
Abstract
Alumina is often used for electrical insulation. However, different material systems promise to increase the insulation due to their material characteristics. Because of the process properties including high cooling rates, thermally sprayed coatings generally differ from sintered material, which also effect the electrical properties. Within this study, different thermally sprayed coatings are analyzed via impedance spectroscopy to evaluate the capacitive and the electrical insulation behavior. Besides comparing the frequency-dependent resistance, equivalent circuit diagrams were used to calculate the relative permittivity of the coatings. X-ray diffractograms reveal the phase stability of the coatings during thermal spraying. X-ray diffraction was additionally conducted to classify the systems and the respective effects. In particular, the investigated mullite-based coatings exhibit slightly increased impedance values compared to conventionally used alumina-based coating systems.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Alumina-based coatings applicated by thermal spraying are already used among a broad range of applications in the field of electrical insulation (Ref 1,2,3). The relatively high electrical resistivity of thermally sprayed alumina coatings can vary from ρ = 5 \(\cdot \) 107-3 \(\cdot \) 1010 Ω m for thermally sprayed coatings (Ref 4). Reason for the variation of this value can be differences in coating structure as well as in the phase composition. Moreover, the electrical resistivity of thermally sprayed coatings can as well differ from sintered bulk materials due to the formation of γ-alumina and differences in the coating structure compared to the thermally sprayed coatings. For thermally sprayed alumina coatings, the feedstock material consists of α-alumina, whereas the coating predominantly consists of metastable γ-alumina because of the high cooling rates of the process, known to be highly hygroscopic (Ref 5, 6). The crystallographic system of α-alumina is present in a hexagonal closest packing (hcp). The metastable γ-alumina phase is known to be a defect spinel structure. In a defect spinel structure, several interstices are not occupied. According to different publications in the literature, the water adsorption into the crystallographic lattice of the oxide ceramics takes place at Al vacancies in the crystal lattice. These vacancies are introduced in the γ-alumina by less tetrahedrally coordinated Al and increased amounts of octahedral Al. This causes the metastable alumina phase to be highly hygroscopic, as the water molecules are not sterically hindered. (Ref 7,8,9)
Various publications investigate the influence of the coating parameters, different coating processes as well as different alumina compositions on the electrical properties (Ref 4, 10, 11). Toma et al. (Ref 9) additionally compared the behavior of spinel and alumina coatings in one study, wherein high velocity air-fuel (HVAF) spraying and atmospheric plasma spraying (APS) were used to apply the coatings. HVAF-sprayed spinel showed the highest dielectric strength and the lowest influence caused by high air humidity levels in the surrounding atmosphere (Ref 9). The crystallographic structure of spinel coatings is built by oxygen forming a cubic close-packed lattice, in which the tetradic interstices are occupied with Mg2+ and the octadic interstices with Al3+ ions.
Compared to alumina, spinel exhibits a significantly higher phase stability during the thermal spraying process when a stoichiometric composition is present. According to Schlegel et al. (Ref 12), only non-stoichiometric spinel, meaning spinel composition with an increased amount of alumina, for example, leads to phase transformation during the thermal spraying process caused by the decomposition of alumina and MgO. In addition, Figure 1 displays the phase diagram for alumina and MgO with the spinel phase MgAl2O4. The spinel phase starts at low temperatures with a composition of 71.67 % alumina and 28.33 % MgO by mass and expands at higher temperatures. Braulio et al. describe this phase expansion of the spinel phase to high temperatures, which is also a possible explanation for the phase stability of these compositions during thermal spraying (Ref 13).

Phase diagram of spinel (Ref 13). Reprinted with permission from Elsevier
A further alumina-based material is mullite (Al2O3·SiO2). Among other things, mullite is used in aircraft gas turbine engines, but also as a heat shield for re-entry spacecraft (Ref 14). Reasons for the application of mullite under immense thermal stresses include, for example, the high thermal stability (Ref 15) and low susceptibility to cracking (Ref 16). In Fig. 2, it can be depicted that mullite is present as an intermediate phase at about 70-73 % Al2O3 and 30-27 % SiO2 by mass. As bulk material, mullite is known due its chemical stability, corrosion resistance and creep resistance (Ref 14, 17). With high cooling rates, amorphous components are preferentially formed, which is particularly noticeable in thermally sprayed mullite coatings (Ref 16, 18). In the case of thermally sprayed coatings, the process parameters and the type of feedstock material show a great influence on the phase formation and thus on the electrical properties of mullite. Garcia et al. (Ref 18) already investigated that different feedstock materials have an influence on the formation of crystalline or amorphous phases.

Phase diagram of mullite (Ref 30). Reprinted with permission from Taylor & Francis
In summary, the mentioned oxide ceramic materials have the following characteristics in common: high melting points, high electronic resistance and an ionic bond type. When these materials are applied as a coating by thermal spraying, high process temperatures are necessary to melt or partly melt the particles, which results in high cooling rates of the splats. According to the previously mentioned literature, a phase change occurs for alumina and mullite caused by the high cooling rates. Furthermore, differences in the phase formation can also occur between splats within the same coating. These can result in a local deviation of the electrical insulation and capacitive properties and in sum define the properties of the whole coating.
In this work, a review of the oxide ceramic dielectric coating materials alumina, spinel and mullite is conducted, because they represent a promising choice of material for current but also future electrical insulation applications. In the case of the electrical mobility sector, higher loads such as steeper voltage increases including higher voltage amplitudes and higher frequencies up to the MHz-regime will be applied for higher efficiencies. Therefore, further research of thermally sprayed electrical insulation coatings is necessary to adjust the coatings to the surrounding load collective. The different investigations of the phase stability, the coating structure, and the resulting electrical insulation and capacitive properties are correlated with investigate the properties of every single system aiming to present a variety of properties for thermally sprayed electrical insulations coatings. Within the total insulation properties of the coatings, the ohmic resistance is in general correlated with small frequencies, whereas the capacitive resistance is more important for higher frequencies. Therefore, the impedance measurement is a promising measurement technique to investigate and compare thermally sprayed coatings.
Experimental Set-up
Coating Parameters
The investigated oxide ceramic coatings were applied using the APS-system TriplexPro-210 by Oerlikon Metco (Winterthur, Switzerland) with a Ø = 9 mm plasma nozzle. The flat 100Cr6-substrates were rotating during the coating process to imitate the relative motion of a radial coating deposition, i.e., for bearing coating. The free jet was perpendicular to the sample’s surface during the whole process. The directions of motion are displayed in Fig. 3.

Schematic of the samples motion and mounting during the thermal spraying process (Ref 19)
The different coating materials and parameters are listed in Table 1. The grain fraction of the coating materials is in a similar range, while the process parameters differ, because of the different melting points and particle morphologies. The higher powder feed rate of spinel can be explained by its spherical particle shape, which increases the feed rate. For all coatings, hydrogen was additionally used as process gas to argon to enhance the deposition efficiency by increasing the particle temperature during coating deposition. During the process, pressured air was used for cooling the substrates.
Impedance Measurement
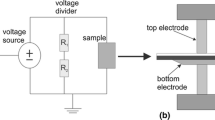
The electrical insulation and capacitive properties of the samples were investigated by impedance spectroscopy. Therefore, the Reference600+ potentiostat from Gamry Instruments (Warminster, the USA) was used to apply an alternating voltage onto the samples. With a previously developed sample mounting, the samples were reproducibly contacted and the impedance was measured (Ref 19). The measurement set-up and parameters were validated in cooperation with Schaeffler Technologies AG & Co. KG (Herzogenaurach, Germany). The sample mounting is displayed in Fig. 4. The clamps evenly press the electrodes and the sample together to prevent an air gap, which can falsify the results. For this reason and to ensure reproducibility and comparability among the different oxide ceramic samples for further investigations, these samples were post-treated identically. The samples were first sealed in the as-sprayed state with the epoxy-based sealer HM RT #2510 from DIAMANT Metallplastic GmbH (Mönchengladbach, Germany). The sealer has a viscosity of 25 s according to DIN 53211. The sealer was applied uniformly according to standards of the manufacturer with a pipette on each sample. Moreover, an especially developed permeability test was conducted by DIAMANT Metallplastic GmbH to give prove of a complete and sufficient sealer infiltration in the coating. The mentioned testing method is further described in the publication of Elsner et al. (Ref 20).

Newly developed measurement set-up for impedance measurement of flat specimen (Ref 19)
After the curing of the sealer, the organic topcoat was removed by grinding. To ensure that the ceramic coatings are plan parallel for the impedance measurement, the samples were then uniformly ground by a cup grinder. The roughness value Ra after grinding was at Ra = 0.2 for the investigated samples.
According to the introduction mentioned application of the electromobility, a frequency range of 0.1 Hz \(\le\) f \(\le\) 1 MHz with a voltage amplitude of û = 3.54 V was applied. The samples were measured in laboratory atmosphere with relative air humidity levels of about 30-50 % and room temperature. For each coating system, three similar samples were compared. The resulting Bode plots represent the normalized impedance Z along the frequencies and are compared in the results section. The measurement area equals A = 707 mm2.
The theoretical background of the impedance measurement is explained in the following. All assumptions are based on the simplification of the dielectric coatings equalling an ideal plate capacitor. The impedance Z, also known as alternating current (AC) resistance, includes the ohmic resistance R and the reactance X. In general, Z is written according to Eq 1:
with ω: angular frequency (= 2 π f), f: frequency, C: capacitance
As the investigated thermally sprayed coating is an insulating material between conducting material, an ideal plate capacitor can be assumed as equivalent circuit. Here, the ohmic resistance R represents the DC-behavior of the coating, whereas the capacitive part C predominantly specifies the frequency-dependent dielectric behavior of the coating. The overall impedance of the parallel connection of an ideal plate capacitor is given in Eq 2:
The overall impedance consists of a frequency independent ohmic part ZR and a frequency dependent capacitance part ZC, see Fig. 5. The given impedance can be depicted from the net impedance curve following the path of the lowest impedance, which is colored black in Fig. 5. For high ohmic materials in a dry state, the ohmic part is often not visible with the measurement set-up and the parameters described above. Therefore, the capacitive part is more relevant for the following. The capacitance C is given in Eq 3: Here, the relative permittivity εr is a material constant describing the polarizability of the given insulating material. The influence of the coating structure of the thermally sprayed coatings, as well as the different phase compositions, can influence the dielectric constant among other things. Furthermore, in case of an alternating current, the dielectric constant εr is a complex variable, also containing the dielectric losses. With increasing frequencies, also, these losses increase, which results in a decrease of the impedance. The explanation for this is that the charge separation in the insulating medium has a certain inertia. With increasing frequency, the charge separation is not able to follow the external electrical field, which is the reason for the decreasing impedance value Z for higher frequencies.
with the measured area A and the thickness d of the coating, hence the dielectric medium. The coating thickness was determined according to ISO 2178 using the Dualscope® MP 40 (Helmut Fischer GmbH, Sindelfingen, Germany).

Schematic of a Bode plot (black) from the impedance measurement with a frequency independent ohmic resistance part (red dotted) and a capacitance part (blue dotted), the black line is the net curve
For comparison of the different coatings in this study, Bode plots are used to display the frequency-dependent behavior of the coatings. Additionally, a fitting function of the Gamry Echem Analyst software determined the capacitance. For this fitting, an equivalent circuit diagram was chosen. In the case of the ideal plate capacitor, a so-called RC-diagram was chosen, which includes an ohmic resistor and a capacitor in parallel. After this, the simplex method with “auto fit” fitted the Bode plot. A downhill simplex method is used to for the fitting according to Nelder et al (Ref 21). With knowing the capacitance C from fitting parameters and the values of the samples area A and coating thickness d, Eq 3 is used to calculate the real permittivity εr for all frequencies. Contrary to the impedance Z, the relative permittivity εr is a material constant and not dependant on the geometry or coating thickness. However, it should be noted that the investigated relative permittivity εr is a superstition of all the different εr values of the different coating areas, such as the interface region, splats with different phases, pores and micro-cracks and the sealer. Because of this, the sealer was equal for all ceramic coatings, and additionally, the coating structure was investigated to correlate the porosity and micro-crack content to the electrical properties.
Evaluation of the Coating Structure
Besides pores, micro-cracks are characteristic for APS-sprayed ceramic coatings as they form during the rapid solidification of the spray particles when hitting the substrate’s surface (Ref 22, 23). These micro-cracks have a much smaller radius leading to the high capillary forces compared to the pores, which is very important for the infiltration of the sealer (Ref 24). A difference in sealer infiltration for the ceramic coatings can also influence the electrical insulation and capacitive properties as the relative permittivity of gas-filled pores or micro-cracks differ from the sealer-filled areas. The infiltration depth of the sealer was conducted by the mentioned permeability test by DIAMANT Metallplastic GmbH. However, measuring the percentage of pores filled by the sealer quantitatively was not possible within the scope of this article.
The porosity and the content of the micro-cracks of were investigated by microscopic images of cross sections on the scanning electron microscope (SEM) Phenom XL G2 from ThermoFisher Scientific Inc., (Waltham, the USA). By using SEM, micro-cracks can be identified. The metallographic sample is electrically contacted with graphite tape and is sputtered with gold for 10 s with 30 mA. In total, nine images per coating with 750x magnification are acquired by applying an acceleration voltage of 15 kV in SE-mode. Image analysis is conducted via the open-source tool FIJI (2.1.0/1.53c.) which is also publicized in (Ref 25). As the whole amount of coating defects including pores and micro-cracks is necessary for the correlation to the electric properties of the coatings only SEM images were investigated. The approach for the analysis of the SEM and light microscopic images differs in the measured porosity due to the difference of magnification and the general detection mode.
In Fig. 6, the process of the image analysis with FIJI is depicted. The cropped images are segmented manually by standard settings of the FIJI plugin ‘Trainable WEKA Segmentation’ (v.3.9.4), according to (Ref 26). For SEM images, a training class for micro-cracks is added. The ‘classified image’ is binarized via FIJI manual threshold ‘Default.’ In this step, for SEM images, two binaries can be generated: one showing pores and bulk material and another displaying cracks and bulk material. To determine porosity and percentage area, the FIJI function ‘Analyse particles’ for each binary is applied.

Schematic process of image analysis regarding cracks and pores with FIJI
Evaluation of the Crystallographic Phases
The investigation of the coatings was conducted by x-ray diffraction with the XRD 3000 from Seifert (Schnaittach-Hormersdorf, Germany). CuKα radiation with a wavelength of λCuKα \(\approx \) 1.54 Å according to (Ref 27) was used. The reflex position of the different coatings is given by the International Centre for Diffraction Data (ICDD). The card numbers are given in the legend of the XRD diffractograms. All coatings were investigated and compared to the feedstock material in powder state.
Results and Discussion
Impedance
All presented results from impedance measurement are normalized to the measured area A and coating thickness d resulting in the unit Ωm. Figure 7 and 9 displays the Bode plot and the phase angle of three equally produced coatings each for the different coatings systems. Starting with mullite in Fig. 7, the sample Mullite 3 shows a high deviation from the other coatings in the low-frequency regime 0.1 ≤ f ≤ 10 Hz, which is also detectable in the phase angle being comparably higher than Mullite 1 and 2. A perfect capacitive behavior of the coating results in a phase angle at \(\varphi \,\)= − 90°, whereas the behavior of a ohmic resistor is at \(\varphi\) = 0°. Contrary to this, the two other mullite coatings display an equal curve progression in impedance and phase angle. Regarding the differences in coatings thicknesses of dMullite1 = 378 µm, dMullite2 = 362 µm and dMullite2 = 271 µm, Mullite 3 exhibits the lowest coating thickness. In general, increasing coating thickness would lead to increased impedance as the capacitive C would decrease. Also, the decreased coating thickness might result in a different behavior in the low-frequency regime of the impedance measurement despite the thickness nominated results.

Impedance plot and phase angle of three equal mullite coatings of one parameter
For spinel in Fig. 8, the three analyzed coatings also show differences in the phase angle in the range of 0.1 Hz ≤ f ≤ 10 Hz. Furthermore, starting from 104 Hz the phase angle of the coating Spinel 3 increases and therefore does not follow the perfect capacitive behavior. This is also visible in the Bode plot resulting in an increased impedance compared to spinel 1 and 2. Regarding the coating thicknesses dSpinel1 = 246 µm, dSpinel2 = 279 µm and dSpinel2 = 247 µm, the coatings are in the same range of coating thickness.

Impedance plot and phase angle of three equal spinel coatings of one parameter
Lastly, alumina coatings were compared. The three different Bode plots from the coatings can be depicted from Fig. 9. Compared to the other coatings almost no deviation between the conducted impedance measurements was detectable. Regarding the phase angle, there are stronger deviations for spinel and mullite present. These can be explained by variating coating thicknesses of the different samples. Furthermore, different subsystems such as sealer, pores and different phases are present in the samples, which might influence the phase angle. Further investigations of the several subsystems are necessary to investigate these deviations.

Impedance plot and phase angle of three equal alumina coatings of one parameter
For comparison of the coating systems, the median values of three coatings for a single impedance value |Z| at three different frequencies are given in Table 2. For all frequencies, the coatings systems are all in the same magnitude. However, spinel shows the lowest impedance in all frequencies.
In summary, the choice of feedstock material for thermal spraying results in differences in the coating characteristics. For dielectric materials, the relative permittivity or dielectric constant εr varies among different materials. As explained in the beginning, the relative permittivity εr mainly describes the polarizability of a dielectric medium. With higher polarizability, a medium is of a factor εr more conductive compared to the vacuum. Following Table 3 should give an overview of the dielectric constant and specific resistivity ρ of different coating materials addressed in this work and compares it to values from the literature of thermally sprayed coatings and bulk material. Despite the differences in phase angle, the described fitting model was used over the whole measurement range of f = 0.1 Hz-5 MHz to enhance the accuracy of the fitting.
In the literature, the relative permittivity of alumina bulk material is about εr = 9.4. Compared to this, Pawlowski (Ref 4) investigated thermally sprayed coatings with varying values of relative permittivity of εr = 6-8 at f = 1 kHz, which can be explained by the differences in alumina feedstock materials, post-treatments and coating structures. Mullite as a bulk material exhibited a relative permittivity of 6.5 (Ref 28) to εr = 6.7 (Ref 17). According to Ctibor et al. (Ref 29), the relative permittivity of mullite in the sprayed state is similar to that of the bulk material. These mullite coatings of Ctibor et al. (Ref 29) are produced by water-stabilized plasma system (WSP®) and a porosity of 7.8 %. The relative permittivity of plasma-sprayed spinel coatings according to (Ref 3) is εr = 8.1 for coatings on Ti substrates with a thickness of d = 72 µm measured at f = 10 kHz. In comparison, the value of relative permittivity of solid materials is εr = 8.3 and thus in the range of thermally sprayed spinel coatings. Compared to alumina, this value is lower than the relative permittivity of alumina bulk material. The relative permittivity is connected to the dielectric properties and relevant for the coating properties at higher frequencies. In general, the specific ohmic resistance ρ is relevant for lower frequencies and shows the ohmic behavior of the coatings. Within this publication, an ohmic behavior of the coatings is almost not noticeable in the Bode plots as it is much higher than the capacitive resistance.
Compared to the values in the literature, alumina has the highest deviation of the permittivity values between bulk and coating material. This can be explained by the low phase stability during the spraying process and following the formation of different amounts of phases depending on the process parameters. As most bulk materials are present in the α-alumina phase, the thermally sprayed alumina coatings predominantly consist of γ-alumina. Therefore, a difference in the relative permittivity is reasonable, due to different values of the relative permittivity εr for α- and γ-alumina.
The measured values for the relative permittivity within this work are displayed in Table 3 and show slightly lower values than to the ones found in the literature for thermally sprayed coatings. One reason could be a difference in the sealer or the use of a sealer in general within this work. The sealer as an organic material can influence the relative permittivity of the whole coating system and can decrease the relative permittivity. Another reason can be that the value is calculated from a fitting of the Bode plot over a frequency range of 0.1 ≤ f ≤ 5 MHz, whereas mostly, in the literature, the value was measured for only one frequency. Nevertheless, the trend is comparable to the literature as the mullite and alumina coatings are in the same range of the relative permittivity and spinel comparingly exhibits higher values.
Coating Structure
The cross sections are displayed in the following Fig. 10. All investigated ceramic coatings consist of pores and micro-cracks. For spinel a higher number of micro-cracks is visible, which correlates to the results of the image analysis and can also be depicted from Fig. 10. Correlating the coating structure to the impedance measurements, spinel shows the highest defect content in the coating but the lowest impedance values among the whole frequency regime. As defects usually influence the dielectric properties in dry conditions, it is assumed that within this comparison, the dielectric behavior is mainly determined by the dielectric properties of the chosen coating material and the deviation of the defect does not predominantly control the dielectric properties of the coating system. Additionally, mullite shows a dense coating, which can be also depicted from the low defect density in the table of Fig. 10. In particular, the number of micro-cracks strongly differ from the other ceramic coatings. Compared to the XRD diffraction, a amorphous characteristics are present in the coating, which can result in a less brittle behavior and consequently in a decreased amount of micro-cracks in the coating. Referring to the impedance measurement, mullite and alumina show similar behavior. Focusing on the coating structure on the other sides, spinel and alumina are more similar. Consequently, within these measurement conditions, the coating structure is not predominantly influencing the capacitive values of the thermally sprayed coatings.

SEM images of the cross sections of the ceramic coatings including the results form image analysis from FIJI in a bar diagram and the according values in the table below
XRD Results
For comparison to the literature and comparison of the produced coatings among each other, the present phases in the coating can differ to these of the bulk material and influence the electrical properties. For all samples, the feedstock material is compared to the coating by XRD measurement. Figure 11 displays the difference of phases between alumina feedstock material and the coating. As expected, and correlating to the literature, the γ-alumina phase is predominantly present in the coating, whereas the feedstock material consists of α-alumina. This is especially visible for the reflexes between 2θ = 40° and 45°.

Comparison of the XRD results of a thermally sprayed alumina coating and the used alumina feedstock material
In Fig. 12, mullite shows only few characteristic reflexes and a high amount of braking radiation. The braking radiation is connected to the presence of SiO2 in the feedstock material. Due to the high cooling rates, SiO2 forms amorphous phases when solidifying at the cool substrate surface. According to Miller et al. (Ref 16), the SiO2 in the mullite stable phase in the composition 3Al2O3·2SiO2 precipitates to maintain the thermodynamic stability, which provides a sufficient amount of glass-forming phases. The other phases present in the coatings correlate to the thermodynamic stable phase mullite and can also be depicted from the reflexes in Fig. 12. The amount of amorphous phases was not analyzed quantitatively in this publication. However, a variation of the amorphous phase content could affect the capacitive behavior of the coating.

Comparison of the XRD results of a thermally sprayed mullite coating and the used mullite feedstock material
Different to mullite and alumina, one main characteristic of spinel is the phase stability.
Figure 13 emphasizes the phase stability, which correlates to previous results from the literature. Even though spinel does not show the highest impedance values compared to alumina and mullite, when it comes to preventing water-uptake into the coating via the crystallographic lattice, spinel can be advantageous to prevent water uptake, which was shown by Toma et al. (Ref 9) for HVOF-sprayed spinel coatings compared to alumina.

Comparison of the XRD results of a thermally sprayed spinel coating and the used spinel feedstock material
Summary and Conclusion
To summarize, APS was used to apply mullite, spinel and alumina coatings on rotating samples. Impedance measurement was conducted to determine the capacitance C for the samples by simplex method. The relative permittivity εr was calculated according to the given equations. Hence, the measurement technique is a powerful tool to provide many specific data for electrical insulation coatings, especially regarding new development of insulating coatings with adapted properties. For further investigations, the XRD measurement was used to evaluate the phase composition of the feedstock material by comparing the diffractograms of the coating and the feedstock material. The micro-crack content and the pore content were determined on SEM images of cross sections of the coatings. Regarding the investigated samples, the following main results can be concluded:
-
Spinel has the highest phase stability, and as expected no amorphous phases are detected. The relative permittivity shows the highest value which equals to the lowest impedance. Furthermore, spinel coatings have the highest number of structural defects in the coating in form of pores and micro-cracks. In dry conditions, a higher number of coating defects lead to an increased impedance. Due to the increased relative permittivity of the coating, the comparingly higher amount of coating defects was not enough to exhibit higher impedance values in the high-frequency regime. Therefore, the properties of spinel strongly differ to the other investigated oxide ceramics. Despite the lowest impedance values, spinel might be a good candidate for special applications in higher temperatures because of its high phase stability.
-
Within the APS-sprayed ceramic coatings, mullite is a promising candidate for higher impedance values than conventionally used alumina. Therefore, for applications mullite shows a possibility to increase the electrical insulation properties and also decrease the necessary coating thickness while maintaining the same insulation and capacitive properties compared to alumina. Additionally, no phase transition, but the formation of amorphous phases was depicted, which can be preferable compared to alumina when a high-performance electrical insulation under humidity is important.
-
Referring to the chosen analyzation methods impedance measurement, XRD and SEM, correlating these methods can be useful to present a qualitative overview of the investigated coatings. The qualitative overview can be powerful for iteratively adapting coatings for industrial applications. Moreover, the combination of these investigations can present new knowledge of correlations between crystallographic phases, dielectric behavior and microscopic defects of the developed coatings. One major challenge is the superstition effects of the present phases and coating structure on the dielectric behavior and therefore the relative permittivity. More research must be conducted to distinguish and evaluate the predominant effects of the coating characteristics on the dielectric behavior, especially regarding the general imperfections of thermally sprayed coatings.
According to the impedance measurement results, mullite is a good candidate for high-performance electrical insulation applications for high-frequency regimes. The mentioned crystal structures allow it to differ and adapt the electrical insulation and capacitive properties by the ratio of alumina to SiO2 or the thermal spraying process leading to different cooling rates with one and the same feedstock material. As the formation of amorphous phases can reduce the impedance of the coating, due to the formation of new energy levels in the band gap regions for the band diagram, the formation of amorphous phases should be suppressed. Therefore, less amount of SiO2 in the feedstock material should be chosen or the cooling rate during spraying process should be decreased.
Abbreviations
- A :
-
Area
- AC:
-
Alternating current
- APS:
-
Atmospheric Plasma Spraying
- C :
-
Capacitance
- d :
-
Coating thickness
- ε r :
-
Relative permittivity
- f :
-
Frequency
- ICDD:
-
International Centre for Diffraction Data
- hcp:
-
Hexagonal closest packing
- Mullite:
-
2Al2O3·SiO2
- R :
-
Ohmic resistance
- R p :
-
Ohmic resistance in parallel
- SEM:
-
Scanning electron microscopy
- Spinel:
-
MgAl2O4.
- ω :
-
Angular frequency (= 2 π f).
- WPS:
-
Wet powder spraying
- v OF :
-
Surface velocity
- X :
-
Reactance
- XRD:
-
x-ray diffraction
- Z :
-
Impedance
- Z C :
-
Frequency-dependent capacitance part of impedance
- Z R :
-
Frequency independent ohmic part of impedance
References
K. Bobzin, W. Wietheger, M.A. Knoch and S.R. Dokhanchi, Estimation of Particle Mass Flow Rate in Free Jet Using In-Flight Particle Diagnostics in Plasma Spraying, J. Therm. Spray Technol., 2020, 29(5), p 921-931. https://doi.org/10.1007/s11666-020-01027-4
H. Weng, F.L. Duan, Z. Ji, X. Chen, Z. Yang, Y. Zhang and B. Zou, Electrical Insulation Improvements of Ceramic Coating for High Temperature Sensors Embedded on Aeroengine Turbine Blade, Ceram. Int., 2020, 46(3), p 3600-3605. https://doi.org/10.1016/j.ceramint.2019.10.078
S. Sampath, J. Longtin, R. Gambino, H. Herman, R. Greenlaw and E. Tormey, Chapter 9 - Direct-Write Thermal Spraying of Multilayer Electronics and Sensor Structures: Direct-Write Technologies for Rapid Prototyping, Elsevier, Amsterdam, 2002.
L. Pawlowski, The Relationship between Structure and Dielectric Properties in Plasma-Sprayed Alumina Coatings, Surf. Coat. Technol., 1987, 35, p 285-298.
R. McPherson, Formation of Metastable Phases in Flame- and Plasma-Prepared Alumina, J. Mater. Sci., 1973, 8(6), p 851-858. https://doi.org/10.1007/BF02397914
I. Levin and D. Brandon, Metastable Alumina Polymorphs: Crystal Structures and Transition Sequences, J. Am. Ceram. Soc., 1998, 8, p 1995-2012. https://doi.org/10.1111/j.1151-2916.1998.tb02581.x
A.A. Tsyganenko and P.P. Mardilovich, Structure of Alumina Surfaces, J. Chem. Soc. Faraday Trans., 1996, 92(23), p 4843. https://doi.org/10.1039/FT9969204843
M. Trueba and S.P. Trasatti, γ-Alumina as a Support for Catalysts: A Review of Fundamental Aspects, Eur. J. Inorg. Chem., 2005, 2005(17), p 3393-3403. https://doi.org/10.1002/ejic.200500348
F.-L. Toma, S. Scheitz, L.-M. Berger, V. Sauchuk, M. Kusnezoff and S. Thiele, Comparative Study of the Electrical Properties and Characteristics of Thermally Sprayed Alumina and Spinel Coatings, J. Therm. Spray Technol., 2011, 20(1-2), p 195-204. https://doi.org/10.1007/s11666-010-9580-2
M. Niittymaki, K. Lahti, T. Suhonen and J. Metsajoki, Effect of Temperature and Humidity on Dielectric Properties of Thermally Sprayed Alumina Coatings, IEEE Trans. Dielectr. Electr. Insul., 2018, 25(3), p 908-918. https://doi.org/10.1109/TDEI.2018.006892
F.-L. Toma, L.-M. Berger, S. Scheitz, S. Langner, C. Rödel, A. Potthoff, V. Sauchuk and M. Kusnezoff, Comparison of the Microstructural Characteristics and Electrical Properties of Thermally Sprayed Al2O3 Coatings from Aqueous Suspensions and Feedstock Powders, J. Therm. Spray Technol., 2012, 21(3–4), p 480-488. https://doi.org/10.1007/s11666-012-9761-2
N. Schlegel, S. Ebert, G. Mauer and R. Vaßen, Columnar-Structured Mg-Al-Spinel Thermal Barrier Coatings (TBCs) by Suspension Plasma Spraying (SPS), J. Therm. Spray Technol., 2014 https://doi.org/10.1007/s11666-014-0138-6
M. Braulio, M. Rigaud, A. Buhr, C. Parr and V.C. Pandolfelli, Spinel-Containing Alumina-Based Refractory Castables, Ceram. Int., 2011, 37, p 1705-1724. https://doi.org/10.1016/j.ceramint.2011.03.049
H. Schneider, J. Schreuer and B. Hildmann, Structure and Properties of Mullite—A Review, J. Eur. Ceram. Soc., 2008, 28(2), p 329-344. https://doi.org/10.1016/j.jeurceramsoc.2007.03.017
P. Ramaswamy, S. Seetharamu, K. Varma and K.J. Rao, Thermal Shock Characteristics of Plasma Sprayed Mullite Coatings, J Therm Spray Tech, 1998, 7(4), p 497-504. https://doi.org/10.1361/105996398770350710
K.N. Lee, R.A. Miller and N.S. Jacobson, New Generation of Plasma-Sprayed Mullite Coatings on Silicon Carbide, J. Am. Ceram. Soc., 1995, 78(3), p 705-710. https://doi.org/10.1111/j.1151-2916.1995.tb08236.x
I.A. Aksay, D.M. Dabbs and M. Sarikaya, Mullite for Structural, Electronic, and Optical Applications, J. Am. Ceram. Soc., 1991, 74(10), p 2343-2358. https://doi.org/10.1111/j.1151-2916.1991.tb06768.x
E. Garcia, J. Mesquita-Guimarães, P. Miranzo and M.I. Osendi, Porous Mullite and Mullite–ZrO2 Granules for Thermal Spraying Applications, Surf. Coat. Technol., 2011, 205(17–18), p 4304-4311. https://doi.org/10.1016/j.surfcoat.2011.03.060
K. Bobzin, W. Wietheger, M.A. Knoch, E. Burbaum, T. Hosenfeldt, N. Bagcivan, M. Öte, A. Heckl, B. Müller, C. Kunde, and A.-L. Elsner, Enhancement of the insulation properties of thermal sprayed ceramic bearing coatings, Bearing World Journal, 2020, 5, 35–46.
A.-L. Elsner, c. Kunde, W. Togrund, K. Bobzin, W. Wietheger, and E. Burbaum, UV-Dual Curing Sealers for Short Cycling Times of Thermally Sprayed Parts. Thermal Spray 2021: Proceedings from the International Thermal Spray Conference, p 346-353. https://doi.org/10.31399/asm.cp.itsc2021p0346.
J.A. Nelder and R. Mead, A Simplex Method for Function Minimization, Comput. J., 1965, 7(4), p 308-313. https://doi.org/10.1093/comjnl/7.4.308
A. Ohmori and C.-J. Li, Quantitative Characterization of the Structure of Plasma-Sprayed Al2O3 Coating by Using Copper Electroplating, Thin Solid Films, 1991, 201(2), p 241-252. https://doi.org/10.1016/0040-6090(91)90114-D
A. Vardelle, C. Moreau, J. Akedo, H. Ashrafizadeh, C.C. Berndt, J.O. Berghaus, M. Boulos, J. Brogan, A.C. Bourtsalas, A. Dolatabadi, M. Dorfman, T.J. Eden, P. Fauchais, G. Fisher, F. Gaertner, M. Gindrat, R. Henne, M. Hyland, E. Irissou, E.H. Jordan, K.A. Khor, A. Killinger, Y.-C. Lau, C.-J. Li, L. Li, J. Longtin, N. Markocsan, P.J. Masset, J. Matejicek, G. Mauer, A. McDonald, J. Mostaghimi, S. Sampath, G. Schiller, K. Shinoda, M.F. Smith, A.A. Syed, N.J. Themelis, F.-L. Toma, J.P. Trelles, R. Vassen and P. Vuoristo, The 2016 Thermal Spray Roadmap, J. Therm. Spray Technol., 2016, 25(8), p 1376-1440. https://doi.org/10.1007/s11666-016-0473-x
J. Knuuttila, P. Sorsa and T. Mäntylä, Sealing of Thermal Spray Coatings by Impregnation, J. Therm. Spray Technol., 1999, 8(2), p 249-257. https://doi.org/10.1007/s11666-999-0002-2
J. Schindelin, I. Arganda-Carreras, E. Frise, V. Kaynig, M. Longair, T. Pietzsch, S. Preibisch, C. Rueden, S. Saalfeld, B. Schmid, J.-Y. Tinevez, D.J. White, V. Hartenstein, K. Eliceiri, P. Tomancak and A. Cardona, Fiji: an open-source platform for biological-image analysis, Nature methods, 2012, 9(7), p 676-682. https://doi.org/10.1038/nmeth.2019
I. Arganda-Carreras, V. Kaynig, C. Rueden, K.W. Eliceiri, J. Schindelin, A. Cardona and H. Sebastian Seung, Trainable Weka Segmentation: A Machine Learning Tool for Microscopy Pixel Classification, Bioinformatics, 2017, 33(15), p 2424-2426. https://doi.org/10.1093/bioinformatics/btx180
N. Maskil and M. Deutsch, Structure and Wavelength of the Cu K Alpha 2 X-ray Emission Line, Phys. Rev. A, General Phys., 1988, 37(8), p 2947-2952. https://doi.org/10.1103/PhysRevA.37.2947
Ludwig Julius Gauckler and Kazimierz Conder, Funktionskeramik Ingenieurkeramik 3, 4, 2001. https://doi.org/10.13140/RG.2.2.13188.63367.
P. Ctibor, J. Sedláček, K. Neufuss, J. Dubský and P. Chráska, Dielectric Properties of Plasma-Sprayed Silicates, Ceram. Int., 2005, 2, p 315-321. https://doi.org/10.1016/j.ceramint.2004.05.022
J.F. Shackelford and R.H. Doremus, Ceramic and Glass Materials: Structure, Properties and Processing, 1st ed. Springer, Berlin, 2008.
D. Hülsenberg, Keramik: Wie ein alter Werkstoff hochmodern wird, Springer Vieweg, Berlin, 2014.
R.D. Shannon and G.R. Rossman, Dielectric Constant of MgAl2O4 Spinel and the Oxide Additivity Rule, Journal of Physics and Chemistry of Solids, 1991, 52, p 1055-1059. https://doi.org/10.1016/0022-3697(91)90038-2
I. Ganesh, A Review on Magnesium Aluminate Spinel: Synthesis, Processing and Applications, Int. Mater. Rev., 2013, 58(2), p 63-112. https://doi.org/10.1179/1743280412Y.0000000001
Acknowledgments
The authors greatly acknowledge the financial support from the German Federal Ministry of Education and Research for the financial support of the research project ELIOMAS (03XP0167C). The project is funded according to a decision of the German Federal Parliament. In addition, the project partners are acknowledged for their excellent cooperation.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bobzin, K., Wietheger, W., Burbaum, E. et al. Comparison of Ceramic Insulation Coatings via Impedance Spectroscopy. J Therm Spray Tech 31, 1556–1567 (2022). https://doi.org/10.1007/s11666-022-01395-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-022-01395-z