
Abstract
This work considers the possibility of controlling the thermally sprayed TBC columnar microstructure using metallic bond coat microtexturization prior to ceramic top coat spraying. Such pretreated bond coat has been modeled to investigate the influence of the substrate topography on the behavior of the plasma stream and the resulting movement of the feedstock particles in the closest proximity of the substrate. The analysis considered the microscale computational domain. It was extracted from the entire spraying domain and located in the microtextured substrate boundary layer at three different distances from the plasma jet centerline. Advanced flow models were used here to define the plasma jet/feedstock droplet interaction and the heat flux to the substrate. YSZ feedstock was modeled using the discrete phase model with a DPM source and particle drag law introduced to the governing equations. Then, the TBC deposition conditions were investigated considering the effect of the distance from the plasma jet centerline. It was concluded that the intensity of the shadowing effect determines the columnar TBC build-up mechanism depending on the droplet landing location on the microtextured substrate. The motivation behind this study was to model and investigate the influence of the bond coat microtexturing on the behavior of the feedstock particles in the substrate boundary layer. This opens the possibility of better understanding the mechanism of the coating build-up, strictly controlling the microstructure of such TBCs, and improving their overall performance.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Since the 1950s, the aviation and aerospace industry have constantly been developing thermal barrier coatings (Ref 1). These protective systems are commonly used for thermally stressed parts, which can be additionally loaded mechanically and tribologically under highly corrosive conditions. However, phenomena related to the TBC working conditions occur mainly at the coating interface (Ref 2), which is, therefore, responsible for the integrity of the whole TBC system. There is also a characteristic strong relation between the coating thermal performance and the coating interface as a result of the thermally grown oxides build-up at high temperatures (Ref 3, 4).
The influence of the bond coat/top coat interface on the TGO-related stresses is widely discussed in the literature. Song (Ref 5) investigated crack propagation in the EB-PVD and APS TBC systems considering different bond coat materials and physical properties, such as the as-sprayed roughness. He observed that the coating failure mechanism of rough TBC interfaces depends on the composition of MCrAlY coatings. In his work, Co-rich spinel oxides have been considered as a potential crack initiation sites when using CoNiCrAlY bond coats. On the other hand, Ni-based bond coats form rather pure alumina scales, thus not leading to an immediate TBC failure under the FCT test. However, the roughness of the MCrAlY interlayer performs a major role here. Gil et al. (Ref 3) investigated the behavior of polished and as-sprayed NiCoCrAlY coating during the isothermal oxidation and cooling cycle. A significant increase from 2 to 5 GPa in compressive stress was observed during air cooling for polished coatings compared to as-sprayed ones. This is consistent with the corresponding study by. Song (Ref 5), who observed an extended coating lifetime for porous TBCs sprayed on rough bond coats.
As discussed, the bond coat topography may considerably affect the durability and the cyclic performance of the TBC system. However, the as-sprayed roughness depends mainly on the production technology. Nowak et al. (Ref 6) investigated the mean roughness Ra and the maximum height Ry parameter of the APS/VPS and HVOF bond coats. A mean roughness of 11 µm was observed for HVOF and of 13 µm for APS/VPS. However, the maximum height parameter ranged from 65 µm for HVOF to 90 µm for APS/VPS. On the other hand, constant development in bond coat laser processing opens new possibilities for modifying the as-sprayed bond coat topography. Zhou et al. (Ref 7) presented promising laser pretreatment techniques such as laser cleaning, shock peening, and microtexturing. Laser texturing can be applied directly to the substrate to increase its roughness and coating adhesion (Ref 8) or to the bond coat to control the bond coat/top coat interface and the top coat structure (Ref 9, 10). Another promising technique is the interference pattering (Ref 11), which uses the phenomenon of the laser beam interference for precise texturing at a scale of the laser source wavelength.
This work considers the laser microtexturing as a promising tool to control the TBC structure, i.e., the formation of the columnar top coat. The mechanism of the columnar coating build-up on substrate asperities was first proposed in 2011 by VanEvery et al. (Ref 12). They considered the shadowing effect as a factor determining the structure of the coating. This idea was further developed by Bernard et al. (Ref 13, 14) and Sokolowki (Ref 9, 15). Bernard et al. (Ref 13) investigated the geometry of columns growing on differently prepared substrates and tested such TBCs under the TCF test (Ref 14). It was proven that well-separated columns grown on a well-developed substrate surface provide a better cyclic fatigue lifetime. Additionally, Sokołowski et al. (Ref 9) considered this build-up mechanism and introduced bond coat laser microtexturing discussed in this section to control the TBC structure.
As mentioned, experimental approaches to surface pretreatment have been widely discussed in the literature. On the other hand, numerical research into thermal spray processes is dynamically evolving toward the understanding of plasma spraying processes and coating deposition phenomena. There are advanced plasma generation models proposed in the literature (Ref 16, 17) as well as complex plasma flow analyses focused on plasma jet thermophysical properties (Ref 17) including the interaction with flat (Ref 18), curved (Ref 19), and microtextured substrate (Ref 10). The movement of the substrate was also introduced to the plasma spray simulations by Melilot et al. (Ref 20), complementing the numerical approach to the analysis of the plasma jet behavior.
This work is focused on the behavior of the coating material in the closest proximity to the substrate. Before the feedstock reaches the substrate, it is injected into the plasma jet. At this stage, arc voltage fluctuations affect the plasma flow and the feedstock trajectory according to Marchand (Ref 21). Then, the coating material distribution in the plasma jet is further affected by the droplet break-up phenomenon, which was thoughtfully studied by Kharlamov et al. (Ref 22) and others (Ref 16, 19, 23). The heat transfer between the plasma jet and the coating material should also be considered here in addition to the physical interaction according to Vardelle et al. (Ref 24). Mariaux et al. (Ref 25) extended this study and considered also the heat transfer to the substrate as it affects the plasma jet and droplet thermophysical properties in the substrate boundary layer. However, the deposition location depends mostly on the droplet size. Bigger droplets are preferably deposited close to the centerline due to relatively high Stokes number (St ≫ 1), while smaller droplets are more likely to reach the substrate outer regions (Ref 26). The analysis of A. Dolmaire et al. (Ref 27) shows that the off-normal angle of impinging the droplets increases from 6 degrees close to the centerline to 80 degrees in the 10 mm distance from the centerline. This creates optimal conditions for the shadowing effect to perform a major role in the columnar coating build-up mechanism. This has been further confirmed by G. Mauer (Ref 3) and P. Wang et al. (Ref 28), who performed the 2D Monte Carlo simulation of coating material deposition over the flat surface, and Azar (Ref 29, 30) who extended the mentioned studies with a splat shape analysis, as well as the 3D Monte Carlo simulation.
Based on the discussed state-of-the-art, there is still room for the analysis of the behavior of the coating material in the microtextured boundary layer. This work extends the previous own numerical study on the plasma jet behavior (Ref 10) with the introduction of a coating material injection. The interaction between YSZ droplets, plasma jet, and the microtextured substrate is investigated to better understand and control the columnar TBC build-up mechanism. Additionally, the computational domain was located at three different distances from the plasma jet centerline to investigate the intensity of the shadowing effect for different droplet geometries and impinging angles. The time-dependent 2D axisymmetric model included heat transfer equations and specific plasma flow boundary conditions for the microscale computational domain taken from the previous analysis (Ref 10).
Methods of Mathematical Modeling
Experimental Reference
The experimental approach in this work consisted of Atmospheric Plasma Spraying of NiCrAlY bond coat later subjected to laser texturing. Then, the zirconia top coat was produced over the microtextured interlayer by Suspension Plasma Spraying.
The bond coat was sprayed on nickel supper alloy coupons with a thickness of 3 mm and a diameter of 25 mm using an SG-100 (Praxair, Indianapolis, US) plasma torch. The commercial feedstock powder -90 + 45 µm AMDRY 963 (OC Oerlikon, Freienbach, Switzerland) was used for this purpose.
Then, the as-sprayed interlayer was microtextured with a F20 Varia (Coherent, Santa Clara, USA) fiber laser. The engraving pattern was designed to be possibly dense, with a groove width of 15-20 µm and a mean depth of approximately 30 µm. The geometry of the mentioned pattern was adjusted to the mean bond coat thickness of 80 µm and the impinging zirconia droplet of 1 µm. Additionally, the pattern pith was limited to 40 µm, while the groove width of 20 µm remained much larger than the droplet size.
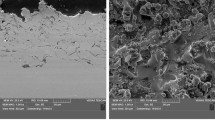
The next step was the deposition of AuerCoat® YSZ 25E T1 (Treibacher Industrie AG, Althofen, Austria) suspension to produce a ceramic top coat. Finally, the as-sprayed columnar coating was inspected under Tescan Vega3 Scanning Eletron Microscopy (Tescan Orsay Holding, Brno-Kohoutovice, Czech Republic). Figure 1 shows the cross section of the resulting TBC taken with SEM. The columnar structure is controlled by the microtextured bond coat topography as shown in Fig. 1(a). It is seen that the coating build-up is initialized periodically from each of the bond coat asperities (Fig. 1b), as discussed in detail later in the article.

Reference TBC sprayed on a microtextured bond coat, (a) overview of the as-sprayed TBC, (b) detail view of the bond coat / top coat interface
Initial and Boundary Conditions
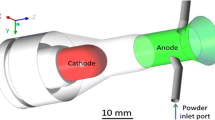
As mentioned in the Introduction section, this paper discusses the numerical analysis of the microtextured bond coat boundary layer. The most promising bond coat topography was modeled based on the inspection of the reference TBC interface (Fig. 1) and a previous preliminary study (Ref 10). Figure 2 shows the locations of the computational domain in which the trajectory and concentration of the landing droplets were analyzed. In this work, the numerical analysis is performed in a microscale domain (Fig. 2) including the deposition of zirconia particles and the heat flux to the substrate during the coating deposition. The heat transfer equations introduced to the boundary conditions consider the convective heat transfer law as (Ref 31)
where

Draft of the spraying domain in the reference SPS process; all dimensions are given in mm
\({h}_{\mathrm{ext}}=1100\frac{w}{{m}^{2}K}-\) taken from G. Mariaux et. al (Ref 25), \({T}_{\mathrm{ext}}=2500K.\)
The discretization of the geometrical model was very fine to ensure a proper discrete phase tracking, which results from the fluid phase flow resolution. The 2D axisymmetric discrete model contained 39,456 uniform QUAD4 type cells. With the discretization density shown in Fig. 3, the additional local mesh refinement was redundant. The values of y* and y+ did not reach 1, which is far below the critical 5 according to the Fluent Theory Guide (Ref. 32). Figure 4 shows y* value 6.250 mm from the plasma jet centerline. However, at 3.125 mm and 9.375 mm, a corresponding level of y* was observed. Low y* parameter ensured high-resolution mapping of turbulence and viscosity-related phenomena. The high-quality mesh allowed to track also the droplet trajectory in the closest proximity of the grooves and just before the contact with the microtextured surface.

Discrete model of a microtextured substrate boundary layer and the groove geometry

Mesh-related y* value 6.250 mm from the plasma jet centerline
As mentioned, the behavior of the coating material was investigated in three different locations corresponding to the results of the own preliminary study (Ref 10). This allowed to investigate the relation between the distance from the plasma jet centerline and the behavior of the droplets impinging the microtextured substrate. To do so, three sets of boundary conditions were introduced to the governing equations, including location-specific properties of the coating material and the plasma flow. BCs related to the plasma flow were taken from the corresponding sections of the whole spraying domain. Figure 5 shows the components of the plasma flow BCs specific for the section located 6.250 mm from the plasma jet centerline. The variable plasma flow properties for each boundary were considered here to better reproduce the deposition condition of the whole spraying domain in the extracted sections. The maximum values of the respective BC for each section are shown in Table 1. The entire domain simulation is more widely discussed in the previous studies (Ref 10, 33) considering the plasma generation, free-jet flow, and the interaction between the plasma jet and the microtextured substrate. Figure 6 shows the scheme of computational domain BCs related to the plasma flow and the coating material modeling.

Plasma flow boundary condition components for the computational domain located 6.250 mm from the plasma jet centerline; plasma radial inlet: (a) radial component of velocity profile, (b) axial component of velocity profile, (c) temperature profile, (d) pressure profile, plasma axial inlet: (e) radial component of velocity profile, (f) axial component of velocity profile, (g) temperature profile, (h) pressure profile: domain outlet: (i) pressure profile, (j) backflow temperature profile

The discrete phase properties were verified with the current knowledge on the behavior of the coating material in the closest proximity to the substrate. The impinging droplet angle was taken from the numerical analysis of the stagnation zone under SPS conditions by A.Dolmaire (Ref 27). Due to the different plasma gun used in the mentioned study, namely TriplexPro 210 cascaded arc gun, the injected droplet velocity was reduced by the correction factor \(C_{v} = 67.5\frac{m}{s}\) when compared to ADolmaire (Ref 27). The correction intensity was determined based on the particle image velocimetry provided by Mohammandi (Ref 34) and other numerical simulations considering single-cathode plasma guns (Ref 19, 23, 35). The size distribution of the droplets in the plasma jet was also considered here using the two-parameter Rosin–Rammler size distribution. Table 1 shows the particle size range and distribution considered for respective substrate sections according to the literature (Ref 26, 27).
Material properties
The continuous phase was defined as the compressible mixture of inert gases, thus considering the occurrence of dynamic diffusion phenomena. The composition of the mixture consisted of 90% vol. of Ar and 10% vol. of H2., which is related to the typical plasma gases flow rate when using the SG-100 plasma torch – 45 slpm of Ar and 5 slpm of H2. The thermophysical properties of plasma were taken after Boulos et al. (Ref 36) and applied to the plasma gases definition. On the other hand, the discrete phase was considered as molten YSZ with the required material properties (Table 2) taken after Kang et al. (Ref 35) and Pourang et al. (Ref 23). For droplet trajectory mapping, the spherical drag law was used as it is suitable for most smooth particles including droplet shape. This law defines the drag coefficient as
where a1, a2, and a3 constants are taken after Morsi et al. (Ref 37).
Governing Equations
Time-dependent governing equations (Table 3) were solved under pressure-based solver with fixed time advancement for both fluid flow modeling and discrete phase tracking. Considering the unsteady plasma flow and the interaction between phases, the PISO scheme was used for pressure–velocity coupling. Compared to coupled schemes, PISO-based models are more resistant to convergence issues when solving unsteady multiphase flow equations (Ref 32).
The interaction between the discrete and the continuous phase, as well as the DPM sources, was updated for every fluid flow timestep. However, the droplets injection was defined by a specific particle timestep size regardless of the continuous phase time advancement. The simulation time and the timestep interval were optimized for particle trajectory mapping and computational cost reduction. Table 4 shows the discussed time advancement for fluid flow and DPM simulation.
Results and Discussion
As mentioned, this work considers the trajectory analysis of impinging droplets. The first step assumed the validation of the plasma thermophysical properties. It was done by the plasma flow comparison in the substrate boundary layer. The results obtained here were compared to own full spraying domain simulations and other corresponding studies (Ref 19, 35) for reference. Then, the droplet behavior was investigated in three different locations, under microscale computational domain, which refer to the previous own study on the plasma jet interaction with the microtextured boundary layer (Ref 10).
Validation of the Plasma Flow Model
The plasma stream behavior in the substrate boundary layer was investigated based on the velocity and temperature field analysis at 3.125 , 6.250 , and 9.375 mm from the plasma jet centerline.
Figure 7 and 8 show the difference between the domain remodeled at 6.250 mm from the centerline and the results of the reference entire spraying domain. There are no major differences between these simulations in terms of the velocity field (Fig. 7). The velocity magnitude in the substrate boundary layer is also comparable to the results presented by Jadidi et al. (Ref 19) and Kang et al. (Ref 35) in all cases. However, the temperature field is not equal to the results of the preliminary study (Fig. 8). Figure 9 shows the comparative analysis of temperature inside the grooves from the entire spraying domain and the remodeled domain cases. The temperature was analyzed at the point marked with the cross in Fig. 8. The temperature difference at the substrate surface level was roughly 500 K close to the plasma jet centerline, and 1000 K was observed at the outer regions. However, the free-jet temperature of 2500 K was maintained in all cases. This inaccuracy was acceptable in the analysis of the plasma jet behavior, namely temperature and velocity gradients. However, heat flux to the substrate performs a significant role when investigating the interaction between feedstock and the substrate, as mentioned in the section Molten droplet trajectory analysis. The droplet behavior depends on the energy which is transferred from the plasma jet flow to the feedstock. This energy, in turn, is partially transferred to the substrate after the impact, which cannot be neglected here.

Comparison of velocity contours, (a) results of the remodeled substrate boundary section, (b) results of the preliminary study

Comparison of temperature contours, (a) results of the remodeled substrate boundary section, (b) results of the preliminary study

Comparative analysis of the temperature field inside the grooves of the microtextured substrate
Molten Droplet Trajectory Analysis
As mentioned, the YSZ feedstock was modeled as a discrete phase using the DPM. Thus, the domain discretization did not have to meet the scale of the tiniest considered droplet, namely 0.3 µm here (see the Initial and Boundary Conditions section), which is roughly half of the mesh cell size. Figure 10, 11 and 12 show the concentration of landing droplets at 3.125, 6.250, and 9.375 mm from the plasma jet centerline, respectively. It can be seen that the amount of coating material deposited on the substrate is the highest close to the centerline. However, the largest difference in the mean concentration of the landing droplets is observed between the 3.125 and 6.250 mm distances (Fig. 13). Also, the pick value of 0.5 g/m3 was reached on the leading side of the grooves located at 3.125 mm.

Landed droplet concentration along the 0.3 mm section of microtextured substrate surface located between 3.125 mm and 3.425 distance from the plasma jet centerline

Landed droplet concentration along the 0.3 mm section of microtextured substrate surface located between 6.250 and 6.550 mm distance from the plasma jet centerline

Landed droplet concentration along the 0.3 mm section of microtextured substrate surface located between 9.375 and 9.675 mm distance from the plasma jet centerline

Mean concentration of landed droplets recorded along the microtextured surface at different distances from the plasma jet centerline
This is roughly twice the value observed at the groove top and leading side when considering the 6.250 mm offset. The further increase in the distance from the centerline does not reduce the number of deposited droplets at such a rate. The distribution of the size of the droplets in the plasma jet plays a major role here. As mentioned, larger droplets are carried close to the plasma jet core and are more likely to reach the substrate close to the centerline. Due to the relatively high Stokes number, St ≈ 1 for 1 µm YSZ droplets under SPS conditions (Ref 26, 38), they do not follow the surface jet easily, which results in a more efficient deposition at 3.125 mm offset from the centerline when compared to the other cases. This, in turn, may affect the growth of the columnar coating structure in the macroscale. Intensive coating build-up close to the centerline provides columns initialized at the groove leading side rather than at the very top of the substrate asperities, which is discussed in detail later in the paragraph.
However, the microscale distribution of the coating material over the microtextured substrate seems to affect the columnar coating build-up mechanism directly. Figure 10, 11, and 12 show that, in all cases, the pattern of concentration peaks and drops corresponds to the substrate topography. The peaks of the DPM concentration can be seen at the top of the grooves with marginal deposition at the bottoms of the grooves. This periodical initiation of the coating build-up results in the occurrence of the shadowing effect, which is an important factor in obtaining columnar-like TBCs (Ref 12). However, the intensity of the effect depends on the distance from the centerline. This relation is experimentally proven by Caio and Moreau (Ref 39), who sprayed the rod sample with the YSZ feedstock by means of SPS. It was observed that the shadowing effect increases with the off-normal angle of the impinging droplets. In this study, peaks of the concentration of landed droplets are observed at the leading edges and inner walls of the grooves at the 3.125 mm offset (Fig. 10, 14(a)), which is specific for this case. When moving away from the plasma centerline, the intensity of the shadowing effect increases and the coating material is deposited only at the top of the substrate topography. This effect can also be seen in Fig. 14, which shows the droplet trajectories in three sections of the microtextured substrate. Although the particles were injected into the plasma jet in the full range of size, in Fig. 14, trajectories of particles larger than 0.9 µm and smaller than 0.45 µm are given separately (Fig. 14a, b, c and d, e, f, respectively). This allowed to observe that only small droplets, characterized by low Stokes number St ≪ 1, are dragged by the surface jet in the case of 3.125 mm distance from the plasma jet centerline. Furthermore, at further distances from the centerline (Fig. 14b, c, e, f), the majority of the injected droplets follow the surface jet due to increasing off-normal angle and the higher content of droplets with a low Stokes number. This also results in no movement of the particles inside the grooves for the 9.375 mm (Fig. 14c, d) and 6.250 mm cases (Fig. 14b, e). However, Fig. 14a shows that the coating material reached the leading edge of the groove and the inner wall in the case of 3.125 mm offset, which is confirmed by the analysis of DPM concentration, as already discussed.

YSZ droplet trajectory in the microtextured substrate boundary layer for droplet size > 0.9 µm, at (a) 3.125 mm, (b) 6.250 mm, and (c) 9.375 mm from the plasma jet centerline, and droplet size < 0.45 µm, at (d) 3.125 mm, (e) 6.250 mm, and (f) 9.375 mm from the plasma jet centerline
The analysis of the YSZ droplet trajectory together with its periodic concentration on the microtextured substrate confirms that the substrate topography is crucial in the formation of columnar coatings. The coating deposition is periodically initialized from the groove tops and leading sides, which proves the predictions from the previous own study (Ref 10). In the mentioned work, the pressure filed distribution was investigated in the substrate’s closest proximity. Local pressure peaks were observed therein on the groove leading side and pressure drops on the groove trailing side. This periodical effect of local pressure field disturbance additionally increases the probability of the occurrence of the columnar structure. However, the impinging inclination angle seems to be critical here, as the shadowing effect is considered here as the key build-up mechanism for columnar TBC. Finally, the study suggests that columnar-structured TBCs may be effectively controlled by substrate topography, which, in turn, may be well designed and precisely pretreated by laser microtexturing, even under the micrometer regime.
Conclusions
In this study, the 2D time-dependent numerical model was used to predict the behavior of the plasma-sprayed YSZ during the deposition. To do so, the plasma jet’s thermophysical properties were first compared to the literature and own preliminary study. Then, the feedstock interaction with the microtextured bond coat was modeled at three different locations on the substrate, varying the distance from the plasma jet centerline. The analysis was oriented on the columnar TBC deposition conditions resulting from the bond coat pretreatment.
It can be concluded from the analysis of the landed droplet concentration that the initiation of columnar TBC build- up is periodic and follows the microtextured pattern. However, feedstock deposition on the leading edge of the groove and the inner wall was observed only close to the centerline. The YSZ droplets did not reach the inside of the grooves at the outer regions of the sample as a result of intensive shadowing. For this reason, the impinging inclination angle and the droplet size should be considered together with the resulting intensity of the shadowing effect when planning the bond coat’s laser processing. The discussed droplet behavior also proves that columnar formation can be effectively controlled by the bond coat laser microtexturing. In the future works, different substrate topographies will be modeled to optimize the bond coat laser processing for different TBC deposition conditions discussed in this paper and confirmed experimentally.
Abbreviations
- APS:
-
Atmospheric Plasma Spraying
- BC:
-
Boundary Condition
- DPM:
-
Discrete Phase Model
- EB-PVD:
-
Electron-Beam Physical Vapor Deposition
- HVOF:
-
High-Velocity Oxygen Fuel
- PISO:
-
Pressure-Implicit with Splitting of Operators\
- SEM:
-
Scanning Electron Microscope
- SPS:
-
Suspension Plasma Spraying
- TBC:
-
Thermal Barrier Coating
- TGO:
-
Thermally Grown Oxides
- VHS:
-
Volumetric Heat Source
- VPS:
-
Vacuum Plasma Spraying
- a 1, a 2, a 3 :
-
Constants for certain ranges of Re
- C l :
-
Constant, 0.09, -
- C 1 e :
-
Constant, 1.44, -
- C 2 e :
-
Constant, 1.92, -
- C 3 e :
-
Constant, 0, -
- C D :
-
Drag coefficient, -
- c p :
-
Specific heat
- d p :
-
Particle diameter, m
- ε :
-
Turbulent dissipation rate, m2/s3
- F → :
-
Force, N
- F :
-
Force magnitude, N
- F D :
-
Drag force magnitude, N
- g → :
-
Gravitational acceleration, 9.8 m/s2
- G k :
-
Turbulence kinetic energy from velocity gradients, m2/s2
- G b :
-
Buoyancy turbulence kinetic energy, m2/s2
- h :
-
Heat transfer coefficient, W/m2K
- h ext :
-
External heat transfer coefficient, W/m2K
- h f :
-
Local heat transfer coefficient on the fluid side, W/m2K
- k :
-
Kinetic energy, m2/s2
- κ :
-
Thermal conductivity
- μ :
-
Dynamic viscosity, kg/ms
- η :
-
Effectiveness factor, -
- p :
-
Pressure, Pa
- q :
-
Heat flux, W/m2
- q ra d :
-
Radiative heat flux, W/m2
- ρ :
-
Density, kg/m3
- ρ p :
-
Particle density, kg/m3
- r :
-
Radius, m
- Re:
-
Reynolds number, -
- T :
-
Temperature, K
- S :
-
Entropy, J/K
- S ε :
-
External turbulent dissipation source, m2/s3
- S ij :
-
Mean rate-of-strain tensor, 1/s
- S k :
-
External turbulent kinetic energy source, m2/s2
- S m :
-
Mass source, kg
- St:
-
Stokes number, -
- t :
-
Time, sText – free stream temperature, K
- T w :
-
Wall surface temperature, K
- T f :
-
Local wall adjacent fluid temperature, K
- v → :
-
Velocity vector, m/s
- u, v :
-
Velocity magnitude, m/s
- u r, v r :
-
Radial component of velocity magnitude, m/s
- u x, v x :
-
Axial component of velocity magnitude, m/s
- x :
-
Spatial coordinate, m
- y ∗, y + :
-
Mesh-related turbulent flow parameters, -
- Y M :
-
Fluctuating dilatation in compressible turbulence, m2/s2
References
R.A. Miller, Thermal Barrier Coatings for Aircraft Engines: History and Directions, JTST, 1997, 6(1), p 35-42.
“Materials Surface Processing by Directed Energy Techniques,” Elsevier, 2006, https://doi.org/10.1016/B978-0-08- 044496–3.X5000-X.
A. Gil, V. Shemet, R. Vassen, M. Subanovic, J. Toscano, D. Naumenko, L. Singheiser, and W.J. Quadakkers, Effect of Surface Condition on the Oxidation Behaviour of MCrAlY Coatings, Coat. Technol., 2006, 21, p 3824-3828.
N.P. Padture, M. Gell, and E.H. Jordan, Thermal Barrier Coatings for Gas-Turbine Engine Applications, Sci. Am. Associat. Adv. Sci., 2002, 296(5566), p 280-284.
P. Song, “Influence of Material and Testing Parameters on the Lifetime of TBC Systems with MCrAlY and NiPtAl Bondcoats,” (Aachen, Deutschland), RWTH Aachen, 2011
W. Nowak, D. Naumenko, G. Mor, F. Mor, D.E. Mack, R. Vassen, L. Singheiser, and W.J. Quadakkers, Effect of Processing Parameters on MCrAlY Bondcoat Roughness and Lifetime of APS–TBC Systems, Surf. Coat. Technol., 2014, 260, p 82-89.
R. Zhou, Z. Zhang, and M. Hong, The Art of Laser Ablation in Aeroengine: The Crown Jewel of Modern Industry, J. Appl Phys., 2020, 127(8), p 080902.
A. Lamraoui, S. Costil, C. Langlade, and C. Coddet, Laser Surface Texturing (LST) Treatment before Thermal Spraying: A New Process to Improve the Substrate-Coating Adherence, Coat. Technol., 2010, 205(1), p 164-167.
R. Kromer, P. Sokołowski, R.T. Candidato, S. Costil and L. Pawłowski, Control of the Mesostructure of Suspension Plasma-Sprayed Coating with Laser Surface Texturing: Application to TBC, J. Therm. Spray Tech., 2019, 28(3), p 405–416.
T. Kiełczawa, P. Sokołowski, and A. Małachowska, The Influence of Substrate Topography on the Plasma Jet Flow in the Substrate Boundary Layer under Suspension Plasma Spray Conditions: A Numerical Approach, J. Therm. Spray. Tech., 2022 https://doi.org/10.1007/s11666-022-01336-w
F.-L. Toma, S. Alamri, B. Leupolt, and T. Kunze, Functionalization of Suspension Sprayed HVOF TiO2 Coatings by Direct Laser Interference Patterning, J. Therm. Spray Technol., 2021, 30, p 1159-1173.
K. VanEvery, M.J.M. Krane, R.W. Trice, H. Wang, W. Porter, M. Besser, D. Sordelet, J. Ilavsky, and J. Almer, Column Formation in Suspension Plasma-Sprayed Coatings and Resultant Thermal Properties, J. Therm. Spray. Tech., 2011, 20(4), p 817-828.
B. Bernard, Columnar Suspension Plasma Sprayed Coating Microstructural Control for Thermal Barrier Coating Application, J. Eur. Ceram. Soc., 2016, 36, p 9.
B. Bernard, A. Quet, L. Bianchi, V. Schick, A. Joulia, A. Malié, and B. Rémy, Effect of Suspension Plasma- Sprayed YSZ Columnar Microstructure and Bond Coat Surface Preparation on Thermal Barrier Coating Properties, J. Therm. Spray Tech., 2017, 26(6), p 1025-1037.
P. Sokołowski, S. Kozerski, L. Pawłowski, and A. Ambroziak, The Key Process Parameters Influencing Formation of Columnar Microstructure in Suspension Plasma Sprayed Zirconia Coatings, Surf. Coat. Technol., 2014, 260, p 97-106.
E. Dalir, A. Dolatabadi, and J. Mostaghimi, Modeling of Suspension Plasma Spraying Process Including Arc Movement Inside the Torch, J. Therm. Spray Technol., 2019, 28, p 1105-1125.
G. Mariaux and A. Vardelle, 3-D Time-Dependent Modelling of the Plasma Spray Process Part 1: Flow Modelling, Int. J. Therm. Sci., 2005, 44(4), p 357-366.
B. Selvan, K. Ramachandran, B.C. Pillai, and D. Subhakar, Numerical Modelling of Ar-N2 Plasma Jet Impinging on a Flat Substrate, J. Therm. Spray Tech., 2011, 20(3), p 534-548.
M. Jadidi, M. Mousavi, S. Moghtadernejad, and A. Dolatabadi, A Three-Dimensional Analysis of the Suspension Plasma Spray Impinging on a Flat Substrate, J. Therm. Spray Technol., 2015, 24(1–2), p 11-23.
E. Meillot, S. Vincent, C. Le Bot, F. Sarret, J.P. Caltagirone, and L. Bianchi, Numerical Simulation of Unsteady ArH2 Plasma Spray Impact on a Moving Substrate, Surf. Coat. Technol., 2015, 268, p 257-265.
C. Marchand, A. Vardelle, G. Mariaux, and P. Lefort, Modelling of the Plasma Spray Process with Liquid Feedstock Injection, Surf. Coat. Technol., 2008, 202(18), p 4458-4464.
MYu. Kharlamov, I.V. Krivtsun, V.N. Korzhyk, Y.V. Ryabovolyk, and O.I. Demyanov, Simulation of Motion Heating, and Breakup of Molten Metal Droplets in the Plasma Jet at Plasma-Arc Spraying, J. Therm. Spray Tech., 2015, 24(4), p 659-670.
K. Pourang, C. Moreau, and A. Dolatabadi, Effect of Substrate and Its Shape on In-Flight Particle Characteristics in Suspension Plasma Spraying, J. Therm. Spray Tech., 2016, 25(1–2), p 44-54.
M. Vardelle, A. Vardelle, P. Fauchais, and M.I. Boulos, Plasma—Particle Momentum and Heat Transfer: Modelling and Measurements, AIChE J., 1983, 29(2), p 236-243.
G. Mariaux, E. Legros, and A. Vardelle, “Modeling of Coating Formation and Heat Flux to Substrate by Particles and Plasma Jet in Plasma Spraying,” 2003, p 895-903. https://doi.org/10.31399/asm.cp.itsc2003p0895.
G. Mauer, Numerical Study on Particle-Gas Interaction Close to the Substrates in Thermal Spray Processes with High-Kinetic and Low-Pressure Conditions, J. Therm. Spray Tech., 2019, 28(1–2), p 27-39.
A. Dolmaire, S. Goutier, M. Vardelle, P.-M. Geffroy, and A. Joulia, Investigations on Particle Behavior at the Stagnation Zone for a Suspension Particle Jet in Plasma Spray Conditions, J. Therm. Spray Tech., 2021, 30(4), p 1001-1014.
P. Wang, W. He, G. Mauer, R. Mücke, and R. Vaßen, Monte Carlo Simulation of Column Growth in Plasma Spray Physical Vapor Deposition Process, Surf. Coat. Technol., 2018, 335, p 188-197.
R. Ghafouri-Azar, J. Mostaghimi, S. Chandra, and M. Charmchi, A Stochastic Model to Simulate the Formation of a Thermal Spray Coating, J. Therm. Spray Technol., 2003, 12(1), p 53-69.
S.G. Azar, Three-Dimensional Simulation of Coating Build-up In Suspension Plasma Spray Process, Quebec, Canada), Concordia University, Montreal, 2018.
ANSYS, “ANSYS Fluent User’s Guide,” 15.0, (Canonsburg, PA), ANSYS, Inc., 2013.
ANSYS, “ANSYS Fluent Theory Guide,” 15.0, (Canonsburg, PA), ANSYS, Inc., 2013.
T. Kiełczawa, P. Sokołowski, and A. Małachowska, “The Influence of the Substrate Topography on the Plasma Jet Flow and Particle Deposition as a Determining Factor of Thermal Barrier Coatings Build-Up Mechanisms in Plasma Spraying,” F. Azarmi, X. Chen, J. Cizek, C. Cojocaru, B. Jodoin, H. Koivuluoto, Y.C. Lau, R. Fernandez, O. Ozdemir, H. Salimi Jazi, and F. Toma, Eds., (Virtual), 2021 https://doi.org/10.31399/asm.cp.itsc2021p0542.
S. Mohammadi, Particle Image Velocimetry of Suspension Plasma Spray in the Vicinity of a Substrate, Quebec, Canada), Concordia University, Montreal, 2020.
C.W. Kang, H.W. Ng, and S.C.M. Yu, Comparative Study of Plasma Spray Flow Fields and Particle Behavior Near to Flat Inclined Substrates, Plasma Chem Plasma Process, 2006, 26(2), p 149-175.
M.I. Boulos, P. Fauchais, and E. Pfender, “Thermal Plasmas,” (Boston, MA), Springer US, 1994, https://doi.org/10.1007/978-1-4899-1337-1
S.A. Morsi and A.J. Alexander, An Investigation of Particle Trajectories in Two-Phase Flow Systems, J. Fluid Mech., 1972, 55(02), p 193.
G. Mauer and R. Vaßen, Coatings with Columnar Microstructures for Thermal Barrier Applications, Adv. Eng. Mater., 2020, 22(6), p 1900988.
F. Caio and C. Moreau, Influence of Substrate Shape and Roughness on Coating Microstructure in Suspension Plasma Spray, Coatings, 2019, 9(11), p 746.
Acknowledgments
The authors would like to acknowledge the financial support provided by the Polish National Science Centre. The investigation is a part of OPUS, UMO- 2019/33/B/ST8/02912, awarded to the Faculty of Mechanical Engineering at the Wroclaw University of Science and Technology by the National Science Centre (Poland). The experimental part of this research including laser microtexturing was made by courtesy of laser PRO Sp. Z. o.o. who provided the laser processing equipment and participated in the microtexturing process. Calculations have been carried out using resources provided by Wroclaw Centre for Networking and Supercomputing (http://wcss.pl), grant No. 550.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4-6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kiełczawa, T., Sokołowski, P. The Numerical Analysis of the Trajectory and Landing Location of YSZ Droplets Impinging the Microtextured Substrate. J Therm Spray Tech 32, 627–642 (2023). https://doi.org/10.1007/s11666-023-01561-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-023-01561-x