
Abstract
It is well known that α-Al2O3 forms very hard, highly insulating, smooth films. There is demand for the use of such films instead of conventional hard, smooth films; For example, industrial rollers such as calendering rollers etc. are always required to have a harder and smoother surface than conventional rollers. Therefore, this work investigated the specification of α-Al2O3 films, e.g., their wear resistance and chemical stability, using various tests. This paper also discusses whether α-Al2O3 film can take the place of Cr plating film as a hard, smooth film by comparing their wear resistance and chemical stability.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Generally, mechanical parts that require low friction and low wear are coated with hard films such as hard Cr plating film (Ref 1–3). This is because hard Cr plating film can be formed comparatively easily and cheaply. The applications of Cr plating film include gears, shafts, general industrial machine parts, etc. (Ref 4). In particular, industrial rollers (for example, press, tension, calendering rollers, etc.) represent a very large market, and such rollers are coated with Cr plating film to improve their durability. However, hard Cr plating film is also worn and damaged during use of the machine (Ref 5), and machines which include such rollers have to stop or reduce production performance in order to maintain production quality or capability when the hard Cr plating films become worn out or damaged. Therefore, there is a strong requirement for use of films that are harder and smoother than Cr plating, as this can increase mechanical operating efficiency by reducing maintenance time.
On the other hand, α-Al2O3 is well known as a hard, strong material (Ref 6). However, Al2O3 has another well-known phase called γ-Al2O3, which is not hard and strong like α-Al2O3. It is quite difficult to make only α-Al2O3 film because γ-Al2O3 forms easily under low-temperature sintering process conditions. Hence, it is difficult to make only α-Al2O3 film by conventional methods such as plasma thermal spraying. Therefore, if one could develop a technique to form α-Al2O3 film on mechanical parts by an easy and cheap method, it is expected that α-Al2O3 film could take the place of conventional hard Cr plating film. According to many research studies, formation of fine α-Al2O3 films can be achieved by various methods, such as chemical vapor deposition (CVD) (Ref 7), physical vapor deposition (PVD) (Ref 8), thermal spraying (Ref 9, 10), etc. However, these methods have various disadvantages for forming fine α-Al2O3 film on mechanical parts having various sizes and shapes; For example, the substrate temperature for CVD (Ref 9) is 700 °C. This temperature is high enough to melt aluminum alloy, so the material of the parts is limited by this high process temperature. Such limits are not favorable for coating of mechanical parts, because light metals with low melting points such as aluminum alloy are adopted to reduce machine weight. PVD systems tend to be large and complex; for example, the equipment in Ref 10 uses an electron beam (EB). Such a complex machine requires a high level of vacuum condition and control and so is not favorable for use in general factories. Meanwhile, thermal spraying is simple and easy to adopt for coating of large areas or complex shapes. However, Al2O3 films made by thermal spraying often include pores (Ref 10). The other disadvantage of Al2O3 film made by thermal spraying is that it is difficult to obtain pure α-Al2O3 film because γ-Al2O3 forms easily in the film due to the high process temperature, reducing the hardness or chemical stability of the film. Also, the coated substrate can be easily transformed due to the high temperature used in the thermal spraying process. Thus, it is difficult to apply thermal spraying for precise coating of parts where such transformation is not permitted.
On the other hand, the aerosol deposition (AD) technique enables formation of ceramic films at room temperature. Such machines have a simple structure and easy-to-modify layout (e.g., coating direction, coating area, coating size, etc.) to fit the shape of various workpieces. This feature is attractive for use in general factories to coat complex mechanical parts having low melting points or very precise parts for which transformation during coating is not permitted. Because the process temperature of the AD method is below the formation temperature of γ-Al2O3, one can expect that only α-Al2O3 phase will be formed in the film. Moreover, the AD method has already been successfully used for large-area coating of fine α-Al2O3 film (Ref 11–14). Therefore, in this work, α-Al2O3 film coating using the AD method was studied, as this method can be considered as the best way to form fine α-Al2O3 film cheaply and swiftly on complex mechanical parts. The Al2O3 films coated by the AD method were investigated by x-ray diffraction (XRD) analysis and Vickers hardness testing after the coating test to confirm whether they were formed of only fine α-Al2O3.
Wear testing and neutral salt spray testing were also performed on the Al2O3 film as well as on hard Cr plating film to evaluate whether our Al2O3 films exhibit suitable performance to replace hard Cr plating film. Furthermore, a trial of Al2O3 film formation on the cylindrical surface of a metal roller was carried out to investigate whether the aerosol deposition method can form Al2O3 films on large, complex mechanical parts.
Experimental Procedures
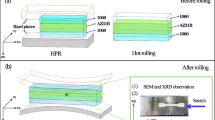
First, experiments were carried out on formation of α-Al2O3 film on aluminum substrate by the aerosol deposition (AD) method. A conventional AD setup (Ref 11, 12), which can coat large areas of flat plate by moving a nozzle over the x–y axes, was used to coat samples for measurements of film properties such as wear, hardness, etc. This is because it is easier to measure such properties on flat samples. An improved AD setup for coating α-Al2O3 film on the curved surface of a roller is shown in Fig. 1. In this setup, a roller rotation machine was added to a conventional AD chamber to be able to coat the curved surface by scanning over the rotating roller. A rectangular (0.8 mm length × 10 mm width) aerosol of Al2O3 powder was ejected from the nozzle onto the rolling roller over a 10 mm width. The coating condition used in these experiments is presented in Table 1. In these experiments, suppression of manufacturing cost was a very important factor for mass production. Therefore, some parts of the AD machine were modified. In consideration of the gas cost, N2 or air was selected as the process gas. In consideration of real product manufacturing, alloy metal was selected as the substrate (plate or roller), because many machine or mechanical parts are not made of pure metal. Therefore, aluminum alloy (A5052; 97% Al, 2.5% Mg) was used as the substrate plate/roller in this study. After the coating experiment, the properties of the Al2O3 film were investigated by scanning electron microscopy (SEM), XRD, and Vickers hardness testing.

Schematic of aerosol deposition machine used in roller coating
Next, the wear and abrasion resistance of the Al2O3 film were investigated by a ball-on-disc wear test. The testing condition is presented in Table 2. A wear test under the same condition was also performed on a hard Cr plating film. The wear and abrasion resistance of the film were checked by comparing the wear test results between the Al2O3 and Cr plating films. In this test, conventional industrial hard Cr plating film made by electro plating on aluminum alloy plate was used. Basic information for this reference sample is presented in Table 3.
Moreover, to investigate the chemical stability of the Al2O3 film, a neutral salt spray test was carried out under the condition presented in Table 4. This test was performed on both the Al2O3 and Cr plating films; the Cr plating film used in this test was made in the same way as presented in Table 3. In this test, two types of test pieces were prepared and compared to investigate the film adhesion. One was coated without a deep scratch, whereas the other was coated with a deep scratch that reached the substrate. This approach was used because the sample with the deep scratch will corrode more easily than the unscratched sample, reducing the testing time of the salt spray test.
After the wear test or salt spray test, comparison of the test results between the Al2O3 and Cr plating films was performed to investigate whether the Al2O3 film offers better performance than the Cr plating film.
Results and Discussion
α-Al2O3 Film Formation Experiment and Investigation
First, an experiment was performed on the formation of fine, hard α-Al2O3 film on aluminum alloy substrate using the aerosol deposition (AD) method. Figure 2 shows a typical result of the Al2O3 film formation experiments. The thickness of this film was 5 μm. This coated film was strong enough to endure hard scratching by steel wire. According to the property sheet of the powder provided by the manufacturer, the Al2O3 powder used in this study was α-Al2O3 powder only, having particle diameter of 0.8 μm. Next, the surface and cross-section of the Al2O3 film were observed by SEM. Figure 3 shows a SEM image of the film surface. Figure 3a shows a 100× magnification of the film surface, while Fig. 3b shows a 250× magnification of the film surface. These images show that the surface was dense and smooth. The cross-section of this film was also observed. Figure 4 shows a cross-section image. Based on this SEM observation, fine and dense Al2O3 film was formed on the aluminum alloy substrate, which is expected to result in a hard and dense film.

Typical example of Al2O3 film formation on aluminum alloy substrate

Typical SEM image of Al2O3 film surface at (a) 100× and (b) 250× magnification

Typical SEM image of cross-section of Al2O3 film
Next, the Vickers hardness of this film was measured. The measurement was carried out at room temperature at many points over the surface of the film. The measured values of film hardness were between 1100 Hv and 1590 Hv. When these Hv values were converted into units of GPa, the film hardness was between 10.8 GPa and 15.6 GPa. According to previous research, the Vickers hardness of sintered α-Al2O3 is 15 GPa to 16 GPa (Ref 6). Our hardness value is almost the same as that of sintered α-Al2O3, indicating that α-Al2O3 was indeed formed in our film.
Moreover, the composition of the film was measured by XRD analysis to investigate whether the Al2O3 film was made of only α-Al2O3 or included another alumina phase such as γ-Al2O3. Figure 5 shows the XRD result for our film together with the peak positions for α-Al2O3 and γ-Al2O3. Based on these XRD results, our AD alumina film consisted mostly of α-Al2O3 phase and is therefore expected to exhibit higher hardness and chemical stability. In addition, according to XRD studies of α-Al2O3 performed by other researchers (Ref 15), α-Al2O3 peaks are observed at 2θ values of 38°, 44°, 65°, and 78°. Our results indeed show α-Al2O3 peaks at 2θ values of 38°, 44°, 65°, and 78°. However, we can also observe small peaks at 2θ values of 36° and 58°, corresponding to aluminum and magnesium, respectively. Based on these results, the Al2O3 film made by the AD method was fine, hard α-Al2O3 film.

XRD result of Al2O3 film
Specification Comparison Between Al2O3 Film and Cr Plating Film
In the next step, the wear resistance performance of the α-Al2O3 film and hard Cr plating film was measured by the wear test and the results compared. Figure 6 shows the wear test results for the aluminum alloy (substrate material), α-Al2O3 film, and hard Cr plating film. Based on these results, the aluminum alloy exhibited the most serious damage. The hard Cr plating also exhibited serious damage. However, the α-Al2O3 film exhibited almost no damage. This result shows that the α-Al2O3 film offers improved performance over the hard Cr plating film in terms of wear and abrasion resistance.

Wear test results of aluminum alloy, α-Al2O3 film, and hard Cr plating film
To investigate the wear mechanism of the α-Al2O3 film in detail, a cross-section of the wear test sample was observed. Figure 7 shows a cross-section image of the wear test track and the relation between the wear test sample and the observation point of this image. Figure 7a shows a cross-section image of the wear test track and the measurement result for film thickness. Figure 7b shows the relation between the wear test sample and the observation point. Based on Fig. 7a, the center of the wear test track was depressed. To investigate whether this depression occurred due to wear of the α-Al2O3 film or transformation of the aluminum alloy, the thickness of the α-Al2O3 film was measured at three different points as follows: point A at the center of the wear track, point B at the end of the wear track, and point C outside the wear track. These measurement results are also shown in Fig. 7a. The film thickness should be smallest at point A, because this is the center of the wear track. However, the value was almost the same as at point C. As point C is outside the wear area, this result shows that the α-Al2O3 film was not worn during the wear test. The same test was performed on another track for 2.5 times longer than the sample in Fig. 7. The sample was deeply damaged, and Fig. 8 shows a comparison between the samples tested for 300 s and 750 s. Figure 8a shows the same sample as Fig. 7a after a wear test time of 300 s, whereas Fig. 8b shows the sample subjected to the wear test for 750 s. The film thickness of the sample tested for 750 s was also measured at the center of the wear track, at the end of the wear track, and outside the wear area. The measured values were between 4.91 and 5.32 μm, being almost the same as the α-Al2O3 film thickness.

(a) Cross-section SEM image of wear test track, and (b) relationship between wear test track and observation direction

Comparison of wear test track between samples tested for (a) 300 s and (b) 750 s
Based on these results, the α-Al2O3 film was quite strong and did not wear during the wear test. However, Fig. 7 shows that the center of the wear track was depressed. This depression was considered to occur due to transformation of the aluminum alloy substrate.
Furthermore, the time at which our α-Al2O3 film exhibited the same damage as the Cr plating film was calculated from the wear test results. Figure 9 shows the relationship between the wear depth and wear test time. In this graph, the dashed line represents the calculated data whereas the solid line shows the test result data. According to the calculated result, the Al2O3 film is four times stronger than the Cr plating film in terms of wear and abrasion resistance. This result shows that the α-Al2O3 film is strong enough in terms of wear resistance performance, and can therefore take the place of hard Cr plating film.

Relationship between wear depth and wear test time
Moreover, a neutral salt spray test was carried out to investigate the chemical stability or corrosion resistance ability. The neutral salt spray test is often applied using a sample damaged by scratching a knife, because corrosion is accelerated by the resulting deep slit. Therefore, damaged samples of α-Al2O3 film and Cr plating film were prepared to perform the neutral salt spray test. The slit by the knife reached the substrate for both the α-Al2O3 and hard Cr plating films. Figure 10 shows the results of the neutral salt spray tests for the damaged α-Al2O3 and hard Cr plating films. In this test, the testing time was 120 h because the number of test cycles was only 15. According to Japan Industrial Standards such as JIS Z 2371, many recommended test times exist, and 120 h is not considered a long time (Ref 16). However, a critical difference was observed for this short time test. Based on the results presented in Fig. 10, partial dissolution or swelling could be observed in the hard Cr plating film. However, damage could not be observed in the α-Al2O3 film. This result shows that the α-Al2O3 film has greater chemical stability or corrosion resistance ability than the hard Cr plating. Such strong chemical stability is considered to result from the α-Al2O3 acting as a passivation material. Alumina is quite a stable material and insoluble in water. However, chrome is not a stable material like alumina, so the hard Cr plating film dissolved or swelled easily.

Neutral salt spray test results of damaged Al2O3 and Cr plating films
To check the chemical stability or corrosion resistance ability further, the same neutral salt spray test was performed on undamaged samples. Figure 11 shows the results of the neutral salt spray test on the α-Al2O3 film and hard Cr plating film. The results are almost the same as in Fig. 10. For the hard Cr plating film, we could find many areas showing dissolution or swelling. However, for the α-Al2O3 film, we could find undamaged sample only. These results indicate that the α-Al2O3 film was an extremely strong and stable material compared with the Cr plating film for use as a hard film. This strong chemical stability also results from the α-Al2O3 acting as a passivation material.

Neutral salt spray test results for Al2O3 and Cr plating films
Based on these results, the α-Al2O3 film made by aerosol deposition offers sufficient performance in terms of toughness and chemical stability to replace hard coatings such as hard Cr plating film. Such high performance in terms of wear resistance ability and chemical stability results from not only the material properties of the α-Al2O3 film (e.g., passivation) but also the use of a processing method such as aerosol deposition that can form a fine and dense pure α-Al2O3 film.
Trial of α-Al2O3 Film Coating of a Middle-Size Roller for Industrial Application
In this section, a trial of α-Al2O3 film formation on a middle-size industrial roller (300 mm length × 80 mm diameter) was performed to consider industrial application of this film. Figure 12 shows the appearance of the middle-size roller with an α-Al2O3 film with thickness of 1.58 μm. This photograph was taken immediately after removal from the process chamber, with only powder dust removed but no polishing or grinding. Nevertheless, the roughness of the film surface was almost the same as that of the substrate. Hence, the surface roughness was compared before/after coating, as shown in Fig. 13. The surface roughness of the roller substrate was R a = 0.35 μm, and the roughness of the α-Al2O3 film was also R a = 0.35 μm.

Appearance of middle-size roller with Al2O3 film

Roughness profile of substrate and α-Al2O3 film
To investigate the effect of polishing on the roughness of the film surface, one area of this roller (R a = 0.35 μm) was polished, and the roughness of the polished area was measured. Figure 12 also shows the result after polishing. The polishing condition was 5 min of hand polishing using EID diamond powder as abrasive. The abrasive powder had diameter of 0.5 μm and was distributed in ethanol. After 5 min of polishing, a smoother surface (R a = 0.19 μm) appeared easily because this film did not include pores. This result indicates that the surface roughness of the Al2O3 film made by the aerosol deposition method can be easily improved by a few minutes of polishing.
For many conventional coating methods, too thick a coating or too heavy a polishing or grinding process does not allow the retention of part quality, e.g., roughness, size, shape, etc. However, when the substrate surface or shape already offers the required product quality, a film made by the aerosol deposition method can retain this part quality without heavy polishing or grinding, because the film surface can trace the substrate surface. Such avoidance of heavy polishing will be an important advantage for use in industrial production. Also, if films made by the aerosol deposition method are subjected to polishing or grinding after coating, parts with improved quality can easily be obtained.
The authors are currently testing the specification of this roller for use in an industrial machine, so industrial application may be achieved soon.
Conclusions
Coating of fine, poreless α-Al2O3 film on an aluminum alloy plate or roller using the aerosol deposition method was successfully attempted. The main conclusions can be summarized as follows:
-
Formation of fine α-Al2O3 film on an aluminum alloy plate or industrial roller was successfully achieved using the aerosol deposition method;
-
In wear testing, the α-Al2O3 film was four times stronger than a conventional hard Cr plating film;
-
In this study, the wear track of the Al2O3 film did not occur due to wear of the Al2O3, but rather by transformation of the substrate metal (A5052);
-
Based on the neutral salt spray test, our α-Al2O3 film was shown to be an extremely strong and stable material compared with hard Cr plating film. This stability in the salt spray test may result from the α-Al2O3 acting as a passivation material and the pure α-Al2O3 film coating technique;
-
When coating using the aerosol deposition method, heavy polishing can be omitted because the film surface traces the substrate (roller, etc.) surface.
Thus, fine, pure α-Al2O3 film was formed easily at room temperature using the aerosol deposition method.
Reference
T. Arai, H. Fujita, and M. Watanabe, Evaluation of Adhesion Strength of Thin Hard Coatings, Thin Solid Films, 1987, 154(1–2), p 387-401
B. Navinšek, P. Panjan, and I. Milošev, PVD Coatings as an Environmentally Clean Alternative to Electroplating and Electroless Processes, Surf. Coat. Technol., 1999, 116–119, p 476-487
G.A. Lausmann, Electrolytically Deposited Hardchrome, Surf. Coat. Technol., 1996, 86–87(2), p 814-820
Homepage of Chem Processing Inc. http://www.chemprocessing.com/finishes/hard-chrome-plating.html. Accessed 11 Aug 2014
J.A. Picasa, A. Forna, and G. Matthäusb, HVOF Coatings as an Alternative to Hard Chrome for Pistons and Valves, Wear, 2006, 261(5–6), p 477-484
M. Munro, Evaluated Material Properties for a Sintered alpha-Alumina, J. Am. Ceram. Soc., 1999, 80(8), p 1919-1928
Ch Täschner, B. Ljungberg, V. Alfredsson, I. Endler, and A. Leonhardt, Deposition of Hard Crystalline Al2O3 Coatings by Bipolar Pulsed D.C. PACVD, Surf. Coat. Technol., 1998, 108–109, p 257-264
U. Leushake, T. Krell, U. Schulz, M. Peters, W.A. Kaysser, and B.H. Rabin, Microstructure and Phase Stability of EB-PVD Alumina and Alumina/Zirconia for Thermal Barrier Coating Applications, Surf. Coat. Technol., 1997, 94–95, p 131-136
P. Chraska, J. Dubsky, K. Neufuss, and J. Pisacka, Alumina-Base Plasma-Sprayed Materials Part I: Phase Stability of Alumina and Alumina-Chromia, J. Therm. Spray Technol., 1997, 6(3), p 320-326
Y. Wang, S. Jiang, M. Wang, S. Wang, T.D. Xiao, and P.R. Strutt, Abrasive Wear Characteristics of Plasma Sprayed Nanostructured Alumina/Titania Coatings, Wear, 2000, 237(2), p 176-185
J. Akedo and M. Lebedev, Microstructure and Electrical Properties of Lead Zirconate Titanate (Pb(Zr52/Ti48)03) Thick Film Deposited with Aerosol Deposition Method, Jpn. J. Appl. Phys., 1999, 38-9B, p 5297-5401
S.-M. Nam, N. Mori, H. Kakemoto, S. Wada, J. Akedo, and T. Tsurumi, Alumina Thick Films as Integral Substrates Using Aerosol Deposition Method, Jpn. J. Appl. Phys., 2004, 43(8A), p 5414
J. Akedo, Aerosol Deposition of Ceramic Thick Films at Room Temperature-Densification Mechanism of Ceramic Layer, J. Am. Ceram. Soc., 2006, 89, p 1834-1839
J. Akedo, Room Temperature Impact Consolidation (RTIC) of Fine Ceramic Powder by Aerosol Deposition Method and Applications to Microdevices (Invited Review Paper), J. Therm. Spray Technol., 2008, 17(2), p 181-198
H.-L. Wen and F.-S. Yen, Growth Characteristics of Boehmite-Derived Ultrafine Theta and Alpha-Alumina Particles During Phase Transformation, J. Cryst. Growth, 2000, 208(1–4), p 696-708
JIS Z 2371 Methods of Salt Spray Testing, Japanese Industrial Standards Committee
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Seto, N., Endo, K., Sakamoto, N. et al. Hard α-Al2O3 Film Coating on Industrial Roller Using Aerosol Deposition Method. J Therm Spray Tech 23, 1373–1381 (2014). https://doi.org/10.1007/s11666-014-0135-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-014-0135-9