
Abstract
Additive manufacturing has long enabled complex and less restrictive design capabilities in the world of modern manufacturing. However, industry applications require extensive analysis into reliability concerns over repeatability that currently prevent the technology from maturing to an adequate, widespread production method. With current research focus expanding on additive manufacturing technologies, a need has developed to ensure repeatability in already established methods. This paper reviews the current certification landscape surrounding additive components as well as similarly variable manufacturing processes as baselines for comparison. Next, concerns in the repeatability of additive manufacturing methods are outlined for both their occurrences and effects. Lastly, methods of verification and current developments in design and verification methodologies are presented with the aim of analyzing potential future developments to aid industry adoption of additive manufacturing.
Similar content being viewed by others


1 Introduction to Additive Manufacturing and Reliability
Additive manufacturing (AM) is an emerging technology that has seen a rapid rise in popularity in the last decades (Ref 1). With the introduction of new materials and processes such as fiber-reinforced polymers, ceramics, and metal alloys, 3D printing is garnering much attention, from none more so than businesses that stand to benefit the most from the design freedom and rapid adaptation of the additive technology.
1.1 The Advantages and Disadvantages of Additive Technologies
At its core, additive manufacturing (AM) is a process that enables complex geometries otherwise unattainable by other methods (Ref 2) as well as allowing for small production runs due to its adaptive manufacturing process (Ref 3). Outside of its obvious benefits, there are more subtle reasons that companies may want to undertake AM. In surveys taken of multiple companies currently using or considering AM technology (Ref 4, 5), manufacturers mentioned economic advantages including reduced cost in tooling expenses and maintenance as well as a reduction in outsourced designs resulting in more cohesion between part production and implementation. In a similar vein, the introduction of more complex components allows for a reduction in subcomponents and assemblies. The use of a digital to finished product methodology reduces the number of steps for completion of the part, further trimming the supply chain hierarchy (Ref 6).
However, for all its advantages, AM technology has been exposed to hesitancy in its implementation in industry. The same surveys that were positive about the method also introduced criticisms concerning a lack of standards and process methodologies (Ref 7). The spare parts industry has growing interest in AM; however, there is no methodology for the replacement of parts for AM components of similar levels of reliability (Ref 8). The dissolution of an assembly into one component using AM brings about the need for reliability analyses to evaluate the economic cost of failure and replacement of an entire component as opposed to an individual part in an assembly (Ref 3).
By reviewing the current trends in manufacturing research, it is clear that AM will most likely play a vital role in the future of manufacturing. With a move toward standardization and qualification methodologies (Ref 9), researchers are clearly taking steps toward the implementation of the technology with an interest in reliability.
1.2 Designing for Reliability
A focus on reliability is necessary to implement AM technology to the level of traditional manufacturing methods. The process to design with reliability in mind is one that seeks to understand and incorporate the fundamental variations introduced in a process (Ref 10). Methods such as statistical design enable the inclusion of statistical distributions for common design values to inform engineering decisions based on uncertainty in mechanical, geometric, and operating variables (Ref 11,12,13). Manufacturing processes can also incorporate methodologies for robustness of processes and controls (Ref 14). Even traditional techniques such as equivalent initial flaw size (EIFS), used to predict fatigue life based on destructive testing, can be extended through the use of probabilistic methods (Ref 15) such as through probabilistic damage tolerance (PDT) models. Entire books have been devoted to risk-based design approaches addressing techniques such as limit state functions, first- and second-order reliability methods (FORM, SORM), and uncertainty propagation using Monte Carlo simulation (Ref 10, 16, 17). We can conclude that the design for reliability stems from an understanding of the statistics for the design, manufacturing, and implementation of a product.
1.3 Recent Reviews of Variability in Additive Manufacturing
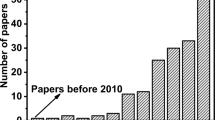
This paper aims to review major sources of variability in the AM process, their relation to reliability, and ultimately methodologies to ensure reliability which could eventually lead to widespread implementation of AM technology. Current AM review papers survey information for a specific material, process step, or mechanical property. Furthermore, papers on topics such as variability and qualification focus on a particular source of variability such as powder feedstock or the need for standards in the industry. Additionally, there exists reviews of computational methods and data collection for the printing process and its role in qualification. Although these papers review the landscape of AM collectively, this paper aims to provide a widespread view of reliability in AM. With detail into the identification, quantification, and control of repeatability in the process, the goal of this paper is to bring awareness to the subject of reliability in additive manufacturing. The summary of previous review papers in Table 1, and an accompanying chart of review paper compositions in Fig. 1, show the need for analysis on the topic of variability, reliability, and ultimately design. This paper aims to fill these gaps in the overarching topic of reliability in current AM research.

Proportion of considered review papers relating to topics in reliability
1.4 Additive Manufacturing Standardization Collaborative (AMSC)
America Makes and the American National Standards Institute (ANSI) have published a “standardization roadmap” that details previous and current efforts to standardize the additive manufacturing industry. Split into eight process stages, the roadmap serves to advance the implementation of AM technology. Although not entirely focused on reliability, many of the proposed research needs are steppingstones to establishing reliability methodologies throughout the manufacturing process. Even other manufacturing techniques and their standards, such as casting’s ASTM E08.05 detailing certification procedures, are viewed as potential routes through which AM can follow. Throughout this paper, we will highlight the efforts most pertinent to our discussion of reliability to properly summarize efforts to establish AM as a widespread manufacturing technique.
2 Processes to Ensure Reliability
Reliability plays an important role in the world of manufacturing and applications in that we rely on our confidence that our designs and fabrications will be continuously predictable. Industries such as aerospace and automotive already rely heavily on certification procedures to qualify a component or structure as reliable. Although many examples exist, there is no one-size-fits-all solution to designing for reliability and therefore these precedents may only help frame the discussion of reliability.
2.1 Certification Strategies Regarding Reliability
In the current aerospace landscape, certification and qualification of processes, equipment, and components are paramount to safe and efficient employment of products that are mission critical (Ref 41). Therefore, we proceed with an overview of certification strategies currently in place in this industry. The use of simulation, testing, and validation applied to entire aircraft structures and subsequent qualification strategies are outlined in documents such as AMC 20-29, JSSG-2006, and MIL-STD-1530C. Many of these guides rely on simulation results to help mitigate large costs and time commitments in projects, termed “analysis supported by testing.” However, despite the host of simulation advancements in recent years, the industry still relies on physical validation for certification procedures. Ranging from mechanical testing of wing structures to environmental testing for particulate exposure, understanding the physical performance of a ready assembly or structure is the final step toward certification. Due to the large costs associated with production of full-scale components, a common methodology to testing is termed the “building-block” approach diagramed in Fig. 2 (Ref 42, 43). This technique diminishes the cost to validate designs by reducing the quantity of full-scale components required to establish confidence in design decisions. Material properties are established through testing of smaller representations of full-scale components via the use of witness and test coupons (Ref 44,45,46). These coupons serve to capture the characteristics of a larger component undergoing the same manufacturing process and conditions. As the design progresses through the building block pyramid, more complex testing and failure modes are detailed, ultimately validating a reduced number of full assemblies.
Another method, commonly referenced in relation to AM components, is known as “point-testing.” This approach is characterized by testing with full-scale components to circumvent the necessity of generating a full set of material allowables (Ref 47). By establishing the integrity of the design through a statistical analysis of several full-scale parts, one can optimize the certification procedure in particular cases where the production of complete components is almost equally as costly as the production of numerous smaller samples. An example in which this may be the case is in metal castings or powder metallurgy. Regardless of the use case, variations of this methodology have been proposed as valid means to certification strategies for AM as well.
Catastrophic failure of a powder metallurgy fan blade component in an F/A-18 crash (Ref 48) directly led to a setback in adoption of PM for critical components in the aerospace industry. Following in the wake of the failure, an adoption of a criticality hierarchy framework allowed the reintroduction of PM technology. This tiered system permitted low criticality components, whose failure were not seen to be vital to mission success, to be produced via PM to assist in the technology’s development. As progress was made toward understanding the technology, component criticality was slowly raised until the technology had been fully adopted into the industry. The following success of PM in aerospace may be attributed to this hierarchy. Consequently, PM has reaped benefits, such as improved fatigue life and reduced scatter in comparison with cast and wrought components (Ref 49), that far removes it from its historical shortcomings. Due to its prominent success, many researchers have proposed similar frameworks in the production of aerospace products using AM technology such as in Ref 9 and 50. In unison, the road map introduces Gap QC2 which emphasizes this strategy through development of standard definitions for part criticality to begin rollout of AM components. As such, AM technology can begin to replace parts that are less critical to mission success and begin correlating previous certification techniques to the needs and peculiarities of the AM technology.

The fundamental building-block approach used to reduce cost and resources in the qualification and certification process
2.2 Ensuring Reliability in Similarly Variable Manufacturing Processes
The process of maintaining a consistent and reliable design and manufacturing methodology depends highly on the process as well as the particular use case. However, we can see some similarities across materials and techniques simply because reliability guides our goals (Ref 51). Many of the manufacturing techniques employed currently utilize some form of statistical process control (SPC). SPC aims to ensure that components are manufactured under controlled conditions that fall within a predetermined range (Ref 52). Material-specific guidelines developed by the Federal Aviation Association (FAA) and researchers (Ref 53) serve to outline the manufacturing and testing schedules that can be incorporated into SPC. Within these guides, key parameters are identified which need to be closely observed and controlled due to their effect on the final product quality. In turn, these parameters are then monitored and compensated through SPC techniques. For example, due to the methods by which popular composites are made, the variability found in these field can be quite high (Ref 54). However, through processes entailed in certification guidelines provided by agencies and organizations such as the FAA, ASTM, ISO, or MMPDS, statistical information can be inferred and process-specific tests are identified that can illuminate the typical batch to batch variability present. Additionally, through the use of aforementioned witness coupons, we can catch abnormalities before they significantly deter the quality of the batch product by manufacturing test specimens with our main components (Ref 55, 56).
Statistical simulation of the manufacturing process is also vital toward optimizing SPC. For example, the development of probabilistic models for key indicators of the resultant performance of carbon fiber C-channels (Ref 57). A manufacturing simulation is run to determine the quality of a part and a cumulative distribution is generated, indicating the likelihood of success. Maximizing this likelihood, parameters are optimized to reach economic and engineering goals. Another paper by Li et al. (Ref 58) dons the same methodology but now analyzing the impregnation process of resin into carbon-fiber matrix. Statistical information is gathered on the flow rate and matrix permeability of a preform mold. These distributions, coupled with probabilistic assumptions of errors found in resin viscosity, pressure, and displacement measurements, are sampled and are used to inform mold design to optimize process success. As a last example, Gan et al. (Ref 59) also offer a stochastic approach to modeling the glass-fiber composite layup process. In quantifying the variability in fiber layup, the authors automate the procedure to add a layer of statistical process control.
Extending this approach, manufacturing simulations can produce a virtual product that is subsequently tested in finite element analysis (FEA) (Ref 58) and higher level quality characteristics can be evaluated. This methodology represents a movement toward a virtual qualification procedure wherein costs and lead times can be reduced significantly. In situ techniques can also be leveraged to ascertain the final build quality of a component through observations made during the build process. Tools such as cameras to identify quality characteristics can be used to extrapolate toward performance measures (Ref 59). Other industries, such as the Food and Drug Administration (FDA), rely on certification envelopes for patient-matching technologies such as hip implants. These designs are certified for a range of parameters that are altered from one patient to another, allowing technologies such as AM to quickly produce parts without certification of each individual design (Ref 60). The use of post-production inspection techniques such as x-ray computer tomography enable the observation of inclusions, porosity, and defects. These are then analyzed for the average maximum values, thus creating a worst-case damage scenario which is used as the assumed norm in an extreme value analysis. Such techniques are typical in components produced via casting, in which the presence, size, and distribution of porosity is critical to determining fatigue characteristics (Ref 61, 62).
There exist manufacturing guidelines for technologies such as composites that require the use of probabilistic models as well as statistical process control and post-production testing (Ref 53, 63, 64). Indeed, most qualification procedures that ensure reliability aim to quantify the variability in a manufacturing process to provide statistical insight into design critical values such as mechanical and geometric properties (Ref 65). Many guides exist for the development of this information such as one produced by Harmsworth (Ref 66) for metal matrix materials and by Jones (Ref 67) for composite materials. These guides focus on the variability present in the manufacturing processes and how their variation from sample to sample and batch to batch can be quantified. This quantification is precisely what is needed when a process is sufficiently complex and volatile in quality; it serves to maximize the performance of probabilistically derived values.
3 Predicting Reliability through Experimentation, Design, and Analysis
Reliability indicators such as fatigue life or geometry variations have been shown to be similar in AM and traditional manufacturing techniques such as casting and composites; however, reproducibility has not. Reliability, by definition, requires repeatability. Therefore, to understand how to reliably design for AM, we must first understand the variability inherent to the technology. By doing so, we can understand how to monitor, compensate, control, and design with AM variability in mind.
3.1 Variability Caused by Process Parameters
Variability originates from process conditions inherent to a manufacturing technique. Therefore, a clear understanding of these sources is paramount. Some common configurable parameters available across AM methods include scanning speed, build-plate temperature, layer height, and hatch spacing. Research surrounding the optimization of these variables is carried out for every new AM technique, material, and machine model that arises and the need for standardized testing schedules is detailed in Gap PC5. Extensive research has been conducted on design of experiments and response surface methodologies to optimize configurable parameters (Ref 26, 68,69,70,71). Following this approach, process maps are created that link quality characteristics to configurable parameters (Ref 72,73,74,75) such as in Fig. 3. Users assume these quantities to be deterministic whereas natural variability resides within these configurable inputs. Spatial variations in the microstructure (Ref 76, 77), melt pool morphology (Ref 78), and residual stresses (Ref 79) of a material as well as batch variations in transition temperatures of super metals (Ref 80), fatigue life, and subsurface defects (Ref 81) are only a few of the unknowns introduced by slight variations in configurable parameters.

Process mapping of the formation of various process defects vs. scanning speed and power
We seek a statistical understanding of these sources for variability. As can be shown through the propagation of simulated, statistically based models, such as in Ref 82, the uncertainty from these origins produces large variations and poor control over a resultant component. Additionally, the interactions between these parameters compound their variability. Casual maps show the positive and negative correlations between process parameters and used to demonstrate the dependence of one variable to another (Ref 83). These maps serve not only as a note for future development of parameters but also a forecast of the difficulty in understanding the AM process. Changing conditions within the AM process and subsequent outcomes in the final build create the necessity to quantify these variations and their effect on quantities of interest.
3.2 Quantifying the Effect of Uncertainty in Additive Manufacturing
By enumerating the variations inherently found in the AM process, a database is created for future development of techniques such as uncertainty propagation or process simulation and control. The following section divides the process into its pre-, intra-, and postprocess variations.
3.2.1 Preprocess Variations
Starting from the source, powder morphology and chemical composition of the feedstock powder is at the origin of many variables introduced by the AM process (Ref 84). The distribution of powder diameter, sphericity, and particle adhesion affect packing density and the flowability of the melted particles and ultimately the melt pool morphology which characterizes local thermal properties of the print (Ref 85,86,87,88). Standards such as ASTM F3049-14 can assist in providing methodologies to characterize these powder traits and introduce higher levels of quality control at the source. Furthermore, standards such as ASTM F2924-14 and ASTM 2594-09 specify bounds for the chemical composition in feedstock powder for metals such as Ti-6Al-4V. However, authors have shown that the spatial concentration of oxygen content is of importance as well (Ref 89, 90). Thus, powder that is improperly mixed, or that has been reused, have non-negligible consequences on the final structure of the components.
Design decisions such as the chosen AM technique clearly affect the variability in quality characteristics (Ref 91). However, even the choice of machine model within the same AM process will exhibit variations in uncertainty (Ref 92). To this end, Gap D5 in the AMSC road map identifies the need for design optimization between machine models, not just the manufacturing process itself. Even environmental variations, such as chamber gas pressure, will influence mechanical characteristics (Ref 93). ISO/ASTM PWI 52904 assists manufacturers in identifying and optimizing these atmospheric variables to ensure a more repeatable printing process. Additionally, the feasibility of a design is an issue based on machine choice. Gap D8 aims to optimize design decisions including the machine choice via a feasibility modeling approach. SAE AMS7003 allows user-guided calibration of AM machines in to reduce the variability from machine to machine of the same model. Unfortunately, these calibration methods and schedules are mostly based on experience and therefore Gap PC2 and PC3 call for a calibration and scheduling methodology and health monitoring system to ensure preventative maintenance. Furthermore, machine optimization for future designs can utilize this information through the development of Gap PC4.
As previously mentioned, simulation plays a vital role in the design phase of product development. However, large uncertainty surrounding factors such as powder flowability as well as packing density show the limitations of simulation on poorly understood mechanisms. Authors, such as Moges et al. (Ref 21), bring attention to the fact that the uncertainty in the modeling of the parameters and assumptions that carry these simulations may overlook or misinterpret complex mechanisms in the AM process. For example, the inadequate modeling of the vaporization mechanics of melted powder results in a non-conservative value for keyhole porosity. This, coupled with the computationally expensive operations that is expected from these calculations (Ref 94), makes current technology a difficult process to rely upon without the introduction of false correlations.
3.2.2 Mechanical Variations
Mechanical variations, such as fatigue, strength, and defect distributions, commonly arise in AM through natural fluctuations in all input variables. Geometric design can be correlated with mechanical performance to quantify one form of this variability. Razavi et al. (Ref 95) produced many two-dimensional dogbone samples with varying thicknesses as well as notch geometries to highlight the different microstructures and fatigue properties, finding that the grain growth is shortened in thinner specimens due to an increased cooling rate. This was also found to affect the surface roughness and elongation at failure for smaller thickness samples resulting in a more brittle material. Unwanted variation of strut diameter in lattice structures has also been linked to changes in elasticity and mechanical performance from those intended (Ref 96). Correlation therefore must be developed to assess designs for the creation of design methodologies. Development of geometric ratios, such as t/d ratios that represent the proportion of specimen thickness to average characteristic length of grains, delineates critical design values at which further extremization would drastically affect mechanical performance (Ref 97). Such a correlation can be seen in Fig. 4 for fatigue performance.

Normalized fatigue limit represents the fatigue limit of a sample vs. the fatigue limit of the largest sample. The three sections from left to right denote the dependence on either thickness, t/d ratio, or characteristic grain length (Ref 97)
Other design features such as notches also cause variability in the physical location of failure as can be seen in Fig. 5. The notch acuity, a measure of the sharpness of the notch with respect to the local geometry ranging from − 1 to 2 or least notched to most notched, is labeled on the x-axis. The y-axis represents the relative height from the bottom to the top of the notch ranging from 0 to 1, respectively. The authors show the bounds for the results collected with the blue lines. Although stress concentrations at notches represent the most likely location for failure, downskin surfaces produce poor surface finish qualities and increased defect densities (Ref 98). This phenomenon results in failures at the downskin surface rather than the center of the notch as found in Ref 99.

Comparison between notch acuity on the horizontal axis and the relative height from the bottom to the top of the notch on the vertical axis. The lines represent the spread of failures found for the combination of the two aforementioned parameters (Ref 99)
Another source of variability arises from the relation of the number of parts per build as well as cross-sectional area of a component. Both of these factors lead to increased interlayer dwell time (ILDT) which creates longer time gaps between melt spots on a build surface. As such, the thermal history of a component widely varies from one geometry to another despite using the same process parameters and machine (Ref 100). Furthermore, the accumulation of heat as multiple parts of the same geometry is allocated onto a build plate means there can be variations in thermal history from sequential builds of the same parts if varying quantities are printed. Residual stress has been shown to increase as a result of a decreased number of components per build (Ref 101) and increased mechanical strength is found in components with higher levels of interlayer dwell time due to a reduction in keyhole porosity formation (Ref 100, 102).
The topic of variability from machine model to model emphasizes the need for standardization among AM machine models, such as ASTM DIS 52941. Obeidi et al. (Ref 92) show a clear distribution in porosity and tensile strength between machine choices of the same AM process. This was attributed to the different cooling rates associated with the build chamber volumes and inert gas flow location. This same gas flow causes dispersion of powder particles during melting, commonly termed spatter particles, which in turn oxidize, and then land on fresh powder areas downstream of the gas inlet (Ref 103). Additionally, the vaporization of powder causes powder droplets to form with poor sphericity characteristics (Ref 104) which introduces variations in mechanical properties. Most notably, the change in sphericity as well as enlargement of average particle diameter can lead to an increase in surface roughness as well as defect formation (Ref 105).
3.2.3 Defect Variations
One of the key indicators of mechanical reliability in AM originate in defect density and distribution (Ref 106). As such, researchers investigate the formation, detection, and simulation of defects. The notion of Bayesian networks to propagate uncertainty in the AM process can be again used to simulate the formation of defects (Ref 107). However, there seems to be an even larger, highly nonlinear relationship between defects and mechanical properties. Boyce et al. (Ref 108) attempt to explain this variation by applying percolation theory which maps the likelihood of interconnections being formed in a nodal graph as the population of nodes increases (Ref 109). Through this application, it was found that increased porosity in a component not only leads to nonlinear tensile strength declination, but also reduced reproducibility. This stems from the likelihood that more pores begin to form in clusters wherein the strength to porosity ratio becomes much less linear. A concern that arises from this nonlinearity due to geometric design is witness coupon and component performance correlation. The complex thermal interactions are quite different between components to a sample and therefore large discrepancies are often noted. Researchers have found that this lack of correlation can be largely attributed to differences in defect formations. Li et al. (Ref 110) reinforce this by analyzing the performance of two cylindrical samples which varied unpredictably despite only a small change in gauge diameter. This was attributed to the density of near-surface pores which were more prominent in the samples with smaller gauge diameters due to quicker cooling. In characterizing the spatial distribution of defects, Sanaei et al. (Ref 111) focus on samples sectioned along radial lines and the vertical axis as shown in Fig. 6 wherein the quadrants and shells, particularly the former, showed high levels of variability. Many factors play a role in the development of defects which in turn affect the mechanical quality of a part. Poorly controlled interactions between laser energy density, powder quality, and chamber atmospheric conditions (Ref 112) all contribute to unwanted variability in the defect size, density, and distribution in an AM component.

Illustrating the sample geometry and the locations which were considered for the investigation. The variations along the build height (a), around the build axis (b), and along the radial axis (c) (Ref 111)
3.2.4 Geometric Variations
Geometric deviations from a model to the printed part contribute to a lack of reliability through mechanisms such as a lack of mechanical integrity and assembly interference. Arising from thermal distortions during manufacturing, they are linked to many configurable parameters as well as variables introduced in Sect. 3.2.1 (Ref 113, 114). Geometric dependence of distortions makes the task of extrapolating design to variability difficult. Thus, measurement techniques have been developed that help identify geometric-dependent versus independent distortion (Ref 115). The diagram shown in Fig. 7 demonstrates this principle which the authors have researched. By assuming geometry independence inside of the borders of a shape, shape dependence can be associated with design features at the borders and their subsequent variability correlated. In particular, the rate of change of the radius associated with the border of a shape is used to extrapolate shape-dependent distortions. Then, regressions are fitted to the independent distortions and subsequently subtracted from the distortions found at the border, enabling the calculation of shape-dependent variability. Furthermore, statistical distributions can be fitted to these geometric variances which then are sampled to recreate a distorted model from point cloud data to determine design allowables for proper dimensions and tolerancing (Ref 116). Further studies affirm this geometric dependence/independence relationship and emphasize the need for further studies relating geometric design to dimensional tolerancing (Ref 117).

A representation of the concept explored in Ref 115. Both images represent a nominal, cylindrical example to be produced via AM. However, their distortion is split into two parts, geometry dependent and independent. While the geometry-independent distortion of (a) is the same as (b), the geometry-dependent distortion is not
Clearly, variability has been a topic of recent research but there are still topics to be addressed in measuring this variability. What is needed is a consistent methodology to quantify deviations as well as a quantification of its own measurement limitations and uncertainty.
4 Variability in Validation and Inspection
Variability needs to be observed and documented. Proposed certification strategies such as MSFC-STD-3716 and AWS D20.1 rely on inspection and testing to repeatedly characterize a material or component. However, these practices are still lacking as outlined in the roadmap such as through Gap FMP4 which stresses the need for widespread design allowables for AM materials that are only possible through a statistical analysis from observations collected in experiments.
4.1 Current and Developing Methods for Nondestructive Evaluation
Nondestructive evaluation (NDE) allows examination of quantities of interests without negatively affecting a component’s ability to function (Ref 118). Some standards with NDE technology that are under development, such as ASTM WK47031 and ASTM 52908, aim to assist in selecting NDE methodologies as well as specific guidelines for metrology, respectively. Necessary evolutions of NDE are outlined in gaps such as Gap FMP5 which addresses the need for characterization of final material properties such as the microstructure of an AM component. Methodologies to qualify feedstock material, such as ASTM 52907 and AMS 7015, can also introduce uncertainty and as such gap PM3 requests that this source of variability be quantified to be used in uncertainty propagation as well as statistical modeling of the AM process.
4.1.1 Postprocess Inspection
From simulation to physical inspection, NDE provides ways to inspect a component for failure or defects to update life expectancy of parts as well as determine when a component has reached some predefined retirement criteria. An overview of NASA’s previous and current endeavors with AM-related NDE can be found in Ref 119. It highlights the need to improve NDE of hidden channels and features that are not commonly present in more traditional manufacturing techniques. Additionally, other authors have confirmed this emphasis and identified other key features necessary for the development of AM (Ref 60, 120,121,122). Criteria for maintenance and retirement schedules must also be evaluated through NDE but given the difficulties previously mentioned, the road map appends Gap NDE8 to develop a proper methodology. The AM community has responded by adapting existing NDE techniques to AM and developing new techniques and standards to characterize components (Ref 22, 123). Many of these developments come in the form of traditional NDE found in casting designs. In particular, usage of liquid dye penetrant, ultrasonic inspection, and eddy current probing are found to adapt well to AM technology with minor modifications (Ref 124, 125).
As shown in Ref 26 and in Fig. 8, process mapping can be done through techniques such as 3D x-ray computed tomography (XCT). Additionally, this study provides insight into a key mechanical element, the critical pore size. Found in casting studies as well (Ref 126), the critical pore size dictates the strength of the entire component based on the largest detected pore, elevating the importance of thorough NDE of AM parts in design and manufacturing methodologies.

Process mapping of porosity vs. laser power through the use of 3D XCT. The characterization of defect distribution and the largest detected pore size is integral to understanding the mechanical properties of the printed component (Ref 70)
The measurement of the geometry can introduce uncertainty as showcased in Ref 127. In this study, coordinate measuring machines (CMM), x-ray computed topography (XCT), and photogrammetry are used to measure the sample artifact and the advantages and disadvantages are explored. Each technique is affected by different issues such as surface roughness for CMM and internal geometries for photogrammetry. Each introduced their own level of variability, however, if time permits, XCT was found to be the most repeatable method. Surface finish measurements of an AM component is another crucial introduction of variability. Research on tactile, optical, and edge tracing indicate an ample distribution of accuracy and practicality for various measurement methods (Ref 98). Dependent on the accuracy demanded, some methods are shown to be inadequate for high level simulation and data archiving. Furthermore, lack of methodologies for NDE often necessitates subjective selections of process parameters based on experience which can vary from engineer to engineer (Ref 128).
The use of defect detection through methods such as XCT can limit the design complexity of a component due to its inability to accurately characterize deep, hidden passages and lattice designs. To rectify this, Du Plessis et al. (Ref 129) assess the use of NDE in AM through the lens of witness coupons to review the effect of vertical build height on correlation between specimen and component. Another method of inspection can be realized through real-time monitoring, in situ, of the process due to the unique production method for AM.
4.1.2 In Situ Inspection
AM technology offers a unique advantage in its layer-by-layer printing method that can be monitored directly for early detection of anomalies. For example, the development of techniques such as acoustic emissions (AE) enable the integration of sensors into build plates that then signal developing defects such as pores and cracks (Ref 130). For example, the research results of Davis et al. (Ref 131) show demonstrate the technology’s ability to identify location and depth of defects manufactured into specimens using data from AE.

Variation in temperature captured using thermal imaging. Figure depicts the microstructural differences caused by thermal hotspots during fabrication (Ref 132)
However, one issue found with the AE measurement technique has been the inaccuracy due to surface roughness. Lopez et al. (Ref 133) address this issue in wire-arc AM by increasing the quantity of emitters and collectors as well as diminishing the gain values for the emitters which produced more accurate results to a depth of approximately 15 mm. A combination of witness coupons and AE has also been suggested to capture characteristics of complex components in situ (Ref 134). Although suffering from similar correlation hardships, this methodology would present an efficient way to use new technology such as AE or adapt older NDE tools.
Thermal imaging can also be insightful for its ability to characterize the heating and cooling phase of AM and therefore the melt pool geometry and resultant microstructure. The results such as the mapping of layer height to melt pool geometry (Ref 135) and absorbed laser power to microstructure and defects (Ref 33), can be inferred with thermal imaging techniques. Despite its utility, authors have stressed that introduction of erroneous values is common due to the variance in refraction and absorption of beams on the material of interest (Ref 136). One method currently under research to rectify this introduces machine learning as a corrective algorithm to compensate for these slight variations while still capturing the original nature of the data (Ref 132). Their results are found in Fig. 9 where localized high temperatures can be observed to create a distinct microstructural morphology. Moreover, these same machine learning algorithms can assess causal relations between thermal imaging data and resultant part quality, displaying approximately 85% accuracy (Ref 137).
Overall, the ability to measure these defects while they occur provide useful information such as acceptance criteria for components before they are even tested as identified in Gap PC16. Furthermore, the results of in situ monitoring can have a direct effect on updating predictive models in simulations that in turn can improve the accuracy of process simulations. This beneficial coupling is detailed in Gap D22 in the road map. Clearly, NDE offers a wealth of information without sacrificing the original part itself. Although this may work for many useful circumstances, for certain mechanical properties, this process does not fully characterize a component. We need to look past NDE and look at another technique, destructive testing.
4.2 Current and Developing Methods for Destructive Testing
Destructive testing (DT) is the characterization of a component’s mechanical properties at its mechanical limits, rendering it unsuitable for future use. As is evidenced by other established manufacturing techniques (Ref 138, 139), DT plays a fundamental role in qualifying the reliability of a component. The research of AM’s structural strength has been a subject of constant development, with current endeavors to fully understand the fatigue life of AM components with respect to similar processes (Ref 140). Also of interest are quantities such as residual stress (Ref 141, 142) for which DT can offer fuller characterization over NDE. Although there is a difference in mechanical properties, the standard methods used in testing casting and wrought materials, such as in ASTM B557-15 and E837, can still be observed for AM as shown reviews such as Ref 143 and 144.
Ultimately, DT suffers from the same pitfalls as NDE, namely that the sacrificial specimens used for the analyses may not be representative of the component. Therefore, we seek a correlation between specimen and component mechanical properties. Li et al. (Ref 145) investigate the effectiveness of statistical distributions for extrapolation of coupon data. The probabilistic model, fitted with parameters using maximum likelihood estimation, offered more consistent results and increased confidence bounds over equivalent deterministic calculations.
The reduction of coupon volume is also beneficial in the high-cost, low-production regime of AM. However, it also harbors correlation issues as the gauge size is reduced wherein dominant micro-mechanics introduce high nonlinearity into the mechanical results. Therefore, the evolution of miniature test specimen is developed to accomplish constant characteristic geometric ratios to maintain component correlation as well as a reduction in potential stress intensity factors that develop with higher curvatures in shorter gauge lengths (Ref 146, 147).
By taking advantage of unique designs through AM, we can also construct samples that are more adapted toward additive technology. For example, downskin surfaces printed through overhanging orientations lead to reduced surface quality. This roughness then leads to greater uncertainty in the failure location of a test specimen. This often necessitates machining of the surface to improve surface quality or at minimum to remove surfaces, thus reducing the correlation to as built specimens. Fatemi et al. (Ref 148) produce coupons that address the non-uniform loading encountered in torsional testing and investigate more gentle radii and less overhang for vertically printed specimens to reduce downskin surfaces. With this change, the results became more consistent not only in value but also failure location.
5 Design for Reliability in Additive Manufacturing
We have seen the processes by which variability is introduced into a component and how we can characterize these variations. We now look toward methodologies to maximize reliability.
5.1 Certification and Design Methodologies in Additive Manufacturing
A great introduction to the current standards in aerospace as well as process steps that need to be standardized can be found in Ref 34. Divided into design to implementation steps, the authors discuss the necessity to characterize subjects such as powder consistency and development of a digital thread database to improve the reliability of future components. Additional information for process control to meet current qualification standards can be found in Ref 24. On top of developing technical standards, approaches toward their implementation and organization are necessary as well (Ref 149). As such, flow maps for the organizational adoption of the technology have been produced that detail supply chain, workforce, administration, and technological resources otherwise overlooked (Ref 83, 150). More specific ideologies for design methods that include part orientation optimization (Ref 151), design for assembly (Ref 152), and automated design acceptance criteria (Ref 153) offer streamlined, autonomation of the design and development process, matching toolboxes and software available to more conventional manufacturing techniques. Design methodologies must consider not only the effectiveness of the design, but the repeatability as well, often prompting the introduction of witness coupons to assess manufacturability (Ref 154). Many of these features are currently incorporated in standards such as ASTM 52910 or NASA-STD-6030 in design and testing methodologies to help develop AM products. Furthermore, standards such as AMS 7003 help place limitations on AM processes such as LPBF to better guide designers through the limitations presented in a chosen AM technique.
5.2 Simulation Methodologies in Additive Manufacturing
A starting point for reliable design is utilizing statistical information found in research and testing for the development of confidence bands that dictate our design allowables. One method to develop these limits is to produce statistical information through physical testing. However, simulation may not always align with physical phenomenon but the correlation is only improving with time (Ref 155, 156). At the preliminary level of product development, the addition of supply chain optimized design (Ref 157) through manufacturing simulation can help discern between design decisions can introduce an early advantage in AM optimization. On a more physical level, the use of FEA to produce simulated manufacturing results can help mitigate costly mechanical testing (Ref 158). The results can then enable reliability optimization, such as the reduction of residual stress and deformation. Thus, design parameters that result in the highest probability of producing the reliable results can be ascertained. In a similar methodology, Flores et al. (Ref 159) optimize manufacturing reliability through SPC, inferring information from simulated manufacturing runs. These simulations then dictate compensation factors that reduce the variability in the process with respect to some quality characteristic such as surface roughness and hole-to-hole distance. FEA analysis can be embedded with stochastic observations from parameters, such as defect generation (Ref 160) or lattice strut diameter (Ref 95). These inclusions in turn provide modifiers to the simulation process and can help improve correlation and consistency from simulated to physical component.
As previously mentioned, the computational cost of simulation can oftentimes be insurmountable without model simplification. Gorelik et al. (Ref 48) diminish the computational intensity of full-scale AM simulation by introducing a zone-based approach for evaluating parameter exceedance. By compartmentalizing AM components into its most critical geometries, simulations can be made more efficient by tailoring the accuracy to areas with the highest levels of concern. Surrogate modeling and dimensionality reduction has also crept into the field of AM modeling and simulation as valid tools to reduce computational intensity of full-scale models (Ref 161, 162).
5.3 Evaluation Methodologies in Additive Manufacturing
Standards for the NDE of AM components post-build are under development with guides, such as ASTM E3166-20e1, being published to assist in transitioning traditional NDE technologies to AM. However, the implementation of witness coupons must be integrated into a design-based methodology that assures reliable results (Ref 46) to further improve efficacy and viability of the AM process. However, lack of correlation between artifact and specimen is not uncommon, as showcased in the review of benchmark artifacts by Rebaioli et al. (Ref 23). Fortunately, the same authors present a table of geometric features that could assist in a design-specific artifact methodology that reduces artifact complexity to just those that pertain to the component being manufactured. Shown in Table 2 and other research papers, these basic features serve as a baseline to understand and develop techniques for proper artifact design. Another benchmark artifact, in Ref 163, is designed to compensate a machine’s laser parameters to limit geometrical deviations equalizing geometrical reproducibility from machine to machine. Taylor et al. (Ref 164) develop a standard artifact, Fig. 10, to be used in all AM machines to evaluate key reliability parameters, standardized to ensure parity among resulting components from different machines and processes. In a similar method, and following ASTM standard F2924-14 on Ti-6Al-4V, Grinan et al. (Ref 165) shows the results of analyzing a similar artifact for use in standardization of a product. A main difference here is the acknowledgement of the variation in part orientation for physical testing coupons including coupons in multiple orientations. Lastly, Portoles et al. introduce multiple witness coupons surrounding the printed component, in varying orientations, to quantify the variability in powder quality throughout the build chamber. The ability of these coupons and artifacts in characterizing the AM process is potent enough that the AMSC road map identifies the need for artifact design methodologies, NDE2, and artifact correlation for design, D15. Indeed, recent developments in standards have motivated designs such as the NIST benchmark artifact (Ref 166) developed and proposed to adhere to standard ASTM 52902. With improved correlation between benchmark and coupon design with that of manufactured components, advancements toward quickly and economically identifying key performance indicators may be better realized.

Standard test artifact, (a), for the qualification of AM components, and, (b), after removal of tensile specimens (Ref 164)
In situ testing is also a recommended inclusion in the qualification process as presented by Mazumder et al. (Ref 167). The authors develop three key elements, chemical composition, phase composition, and thermal history that need to be observed to qualify a finished component with confidence. Termed as “certify as you build,” a critical step for this to work is to align the microstructural evidence to the mechanical observations given the previous results. By significantly reducing the unknown variations that may have occurred, we can develop standards for pass/no pass criteria for finished components as they are being printed. For completeness, this paper includes an addition in NASA’s NASA-STD-6030 AM certification guidelines that involve proof-testing of all components over a level of criticality. The details of conducting this proof-testing are not provided in the document, but its inclusion does provide insight into post-production validation currently necessary to overcome the variable nature of AM.
5.4 Methodologies for Spare Parts and Low Production Manufacturing
AM is useful for its ability to provide on-the-fly production of spare parts. This method provides immense benefits to the supply chain for companies. However, there is a need to understand the reliability of what is being replaced and matching this reliability with a new AM part. Without this understanding the design itself will need to be made conservative. As such, research has been aimed to evaluate the requirements to most accurately match the reliability of traditional versus AM parts. Investigating the replacement of welded structures with a single AM component, Coro et al. (Ref 8) analyze key differences between the two assembly techniques. Most importantly, the defect distribution was once again found to influence the mechanical reliability the most in the AM component. Thus, defect generation is forecasted and an estimate of mechanical reliability is produced. The introduction of subdivided design decisions as in Ref 168 can provide a methodology that reliably updates old components for new AM parts. The authors divide a satellite component into several sub-categories, such as manufacturing, organizational, and economical, and design constraints can be established as in Fig. 11. These identified “free design spaces” will function as areas in which an engineer may move around a current limitation without affecting the function of the component. Lindemann et al. (Ref 169) propose a similar methodology with a heavier focus on assembly replacement by one AM component through stricter geometric constraints. Full packages for redesign optimization enable the autonomation of these workflows and are also a topic of current development (Ref 170).

Design constraints and subdivisions for the replacement of a satellite part for an AM component (Ref 168)
Yet another application in which AM can greatly contribute is manufacturing of low-production components such as biomedical implants and single-make aerospace components. In such scenarios, the high quantity of samples for statistical inference is detrimental. Therefore, we seek a methodology that can provide high levels of assurance with low levels of testing. This is obviously non-trivial and would be beneficial for any manufacturing process; however, we have seen examples of witness coupons that aim to provide such support. In reference to Ref 115, separation of material/process-specific qualities from geometry is essential to understanding the variation from one model to the next. Coupled with a rigorous FEA approach to qualification and certification, such as in Ref 171 and 172, and simulation of the process variables that define reliability as mentioned in Sect. 3, certification strategies can rely on a more digital implementation. Design guides that detail numerous design limitations using pass/no-pass tables that clearly delineate the necessary dimensions and tolerances required by an AM process have been explored (Ref 173,174,175). From minimum hole diameter to letter recesses, guidelines like these are necessary to understanding the design space afforded by a particular AM process. These guides may limit the necessary experimentation with proven design elements; however, they are resource intensive as the initial experiments necessary are extensive and time-consuming.
5.5 Reducing the Variability Involved in Additive Manufacturing
As previously developed, reliability and variability are inseparably linked. Thus, to improve the reliability in AM, we must reduce its associated variability. An example of this could be the replacement of powder surrounding parts on a build plate instead of its reuse. Researchers have found that the powder particles located near printed components are significantly more likely to be oxidized (Ref 89). Thus, components with recycled powder contain higher density of defects as well as larger porosities leading to greater instability in mechanical properties (Ref 105, 176, 177). Recycling of this powder is a current topic of research but recent discussion in NASA’s NASA-STD-6030 5.4.1.2 offers the most comprehensive overview of necessary precautions that allow for the use of recycled powder. Extensive sieving and material characterization, coupled with a pre-planned reuse cycle limit, can be used to designate used powder as negligibly different to virgin powder. Preprocess treatment of powder particles with nanoparticles can further realize defect density improvements by arresting the mechanisms by which the melt pool ejects molten material (Ref 178). Thus, this helps mitigate the detrimental effects of spatter particles. Additional particle treatment may assist distribution of quality for certain materials with high optical reflectivity such as copper. Heat or surface treatments of these particles may help stabilize resultant usability and print quality (Ref 179). An in-process methodology developed by Huang et al. (Ref 93) allows machine learning to deduce process parameters with the greatest influence on reliability. The authors investigate 16 different parameters e wherein gas chamber pressure was found to be of significant influence and therefore was more rigorously controlled in a follow up production. As can be seen in Fig. 12, the narrowed confidence bounds for the resulting elongations and tensile strengths reduced the uncertainty in the entire process.

Figure (a) and (b) demonstrate the difference to the average elongation versus the difference to the average tensile strength before and after positively controlling the chamber pressure, respectively. The authors enabled an increase in predictability in the process by clearly showing less outliers outside of the 95% prediction bounds after a process control was employed (Ref 93)
Postprocessing of a component may also reduce variability. What we seek is a reduction in the factors that may lead to instability in performance characteristics such as fatigue and residual stress. Similar to progress undertaken by the AM community to adopt current NDE standards, some traditional postprocessing techniques have been reviewed for their efficacy in AM (Ref 180). Additionally testing of the advantages each of these processes produce on subsequent design properties of AM is critical. To this end, Rezaei et al. (Ref 181) test the effect of hot isostatic pressing (HIP) on the microstructural and mechanical properties of Inconel 718 concluding that the reduction of defects can be achieved through HIP, leading to a reduction in variability in components (Ref 182, 183). It is known that elongated grains of AM parts typically grow the build direction (Ref 184); therefore, the authors’ findings that the recrystallization of the grains in these components produced finer and more varied orientations signifies a less isotropic tendency. Coupled with the findings by Farhang et al. (Ref 77) that the microstructural texture spatially varies throughout a component, we conclude that the homogenization of a part’s grain morphology could be beneficial to the consistency of mechanical testing results.
To reduce variability in surface roughness and its subsequent effects on mechanical properties (Ref 185), popular techniques such as post-print machining and shot-peening can be utilized. By introducing various surface postprocessing steps in a study and analyzing the effect on fatigue life, Uzan et al. (Ref 186) find that the reduction in surface roughness in turn reduces the variability found in the fatigue life results of AM samples. Furthermore, the machining of the first 25 \(\upmu \)m of samples and shot-peening increased fatigue life past that of equivalent cast samples. Postprocessing can assist in introducing greater reliability into our designs post-production and as such, standards such as AMS 7000A and AMS 499A are helpful in implementing these strategies.
The AMSC roadmap introduces Gap D9 which illustrates the need for a simulation of each step of the manufacturing process. Surveys such as one conducted by Hu et al. (Ref 28) illustrate the use of simulation and existing thermal and mechanical models to identify key parameters which contribute to variability. The uncertainty of these parameters is then propagated through the AM process through simulation. Assumed or experimentally derived distributions are sampled and final results are observed for their variance. As an example, Wang et al. (Ref 187) simulate grain growth and solidification, leading to calculated melt pool geometry and microstructure. Given that the melt pool morphology one key to understanding the resultant part microstructure (Ref 188), the build quality characteristics follow from subsequent simulations. Scime et al. (Ref 189) analyze the resultant grain morphologies caused by variations in process parameters. Although normal distributions described most samples, those produced via high laser energy densities demonstrated high levels of variability with poor distribution fits, indicating unknown complexities in high energy regimes. Akram et al. (Ref 190) look to simulate the grain growth process which is essential for the use of thermal history information. This modeling method can predict the microstructure of a resultant component and be fed forward into other simulation tools. Lee et al. (Ref 191) expanded on this by introducing the prediction capabilities of machine learning to forecast the morphology of the melt pool based on laser quality and powder characteristics. These simulation methods serve as indicators for key control parameters in techniques such as SPC.

Flowchart showing sources of variability that then contribute negatively to performance indicators in the additive manufacturing process
6 Concluding Remarks on Future Needs to Ensure Reliability in Additive Manufacturing
This paper has laid out the need to develop methodologies and standards in AM to ensure reliability. However, there are limitations with the process that inherently make it difficult to employ many methodologies and standards previously discussed. Many of those reasons are due to a lack of standardization among industry manufacturers as well as a constantly evolving research field for a technology that is seen to still be in its infancy. With the addition of new technologies year by year, what is required is a set of tested AM techniques with which to produce components. Kandukuri et al. (Ref 192) identify processes such as selective laser melting, electron beam melting, and direct metal deposition as developed technologies with potential for standardization. With a focus on specific technology, the industry can begin to standardize tools and components such as recoater blades and purge gas feed location such that documented variability becomes useful throughout the industry. As a result of the lack in standardization, material allowables should only be quantified for a particular AM printer, due to the incongruity in data presented between machine models. Thus, an emphasis needs to be placed on establishing calibration procedures through benchmark artifacts to align varying machines models with process-wide allowables. Until then, further clarification needs to be shed on context for the procurement of allowables such as machine model, interlayer time, and specimen thickness. Further assistance is provided if research demonstrates a more thorough understanding of the most critical elements to ensuring reliability through techniques such as sensitivity analyses and uncertainty propagation (Ref 193,194,195).
Although many methodologies focus on the use of in situ monitoring and pre/postprocess testing, the need for more mature techniques to rapidly analyze defects such as compositional deviations or pore distribution is apparent. In a general review of current and developing measurement science technologies, Mani et al. (Ref 196) describe the need for standard processes for the calibration and characterization of sensors, motors, and materials to accurately infer and predict statistical information from the printing process. As mentioned before, the development of a database is essential to the adoption of AM to make available the information collected by NDE (Ref 197). Through analysis and data recordings of the various stages of the AM process, industries can co-develop the necessary testing for statistical analysis of AM components, thus reducing this typically costly and time-consuming process. Many qualification methodologies incorporated benchmark artifacts or witness coupons that would be used to analyze and correlate test data to component quality. Unfortunately, this correlation is not fully developed and is non-trivial. In response, authors are developing correlation maps between geometric features and mechanical, microstructural, and geometric performance qualities to allow extrapolation from samples to components. The necessity to combine this correlation with a geometry-based design methodology for witness coupons will allow the use of small-scale coupons instead of full-scale prints. With this in hand, the manufacturing time and complexity are reduced and the benefit to the supply chain can be better realized.
Moving forward, the most critical focus of the AM community needs to be that of implementation and certification. Throughout this review paper, key elements to reliability as well as standards and identified gaps have been introduced that all push toward a more repeatable process. These key elements that pertain to reliability are summarized in Fig. 13. The AM process is split into five stages, each representing key aspects of the pre-, in situ, and postprocess that define AM technology. These processes are then broken down into some of the sources of variability, quality characteristics, standards, and gaps in standards related to these processes that have been developed throughout this paper. Variability, such as build height, and its effect on quality characteristics such as melt pool size, residual stress, and defect density, are shown interconnected to demonstrate the correlation between these parameters, some under control of the user and some not, and metrics defined by engineers in evaluating the effectiveness of a component. Ultimately, this figure shows the cascading nature of variability and its effects on reproducibility in AM as the validation process then provides feedback into new designs. Although not comprehensive, these variability sources serve as subjects for future research to quantify and in turn reduce the volatility in their values. Focusing on these advancements is quintessential to the adoption of additive manufacturing beyond rapid prototyping.
Throughout manufacturing history, new technologies have developed to provide solutions to issues encountered in older techniques. From casting and machining to powder metallurgy and fiber composites, additive manufacturing looks to mature to the point that it can be introduced in widespread projects. In assessing the industry’s ability to move forward, we can turn to a historical measure of the maturity of a manufacturing technology, the technology readiness level (TRL) (Ref 198) introduced by NASA in the 1970s. This scale provides an idea as to when a technology is ready for adoption into industries. Growing from level 1, where the basic operating principals of a technique are tested, we seek to reach level 9 consistently across all industries that wish to utilize AM technology. With this goal in mind, we move forward to assure the reliability and consistency of a manufacturing technique that can not only provide complex and less restrictive design opportunities but also result in economic, ecological, and organizational benefits that are yet to be fully realized
References
T. Wohlers, T. Gornet, History of Additive Manufacturing. Wohlers report, vol 24 (2014), p. 118
K.V. Wong, A. Hernandez, A Review of Additive Manufacturing. Int. Sch. Res. Not. 2012, 1–10 (2012)
A. Gisario, M. Kazarian, F. Martina, M. Mehrpouya, Metal Additive Manufacturing in the Commercial Aviation Industry: A Review. J. Manuf. Syst. 53, 124–149 (2019)
K. Oettmeier, E. Hofmann, Impact of Additive Manufacturing Technology Adoption on Supply Chain Management Processes and Components. J. Manuf. Technol. Manag. (2016)
M.K. Niaki, F. Nonino, G. Palombi, S.A. Torabi, Economic Sustainability of Additive Manufacturing: Contextual Factors Driving its Performance in Rapid Prototyping. J. Manuf. Technol. Manag. 30(2), 353–365 (2018)
Y. Li, G. Jia, Y. Cheng, Y. Hu, Additive Manufacturing Technology in Spare Parts Supply Chain: A Comparative Study. Int. J. Prod. Res. 55(5), 1498–1515 (2017)
C.C. Seepersad, J. Allison, C. Sharpe, et al.: The need for effective design guides in additive manufacturing. DS 87-5 Proceedings of the 21st International Conference on Engineering Design (ICED 17), vol. 5 (Vancouver, Canada, 2017), pp. 309–316
A. Coro, L.M. Macareno, J. Aguirrebeitia, L.N. López de Lacalle, A Methodology to Evaluate the Reliability Impact of the Replacement of Welded Components by Additive Manufacturing Spare Parts. Metals 9(9), 932 (2019)
S. Singamneni, L. Yifan, A. Hewitt, R. Chalk, W. Thomas, D. Jordison, Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng 8(1), 351–371 (2019)
L. Leemis, Probability Models and Statistical Methods in Reliability (2000)
J. Gruenwald, Risk-Based Structural Design: Designing for Future Aircraft (Citeseer, 2008)
W. Feller, An Introduction to Probability Theory and its Applications (Wiley, New York, 1968)
E. Tuegel, R. Penmetsa, Risk-Based Design and Certification of Aircraft: A Systems Engineering Approach. 47th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference 14th AIAA/ASME/AHS Adaptive Structures Conference 7th, (2006) p. 2147
G.-J. Park, T.-H. Lee, K.H. Lee, K.-H. Hwang, Robust Design: An Overview. AIAA J. 44(1), 181–191 (2006)
Y. Liu, S. Mahadevan, Probabilistic Fatigue Life Prediction using an Equivalent Initial Flaw Size Distribution. Int. J. Fatigue 31(3), 476–487 (2009)
P.V. Varde, M.G. Pecht, et al. Risk-Based Engineering (Springer, Berlin Heidelberg, 2018)
S.S. Rao, Reliability-Based Design (McGraw-Hill, 1992)
D.D. Gu, W. Meiners, K. Wissenbach, R. Poprawe, Laser Additive Manufacturing of Metallic Components: Materials, Processes and Mechanisms. Int. Mater. Rev. 57(3), 133–164 (2012)
J.J. Lewandowski, M. Seifi, Metal Additive Manufacturing: A Review of Mechanical Properties (2016)
P. O’Regan, P. Prickett, R. Setchi, G. Hankins, N. Jones, Metal Based Additive Layer Manufacturing: Variations, Correlations and Process Control. Procedia Comput. Sci. 96, 216–224 (2016)
T. Moges, G. Ameta, P. Witherell, A review of model inaccuracy and parameter uncertainty in laser powder bed fusion models and simulations. J. Manuf. Sci. Eng. 141(4), 040801 (2019)
P. Charalampous, I. Kostavelis, D. Tzovaras, Non-destructive Quality Control Methods in Additive Manufacturing: A Survey. Rapid Prototyp. J. (2020)
L. Rebaioli, I. Fassi, A Review on Benchmark Artifacts for Evaluating the Geometrical Performance of Additive Manufacturing Processes. Int. J. Adv. Manuf. Technol. 93(5), 2571–2598 (2017)
C.-J. Bae, A.B. Diggs, A. Ramachandran, Quantification and Certification of Additive Manufacturing Materials and Processes. Additive Manufacturing (Elsevier, 2018), pp. 181–213
L. Dowling, J. Kennedy, S. O’Shaughnessy, D. Trimble, A Review of Critical Repeatability and Reproducibility Issues in Powder Bed Fusion. Mater. Des. 186, 108346 (2020)
A. du Plessis, I. Yadroitsava, I. Yadroitsev, Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on X-ray Tomography Insights. Mater. Des. 187, 108385 (2020)
S. Mohd Yusuf, S. Cutler, N. Gao, The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 9(12), 1286 (2019)
Z. Hu, S. Mahadevan, Uncertainty Quantification and Management in Additive Manufacturing: Current Status, Needs, and Opportunities. Int. J. Adv. Manuf. Technol. 93(12), 5 (2017)
E.O. Olakanmi, R. Cochrane, K. Dalgarno, A Review on Selective Laser Sintering/Melting (sls/slm) of Aluminium Alloy Powders: Processing, Microstructure, and Properties. Prog. Mater. Sci. 74, 401–477 (2015)
K. Zeng, D. Pal, B. Stucker, A Review of Thermal Analysis Methods in Laser Sintering and Selective Laser Melting. 2012 International Solid Freeform Fabrication Symposium. University of Texas at Austin (2012)
S.K. Everton, M. Hirsch, P. Stravroulakis, R.K. Leach, A.T. Clare, Review of In-Situ Process Monitoring and In-Situ Metrology for Metal Additive Manufacturing. Mater. Des. 95, 431–445 (2016)
A. Townsend, N. Senin, L. Blunt, R. Leach, J. Taylor, Surface Texture Metrology for Metal Additive Manufacturing: A Review. Precis. Eng. 46, 34–47 (2016)
M. Seifi, A. Salem, J. Beuth, O. Harrysson, J.J. Lewandowski, Overview of Materials Qualification Needs for Metal Additive Manufacturing. Jom 68(3), 747–764 (2016)
J. Rome, B. Soltz, V.K. Goyal, Key elements of the qualification, workmanship, and design verification of additively manufactured parts. AIAA Scitech 2020 Forum (2020)
B.K. Foster, E.W. Reutzel, A.R. Nassar, C.J. Dickman, B.T. Hall, A Brief Survey of Sensing for Metal-Based Powder Bed Fusion Additive Manufacturing. Dimens. Opt. Metrol. Inspect. Pract. Appl. Iv 9489, 40–48 (2015)
M. Kamal, G. Rizza, Design for Metal Additive Manufacturing for Aerospace Applications. Additive Manufacturing for the Aerospace Industry, (Elsevier, 2019), pp. 67–86
H.D. Vora, S. Sanyal, A Comprehensive Review: Metrology in Additive Manufacturing and 3D Printing Technology. Prog. Addit. Manuf. 5(4), 319–353 (2020)
Z. Zhu, S. Keimasi, N. Anwer, L. Mathieu, L. Qiao, Review of Shape Deviation Modeling for Additive Manufacturing. Advances on Mechanics, Design Engineering and Manufacturing (Springer, 2017), pp. 241–250
A. Wiberg, J. Persson, J. Ölvander, Design for Additive Manufacturing–A Review of Available Design Methods and Software. Rapid Prototyp. J. (2019)
C. Dordlofva, P. Törlind, Qualification Challenges with Additive Manufacturing in Space Applications. 2017 International Solid Freeform Fabrication Symposium (2017). University of Texas at Austin
F.A. Authority, The FAA and Industry Guide to Product Certification. Washington (2004)
M. Mohaghegh, Validation and Certification of Aircraft Structures. 46th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, (2005) p. 2162
S. Waite, Certification and Airworthiness of Polymer Composite Aircraft. Polymer Composites in the Aerospace Industry (Elsevier, 2020), pp. 593–645
J.G. Sun, M.J. Verrilli, R. Stephan, T.R. Barnett, G. Ojard, Nondestructive Evaluation of Ceramic Matrix Composite Combustor Components. AIP Conference Proceedings (American Institute of Physics, 2003), pp. 1011–1018
D.A. Miller, D.D. Samborsky, B.L. Ennis, Mechanical Testing Summary: Optimized Carbon Fiber Composites in Wind Turbine Blade Design. Technical report (Sandia National Lab. (SNL-NM), Albuquerque, NM, United States, 2019)
C. Dordlofva, P. Törlind, Evaluating Design Uncertainties in Additive Manufacturing using Design Artefacts: Examples from Space Industry. Des. Sci. 6, e12 (2020)
P. Feraboli, Composite Materials Strength Determination within the Current Certification Methodology for Aircraft Structures. J. Aircr. 46(4), 1365–1374 (2009)
M. Gorelik, Additive Manufacturing in the Context of Structural Integrity. Int. J. Fatigue 94, 168–177 (2017)
R.L. Dreshfield, H. Gray, P/m Superalloys: A Troubled Adolescent? Technical Report (1984)
D. Veley, C. Clay, A Perspective on Design and Certification. 46th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, (2005), p. 2163
K.C. Kapur, L.R. Lamberson, Reliability in Engineering Design. New York (1977)
J.S. Oakland, Statistical Process Control (Routledge, 2007)
G. Bogucki, W. McCarvill, S. Ward, J. Tomblin, Guidelines for the Development of Process Specifications, Instructions, and Controls for the Fabrication of Fiber-Reinforced Polymer Composites. Technical Report, Wichita State Univ KS Inst for Aviation Research (2003)
P.W. Manders, T.-W. Chou, Variability of Carbon and Glass Fibers, and the Strength of Aligned Composites. J. Reinf. Plast. Compos. 2(1), 43–59 (1983)
W. McCarvill, S. Ward, G. Bogucki, J. Tomblin, Guidelines and Recommended Criteria for the Development of a Material Specification for Carbon Fiber/Epoxy Unidirectional Prepregs. Technical report, Wichita State Univ KS Inst for Aviation Research (2003)
S.T. Gonczy, Federal aviation administration (faa) airworthiness certification for ceramic matrix composite components in civil aircraft systems. MATEC Web of Conferences, vol 29, (EDP Sciences, 2015), p. 00002
H. Li, R. Foschi, R. Vaziri, G. Fernlund, A. Poursartip, Probability-Based Modelling of Composites Manufacturing and its Application to Optimal Process Design. J. Compos. Mater. 36(16), 1967–1991 (2002)
J. Li, C. Zhang, Z. Liang, B. Wang, Stochastic Simulation Based Approach for Statistical Analysis and Characterization of Composites Manufacturing Processes. J. Manuf. Syst. 25(2), 108–121 (2006)
J. Gan, S. Bickerton, M. Battley, Quantifying Variability within Glass Fibre Reinforcements using an Automated Optical Method. Compos. Part A Appl. Sci. Manuf. 43(8), 1169–1176 (2012)
M. Di Prima, J. Coburn, D. Hwang, J. Kelly, A. Khairuzzaman, L. Ricles, Additively Manufactured Medical Products the FDA Perspective. 3D Print. Med. 2(1), 1–6 (2016)
R. Konečná, G. Nicoletto, V. Majerová, Largest Extreme Value Determination of Defect Size with Application to Cast Al-Si Alloys Porosity. Metal 16, 94 (2007)
R. Hardin, C. Beckermann, Effect of Porosity on Deformation, Damage, and Fracture of Cast Steel. Metall. Mater. Trans. A 44(12), 5316–5332 (2013)
K.Y. Lin, A.V. Styuart, Probabilistic Approach to Damage Tolerance Design of Aircraft Composite Structures. J. Aircr. 44(4), 1309–1317 (2007)
H.-P. Kan, Assessment of probabilistic certification methodology for composite structures (NORTHROP GRUMMAN CORP EL SEGUNDO CA MILITARY AIRCRAFT SYSTEMS DIV, 2001)
M. IJpma, Material Design Allowables and Qualification. Fibre Metal Laminates(Springer, 2001), pp. 69–78
C.L. Harmsworth, Development of Design Allowables for Metal Matrix Materials (ASTM International, 1988)
B. Jones, Determination of Design Allowables for Composite Materials. Composite Materials: Testing and Design (ASTM International, 1969)
J. Delgado, J. Ciurana, C.A. Rodríguez, Influence of Process Parameters on Part Quality and Mechanical Properties for DMLS and SLM with Iron-Based Materials. Int. J. Adv. Manuf. Technol. 60(5), 601–610 (2012)
H. Gong, K. Rafi, H. Gu, T. Starr, B. Stucker, Analysis of Defect Generation in Ti-6Al-4V Parts Made using Powder Bed Fusion Additive Manufacturing Processes. Addit. Manuf. 1, 87–98 (2014)
A. Du Plessis, P. Sperling, A. Beerlink, L. Tshabalala, S. Hoosain, N. Mathe, S.G. Le Roux, Standard Method for Microct-Based Additive Manufacturing Quality Control 1: Porosity Analysis. MethodsX 5, 1102–1110 (2018)
M. Tang, Inclusions, Porosity, and Fatigue of AlSi10Mg Parts Produced by Selective Laser Melting, PhD thesis, Carnegie Mellon University, 2017
J. Gockel, J. Beuth, K. Taminger, Integrated Control of Solidification Microstructure and Melt Pool Dimensions in Electron Beam Wire Feed Additive Manufacturing of Ti-6Al-4V. Addit. Manuf. 1, 119–126 (2014)
J.P. Oliveira, A. LaLonde, J. Ma, Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 193, 108762 (2020)
J. Beuth, J. Fox, J. Gockel, C. Montgomery, R. Yang, H. Qiao, E. Soylemez, P. Reeseewatt, A. Anvari, S. Narra, et al., Process Mapping for Qualification Across Multiple Direct Metal Additive Manufacturing Processes. 2013 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2013)
J. Gockel, J. Beuth, Understanding Ti-6Al-4V Microstructure Control in Additive Manufacturing via Process Maps. 2013 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2013)
D.F. Louw, P. Pistorius, The Effect of Scan Speed and Hatch Distance on Prior-Beta Grain Size in Laser Powder Bed Fused Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 103(5), 2277–2286 (2019)
B. Farhang, B.B. Ravichander, F. Venturi, A. Amerinatanzi, N.S. Moghaddam, Study on Variations of Microstructure and Metallurgical Properties in Various Heat-Affected Zones of SLM Fabricated Nickel-Titanium Alloy. Mater. Sci. Eng. A 774, 138919 (2020)
Q. Chen, Y. Zhao, S. Strayer, Y. Zhao, K. Aoyagi, Y. Koizumi, A. Chiba, W. Xiong, A.C. To, Elucidating the Effect of Preheating Temperature on Melt Pool Morphology Variation in Inconel 718 Laser Powder Bed Fusion via Simulation and Experiment. Addit. Manuf. 37, 101642 (2021)
J. Robinson, I. Ashton, P. Fox, E. Jones, C. Sutcliffe, Determination of the Effect of Scan Strategy on Residual Stress in Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 23, 13–24 (2018)
B. Franco, J. Ma, B. Loveall, G. Tapia, K. Karayagiz, J. Liu, A. Elwany, R. Arroyave, I. Karaman, A Sensory Material Approach for Reducing Variability in Additively Manufactured Metal Parts. Sci. Rep. 7(1), 1–12 (2017)
A. Yadollahi, N. Shamsaei, Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 98, 14–31 (2017)
P. Nath, Z. Hu, S. Mahadevan, Mutli-level uncertainty quantification in additive manufacturing. 2017 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2017)
M.P. Samuel, A.K. Mishra, R. Mishra, Additive Manufacturing of Ti-6Al-4V Aero Engine Parts: Qualification for Reliability. J. Fail. Anal. Prevent. 18(1), 136–144 (2018)
L. Dowling, J. Kennedy, S. O’Shaughnessy, D. Trimble, A Review of Critical Repeatability and Reproducibility Issues in Powder Bed Fusion. Mater. Des. 186, 108346 (2020)
C.K.P. Vallabh, C. Cetinkaya, Single particle adhesion variability in additive manufacturing powders. J. Adhes. (2019)
Z. Snow, R. Martukanitz, S. Joshi, On the Development of Powder Spreadability Metrics and Feedstock Requirements for Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 28, 78–86 (2019)
A.T. Sutton, C.S. Kriewall, M.C. Leu, J.W. Newkirk, Powders for Additive Manufacturing Process: Characterization Techniques and Effects on Part Properties. 2016 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2016)
D.B. Saint John, S.B. Joshi, T.W. Simpson, M. Qu, J.D. Rowatt, Y. Lou, A Preliminary Examination of Variability Due to Build Location and Powder Feedstock in Additive Manufacture of Inconel 718 using Laser-Based Powder Bed Fusion. 2016 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2016)
R. Williams, M. Bilton, N. Harrison, P. Fox, The Impact of Oxidised Powder Particles on the Microstructure and Mechanical Properties of Ti-6Al-4V Processed by Laser Powder Bed Fusion. Addit. Manuf. 46, 102181 (2021)
C.L.A. Leung, S. Marussi, M. Towrie, R.C. Atwood, P.J. Withers, P.D. Lee, The Effect of Powder Oxidation on Defect Formation in Laser Additive Manufacturing. Acta Mater. 166, 294–305 (2019)
D. Greitemeier, C. Dalle Donne, F. Syassen, J. Eufinger, T. Melz, Effect of Surface Roughness on Fatigue Performance of Additive Manufactured Ti-6Al-4V. Mater. Sci. Technol. 32(7), 629–634 (2016)
M.A. Obeidi, S.M.U. Mhurchadha, R. Raghavendra, A. Conway, C. Souto, D. Tormey, I.U. Ahad, D. Brabazon, Comparison of the Porosity and Mechanical Performance of 316L Stainless Steel Manufactured on Different Laser Powder Bed Fusion Metal Additive Manufacturing Machines. J. Mater. Res. Technol. 13, 2361–2374 (2021)
D.J. Huang, H. Li, A Machine Learning Guided Investigation of Quality Repeatability in Metal Laser Powder Bed Fusion Additive Manufacturing. Mater. Des. 203, 109606 (2021)
M. Roy, O. Wodo, Data-Driven Modeling of Thermal History in Additive Manufacturing. Addit. Manuf. 32, 101017 (2020)
S.M.J. Razavi, B. Van Hooreweder, F. Berto, Effect of Build Thickness and Geometry on Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam Melting. Addit. Manuf. 36, 101426 (2020)
D. Li, R. Qin, B. Chen, J. Zhou, Analysis of Mechanical Properties of Lattice Structures with Stochastic Geometric Defects in Additive Manufacturing. Mater. Sci. Eng. A 822, 141666 (2021)
H. Wan, W. Yang, L. Wang, Z. Zhou, C. Li, G. Chen, L. Lei, G. Zhang, Toward Qualification of Additively Manufactured Metal Parts: Tensile and Fatigue Properties of Selective Laser Melted Inconel 718 Evaluated using Miniature Specimens. J. Mater. Sci. Technol. 97, 239–253 (2022)
A. Triantaphyllou, C.L. Giusca, G.D. Macaulay, F. Roerig, M. Hoebel, R.K. Leach, B. Tomita, K.A. Milne, Surface Texture Measurement for Additive Manufacturing. Surf. Topogr. Metrol. Prop. 3(2), 024002 (2015)
K. Solberg, F. Berto, A Diagram for Capturing and Predicting Failure Locations in Notch Geometries Produced by Additive Manufacturing. Int. J. Fatigue 134, 105428 (2020)
G. Mohr, S.J. Altenburg, K. Hilgenberg, Effects of Inter Layer Time and Build Height on Resulting Properties of 316L Stainless Steel Processed by Laser Powder Bed Fusion. Addit. Manuf. 32, 101080 (2020)
W. Zhang, M. Tong, N.M. Harrison, Multipart Build Effects on Temperature and Residual Stress by Laser Beam Powder Bed Fusion Additive Manufacturing. 3D Print. Addit. Manuf. (2021)
B. Foster, A. Beese, J. Keist, E. McHale, T. Palmer, Impact of Interlayer Dwell Time on Microstructure and Mechanical Properties of Nickel and Titanium Alloys. Metall. Mater. Trans. A 48(9), 4411–4422 (2017)
Q. Guo, C. Zhao, L.I. Escano, Z. Young, L. Xiong, K. Fezzaa, W. Everhart, B. Brown, T. Sun, L. Chen, Transient Dynamics of Powder Spattering in Laser Powder Bed Fusion Additive Manufacturing Process Revealed by In-Situ High-Speed High-Energy X-ray Imaging. Acta Mater. 151, 169–180 (2018)
Z.A. Young, Q. Guo, N.D. Parab, C. Zhao, M. Qu, L.I. Escano, K. Fezzaa, W. Everhart, T. Sun, L. Chen, Types of Spatter and Their Features and Formation Mechanisms in Laser Powder Bed Fusion Additive Manufacturing Process. Addit. Manuf. 36, 101438 (2020)
R. Esmaeilizadeh, U. Ali, A. Keshavarzkermani, Y. Mahmoodkhani, E. Marzbanrad, E. Toyserkani, On the Effect of Spatter Particles Distribution on the Quality of Hastelloy X Parts Made by Laser Powder-Bed Fusion Additive Manufacturing. J. Manuf. Process. 37, 11–20 (2019)
H. Masuo, Y. Tanaka, S. Morokoshi, H. Yagura, T. Uchida, Y. Yamamoto, Y. Murakami, Influence of Defects, Surface Roughness and Hip on the Fatigue Strength of Ti-6Al-4V Manufactured by Additive Manufacturing. Int. J. Fatigue 117, 163–179 (2018)
H. Mokhtarian, A. Hamedi, H.P. Nagarajan, S. Panicker, E. Coatanéa, K. Haapala, Probabilistic Modelling of Defects in Additive Manufacturing: A Case Study in Powder Bed Fusion Technology. Procedia CIRP 81, 956–961 (2019)
B.L. Boyce, B.C. Salzbrenner, J.M. Rodelas, L.P. Swiler, J.D. Madison, B.H. Jared, Y.-L. Shen, Extreme-Value Statistics Reveal Rare Failure-Critical Defects in Additive Manufacturing. Adv. Eng. Mater. 19(8), 1700102 (2017)
V.M. Sahini, M. Sahimi, Applications of Percolation Theory (CRC Press, 1994)
P. Li, D. Warner, J. Pegues, M. Roach, N. Shamsaei, N. Phan, Towards Predicting Differences in Fatigue Performance of Laser Powder Bed Fused Ti-6Al-4V Coupons from the Same Build. Int. J. Fatigue 126, 284–296 (2019)
N. Sanaei, A. Fatemi, N. Phan, Defect Characteristics and Analysis of Their Variability in Metal L-PBF Additive Manufacturing. Mater. Des. 182, 108091 (2019)
X. Wang, L. Zhang, M. Fang, T.B. Sercombe, The Effect of Atmosphere on the Structure and Properties of a Selective Laser Melted Al-12Si Alloy. Mater. Sci. Eng. A 597, 370–375 (2014)
E. Umaras, M.S. Tsuzuki, Additive Manufacturing-Considerations on Geometric Accuracy and Factors of Influence. IFAC-PapersOnLine 50(1), 14940–14945 (2017)
A. Velineni, E.E. Günay, K. Park, G.E.O. Kremer, T.M. Schnieders, R.T. Stone, An Investigation on Selected Factors that Cause Variability in Additive Manufacturing. 2018 IISE Annual Conference, (Orlando, FL, 2018) pp. 983–988
L. Cheng, F. Tsung, A. Wang, A Statistical Transfer Learning Perspective for Modeling Shape Deviations in Additive Manufacturing. IEEE Robot. Autom. Lett. 2(4), 1988–1993 (2017)
B.S. Rupal, N. Anwer, M. Secanell, A.J. Qureshi, Geometric Tolerance Characterization of Laser Powder Bed Fusion Processes Based on Skin Model Shapes. Procedia CIRP 92, 169–174 (2020)
B. Fotovvati, E. Asadi, Size Effects on Geometrical Accuracy for Additive Manufacturing of Ti-6Al-4V ELI Parts. Int. J. Adv. Manuf. Technol. 104(5), 2951–2959 (2019)
L. Cartz, Nondestructive Testing (1995)
J.M. Waller, R.L. Saulsberry, B.H. Parker, K.L. Hodges, E.R. Burke, K.M. Taminger, Summary of NDE of Additive Manufacturing Efforts in NASA. AIP Conference Proceedings, vol 1650, (American Institute of Physics, 2015) pp. 51–62
R. Leach, D. Bourell, S. Carmignato, A. Donmez, N. Senin, W. Dewulf, Geometrical Metrology for Metal Additive Manufacturing. CIRP Ann. 68(2), 677–700 (2019)
R. Leach, Metrology for Additive Manufacturing. Meas. Control 49(4), 132–135 (2016)
L. Koester, H. Taheri, L. Bond, D. Barnard, J. Gray, Additive Manufacturing Metrology: State of the Art and Needs Assessment. AIP Conference Proceedings, vol 1706, (AIP Publishing, 2016), p. 130001
J. Waller, B. Parker, K. Hodges, J. Walker, D. Wells, E. Burke, E. Generazio, E. Todorov, A. Price, S. James, et al., Qualification of Products Fabricated via Additive Manufacturing using Nondestructive Evaluation. Trilateral Safety & Mission Assurance Conference (TRISMAC 2015) Virtual Meeting ESA-ESRIN (2015)
N. Kobayashi, S. Yamamoto, A. Sugawara, M. Nakane, D. Tsuji, T. Hino, T. Terada, M. Ochiai, Fundamental Experiments of Eddy Current Testing for Additive Manufacturing Metallic Material Toward In-Process Inspection. AIP Conference Proceedings, vol 2102, (AIP Publishing, 2016), p. 070003
V.R. Duarte, T.A. Rodrigues, M.A. Machado, J.P. Pragana, P. Pombinha, L. Coutinho, C.M. Silva, R.M. Miranda, C. Goodwin, D.E. Huber, Benchmarking of Nondestructive Testing for Additive Manufacturing. 3D Print. Addit. Manuf. 8(4), 263–270 (2021)
Q. Wang, D. Apelian, D. Lados, Fatigue Behavior of A356–T6 Aluminum Cast Alloys Part. i Effect of Casting Defects. J. Light Met. 1(1), 73–84 (2001)
V.M.R. Santos, A. Thompson, D. Sims-Waterhouse, I. Maskery, P. Woolliams, R. Leach, Design and Characterisation of an Additive Manufacturing Benchmarking Artefact Following a Design-for-Metrology Approach. Addit. Manuf. 32, 100964 (2020)
M. van Eijnatten, J. Koivisto, K. Karhu, T. Forouzanfar, J. Wolff, The Impact of Manual Threshold Selection in Medical Additive Manufacturing. Int. J. Comput. Assist. Radiol. Surg. 12(4), 607–615 (2017)
A. du Plessis, J,M, Waller, S.G. le Roux, I. Yadroitsava, I. Yadroitsev, J. Els, J. Prinsloo, X-ray Computed Tomography Inspection in Metal Additive Manufacturing: the Role of Witness Specimens (ASTM nternational, 2020)
P. Becker, N. Spielbauer, A. Roennau, R. Dillmann, Real-time in-situ process error detection in additive manufacturing. 2020 Fourth IEEE International Conference on Robotic Computing (IRC), (2020), pp. 426–427
G. Davis, R. Nagarajah, S. Palanisamy, R.A.R. Rashid, P. Rajagopal, K. Balasubramaniam, Laser Ultrasonic Inspection of Additive Manufactured Components. Int. J. Adv. Manuf. Technol. 102(5), 2571–2579 (2019)
J. Raplee, A. Plotkowski, M.M. Kirka, R. Dinwiddie, A. Okello, R.R. Dehoff, S.S. Babu, Thermographic Microstructure Monitoring in Electron Beam Additive Manufacturing. Sci. Rep. 7(1), 1–16 (2017)
A.B. Lopez, J. Santos, J.P. Sousa, T.G. Santos, L. Quintino, Phased Array Ultrasonic Inspection of Metal Additive Manufacturing Parts. J. Nondestruct. Eval. 38(3), 1–11 (2019)
J.A. Slotwinski, E.J. Garboczi, K.M. Hebenstreit, Porosity Measurements and Analysis for Metal Additive Manufacturing Process Control. J. Res. Natl. Inst. Stand. Technol. 119, 494 (2014)
B. Cheng, J. Lydon, K. Cooper, V. Cole, P. Northrop, K. Chou, Infrared Thermal Imaging for Melt Pool Analysis in SLM: A Feasibility Investigation. Virtual Phys. Prototyp. 13(1), 8–13 (2018)
J.C. Heigel, E. Whitenton, E., et al., Measurement of Thermal Processing Variability in Powder Bed Fusion. Proceedings of the 2018 ASPE and Euspen Summer Topical Meeting-Advancing Precision in Additive Manufacturing, (Berkeley, CA, USA, 2018), pp. 22–25
M. Khanzadeh, S. Chowdhury, L. Bian, M.A. Tschopp, A Methodology for Predicting Porosity from Thermal Imaging of Melt Pools in Additive Manufacturing Thin Wall Sections. International Manufacturing Science and Engineering Conference, vol 50732, (American Society of Mechanical Engineers, 2017)
J.M. Hodgkinson, Mechanical Testing of Advanced Fibre Composites (Woodhead publishing, 2000)
A.T. Nettles, E.J. Biss, Low Temperature Mechanical Testing of Carbon-Fiber/Epoxy-Resin Composite Materials (1996)
P. Li, D. Warner, A. Fatemi, N.D. Phan, On the Fatigue Performance of Additively Manufactured Ti-6Al-4V to Enable Rapid Qualification for Aerospace Applications. 57th AIAA/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference (2016), p. 1656
N. Rendler, I. Vigness, Hole-Drilling Strain-Gage Method of Measuring Residual Stresses. Exp. Mech. 6(12), 577–586 (1966)
M.B. Prime, Cross-Sectional Mapping of Residual Stresses by Measuring the Surface Contour After a Cut. J. Eng. Mater. Technol. 123(2), 162–168 (2001)
J. Slotwinski, J. Slotwinski, S. Moylan, Applicability of Existing Materials Testing Standards for Additive Manufacturing Materials. US Department of Commerce, National Institute of Standards and Technology (2014)
L. White, Additive Manufacturing Materials: Standards, Testing and Applicability (Nova Publishers, 2015)
P. Li, D. Warner, N. Phan, Predicting the Fatigue Performance of an Additively Manufactured Ti-6Al-4V Component from Witness Coupon Behavior. Addit. Manuf. 35, 101230 (2020)
S. Karnati, J.L. Hoerchler, F. Liou, Newkirk, J.W. Influence of Gage Length on Miniature Tensile Characterization of Powder Bed Fabricated 304L Stainless Steel. 2017 International Solid Freeform Fabrication Symposium, (University of Texas at Austin, 2017)
L. Bergonzi, M. Vettori, A. Pirondi, Development of a Miniaturized Specimen to Perform Uniaxial Tensile Tests on High Performance Materials. Procedia Struct. Integr. 24, 213–224 (2019)
A. Fatemi, R. Molaei, Novel Specimen Geometries for Fatigue Testing of Additive Manufactured Metals under Axial, Torsion, and Combined Axial-Torsion Loadings. Int. J. Fatigue 130, 105287 (2020)
C. Dordlofva, A Design for Qualification Framework for the Development of Additive Manufacturing Components-a Case Study from the Space Industry. Aerospace 7(3), 25 (2020)
S. Mellor, L. Hao, D. Zhang, Additive Manufacturing: A Framework for Implementation. Int. J. Prod. Econ. 149, 194–201 (2014)
B. Leutenecker-Twelsiek, C. Klahn, M. Meboldt, Considering Part Orientation in Design for Additive Manufacturing. Procedia CIRP 50, 408–413 (2016)
S. Yang, Y. Tang, Y.F. Zhao, Assembly-Level Design for Additive Manufacturing: Issues and Benchmark. International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, vol 50107, (American Society of Mechanical Engineers, 2016)
J.-P. Rudolph, C. Emmelmann, Analysis of Design Guidelines for Automated Order Acceptance in Additive Manufacturing. Procedia CIRP 60, 187–192 (2017)
R. Ponche, O. Kerbrat, P. Mognol, J.-Y. Hascoët, A Novel Methodology of Design for Additive Manufacturing Applied to Additive Laser Manufacturing Process. Robot. Comput. Integr. Manuf. 30(4), 389–398 (2014)
P. Alvarez, J. Ecenarro, I. Setien, M.S. Sebastian, A. Echeverria, L. Eciolaza, Computationally Efficient Distortion Prediction in Powder Bed Fusion Additive Manufacturing. Int. J. Eng. Res. Sci 2(10), 39–46 (2016)
M. Megahed, H.-W. Mindt, N. N’Dri, H. Duan, O. Desmaison, Metal Additive-Manufacturing Process and Residual Stress Modeling. Integr. Mater. Manuf. Innov. 5(1), 61–93 (2016)
M.-C. Chiu, Y.-H. Lin, Simulation Based Method Considering Design for Additive Manufacturing and Supply Chain: An Empirical Study of Lamp Industry. Ind. Manag. Data Syst. 116(2), 322–348 (2016)
Z. Ye, J. Zhu, Q. Li, B. Mo, B. Lei, Y. Li, C. Wang, C. Huang, A Novel Method of Reliability-Centered Process Optimization for Additive Manufacturing. Microelectron. Reliab. 88, 1151–1156 (2018)
I. Flores, E. Coatanea, M. Salmi, J. Tuomi, Robust Design Principles to Evaluate Additive Manufacturing Capabilities. TOPICS, 135 (2014)
S.A. Tronvoll, T. Welo, C.W. Elverum, The Effects of Voids on Structural Properties of Fused Deposition Modelled Parts: A Probabilistic Approach. Int. J. Adv. Manuf. Technol. 97(9), 3607–3618 (2018)
M. Vohra, P. Nath, S. Mahadevan, Y.-T.T. Lee, Fast Surrogate Modeling using Dimensionality Reduction in Model Inputs and Field Output: Application to Additive Manufacturing. Reliab. Eng. Syst. Saf. 201, 106986 (2020)
H. Xin, W. Sun, J. Fish, A surrogate modeling approach for additive-manufactured materials. Int. J. Multisc. Comput. Eng. 15(6), (2017)
N. Vorkapic, M. Pjevic, M. Popovic, N. Slavkovic, S. Zivanovic, An Additive Manufacturing Benchmark Artifact and Deviation Measurement Method. J. Mech. Sci. Technol. 34(7), 3015–3026 (2020)
H. Taylor, E. Garibay, R. Wicker, Toward a Common Laser Powder Bed Fusion Qualification Test Artifact. Addit. Manuf. 39, 101803 (2021)
L. Portolés, O. Jordá, L. Jordá, A. Uriondo, M. Esperon-Miguez, S. Perinpanayagam, A Qualification Procedure to Manufacture and Repair Aerospace Parts with Electron Beam Melting. J. Manuf. Syst. 41, 65–75 (2016)
S. Moylan, J. Slotwinski, A. Cooke, K. Jurrens, M.A. Donmez, Proposal for a Standardized Test Artifact for Additive Manufacturing Machines and Processes. 2012 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2012)
J. Mazumder, Design for Metallic Additive Manufacturing Machine with Capability for Certify as you Build. Procedia CIRP 36, 187–192 (2015)
O. Borgue, J. Müller, A. Leicht, M. Panarotto, O. Isaksson, Constraint Replacement-Based Design for Additive Manufacturing of Satellite Components: Ensuring Design Manufacturability through Tailored Test Artefacts. Aerospace 6(11), 124 (2019)
C. Lindemann, T. Reiher, U. Jahnke, R. Koch, Towards a Sustainable and Economic Selection of Part Candidates for Additive Manufacturing. Rapid Prototyp. J. 21, 216–227 (2015)
K. Salonitis, S. Al Zarban, Redesign Optimization for Manufacturing using Additive Layer Techniques. Procedia CIRP 36, 193–198 (2015)
P.S. Bhonge, A Methodology for Aircraft Seat Certification by Dynamic Finite Element Analysis. PhD thesis, Wichita State University, 2008
G. de la Rosa Castolo, S.V.G. Perez, P.-J. Arnoux, L. Badih, F. Bonnet, M. Behr, Mechanical Strength and Fracture Point of a Dental Implant under Certification Conditions: A Numerical Approach by Finite Element Analysis. J. Prosthet. Dent. 119(4), 611–619 (2018)
C.C. Seepersad, T. Govett, K. Kim, M. Lundin, D. Pinero, A Designer’s Guide for Dimensioning and Tolerancing SLS Parts. 2012 International Solid Freeform Fabrication Symposium (University of Texas at Austin, 2012)
J. Kranz, D. Herzog, C. Emmelmann, Design Guidelines for Laser Additive Manufacturing of Lightweight Structures in TiAl6V4. J. Laser Appl. 27(S1), 14001 (2015)
D. Wang, S. Wu, Y. Bai, H. Lin, Y. Yang, C. Song, Characteristics of Typical Geometrical Features Shaped by Selective Laser Melting. J. Laser Appl. 29(2), 022007 (2017)
U. Ali, R. Esmaeilizadeh, F. Ahmed, D. Sarker, W. Muhammad, A. Keshavarzkermani, Y. Mahmoodkhani, E. Marzbanrad, E. Toyserkani, Identification and Characterization of Spatter Particles and Their Effect on Surface Roughness, Density and Mechanical Response of 17–4 ph Stainless Steel Laser Powder-Bed Fusion Parts. Mater. Sci. Eng. A 756, 98–107 (2019)
S. Mohd Yusuf, E. Choo, N. Gao, Comparison Between Virgin and Recycled 316L SS and AlSi10Mg Powders used for Laser Powder Bed Fusion Additive Manufacturing. Metals 10(12), 1625 (2020)
M. Qu, Q. Guo, L.I. Escano, A. Nabaa, S.M.H. Hojjatzadeh, Z.A. Young, L. Chen, Controlling Process Instability for Defect Lean Metal Additive Manufacturing. Nat. Commun. 13(1), 1–8 (2022)
S.D. Jadhav, P.P. Dhekne, S. Dadbakhsh, J.-P. Kruth, J. Van Humbeeck, K. Vanmeensel, Surface Modified Copper Alloy Powder for Reliable Laser-Based Additive Manufacturing. Addit. Manuf. 35, 101418 (2020)
M.A. Mahmood, D. Chioibasu, A. Ur Rehman, S. Mihai, A.C. Popescu, Post-processing Techniques to Enhance the Quality of Metallic Parts Produced by Additive Manufacturing. Metals 12(1), 77 (2022)
A. Rezaei, A. Kermanpur, A. Rezaeian, M. Badrossamay, E. Foroozmehr, F. Sadeghi, J. Han, T.M. Park, Contribution of Hot Isostatic Pressing on Densification, Microstructure Evolution, and Mechanical Anisotropy of Additively Manufactured IN718 Ni-Based Superalloy. Mater. Sci. Eng. A 823, 141721 (2021)
C.B. Finfrock, A. Exil, J.D. Carroll, L. Deibler, Effect of Hot Isostatic Pressing and Powder Feedstock on Porosity, Microstructure, and Mechanical Properties of Selective Laser Melted AlSi10Mg. Metallogr. Microstruct. Anal. 7(4), 443–456 (2018)
N. Lavery, J. Cherry, S. Mehmood, H. Davies, B. Girling, E. Sackett, S. Brown, J. Sienz, Effects of Hot Isostatic Pressing on the Elastic Modulus and Tensile Properties of 316L Parts Made by Powder Bed Laser Fusion. Mater. Sci. Eng. A 693, 186–213 (2017)
H. Wei, J. Mazumder, T. DebRoy, Evolution of Solidification Texture during Additive Manufacturing. Sci. Rep. 5(1), 1–7 (2015)
M. Nakatani, H. Masuo, Y. Tanaka, Y. Murakami, Effect of Surface Roughness on Fatigue Strength of Ti-6Al-4V Alloy Manufactured by Additive Manufacturing. Procedia Struct. Integr. 19, 294–301 (2019)
N.E. Uzan, S. Ramati, R. Shneck, N. Frage, O. Yeheskel, On the Effect of Shot-Peening on Fatigue Resistance of AlSi10Mg Specimens Fabricated by Additive Manufacturing using Selective Laser Melting (AM-SLM). Addit. Manuf. 21, 458–464 (2018)
Z. Wang, P. Liu, Y. Xiao, X. Cui, Z. Hu, L. Chen, A Data-Driven Approach for Process Optimization of Metallic Additive Manufacturing under Uncertainty. J. Manuf. Sci. Eng. 141(8), (2019)
O. Andreau, I. Koutiri, P. Peyre, J.-D. Penot, N. Saintier, E. Pessard, T. De Terris, C. Dupuy, T. Baudin, Texture Control of 316L Parts by Modulation of the Melt Pool Morphology in Selective Laser Melting. J. Mater. Process. Technol. 264, 21–31 (2019)
L. Scime, J. Beuth, Melt Pool Geometry and Morphology Variability for the Inconel 718 Alloy in a Laser Powder Bed Fusion Additive Manufacturing Process. Addit. Manuf. 29, 100830 (2019)
J. Akram, P. Chalavadi, D. Pal, B. Stucker, Understanding Grain Evolution in Additive Manufacturing through Modeling. Addit. Manuf. 21, 255–268 (2018)
S. Lee, J. Peng, D. Shin, Y.S. Choi, Data Analytics Approach for Melt-Pool Geometries in Metal Additive Manufacturing. Sci. Technol. Adv. Mater. 20(1), 972–978 (2019)
S.Y. Kandukuri, B. Le Gallo, Certification Pathway for 3D Printed Parts-Unlocking the Barriers to Accelerate the Adoption of Additive Manufacturing in Offshore Industry. Offshore Technology Conference (OnePetro, 2020)
J.M. Pinto, C. Arrieta, M.E. Andia, S. Uribe, J. Ramos-Grez, A. Vargas, P. Irarrazaval, C. Tejos, Sensitivity Analysis of Geometric Errors in Additive Manufacturing Medical Models. Med. Eng. Phys. 37(3), 328–334 (2015)
A. Takezawa, A.C. To, Q. Chen, X. Liang, F. Dugast, X. Zhang, M. Kitamura, Sensitivity Analysis and Lattice Density Optimization for Sequential Inherent Strain Method Used in Additive Manufacturing Process. Comput. Methods Appl. Mech. Eng. 370, 113231 (2020)
J. Kozak, T. Zakrzewski, Accuracy Problems of Additive Manufacturing using SLS/SLM Processes. AIP Conference Proceedings, vol 2017, (AIP Publishing LLC, 2018) p. 020010
M. Mani, S. Feng, B. Lane, A. Donmez, S. Moylan, R. Fesperman, Measurement Science Needs for Real-Time Control of Additive Manufacturing Powder Bed Fusion Processes (2015)
T. Prater, Database Development for Additive Manufacturing. Prog. Addit. Manuf. 2(1), 11–18 (2017)
J.C. Mankins, Technology Readiness Assessments: A Retrospective. Acta Astronaut. 65(9–10), 1216–1223 (2009)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
Robert Taylor has a potential research conflict of interest due to a financial interest with Optimal Structures LLC. A management plan has been created to preserve objectivity in research in accordance with University of Texas at Arlington policy.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Venturi, F., Taylor, R. Additive Manufacturing in the Context of Repeatability and Reliability. J. of Materi Eng and Perform 32, 6589–6609 (2023). https://doi.org/10.1007/s11665-023-07897-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-07897-3