Technol. 325, 126–133 (2018)
S. Liu, J. Yu, J. Zou, Y. Yang, L. Cui, X. Chang, Effects of different drying and milling methods on the physicochemical properties and phenolic content of hawthorn fruit powders. J. Food Process. Preserv 44 (2020)
C.D. Cooper, J.F.J.I. Mustard, Effects of very fine particle size on reflectance spectra of smectite and palagonitic soil. Icarus. 142, 557–570 (1999)
S. Hussain, J. Li, W. Jin, S. Yan, Q. Wang, Effect of micronisation on dietary fibre content and hydration properties of lotus node powder fractions. Int. J. Food Sci. Technol. 53, 590–598 (2018)
S.J. Hong, P.R. Das, J.B. Eun, Effects of superfine grinding using ball-milling on the physical properties, chemical composition, and antioxidant properties of Quercus salicina (Blume) leaf powders. J. Sci. Food Agric. 101, 3123–3131 (2021)
X. Wan, D. Li, Z. Zhang, T. Xia, T. Ling, Q.J.J.o.T.S. Chen, Research advance on tea biochemistry. J. Tea Sci. 35, 1–10 (2015)
L. Zhou, Y. Wang, X. Hu, J. Wu, X. Liao, Effect of high pressure carbon dioxide on the quality of carrot juice. Innovative Food Sci. Emerging Technol. 10, 321–327 (2009)
J.-. Huang, J.-. Liao, J.-. Qi, W.-. Jiang, X.-q. Yang, Structural and physicochemical properties of pectin-rich dietary fiber prepared from citrus peel. Food Hydrocoll. 110 (2021)
C. Wu, F. Teng, D.J. McClements, S. Zhang, Y. Li, Z. Wang, Effect of cavitation jet processing on the physicochemical properties and structural characteristics of okara dietary fiber. Food Res. Int. 134, 109251 (2020)
Y. Wen, M. Niu, B. Zhang, S. Zhao, S. Xiong, Structural characteristics and functional properties of rice bran dietary fiber modified by enzymatic and enzyme-micronization treatments. LWT–Food Sci. Technol. 75, 344–351 (2017)
X. Huang, K.-. Liang, Q. Liu, J. Qiu, J. Wang, H. Zhu, Superfine grinding affects physicochemical, thermal and structural properties of Moringa Oleifera leaf powders. Ind. Crops Prod. 151 (2020)
C.S. Araujo, V.N. Alves, H.C. Rezende, I.L. Almeida, R.M. de Assuncao, C.R. Tarley, M.G. Segatelli, N.M. Coelho, Characterization and use of Moringa oleifera seeds as biosorbent for removing metal ions from aqueous effluents. Water Sci. Technol. 62, 2198–2203 (2010)
O.S. Bello, K.A. Adegoke, O.O. Akinyunni, Preparation and characterization of a novel adsorbent from Moringa oleifera leaf. Appl. Water Sci. 7, 1295–1305 (2015)
T.L. Nham Tran, A.F. Miranda, A. Mouradov, B. Adhikari, Physicochemical characteristics of protein isolated from Thraustochytrid Oilcake. Foods 9 (2020)
N. Matinise, X.G. Fuku, K. Kaviyarasu, N. Mayedwa, M. Maaza, ZnO nanoparticles via Moringa oleifera green synthesis: physical properties & mechanism of formation. Appl. Surf. Sci. 406, 339–347 (2017)
T.G. Kebede, A.A. Mengistie, S. Dube, T.T.I. Nkambule, M.M. Nindi, Study on adsorption of some common metal ions present in industrial effluents by Moringa stenopetala seed powder. J. Environ. Chem. Eng. 6, 1378–1389 (2018)
X. Zhao, J. Chen, F. Chen, X. Wang, Q. Zhu, Q. Ao, Surface characterization of corn stalk superfine powder studied by FTIR and XRD. Colloids Surf. B Biointerfaces. 104, 207–212 (2013)
X. Zhao, H. Liu, X. Zhang, Q. Ao, Effect of pressure grinding technology on the physicochemical and antioxidant properties of Tremella aurantialba powder. J. Food Process. Preserv 42 (2018)
Y. Chen, R. Ye, L. Yin, N. Zhang, Novel blasting extrusion processing improved the physicochemical properties of soluble dietary fiber from soybean residue and in vivo evaluation. J. Food Eng. 120, 1–8 (2014)
Z. Wu, K. Ameer, G. Jiang, Effects of superfine grinding on the physicochemical properties and antioxidant activities of Sanchi (Panax notoginseng) flower powders. J. Food Sci. Technol. 58, 62–73 (2021)
E.M. Teixeira, M.R. Carvalho, V.A. Neves, M.A. Silva, L. Arantes-Pereira, Chemical characteristics and fractionation of proteins from Moringa oleifera Lam. Leaves. Food Chem. 147, 51–54 (2014)
Z. Zhang, Y. Yang, P. Zhou, X. Zhang, J. Wang, Effects of high pressure modification on conformation and gelation properties of myofibrillar protein. Food Chem. 217, 678–686 (2017)
K. Ramadhan, T.J. Foster, Effects of ball milling on the structural, thermal, and rheological properties of oat bran protein flour. J. Food Eng. 229, 50–56 (2018)
Acknowledgements
The authors are most grateful for the technical support provided by the Food Technology Department, Faculty of Agriculture, Kafrelsheikh University and Food Technology Research Institute, Giza, Egypt.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sakr, H., Ammar, A., Zaki, H. et al. Impact of ball milling on physicochemical, structural, and functional properties of Moringa oleifera L. leaf powders. Food Measure 18, 320–330 (2024). https://doi.org/10.1007/s11694-023-02167-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11694-023-02167-1