
Abstract
Coating thickness is considered to be one of the most important characteristics of thermally sprayed coatings. Therefore, it has long been the goal to be able to control it. This could be achieved by implementing an online, closed-loop control. A prerequisite for such a control mechanism is a feedback signal of the coating thickness with sufficiently small measurement uncertainty. Optical distance measurement techniques have been demonstrated in the past to produce promising results for such applications. This paper analyzes the measurement uncertainty of an optical distance measurement technique based on confocal distance sensors used for in situ coating thickness evaluation. As an alternative, pneumatically actuated length gauges are also used for the in situ measurement. Both techniques are applied during atmospheric plasma spraying of samples in a carousel setup. The two sensing techniques are compared with a reference, destructive coating thickness measurement method. Pros and cons of using different in situ coating thickness measurement techniques for process control applications are discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Coating thickness is considered to be one of the most important characteristics of thermally sprayed coatings. When the coating thickness is out of the prescribed limits, the part needs to be reworked either by additional spraying or by removing of the excess material. This results in longer production times, waste of materials and overall additional costs.
Long-term studies on the repeatability of thermally sprayed coating processes, e.g., by Wroblewski et al. in (Ref 1) and Mauer et al. in (Ref 2), have clearly shown that there is a great variability in the thicknesses of the produced coatings even when the process parameters are kept constant. This variability could be reduced by implementing an online, closed-loop control of the coating thickness. A prerequisite for such a control mechanism is a feedback signal of the coating thickness.
There is a plethora of different options for measuring the thickness of thermally sprayed coatings. These include commonly used standardized methods as listed in (Ref 3). Moreover, there are plenty of more recent techniques that have also been demonstrated to be capable of measuring the thickness of thermally sprayed coatings. These are based for example on eddy currents (Ref 4), evaluations of capacitance (Ref 5), and laser-ultrasonics (Ref 6). Recent papers also discuss the use of thermography (Ref 7) and terahertz (Ref 8) techniques for thickness measurements of thermal barrier coatings. Optical distance measurements have also been used for evaluation of total coating thicknesses (Ref 9, 10) or directly of individual coating layers (Ref 11,12,13).
For a thickness measurement technique to be used as a feedback signal in an online, closed-loop control application, it must fulfil certain requirements. Kuroda et al. in (Ref 9) stipulated those to be: (1) capability of in situ measurement during spraying, (2) nondestructive and (3) non-contact nature of the measurement, as well as (4) insensitivity to changes in the physical properties of the coatings, which depend not only on the coating material but also on the spraying conditions.
The first requirement is self-evident since without in situ information during spraying it is impossible to implement online, closed-loop control. It is important to note here, that this does not imply a continuous measurement throughout the entire spraying process per se. The measurement can be done intermittently. However, in this case, the controller’s responsiveness is limited by the measurement’s sampling rate, which in turn also depends on the measurement technique used. Furthermore, the second requirement of the technique being nondestructive seems to be quite clear; the coating must not be damaged by the measurement. However, this requirement should be understood in an even broader sense. The measurement must not only leave the already deposited coating undamaged but it must also not influence the coating process in a way that would modify the properties of the subsequent coating layers. While this might seem to be easiest achieved with a non-contact technique, a tactile measurement technique with a slight and infrequent contact with the coating might also satisfy this requirement. Moreover, even a non-contact technique might not be able to satisfy the requirement; e.g., if the non-contact measurement requires the process to be interrupted for a long duration due to its slow response time, during which the coating might be cooled down significantly and thus affect the deposition of subsequent layers. The last requirement of the technique being insensitive to changes in the physical properties of the coatings essentially means that the uncertainty contribution to the thickness measurement due to the imprecisely known coating properties must be sufficiently small. If this criterion is not met, the thickness measurement will be subjected to large measurement uncertainties, limiting the possibilities of process control. Besides these inherent requirements for a suitable measurement technique, there is also a practical aspect that needs to be considered for the use in industry applications—the costs of the measurement system.
Currently, techniques based on the optical distance measurements seem to be the closest to satisfying all the requirements for use in online, closed-loop control applications. Kuroda et al. (Ref 9) have already demonstrated their use as a basic control tool for stopping the process when the in situ measured coating thickness reached the target value. Despite this, the coating thicknesses differed from the reference measurements, which was attributed to the coatings’ surface roughness. Furthermore, the optical distance measurement techniques were also tested on industrial parts (Ref 10, 12). This paper expands on these previous works by analyzing the uncertainty associated with the in situ measurement of coating thickness using an optical distance measurement technique based on confocal distance sensors. As an alternative to the non-contact measurement method, pneumatically actuated length gauges were also used in the same in situ measurement configuration. The two sensing techniques were applied during atmospheric plasma spraying of samples in a carousel setup. Their performance is compared, where a destructive coating thickness measurement method serves as a reference measurement. Pros and cons of using different in situ coating thickness measurement techniques for process control applications are discussed.
Materials and Methods
Experimental Setup
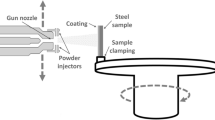
The coating setup used in this study is schematically shown in Fig. 1. Steel samples of dimensions 30 mm × 60 mm × 3 mm were mounted on a carousel arrangement with a diameter of 600 mm. An F4MB XL gun (Oerlikon Metco, Wohlen, Switzerland) was used with two injectors placed on opposite sides along the vertical axis. The injectors were offset 7 mm from the spray axis, and 2 mm from the nozzle exit. The nozzle had a diameter of 8 mm. The powder used in this study was yttria-stabilized zirconia (YSZ), 204NS-G (Oerlikon Metco, Wohlen, Switzerland).

Schematics of the coating setup
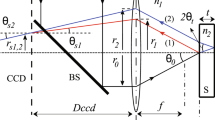
For the in situ measurement of the coating thicknesses during the spraying, the setup schematically shown in Fig. 2 was added perpendicular to the spray direction. Two distance sensors were used—one to measure the distance to the front side and another to the back side of the sample. In the first half of the investigation, two confocal distance sensors CL-L070 (Keyence, Osaka, Japan) with a working distance of 70 mm, resolution of 0.25 µm and linearity of ± 2.0 µm were used. In the second half, two pneumatically actuated length gauges ST 1287 (Heidenhain, Traunreut, Germany) with a working distance of 12 mm and accuracy of ± 1 µm were used as the distance sensors. In either case, the two sensors were installed on an invar plate to minimize the effect of thermal expansion on the relative positions of the sensors. For compensation of thermal expansion of the sample, a one-color pyrometer IN 5-L plus (LumaSense Technologies, Santa Clara, CA, USA) was used to measure the temperature in the vicinity of the thickness measurement position.

Schematics of the in situ coating thickness measurement setup added to the coating setup
The setup was used to measure the sample thickness before and after the coating. Each of these measurements was repeated 10 times. Before making the measurements after the end of the coating, it was waited for the sample to cool down. The setup was also used to measure the thickness during the coating, but only after spraying every two layers. For these measurements, the turn-table was briefly halted (ca. 5 s) and one measurement repetition performed before continuing with the spraying. The approach of stopping the turn-table instead of continuously measuring served the following purposes:
-
(1)
It made it possible to take measurements using the pneumatically actuated length gauges.
-
(2)
The plasma gun was moved away from its spraying position during the measurements, reducing the effect of its radiation on the optical sensors.
-
(3)
The thickness measurements were less noisy when having a stationary target.
-
(4)
The measurement position could be defined more precisely, thus a more accurate comparison with the destructive reference measurement method was made possible. The point at the middle of the sample width, 20 mm from the top was selected as the measurement position.
In order to evaluate the performance of the measurement technique at a wide range of thicknesses, samples with different thicknesses were produced. This was achieved by spraying different number of coating layers—6, 10, 14 and 18. Other process parameters were the same for all the runs as listed in Table 1. Average gun voltage during individual experiments ranged between 56.0 and 57.1 V. No sample preheating or active cooling was used. Before the coating, the samples were grit blasted with Al2O3 grit size #22, at a jet pressure of 3.5 bar, and under approximately 60° angle. For each number of layers (i.e., 6, 10, 14, and 18) two runs were conducted with each pair of sensors, resulting in a total of 16 runs.
Evaluation of In Situ Coating Thickness Measurements
The coating thickness measurement model used in this research is depicted in Fig. 3. It is based on a differential distance measurement of thicknesses before and after applying one or multiple layers of coating. Based on this model, the following two equations apply:
where \({s}_{j}\) is the sample thickness; \({d}_{\mathrm{Lj}}\) and \({d}_{\mathrm{Rj}}\) are the measured distances from the left and the right sensors to the sample, respectively; \({K}_{j}\) is the distance between the two distance sensors, which are fixed to an invar plate; \({\varphi }_{j}\) is the misalignment angle between the sensors’ line of sight and the sample’s normal; and \(c\) being the coating thickness. The indices \(j\in \{\mathrm{1,2}\}\) refer to conditions that govern before and after coating of a layer, respectively. It is considered that between the two measurements the sample temperature, the temperature of the invar plate, and the misalignment angle can change by \({\Delta T}_{s}\), \({\Delta T}_{K}\) and \(\Delta \varphi\), respectively. Assuming the thermal expansion of the sample and the fixture to be linear with coefficients \({\alpha }_{s}\) and \({\alpha }_{K}\) respectively, the coating thickness can be expressed as:

Model of coating thickness measurement—a differential distance measurement is performed before and after applying one or multiple layers of coating
The model from Eq 3 can be used to evaluate directly the thickness of the entire coating or just individual layers. Moreover, the model applies to both distance measurement sensors used in this study—the confocal sensors and the length gauges. The presented model is not complete and makes certain assumptions. Firstly, it is assumed that the two distance sensors are perfectly aligned. A well-executed alignment can result in a negligible contribution to the uncertainty compared to other effects. Secondly, it is assumed that the sample, coating, and fixture are all uniformly heated. Furthermore, only the temperature of the coating was measured due to spatial limitations in the experimental setup. Therefore, it was assumed that the coating and the sample are at the same temperature. Note that Eq 3 provides an estimate of the coating thickness \(c\) at the current temperature of the coating, which might be different from the room temperature at which the reference thickness measurements are done. Similar assumptions about the coating’s linear thermal expansion could be used to make up for this difference. However, since the total coating thicknesses are relatively small (i.e., below 400 µm), and since it was waited for the coating to cool down before measuring the total coating thickness after the spraying has finished, the effect of thermal expansion of the coating is negligible.
With the measurement model Eq 3, it is possible to estimate the uncertainty of the measured coating thickness following the GUM recommendations (Ref 14). The law of propagation of uncertainty is commonly applied. However, in this analysis, the Monte Carlo method (MCM) (Ref 15) was used, which provided a better insight into the probability density functions (PDFs) of the evaluated coating thicknesses. Based on the PDFs, the measurement estimates and the coverage intervals were obtained. The reason for the use of the MCM was to take into account the measurement repeatability more precisely. It was namely observed that the repeated measurements in certain runs displayed asymmetric distributions, which could be attributed to unknown, thus also unmeasured and unmodeled influences.
For the evaluation of the total coating thickness of each run, all 10 × 10 combinations of measurements before and after the coating were considered. For the unmeasured model parameters, it was assumed that they were independent and uniformly distributed. Their estimated ranges are given in Table 2. Explanations for the assumed ranges are also provided. By randomly selecting 104 samples from each parameter distribution, 104 different parameter sets were formed. This resulted in 106 model evaluations for each total coating thickness estimation. It should be noted that for the evaluation of the individual layer thicknesses, there was only one measurement repetition made. In order to get an estimate also of the influence of the measurement repeatability in this case, the same distributions of the measured parameters were assumed as they were observed for the measurements before and after the coating.
Reference Evaluation of Coating Thickness
To serve as the reference measurements in this study, the coating thicknesses were also measured by taking microscopic images of the coatings’ cross sections. An optical microscope was used with a 50× magnification. For a valid comparison, the images had to be taken at the same position of the sample as the in situ measurements. Therefore, the coated samples were cut along their widths, 20 mm from the top, and the images taken at the middle of the coatings’ cross sections. The preparation of the samples was done as per the ASTM E1920 standard (Ref 16).
Microscopic assessment of the coatings’ cross sections only allows to measure the thickness along one line, while the in situ methods measure the thickness around an area. In order not to rely on the thicknesses measured along just a single line, the coating thicknesses were evaluated with the microscope on both sides of the sample cut. Due to the width of the saw used for cutting of the sample, these two measurement lines were estimated to be a few millimeters apart. In order to evaluate the average coating thickness at each taken image, the thickness was evaluated at 10 equidistantly spaced points around an image, in accordance with the ISO 1463 standard (Ref 17). It is important to note that while the thickness at each of the 10 points of an image was calculated automatically, the points to be considered as the top and bottom of the coating were manually selected.
The reference thickness value at a measurement position was calculated as the average of the evaluated thicknesses at the two sides of the sample cut. The uncertainty in the reference thickness was estimated as the combined uncertainty of the experimental standard deviation of thickness measurements from both sides of the cut, and the uncertainty due to the repeatability of thickness measurement at an individual point of an image. The latter contribution was based on a small internal study with three well-experienced laboratory technicians. It assessed how different technicians judge differently what is considered to be the top and the bottom of the coating, as well as what is the repeatability of their judgements. For this study, each technician received the same 10 coating images in a randomized order. On each image, each technician had to measure the thickness at 10 predefined points, which were the same for all the technicians. The procedure was repeated on two separate days. The results of this study showed this contribution to be comparable in size to the experimental standard deviation, thus it was included in the evaluation. Other contributions to the uncertainty of the microscopic method were assumed to be negligible based on the performed calibration of the microscope.
Results and Discussion
Figure 4 shows the comparison between the reference and the in situ coating thickness measurements of the 16 produced coatings. The coatings where the confocal sensors were used for the in situ measurement are colored orange, and where the length gauges were used are colored blue. The error bars correspond to the intervals estimated to have a level of confidence of 95%. Four data clusters can be distinguished, which correspond to the four different numbers of coating layers applied.

Comparison of the reference and the in situ coating thickness measurements of the 16 produced coatings. The error bars correspond to the intervals estimated to have a level of confidence of 95%
From Fig. 4 it can be seen that the length gauges always measured higher thickness than the reference method. This difference stems from the way the two methods take into account the coating surface roughness. The length gauges were used with steel ball type contacts with a diameter of 3.2 mm. Therefore, what the length gauges measure is closer to the maximum coating thickness than its average, which is measured by the reference method. This means that the higher the coating surface roughness, the larger will be the error of the measurement with the length gauges. The confocal sensors should provide closer measurements to the reference method because they average the effect of the surface roughness better. The confocal sensors used in this study, namely measure the distance at four points around an area with a diameter of 0.6 mm. Nonetheless, from the relatively large measurement uncertainties in certain runs as well as the surprisingly low measurement in one run (i.e., the lowest point in the figure), it seems that the confocal sensors are more sensitive to disturbances than the length gauges.
Figure 5 displays how the thickness of the deposited layers changed during one run. In this run, 18 layers of coating were applied and the length gauges used for the in situ measurement. The thicknesses shown are for two deposited layers due to the measurement approach used. The error bars correspond to the intervals estimated to have a level of confidence of 95%. As already mentioned, the intervals were calculated assuming the same measurement repeatability as was observed in the repeated measurements done before and after the coating.

Example of how the thickness of each two deposited layers changed during one run where a total of 18 layers were sprayed and the length gauges used for the thickness measurements. The error bars correspond to the intervals estimated to have a level of confidence of 95%
Based on Fig. 5, it seems that the thickness of different layers changed significantly during the run despite keeping the process input parameters constant. However, it should be noted that the measurement uncertainty of roughly 6 µm is relatively large compared to the thickness of two layers (more than 10%). Moreover, this uncertainty estimation does not incorporate the dependence of the length gauges’ readings on the coating surface roughness, which further increases the measurement uncertainty. Similarly, the measurement uncertainty of the thickness of individual coating layers was relatively large also in the cases where the confocal sensors were used.
Figure 6 shows the histogram of the measured thicknesses of each two deposited layers from all the conducted experiments. Despite the relatively large measurement uncertainties of both techniques, it can clearly be seen from the figure that the layer thickness significantly varied despite keeping the process parameters constant. These results further confirm the need for online, closed-loop feedback control of the process, which would minimize such variations.

Histogram of thicknesses of each two deposited layers from all experiments
Nonetheless, due to the relatively large uncertainty in the layer thickness measurements of the techniques used in this paper, they might not prove to be the best option for an application of controlling the coating process by monitoring the thickness of the individual deposited layers. For such an application, the thickness measurement technique based on the optical distance measurement of individual coating layers, as described by Nadeau et al. (Ref 11, 12), could prove to be more appropriate. Nadeau et al. reported a measurement precision of layer thickness of about 2 µm that is independent of the surface roughness as well as of thermal expansion, thus should result in a more stable feedback signal for process control. However, the two sensing techniques presented in this paper have an inherent advantage when used for controlling the total coating thickness. Their measurement uncertainties increase only slightly with the thicknesses of the coatings as seen from Fig. 4. For comparison, the technique by Nadeau et al. calculates the total coating thickness \(C\) by summing the thickness of individual layers (Eq 4). The measurement uncertainty \(u\left(C\right)\) of the calculated total thickness in that case depends on the number of layers coated \(N\), according to Eq 5:
where \({L}_{i}\) are the measured thicknesses of the individual coating layers, \(u\left(C\right)\) the uncertainty in the total coating thickness, and \(u\left(L\right)\) the uncertainty of the individual coating layer thicknesses—assuming they are uncorrelated and the same for each measured value. Therefore, the uncertainty in the total coating thickness might be larger for this method for thicker coatings than the uncertainty when using the length gauges or the confocal sensors as presented in this paper.
Conclusions and Outlook
An optical distance measurement technique based on confocal distance sensors and a contact measurement technique based on pneumatically actuated length gauges were used for in situ coating thickness measurements. Their performance was compared and their measurement uncertainties evaluated. For comparison, a destructive coating thickness measurement method served as a reference measurement.
The comparison showed that the length gauges were subjected to smaller measurement uncertainties than the confocal sensors, hinting that the latter are more sensitive to disturbances. The comparison between the in situ and the reference measurements showed that the length gauges measure higher thicknesses than the reference due to their dependence on the surface roughness.
Despite the limitations of the two sensing techniques, both could be improved upon in the future. Isolating the confocal sensors from the plasma radiation could possibly improve their repeatability due to less disturbances from the environment. The dependence of the measurements with the length gauges on the surface roughness could be compensated for by including an in situ topography sensor.
Furthermore, the uncertainty analysis of different in situ coating thickness measurement techniques showed that the sensing technique applied should be selected based on the targeted control strategy. In the case of process control based on monitoring the thickness of the individual deposited layers, a measurement technique, which measures directly the thickness of the deposited layers, seems to be more suitable than the two sensing techniques used in this research because of the lower measurement uncertainty. However, the techniques from this study are more appropriate for applications of controlling the total coating thickness because their measurement uncertainties are less dependent on the total coating thickness, resulting in overall smaller uncertainty.
References
D. Wroblewski, G. Reimann, M. Tuttle, D. Radgowski, M. Cannamela, S.N. Basu and M. Gevelber, Sensor Issues and Requirements for Developing Real-Time Control for Plasma Spray Deposition, J. Therm. Spray Technol., 2010, 19(4), p 723-735.
G. Mauer, K.-H. Rauwald, R. Mücke and R. Vaßen, Monitoring and Improving the Reliability of Plasma Spray Processes, J. Therm. Spray Technol., 2017, 26(5), p 799-810.
ISO 14923:2003, Thermal Spraying—Characterization and Testing of Thermally Sprayed Coatings, ISO, 2003
L. Yong, Z. Chen, Y. Mao and Q. Yong, Quantitative Evaluation of Thermal Barrier Coating Based on Eddy Current Technique, NDT E Int., 2012, 50, p 29-35.
Y. Ren, M. Pan, D. Chen and W. Tian, An Electromagnetic/Capacitive Composite Sensor for Testing of Thermal Barrier Coatings, Sensors, 2018, 18(5), p 1630.
C. Bescond, S.E. Kruger, D. Lévesque, R.S. Lima and B.R. Marple, In-Situ Simultaneous Measurement of Thickness, Elastic Moduli and Density of Thermal Sprayed WC-Co Coatings by Laser-Ultrasonics, J. Therm. Spray Tech., 2007, 16(2), p 238-244.
R. Shrestha and W. Kim, Evaluation of Coating Thickness by Thermal Wave Imaging: A Comparative Study of Pulsed and Lock-in Infrared Thermography—Part II: Experimental Investigation, Infrared Phys. Technol., 2018, 92, p 24-29.
D. Ye, W. Wang, H. Zhou, J. Huang, W. Wu, H. Gong and Z. Li, In-Situ Evaluation of Porosity in Thermal Barrier Coatings Based on the Broadening of Terahertz Time-Domain Pulses: Simulation and Experimental Investigations, Opt. Express, 2019, 27(20), p 28150.
S. Kuroda, T. Fukushima and S. Kitahara, In Situ Measurement of Coating Thickness During Thermal Spraying Using an Optical Displacement Meter, J. Vac. Sci. Technol. A, 1987, 5(1), p 82-87.
X. Ma and P. Ruggiero, Nondestructive Evaluation and Analyses of Thermal Spray Coatings: Latest Technology Progresses and Case Studies, ed. by F. Azarmi, K. Balani, T. Eden, T. Hussain, Y.C. Lau, L. Hua, K. Shinoda, F.-L. Toma, and J. Veilleux. Thermal Spray 2018: Proceedings from the International Thermal Spray Conference, May 7-10, 2018 (ASM International, Orlando, Florida, 2018), pp. 54-61
A. Nadeau, L. Pouliot, F. Nadeau, J. Blain, S.A. Berube, C. Moreau and M. Lamontagne, A New Approach to Online Thickness Measurement of Thermal Spray Coatings, J. Therm. Spray Technol., 2006, 15(4), p 744-749.
A. Nadeau, L. Pouliot, F. Nadeau, J. Blain, S.A. Berube, C. Moreau, and M. Lamontagne, Online Coating Thickness Monitoring: Conclusive Results from Early Industrial Implementations, ed. by B.R. Marple, M.M. Hyland, Y.C. Lau, C.-J. Li, R.S. Lima, and G. Montavon, Thermal Spray 2007: Global Coating Solutions, May 8-11, 2007 (Springer, Beijing, 2007), pp. 860-866
N.D. Trail, M.W. Kudenov and E.L. Dereniak, In Situ Fringe Projector Development for Thermal Coating Deposition, Opt. Eng., 2014, 53(7), p 074105.
BIPM, IEC, IFCC, ILAC, ISO, IUPAC, IUPAP and OIML, Evaluation of Measurement Data — Guide to the Expression of Uncertainty in Measurement, JCGM 100:2008 (2008), http://www.bipm.org/utils/common/documents/jcgm/JCGM_100_2008_E.pdf
BIPM, IEC, IFCC, ILAC, ISO, IUPAC, IUPAP and OIML, Evaluation of Measurement Data—Supplement 1 to the ‘Guide to the Expression of Uncertainty in Measurement’—Propagation of Distributions Using a Monte Carlo Method, JCGM 101:2008 (2008), http://www.bipm.org/utils/common/documents/jcgm/JCGM_101_2008_E.pdf
ASTM E1920–03 (2014), Standard Guide for Metallographic Preparation of Thermal Sprayed Coatings (ASTM International West Conshohocken, PA, 2014), https://doi.org/10.1520/E1920-03R14.
ISO 1463:2021, Metallic and Oxide Coatings—Measurement of Coating Thickness—Microscopical Method, ISO, 2021
Acknowledgments
The work conducted in this study was part of the project ACTIV financed by Innosuisse—Swiss Innovation Agency, Grant No. 37896.
Funding
Open access funding provided by Swiss Federal Institute of Technology Zurich.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is an invited paper selected from presentations at the 2022 International Thermal Spray Conference, held May 4–6, 2022 in Vienna, Austria, and has been expanded from the original presentation. The issue was organized by André McDonald, University of Alberta (Lead Editor); Yuk-Chiu Lau, General Electric Power; Fardad Azarmi, North Dakota State University; Filofteia-Laura Toma, Fraunhofer Institute for Material and Beam Technology; Heli Koivuluoto, Tampere University; Jan Cizek, Institute of Plasma Physics, Czech Academy of Sciences; Emine Bakan, Forschungszentrum Jülich GmbH; Šárka Houdková, University of West Bohemia; and Hua Li, Ningbo Institute of Materials Technology and Engineering, CAS.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hudomalj, U., Fallahi Sichani, E., Weiss, L. et al. Analysis and Comparison of Two Different Sensing Techniques for In Situ Coating Thickness Measurements. J Therm Spray Tech 32, 673–680 (2023). https://doi.org/10.1007/s11666-022-01508-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-022-01508-8