
Abstract
Thermally sprayed WC-based hardmetal coatings offer high hardness, good sliding wear and abrasion performance and find large applications in mechanical engineering, valve construction, or offshore applications. WC-Co coatings are mainly produced by high-velocity oxy-fuel spraying (HVOF) from conventional spray feedstock powders. In this work, suspension-HVOF spraying (S-HVOF) was used to produce dense-structured WC-12Co coatings and their microstructural, mechanical and tribological properties were investigated. Significant work was devoted to the development of appropriate aqueous suspensions starting from commercially available fine WC and Co raw powders feedstock. Suspension spraying was carried out using gas-fuelled HVOF TopGun system; for comparison purposes, liquid-fuelled HVOF K2 was employed to spray WC-12Co coatings starting from commercially available spray powder. Microstructural characterization, x-ray diffraction and microhardness of the coatings were evaluated. Oscillating sliding wear tests were conducted against sintered alumina and WC-6Co balls. The sliding wear performances of the WC-Co sprayed coatings were discussed in term of their microstructure, phase composition and coating-ball test couples.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Thermally sprayed hardmetal coatings, mostly based on tungsten carbide (WC), are characterized by high wear, abrasion and corrosion resistance and are used in many applications such as mechanical engineering, valve and apparatus construction, or offshore applications (Ref 1, 2). WC-Co coatings are mainly produced by high-velocity oxy-fuel spraying (HVOF) from conventional spray feedstock powders. Generally, the commercially available spray powders differ significantly in their particle size distribution and morphology, which result from the different manufacturing routes. Due to the differences in binder content and carbide compositions, as well as the application of different spraying processes, the coatings exhibit very different microstructures and properties, i.e. (Ref 3-6). The tribo-mechanical properties of WC-Co are strongly depended on the carbide distribution and grain sizes, spray parameters, as well as on the carbon balance in the coating, i.e. (Ref 7-9). Particular attention was given to the processing of the raw materials with finer carbide powders. It is generally agreed, that the hardness of WC-Co coatings and their wear resistance increase with decreasing WC grain size (Ref 10,11). The coatings made of ultra-fine powders show thus higher performances under oscillating wear/sliding wear loading. In contrast, coatings produced from powders with coarser carbides show high loading resistance under dry abrasive wear (Ref 4, 5,12-14). Tillmann et al. (Ref 15) processed HVOF WC-10Co4Cr (− 10 + 2 µm) and were able to reduce the porosity of coatings to < 1% and surface roughness to Rz < 10 µm. They evaluated the coating quality as mainly be influenced by the spray parameters. Chivavibul et al. (Ref 16) concluded that reducing carbide size of starting powders has not increased the coating hardness and correlated this result mainly to an increased porosity and presence of W2C phase in the coating. During thermal spraying nanoscale hardmetal powders are subject to change their chemical composition in the coating when compared to the starting material. The reasons are the thermal instability of the WC, the loss of carbon through oxidation and/or evaporation of components, and the solubility of the carbide in the low-melting metallic binder (Ref 17, 18).
In order to exploit the potential of fine powders, various technological approaches have already been considered: (i) modification of the raw material (feedstock); (ii) adapting the hardware/spray conditions; or (iii) combination of both powder and process. Besides the nanoHVOF® powders offered by Thermico (Ref 19), thermal spraying with suspensions is a cost-effective alternative for processing fine raw materials directly (Ref 20, 21). By the direct use of finely dispersed raw materials in thermal spraying with suspensions, coatings with improved microstructures are obtained. Thanks to their smoother surfaces, coatings with near-net-shape can be achieved with considerable savings in post-processing surface machining (i.e. grinding, polishing, milling) (Ref 22). Nonetheless, the dispersion of the fine WC-carbides in a liquid is very challenging (Ref 23-25). Here, the suspension development needs to be optimized before a good coating quality can be achieved. The following requirements have to be considered here:
-
Appropriate powders/particle sizes for suspension
-
o
Agglomerated & sintered WC-Co powders need to be mechanically milled
-
p
Nanosized WC-Co powders are mostly inhomogeneous
-
q
Aggregation of nano-sized powders occurs during long-term storage
-
o
-
WC has a very high density (~ 15.7 g/cm3) thus sedimentation of particles occurs very fast and suspensions have low stability;
-
The surface of WC has acidic character and Co/CoO is a Lewis-basic, thus preformed WC-Co composites is preferred. The chemical synthesis of nano-blended WC-Co is very expensive
-
In aqueous suspensions, Co can dissolve which influences the chemical stability of the suspension. Thus, control of the pH value and prevention of agglomeration and/or particles segregation are needed.
In our previous work, the microstructure, mechanical and sliding wear properties of suspension sprayed HVOF WC-12Co coatings were investigated (Ref 24, 25). For suspension-HVOF (S-HVOF) spraying, a commercially available nanosized WC-12 wt.% Co powder was used to produce the aqueous suspension. The powder consisted of fine nano- and submicron-sized particles, but with strong tendency to agglomerate. Ball milling process was necessary to decrease the size distribution of particles in as-received powder in order to produce the appropriate suspension for spraying.
This contribution provides a step forward in the development of WC-12wt.%Co (hereafter WC-12Co) coatings obtained by high-velocity oxy-fuel spraying with suspensions (S-HVOF). A new route for the development of an aqueous WC-12wt%Co suspension starting from raw WC and Co powders feedstock was proposed. Despite the high powder density, aqueous suspensions with well-distributed WC-Co particles and good stability during the spray process could be obtained. Suspension spraying was carried out using a gas-fuelled HVOF TopGun system. For comparison purposes, the properties of a conventionally sprayed HVOF WC-12Co coating using liquid-fuelled HVOF K2 system were evaluated, too. Microstructural characterization, x-ray diffraction and microhardness of the coatings were investigated. Oscillating sliding wear tests on the sprayed coatings were conducted against sintered alumina and WC-6Co balls. The sliding wear resistance of the WC-Co sprayed coatings was discussed in term of the microstructure, phase composition and coating-ball test couples.
Materials and Experimental Procedure
Raw Materials and Suspension Development
For development of appropriate aqueous suspensions of WC-12Co, commercially available WC (DS120, H.C. Starck Tungsten, Germany) and Co (Co HM, Umicore, Belgium) raw powders were used. The raw powders exhibited a specific surface area of 0.8 m2/g (WC) and 3.3 m2/g (Co), respectively, as determined by N2-adsorption measurements (ASAP 2020, Micromeritics, USA). The mean particle size d50,3 was measured via laser-light diffraction using a Mastersizer 2000 (Malvern Panalytical GmbH, Germany). The morphologies of raw powders are shown in Fig. 1 and their main characteristics are summarized in Table 1.

SEM morphologies of the commercially available raw powders: (a) WC; (b) Co
Because of high density of the raw materials WC and Co, development of stable WC-Co suspension with low sedimentation rate demands special knowledge on the suspension preparation procedure. Preparation of WC-12Co aqueous suspension was proceed in several steps, as schematically shown in Fig. 2 (Ref 27). Raw WC and Co powders were dispersed at a solid content of 65 wt.% in deionized water. The use of water as liquid media without addition of any additives resulted in rapid oxidation of the raw powders and very fast sedimentation of the particles. Thus, two additives from Zschimmer & Schwarz GmbH & Co. KG (Lahnstein, Germany) were added for stabilization: an antioxidant of 2-methly-isothiazolone at 2.5 wt.% related to powder mass and a mixture of hydrocolloids serving as viscosity enhancer at 0.15 wt.% related to powder mass were added for stabilization. The mixture was then milled for 12 h and 70 rpm in a laboratory ball mill (LKM10, Zoz GmbH, Germany) with a ball to liquid + solid ratio of 3.25. The milling was performed in stainless steel milling jars using WC-Co milling balls in order to reduce the possible contaminations to a minimum. It is worthy to mention that several preliminary milling tests were performed in order to find the optimal milling conditions. Besides the ultrasonic treatment was tested, too, but the results did not show any improvement of the suspension behavior neither de-agglomerate the WC particles in the suspension, mainly because of the high density of the particles/suspension. After milling, the mixture was diluted in order to obtain an aqueous suspension with 25 wt.% solid content of WC-12wt.%Co.

Formulation procedure of the aqueous WC-12Co suspension from raw powders
High flowability, low viscosity, low sedimentation rate, narrow particle size distribution and high stability are important suspension parameters in order to ensure a stable and reproducible suspension spraying process (Ref 21), (Ref 28). The rheological behavior of the suspensions was determined with a viscometer model MCR 301 (Anton Paar GmbH, Austria). The viscosity measurements were made at 25 °C using a double gap measuring system in accordance with DIN 54,453 and shear rates from 10 s−1 to 1000 s−1. A LUMiSizer apparatus (L.U.M. GmbH, Germany) was used to determine the sedimentation rate of the WC-12Co particles as a function of suspension formulation. Measurements were performed at 300 rpm (12 times higher than gravitational acceleration) and 1500 rpm (300 times higher than gravitational acceleration), respectively to analyze the sedimentation behavior of the particles at high centrifugal forces and to calculate their sedimentation velocity at standard gravity (1G-force). Estimation of the particle size distribution was based on laser-light diffraction method performed with a Mastersizer 2000 (Malvern Panalytical GmbH, Germany).
Coating Deposition
Suspension spraying deposition was performed with a gas-fuelled HVOF TopGun (GTV Verschleißschutz GmbH, Luckenbach) using ethylene as fuel gas. The suspension was fed from an industrial-suitable three pressurized-vessels suspension feeder with pneumatic stirrer und continuous control of the suspension feed rate developed by Fraunhofer IWS. Suspension injectors with internal diameter of 0.3 mm and axially injected in the combustion chamber of the TopGun. Suspension feed rate was kept constant at 25 mL·min−1 for all spray conditions. The gas flow rates and the C2H4/O2 ratio were varied to produce dense suspension sprayed coatings with thicknesses higher than 100 µm, Table 2a. Steel substrates previously cleaned and grit-blasted with corundum were used as substrates. During the spraying, the substrates were cooled using air jets systems. For comparison purposes, a liquid-fuelled HVOF K2 system (GTV) with optimized spray parameters was used to produce conventionally sprayed WC-12Co coatings starting from a commercial available feedstock powder (WOKA 3102, -45 + 15 µm, Oerlikon Metco). Main HVOF spray parameters are given in Table 2b.
Microstructural Characterisation
The coating microstructures were examined by optical microscopy and scanning electron microscopy (SEM) on metallographically polished cross-sections. For XRD analyses a D8 Advanced from Bruker AXS, Germany with a symmetrical Bragg-Brentano geometry was used. The measurements were carried out using Cu-Kα radiation and a position sensitive detector (PSD, LynxEye XE-T) in the range of 5-90° 2 theta. The qualitative phase analysis was carried out with the Software Diffrac.Eva (Bruker AXS) using the JCPDS 2021 database. The phases were quantified using Rietveld refinement analysis with the Software TOPAS V6 (Bruker AXS) The Vickers microhardnesses HV0.05 and HV0.3 were measured on the cross-sections using an HP-Mikromat 1-HMV tester (Hegewald and Peschke Meß- und Prüftechnik GmbH, Germany) with load duration of 10 s. The carbon content in detached coatings and spray powder was determined by combustion method using a WC600 Instrument (LECO Corp., USA), in order to evaluate the extent of decarburization during the spray processes.
Oscillating Sliding Wear Investigations
The sliding wear resistance of the sprayed coatings was investigated with an oscillating test ring (SRV® 4 wear test machine, Optimol Instruments, Germany) using a ball-on-flat setup at room temperature (23 °C) and a relative air humidity of 50 ± 10%. The test conditions were as following: oscillating frequency of 10 Hz with a stroke length of 5 mm, normal force of 25 N, average sliding speed of 0.1 m/s and a test duration of 1 h, resulting in a sliding distance of 360 m. No further lubricant was applied. S-HVOF and conventional coatings were coated samples. The tests were conducted on polished (Ra < 0.05 µm, Rz < 0.5 µm) S-HVOF and HVOF coatings coated on 24 mm-Ø disc steel samples. As counterparts sintered Al2O3 and WC-6Co balls with 10 mm-diameter were used. Samples were ultrasonically cleaned in both benzene and ethanol for 5 min each prior to testing. Each pair of materials was tested three times. For each coating-counterpart test couples the average coefficients of friction as well as the coating wear rates following the Archard equation (Eq. 1) were determined. After sliding tests, the worn surfaces on coatings and counterparts were evaluated by SEM/EDX analysis.
Wear rate wear rate of the coating [mm3 /m·N]; Q Wear volume depth [mm3]; N Normal load [N]; L Sliding distance [m]
Results and Discussion
Suspension Formulation and Characterization
As can be seen in the SEM micrographs of Fig. 1 and the measured particle size values summarized in Table 1, the primary particles of the Co powder were significantly finer than those detected via laser-light diffraction measurements. Because the Co primary particles were highly aggregated, hence even after full dispersion, only the sizes of particle aggregates could be determined.
SEM morphology of the WC-12Co composite powder after drying of suspension is shown in Fig. 3: both WC and Co components were well homogenized and mixed. The particle size d50,3 and d90,3 were 4.3 µm and 9.3 µm respectively (Fig. 4), with a little discrepancy in comparison to the powder particle sizes given in Table 1.

SEM micrograph of WC-12Co composite powder after milling and drying of the suspension (light grey WC, dark grey Co particles)

Particle size distribution of the water-based suspension with 25 wt.% WC-12Co solid content
Because the suspension would sediment very fast after the milling process, a small amount of a viscosity-enhancer polymer compound was necessary to create a viscous suspension with gel-like structure and very low sedimentation rate. The suspension had a high pseudo-plastic flow behavior (Fig. 5); even a slight increase in the shear rate leads to a significant reduction of the flow resistance of the suspension. However, a viscosity of about 50 mPa·s at shear rate of 100 s−1 is still too high for a good processing of the suspension during spraying. The gel-like structure of suspension can be destroyed by intensive mechanical stirring and redispersion, when a significant reduction of the viscosity occurs making the suspension available for handling and spraying. For redispersion, a Dispermat CV3 apparatus (VMA-Getzmann GmbH, Germany) with a stirring speed of at least 1000 rpm was used.

Viscosity curves of 25 wt.% WC-12Co suspension after preparation (blue line) and redispersed before spraying (dash green line)
The increase in suspension viscosity resulted in a significant decrease in particles sedimentation. While the particles in a standing suspension settled in water within a very short time, the addition of the viscosity enhancer and the formation of the gel-like structure hindered particles settlement during storage significantly. Table 3 gives the sedimentation velocity of the suspension at different steps of formulation and measurement conditions. The sedimentation velocity was calculated accordingly to the Stokes equation, as following (Eq. 2):
νP Sedimentation velocity of the particle [mm/d]; r Particle radius [µm]; g Acceleration due to gravity [m/s2]; ρP Particle density [g/cm3]; ρF Fluid density [g/cm3]; ηF Dynamic viscosity of the fluid [mPa·s].
This calculation included the assumption that the particles are spherical and settle down independently of each other without any attractive force between them. Due to the low powder concentration and the nearly spherical shape of the powder particles, this assumption can be used. Because of the very different suspension properties, measurements were not possible for all selected parameters, because the sedimentation rate of the particles varied in a very wide range from very high (without viscosity enhancer) to very low (with viscosity enhancer). Therefore, different rotation speeds were appropriate chosen. Then, from the single measurements according to the high relative centrifugal force, the sedimentation velocity at 1 G-force gravity, i.e. without any agitation, was calculated.
Redispersion of the suspension just before spraying significantly reduced the viscosity, but at the same time involved an increase of the sedimentation rate of particles (Table 3). Consequently, to avoid any sedimentation of the particles in the suspension vessel, the redispersed suspension was continuously stirred in the suspension vessel; thus, a homogeneous feeding of the suspension during spray process could be guaranteed.
Microstructural Characterization
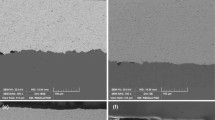
Cross-section SEM micrographs of S-HVOF coatings deposited under different spray conditions are shown in Fig. 6; the SEM microstructure of HVOF coating is given in Fig. 7. Spraying of the aqueous suspension from raw WC and Co particles resulted in densely structured coatings with micron and sub-micron sized carbides in the lamellar-like coating matrix. The porosity ratio of S-HVOF coatings was below 1.5% as estimated by image analysis, indicating good wettability and flattening of particles upon impact. Different carbide sizes (Fig. 8, zone 1) in the suspension sprayed coatings resulted from the variation of the chemical composition of particles upon impact. The matrix of coatings contained molten cobalt particles with varying amounts of dissolved WC, as determined by EDX analysis (Fig. 8, zone 2); few traces of oxygen were found in some Co-rich areas (Fig. 8, zone 3).

SEM micrographs at two different magnifications of the suspension sprayed S-HVOF WC-12Co coatings deposited under different spray conditions: (a) SH#1; (b) SH#2; (c) SH#3; (d) SH #4

SEM microstructure of the HVOF WC-12Co coatings at two different magnifications

High-magnification SEM micrograph of the suspension sprayed SH#4 coating. Area 1: W(C)-rich phase; Area 2: (W,Co)C-rich phase; Area 3: Co-rich phase
HVOF coating showed the classical microstructure of the powder sprayed WC-12Co coatings: the carbide grain size (typically 2-5 µm) is well preserved and distributed in the metallic matrix. The porosity of these coatings was estimated as ca. 3%.
Suspension spraying allowed obtaining coatings with smoother surface roughness (Ra: 0.8-1.5 µm; Rmax: 7.5-15.0 µm) when compared to those obtained by conventional HVOF process (Ra: 3.2-4.0 µm; Rmax: 24.0-33.5 µm). The Vickers microhardness of S-HVOF coatings were between 815 to 960 HV0.05 (Table 4), lower than those of conventional HVOF K2 coatings (1330 HV0.3), but comparable to those of the S-HVOF coatings obtained in previous work (Ref 24, 25). The microhardness values of the aqueous suspension sprayed coatings where higher than ethanol-based suspension coatings produced by Berghaus et al. (Ref 23). The lower hardness of the suspension-sprayed coating can be the result of a higher carbon loss and formation of amorphous eta-phases, as described in the following section.
Phase Compositions
The XRD diffraction patterns of WC-12Co coatings deposited under different conditions are shown in Fig. 9. Apart from peaks of tungsten carbide WC (JCPDF 051-0939), peaks of tungsten (JCPDF 004-0806), tungsten subcarbide W2C (JCPDF 35-776), and eta-phases Co6W6C (η-phase: JCPDF 022-0597) were identified. It is worthy to mentioned that there was no free carbon (graphite, main peak at 2θ at about 26.4°) in the coatings, suggesting that the organic additives (i.e. viscosity enhancer) were “burned” completely during the spraying process.

XRD diffraction patterns of (a) S-HVOF and (b) HVOF coatings
For comparison purpose, a half-quantitative Rietveld analysis was performed to estimate the relative phase contents in the sprayed coatings, see Table 5. It is necessary to mention that the amorphous and non-crystalline phases were not considered because they could not be determined.
In the HVOF coating, the WC-phase was well retained; the amounts of W2C and W phases were low, indicating only a small decarburization during spray process. Some traces of amorphous or nano-crystalline eta-phases could be identified. W2C and metallic tungsten are often detected in the as-sprayed powder coatings as previously described in literature, i.e. (Ref 29-32). The presence of W and W2C denotes carbon loss during the spray process; eta-phases are formed as equilibrium phases because of the carbon deficiency. The carbon content in the WC-12Co spray powder feedstock was determined at about 5.45%. A slightly lower carbon content of about 4.32% was measured in the sprayed coatings confirming the XRD results.
In the S-HVOF coatings, apart from the peaks of shifted WC phase, W, W2C and amorphous eta phases were identified. As the decomposition increases, the W2C-to-WC ratio increases, too. The peaks of crystalline cobalt (JCPDF 015-0806) were hardly identified in the coating patterns suggesting that it become part of the amorphous / nanocrystalline matrix in the broad band between 38° < 2θ < 47°. The extent of carbon loss depends on the spray conditions: in the SH#2 coating, sprayed in more energetic conditions (higher ethylene flow rate), peaks of WC were still identified in the diffraction pattern, but the W phase was most predominantly, indicating a significantly higher carbon loss (Table 5). Carbon contents in the S-HVOF coatings were estimated to be between 1.85 and 2.0%, lower as compared to HVOF coatings, but comparable to those of our previous work (Ref 24, 31).
The decarburised W2C phase, formed during flight of carbides with oxygen, is precipitated along the WC grain boundary, together with a ring of metallic W between WC and W2C. Hence, W2C can be formed not only in oxygen-rich but also in an oxygen-free atmosphere, where the degradation of the WC grain occurs: 2WC → W2C + C. The precipitation of eta-phases has been suggested to take place as products of chemical reaction between Co, W and oxygen (Ref 30), (Ref 32, 33).
Besides the spray conditions, carbide grain size as well as particle sizes influence the carbon loss and tungsten formation in the coatings, too (Ref 24), (Ref 33). The higher decarburization occurred in S-HVOF coatings because of finer carbide grain sizes of about 1.5 µm and smaller particle sizes in the suspension below 10 µm, when compared to conventional spray powder containing micron-sized WC grain size between 2 to 5 µm and a particle size distribution from 15 to 45 µm. On the other side, the presence of the metallic W (significantly higher in SH#2) was observed which result from dissolution of WC grains in the Co matrix. After the solidification of the splats, an amorphous / nanocrystalline W-C-Co matrix was created as identified by XRD analysis in the region 38° < 2θ < 47°. It can be supposed, that in the case of suspension sprayed coatings a significant decarburization of WC grains occurred in an oxygen-free atmosphere.
There was no crystalline metallic Co detected in XRD analysis of S-HVOF coatings, but using x-ray fluorescence analysis, the Co content was estimated at about 12 wt.%. By applying of a heat-treatment at 920 °C in argon atmosphere, crystallisation of the amorphous eta-phases occurred. Peaks of metallic tungsten, eta-phases (Co6W6C) and µ-phases (WxCoy) were observed in heat-treated S-HVOF coatings as identified in the XRD patterns of Fig. 10. Metallic W appeared as a stable phase at higher carbon loss as an equilibrium phase (Ref 31). W2C, which is thermodynamically unstable, could not be identified in the heat-treated coatings.

XRD patterns of SH#1 and SH#2 suspension sprayed coatings: as-sprayed and heat-treated
Sliding Wear Resistance: S-HVOF Coatings Versus Conventional HVOF Coatings
Figure 11 illustrates the variation of coefficients of friction (CoF) during oscillating sliding wear tests of SH#1 and HVOF coatings against alumina and WC-6Co counterparts. The average values of the CoF and coating wear rates for all sliding ball-coating test couples are given in Fig. 12.

Coefficient of friction (CoF) plots for the sliding wear tests for S-HVOF (deposition condition SH#1) and HVOF coatings against alumina and WC-6Co, respectively

Column plots of: (a) average coefficient of friction; (b) coating wear rate for different coating-ball test couples
On a general way, both S-HVOF and HVOF coating systems performed similar during the sliding wear tests: the coatings were more wear resistance against WC-6Co ball, than against alumina counterparts. An increase of the CoF was recorded at the start of the wear tests, because of the preferential contact between the ball surface and carbides. The average values of CoF varied only few at the sliding distances higher than 100 m, with exception of the S-HVOF coatings / Al2O3 ball couples. In these cases, after a significant increase of CoF in the earlier stages of the wear test, a continuous decrease of the friction occurred, most likely because of the formation of tribo-films; the steady-state friction values were reached in later stages of the wear test.
It was affirmed that the coating microstructure, size and distribution of carbides, degree of decarburization (eta-phases), as well the counter body and tribological test conditions are important factors affecting sliding wear performance of the WC-Co sprayed coatings, i.e. (Ref 25), (Ref 31, 32). For HVOF coating, the average CoF values were of about 0.45 against alumina and 0.31 against WC-Co balls. In the case of suspension sprayed coatings, it seems that the spray conditions did not significantly affect the sliding wear properties (Fig. 12). For suspension sprayed coatings, the average CoF values against alumina balls were between 0.45-0.46; a higher value of about 0.50 being recorded for SH2# coating. Values of CoF between 0.34-0.36 were recorded during oscillating sliding wear tests of S-HVOF coatings against WC-Co ball.
If the CoF values of suspension sprayed coatings were almost comparable to those of conventional sprayed coatings, nevertheless, the sliding wear rates of the S-HVOF coatings were up to one order of magnitude higher than those of conventional sprayed coatings. The coating volume wear rates of HVOF coatings were of about 2.9 × 10–8 mm3/N·m against alumina and of about 4.9 × 10–9 mm3/N·m against WC-Co. For the suspension sprayed coatings, coating wear rates were of about (4.8-9.5) × 10–7 mm3/N·m against alumina and about (2.1–3.1) × 10–8 mm3/N·m against WC-Co, with the highest wear rate being recorded for the suspension sprayed SH#2 coating. It can be noticed, that the sliding wear rates of the S-HVOF coatings developed in this work were one to two orders of magnitude lower that those sprayed in a previous work (Ref 24). A wear rate below 10–6 mm3/N·m is considered useful for sliding wear applications of bulk ceramic components and defines the border between the mild wear regime and severe wear regime of the sprayed coatings (Ref 38, 39, 40).
SEM micrographs of the wear tracks of coatings after sliding wear tests against alumina ball are shown in Fig. 13. Less severe wear of the coatings was recorded after sliding tests against WC-6Co counterparts. Wear scars as result of the plastic deformation of particles under contact load were observed for all coating-ball couples. In comparison to S-HVOF coatings, the HVOF coatings showed a higher wear resistance. Regarding the conventionally sprayed HVOF WC-Co coatings, several wear mechanisms were proposed in the literature: (i) abrasive wear; (ii) fracture and fatigue wear and (iii) tribo-chemical oxidation (Ref 31), (Ref 34-37). Metal matrix erosion, which exposes the carbides to fracture (transgranular carbide crack propagation), erosion and pull-out are often detected in the conventionally sprayed WC-Co coatings (Fig. 13d, f). No formation of tribo-oxide film could be detected on the worn surfaces of HVOF coatings.


SEM micrographs of the wear tracks of the coatings against alumina ball: (a) SH#1; (b) SH#2; (c) SH#3; (d) HVOF. SEM micrographs of the wear tracks of the coatings against WC-Co ball: (e) SH#1; (f) HVOF
Plastic deformation, matrix erosion and micro-cracking formation, followed by fracture and coating pull-out as result of two and three-body abrasive wear were identified on the worn surfaces of suspension sprayed coatings after sliding against alumina ball (Fig. 13a-c). These phenomena were less evident on the worn surface on conventionally sprayed coatings. The micro-cracks are more evident at carbide-matrix boundary most probably because of the presence of amorphous eta-phases. No crack propagation was observed through the fine carbides, as often seen in larger carbides (Ref 35). It was affirmed, that the reduction of carbide sizes improves the abrasive wear resistance of the WC-Co coatings, since smaller carbides resist fracture (Ref 41). The amorphous eta-phases and the presence of tungsten in the cobalt matrix due to carbide dissolution affect hardness and fracture toughness of suspension sprayed coatings, and finally sliding wear resistance. On the surface of S-HVOF coatings, traces of transferred material from alumina ball to the worn coating surfaces together with tribo-oxide film were observed. The wear of suspension sprayed coatings was less evident against WC-Co ball as shown in Fig. 13(e). In this case, the wear mechanism was dominated by plastic deformation, matrix erosion and formation of tribo-oxide film on the coating surface.
SEM observations of worn surfaces on the counterpart balls are given in Fig. 14. Alumina ball suffered significant abrasive wear with crack formation after sliding test on suspension sprayed coatings (Fig. 14a); material transfer from ball to coating was confirmed by the presence of alumina wear debris on the worn surface of the coatings (Fig. 13a-c). Moreover, EDX analysis on the worn surface of the alumina ball indicated the presence of cobalt und tungsten because of material transfer from the coating layer to the ball. The abrasive wear of alumina ball was lower after test on HVOF coating (Fig. 14b). The wear of WC-Co balls was similarly after sliding tests on S-HVOF and HVOF coatings, respectively and resulted mainly by plastic deformation and formation of a tribo-oxide film at the edge of the wear tracks (Fig. 15).

SEM micrographs of worn areas of Al2O3 counterpart balls after sliding wear tests on: (a) SHVOF SH#1coating; (b) HVOF coating

SEM micrographs of worn areas of WC-Co counterpart balls after sliding wear tests on: (a) SHVOF SH#1coating; (b) HVOF coating
The wear resistance of the S-HVOF coatings was affected not only by the hardness, but most probably because of their phase compositions. When compared to HVOF coatings, increased W2C-to-WC ratio and the presence of high metallic W content, with affinity to WC-6Co and alumina counterparts were identified in the S-HVOF coatings. The presence of high content of the brittle W2C phase strongly influenced the wear and friction behavior.
Regardless from the counterpart, formation of tribo-oxide films in the wear tracks, mainly based of WOx and CoOx resulted from the oxidation of elemental species. During sliding wear of WC-Co coatings, the tribo-oxide film grows until it becomes unstable and then is removed during the ball sliding, when a new tribo-oxide film starts to be formed (Ref 31). Ahmed et al. (Ref 24) affirmed, that the formation and stability of tribo-oxide film was less influenced by carbon loss in the coatings, but it is strongly affected by the surface chemistry of the counterpart and the wear debris at the contact region. But, it seems that the high amount of metallic W in the suspension sprayed coatings and its different activity for tribo-oxide film formation with different counterparts, affected the wear debris and film formation/removal at the wear contact zone.
Conclusions
This contribution proposed a step forward in the development and characterization of WC-12Co coatings produced by S-HVOF spraying technology.
From the work, the main conclusions are as follows:
-
Spraying of aqueous suspensions starting from raw WC and Co particles resulted in smooth (Ra < 1.5 µm) and dense-structured coatings (porosity content of about 1.5%) with homogeneous distribution of fine carbides in the coating matrix.
-
Apart from the peaks of shifted WC phase, W, W2C and amorphous eta-phases were identified in the S-HVOF coatings. The presence of the W and W2C denoted carbon loss during the spray process; eta-phases are formed as equilibrium phases because of carbon deficiency.
-
Coating microstructure, size and distribution of carbides, degree of decarburization, W2C-to-WC ratio, presence of metallic tungsten, as well the counterpart affected the sliding wear performance of the WC-Co sprayed coatings.
-
Both S-HVOF and HVOF coating systems performed similar behavior during the sliding wear tests: the coatings were more wear resistance against WC-6Co ball, than against alumina counterpart. The spray conditions used to deposit the S-HVOF coatings did not affected significantly the tribological properties.
-
The average CoF values of S-HVOF coatings were quite comparable to those of HVOF sprayed coatings: 045–0.46 against alumina, and 0.31–0.36 against WC-6Co. Nevertheless, the sliding wear rates of the S-HVOF coatings were up to one order of magnitude higher than that of the HVOF coating. The coating wear rates of HVOF coatings were of about 2.9 × 10–8 mm3/N·m against alumina and of about 4.9 × 10–9 mm3/N·m against WC-Co. For the suspension sprayed coatings, coating wear rates were of about (4.8–9.5) × 10–7 mm3/N·m against alumina and about (2.1–3.1) × 10–8 mm3/N·m against WC-Co, with the highest wear rate being recorded for the suspension sprayed SH#2 coating. The sliding wear rates of the S-HVOF coatings developed in this work were one to two orders of magnitude lower that those sprayed in our previous work.
-
Reduction of carbide sizes and formation of tribo-oxide film improve the wear resistance of the coatings, but high decarburization and the presence of high content of metallic tungsten detrimentally affected the sliding wear resistance of S-HVOF coatings against alumina counterpart. However, more investigations are necessary to better understand the influence of the coating microstructure on the sliding wear resistance of the suspension sprayed coatings.
In the next steps, strategies of reducing carbon loss, formation of eta-phases and tungsten in the suspension sprayed coatings will be envisaged. Investigation of the corrosion performance of the suspension sprayed coatings is on-going.
Although the spraying of WC-Co suspension is very challenging, there is a great application potential for the S-HVOF WC-Co coatings. As an example, we had succeeded to coat an aluminum roller with length of 600 mm and diameter of 120 mm with a thick suspension sprayed WC-12Co coating (Fig. 16). The coating thickness was 220 µm, and the spray time was about 2 h. The as-sprayed S-HVOF coating was homogeneous and has a smooth surface with Ra 1.2 µm and Rmax 9.4 µm. After polishing the coating has a black shiny glow with Ra 0.014 µm and Rmax 0.22 µm.

Aluminum roller coated with suspension sprayed WC-12Co coating. The coating polishing was performed by INOMETA GmbH (Herford, Germany)
References
B. Gries, B. Brüning and S. Zimmermann, New Cermet Powders for HVOF Spraying with Improved Corrosion and Oxidation Resistance for Off-Shore, Mining and Power Generation Applications, Therm. Spray Bull., 2011, 4(2), p 94-100.
L.-M. Berger, Coatings by Thermal Spray, Comprehensive Hard Materials, 2014, 2014(1), p 471-506. https://doi.org/10.1016/B978-0-08-096527-7.00017-9
L.M. Berger and B. Wielage, Metallurgische Vorgänge beim thermischen Spritzen von Hartmetallen und deren Auswirkungen auf die Schichteigenschaften, Proc, 2012, 15, p 17-28.
A. Wank, B. Wielage, G. Reisel, T. Grund, Performance of thermal spray coatings under dry abrasive wear conditions, THE Coatings, 2004, 4, Erlangen
B. Wielage, A. Wank, H. Pokhmurska, E. Friesen, T. Grund, and A. Schwenk, Correlation of Microstructure with Abrasion and Oscillating Wear Resistance of Thermal Spray Coatings, Thermal Spray 2005: Proc Int’l Thermal Spray Conf., Basel, Switzerland, (2005)
A. Karaoglanli, M. Oge, K. Mert Doleker, and M. Hotamis, Comparison of Tribological Properties of HVOF Sprayed Coatings with Different Composition, Surf. Coat. Technol., 2017, 318, p 299-308. https://doi.org/10.1016/j.surfcoat.2017.02.021
J.M. Guilemany, S. Dosta, and J.R. Miguel, The Enhancement of the Properties of WC-Co HVOF Coatings Through the Use of Nanostructured and Microstructured Feedstock Powders, Surf. Coat. Technol., 2006, 201(3-4), p 1180-1190. https://doi.org/10.1016/j.surfcoat.2006.01.041
C. Bartuli, T. Valente, F. Cipri, E. Bemporad, and M. Tului, Parametric Study of an HVOF Process for the Deposition of Nanostructured WC-Co Coatings, J. Therm. Spray Technol., 2005, 14(2), p 187-195. https://doi.org/10.1361/10599630523746
I. Baumann, L. Hagen, W. Tillmann, P. Hollingsworth, D. Stangier, G. Schmidtmann, M. Tolan, M. Paulus, and C. Sternemann, Process Characteristics, Particle Behavior and Coating Properties During HVOF Spraying of Conventional, Fine and Nanostructured WC-12Co Powders, Surf. Coat Technol., 2020, 405, p 126719. https://doi.org/10.1016/j.surfcoat.2020.126716
M. Karhu, J. Lagerbom, K. Kaunisto, T. Suhonen, T. Lindroos, and E. Turunen, Nanostructural WC-Co coatings by utilizing novel powder manufacturing route using water soluble raw materials, Proc. Int’l Thermal Spray Conf. (ITSC) Düsseldorf, Germany, 451-455 (2018)
J. He and J.M. Schoenung, A Review on Nanostructured WC-Co Coatings, Surf. Coat. Technol., 2002, 157(1), p 72-79. https://doi.org/10.1016/S0257-8972(02)00141-X
A. Wank, B. Wielage, H. Pokhmurska, E. Friesen, and G. Reisel, Comparison of Hardmetal and Hard Chromium Coatings Under Different Tribological Conditions, Surf. Coat. Technol., 2006, 201, p 1975-1980. https://doi.org/10.1016/j.surfcoat.2006.04.058
T.E. Fischer, et al., The effects of feedstock powder and deposition technique on the hardness and tribological performance of thermal-sprayed WC-Co coatings, In Thermal Sprayed Coatings and their Tribological Performance (IGI Global) 1-24 (2015)
P.H. Shipway, D.G. McCartney, and T. Sudaprasert, Sliding Wear Behaviour of Conventional and Nanostructured HVOF Sprayed WC-Co Coatings, Wear, 2005, 259(7-12), p 820-827. https://doi.org/10.1016/j.wear.2005.02.059
W. Tillmann, J. Nebel, and W. Piotrowski, Influence of Fine Powder Feedstock (-10 + 2 µm) on the HVOF Spraying Characteristics, Coating Morphology, and Properties of WC-CoCr 86-10-4, J. Therm. Spray Technol., 2013, 22(2-3), p 242-249. https://doi.org/10.1007/s11666-012-9832-4
P. Chivavibul, M. Watanabe, S. Kuroda, and K. Shinoda, Effects of Carbide Size and Co Content on the Microstructure and Mechanical Properties of HVOF-Sprayed WC-Co Coatings, Surf. Coat. Technol., 2007, 202(3), p 509-521. https://doi.org/10.1016/j.surfcoat.2007.06.026
C.-J. Li and G.-J. Yang, Relationships Between Feedstock Structure, Particle Parameter, Coating Deposition, Microstructure and Properties for Thermally Sprayed Conventional and Nanostructured WC-Co, Int. J. Refract. Metals Hard Mater., 2013, 39, p 2-17. https://doi.org/10.1016/j.ijrmhm.2012.03.014
L.-M. Berger, Application of Hardmetals as Thermal Spray Coatings, Int. J. Refract. Metals Hard Mater., 2015, 49, p 350-364. https://doi.org/10.1016/j.ijrmhm.2014.09.029
G. Matthäus and V. Verlotzki, Ultrafine Powders for Low-Power HVOF and HV-APS Spraying, Proc. Int’l Thermal Spray Conf. (ITSC), Düsseldorf, Germany, 446-450 (2018)
P. Fauchais and G. Montavon, Latest Developments in Suspension and Liquid Precursor Thermal Spraying, J. Therm. Spray Technol., 2010, 19(1-2), p 226-239. https://doi.org/10.1007/s11666-009-9446-7
F.-L. Toma, A. Potthoff, L.-M. Berger, and C. Leyens, Demands, Potentials, and Economic Aspects of Thermal Spraying with Suspensions: a Critical Review, J. Therm. Spray Technol., 2015, 24(7), p 1143-1152. https://doi.org/10.1007/s11666-015-0274-7
L.-M. Berger, J. Spatzier, C. Hochmuth, and R. Georgi, Milling of Thermally Sprayed Hardmetal Coatings, Therm. Spray Bull., 2012, 5(1), p 33-37.
J. Oberste Berghaus, B. Marple, and C. Moreau, Suspension Plasma Spraying of Nanostructured WC-12Co Coatings, J. Therm. Spray Technol., 2006, 15(4), p 676-681. https://doi.org/10.1361/105996306X147072
R. Ahmed, O. Ali, N.H. Faisal, N.M. Al-Anazi, S. Al-Mutairi, F.-L. Toma, L.-M. Berger, A. Potthoff, and M.F.A. Goosen, Sliding Wear Investigation of Suspension Sprayed WC-Co Nanocomposite Coatings, Wear, 2015, 322-323, p 133-150. https://doi.org/10.1016/j.wear.2014.10.021
R. Ahmed, N.H. Faisal, N.M. Al-Anazi, S. Al-Mutairi, F.-L. Toma, L.-M. Berger, A. Potthoff, E.K. Polychroniadis, M. Sall, D. Chaliampalias, and M.F.A. Goosen, Structure Property Relationship of Suspension Thermally Sprayed WC-Co Nanocomposite Coatings, J. Therm. Spray Technol., 2015, 24(3), p 357-377. https://doi.org/10.1007/s11666-014-0174-2
GHS Material Safety Data Sheet, Alfa Aesar (A Thermo Fisher Scientific Brand)
F.-L. Toma, O. Kunze, A. Meyer, A. Potthoff, M. Mayer, J. Pötschke: Potential of Suspension Spraying for Development of Dense WC-12Co Coatings. Thermal Spray 2021: Proc Int’l Thermal Spray Conf., May 24-28, 2021, virtual, ASM International, 508-514 (2021)
F.-L. Toma, A. Potthoff, and M. Barbosa, Microstructural Characteristics and Performances of Cr2O3 and Cr2O3-15%TiO2 S-HVOF Coatings Obtained from Water-Based Suspensions, J. Therm. Spray Technol., 2018, 27(3), p 344-357. https://doi.org/10.1007/s11666-018-0687-1
H.L. de VilliersLovelock, Powder/Processing/Structure Relationships in WC-Co Thermal Spray Coatings: A Review of the Published Literature, J. Therm. Spray Technol., 1998, 7(3), p 357-373. https://doi.org/10.1361/105996398770350846
S. Matthews, J. Ansbro, C.C. Berndt, and A.S.M. Ang, Carbide Dissolution in WC-17Co Thermal Spray Coatings: Part 1-Project Concept and as-Sprayed Coatings, J. Alloys Compd., 2020 https://doi.org/10.1016/j.jallcom.2020.157464
O. Ali, R. Ahmed, N.H. Faisal, N.M. Alanazi, L.M. Berger, A. Kaiser, F.L. Toma, E.K. Polychroniadis, M. Sall, Y.O. Elakwah, and M.F.A. Goosen, Influence of Post-Treatment on the Microstructural and Tribomechanical Properties of Suspension Thermally Sprayed WC-12 Wt%Co Nanocomposite Coatings, Tribol. Lett., 2017, 65(2), p 33. https://doi.org/10.1007/s11249-017-0815-y
R. Ahmed, O. Ali, C.C. Berndt, and A. Fardan, Sliding Wear of Conventional and Suspension Sprayed Nanocomposite WC-Co Coatings: An Invited Review, J. Therm. Spray Technol., 2021, 30, p 800-861. https://doi.org/10.1007/s11666-021-01185-z
R.J.K. Wood, S. Herd, and M.R. Thakare, A Critical Review of the Tribocorrosion of Cemented and Thermal Sprayed Tungsten Carbide, Tribol. Int., 2018, 119, p 491-509. https://doi.org/10.1016/j.triboint.2017.10.006
D.A. Stewart, P.H. Shipway, and G. McCartney, Abrasive Wear Behaviour of Conventional and Nanocomposite HVOF Sprayed WC-Co Coatings, Wear Part, 1999, 2, p 789-798. https://doi.org/10.1016/S0043-1648(99)00032-0
S. Usmani, S. Sampath, D.L. Houck, and D. Lee, Effect of Carbide Grain Size on the Sliding and Abrasive Wear Behavior of Thermally Sprayed WC-Co Coatings, Tribol. Trans., 1997, 40(3), p 470-478. https://doi.org/10.1080/10402009708983682
W. Tillmann, I. Baumann, P.S. Hollingsworth, and L. Hagen, Sliding and Rolling Wear Behavior of HVOF-Sprayed Coatings Derived from Conventional, Fine and Nanostructured WC-12Co Powders, J. Therm. Spray Technol., 2014, 23(1-2), p 262-280. https://doi.org/10.1007/s11666-013-0038-1
J.M. Guilemany, J.M. Miguel, S. Vizcaino, and F. Climent, Role of Three-Body Abrasion Wear in the Sliding Wear Behaviour of WC-Co Coatings Obtained by Thermal Spraying, Surf. Coat. Technol., 2001, 140(2), p 141-146. https://doi.org/10.1016/S0257-8972(01)01033-7
W.M. Rainforth, The Wear Behaviour of Oxide Ceramics—A Review, J. Mater. Sci., 2004, 32(22), p 6705-6721. https://doi.org/10.1023/B:JMSC.0000045601.49480.79
G. Bolelli, L. Lusvarghi, T. Manfredini, F. Mantini Pighetti, R. Polini, E. Turunen, and S.-P. Hannula, Comparison between Plasma- and HVOF-Sprayed Ceramic Coatings. Part II: Tribological Behavior, Intern. J. Surf. Sci. Eng., 2007, 1, p 62-79. https://doi.org/10.1504/IJSURFSE.2007.013621
L.-M. Berger, S. Saaro, and M. Woydt, Reib/Gleitverschleiß Von Thermisch Gespritzten Hartmetallschichten (Friction/Sliding Wear of Thermally Sprayed Carbides Coatings), in Jahrbuch Oberflächentechnik, Ed. by R. Suchentrunk, Bad Saulgau. Eug. G. Leuze Verlag, 2007, 63, p 242-267.
J. Yuan, C. Ma, S. Yang, Z. Yu, and H. Li, Improving the Wear Resistance of HVOF Sprayed WC-Co Coatings by Adding Submicron-Sized WC Particles at the Splats’ Interfaces, Surf. Coat. Technol., 2016, 285, p 17-23. https://doi.org/10.1016/j.surfcoat.2015.11.017
Acknowledgments
The results here presented are part of the AiF Project ‘‘Development of new cost-effective hardmetal coatings by thermal spraying with suspensions’’ IGF-project Nr. 20.675 B / DVS-Nr. 02.3149. IGF-Project Nr. 20.675B / DVS-Nr. 02.3149 of Forschungsvereinigung Schweißen und verwandte Verfahren e. V. des DVS, Aachener Straße 172, 40223 Düsseldorf was carried out via AiF within the framework of the Industrial Joint Research Funding Program (IGF) of the Federal Ministry for Economic Affairs and Climate Action (BMWK). The authors gratefully acknowledge this financial support.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4-6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Toma, FL., Meyer, A., Kunze, O. et al. Microstructural Characterization and Oscillating Sliding Wear Investigations of the Aqueous Suspension Sprayed HVOF WC-12Co Coatings. J Therm Spray Tech 32, 456–472 (2023). https://doi.org/10.1007/s11666-023-01529-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-023-01529-x